

The Effect of Microballoon Volume Fraction on the Elastic and Viscoelastic Properties of Hollow Microballoon-Filled Epoxy Composites



Abstract
:1. Introduction
2. Materials and Methods
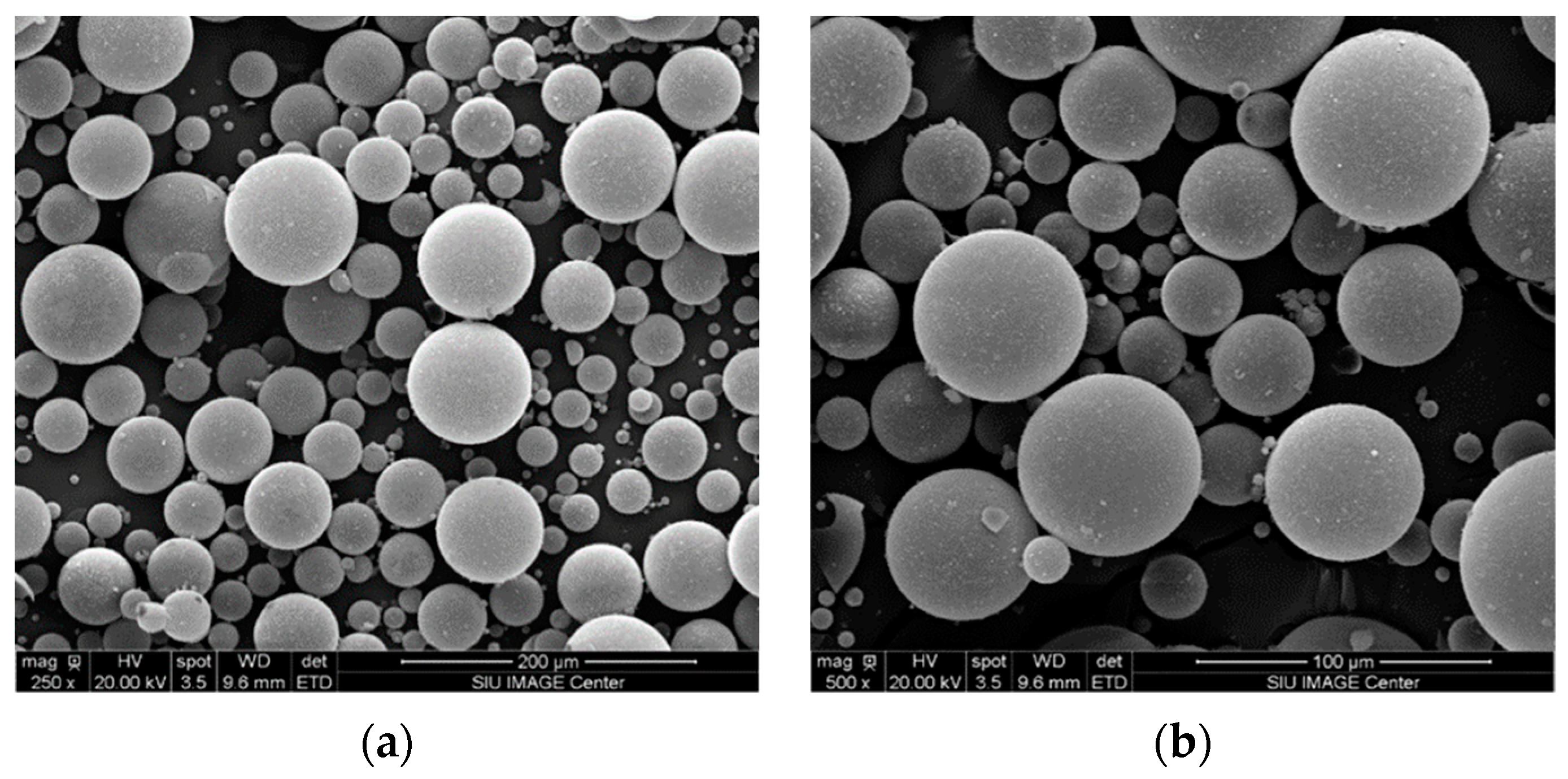
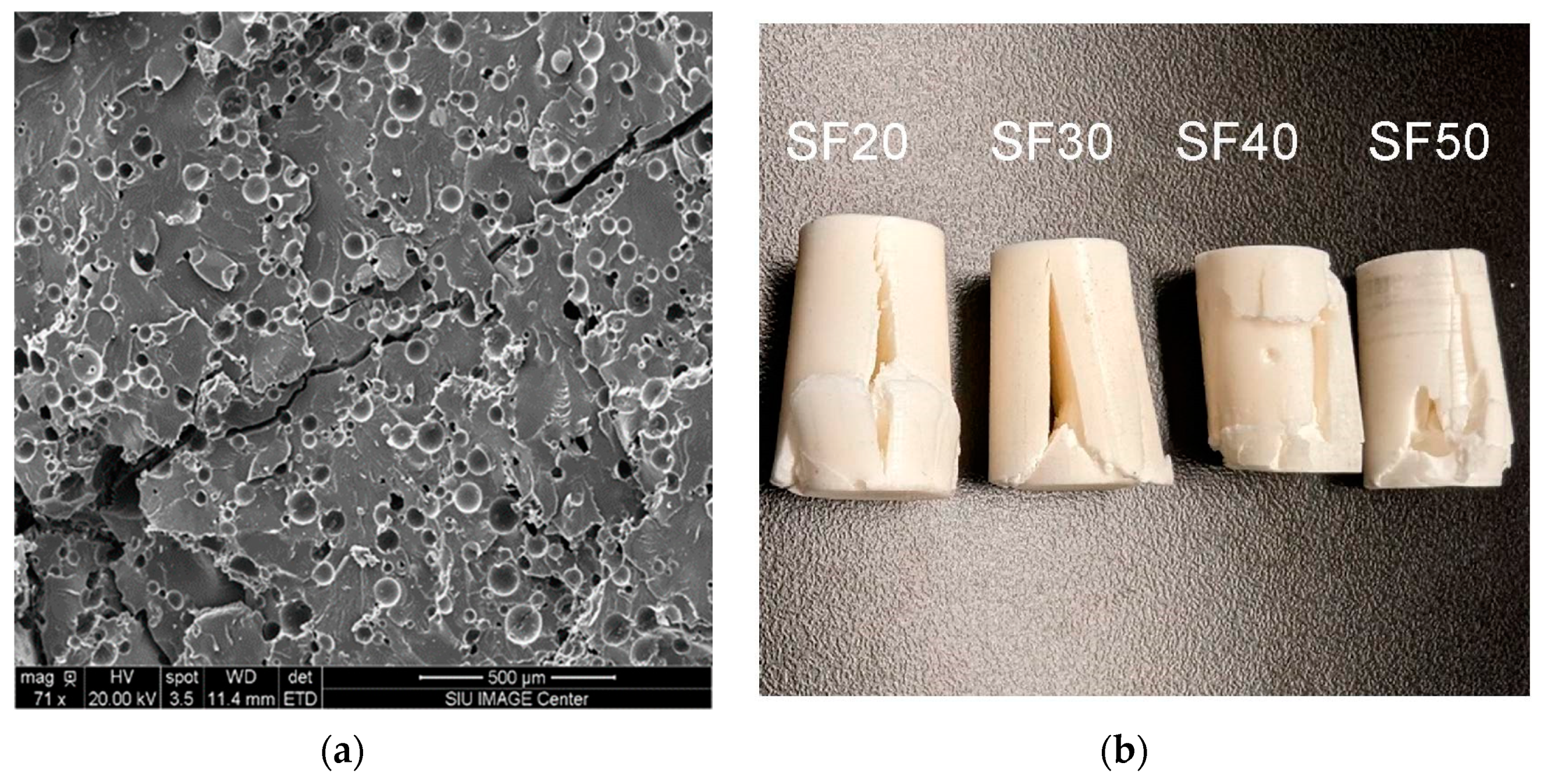
2.1. Materials and Microstructure
2.2. Property Evaluation
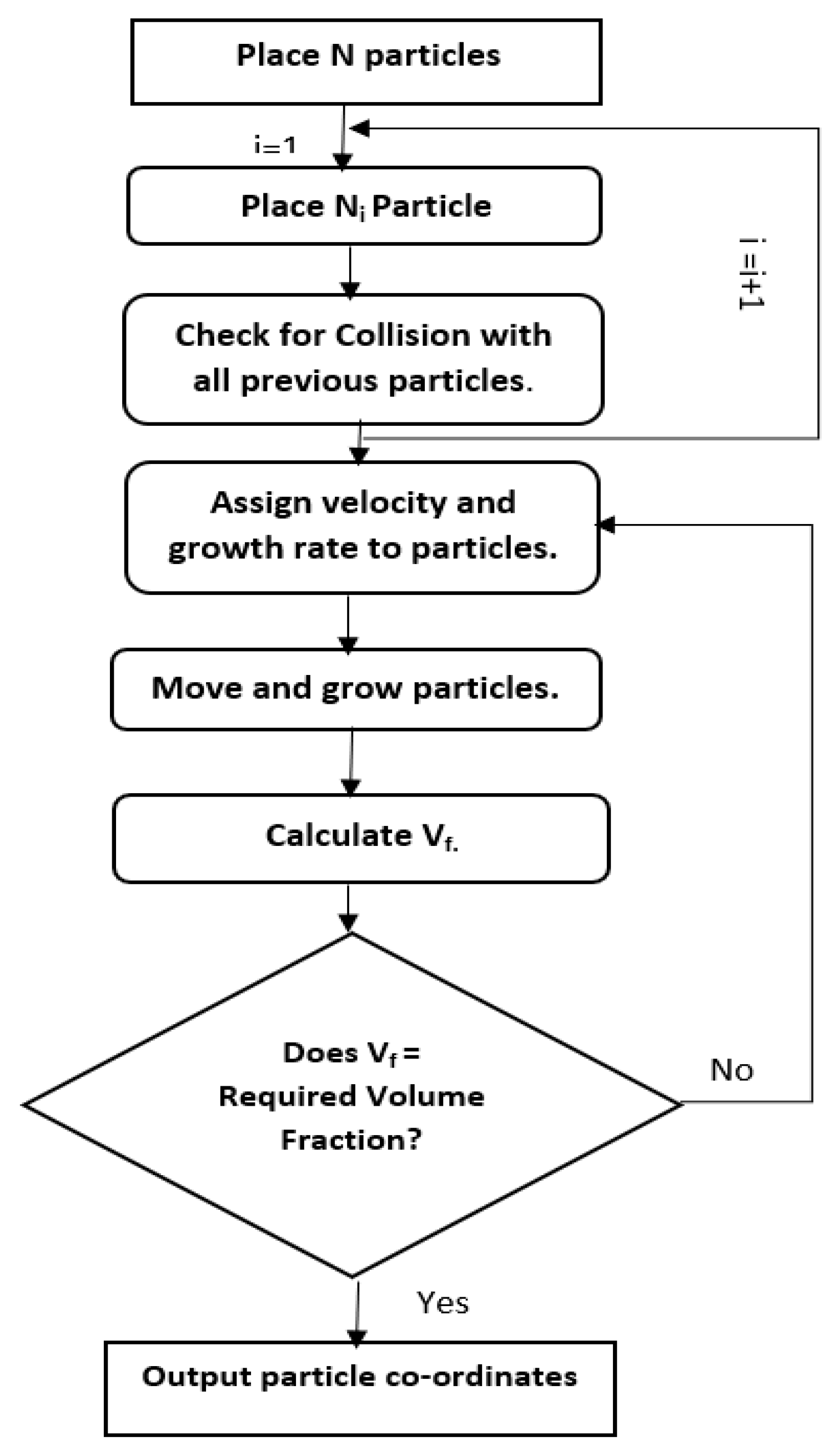
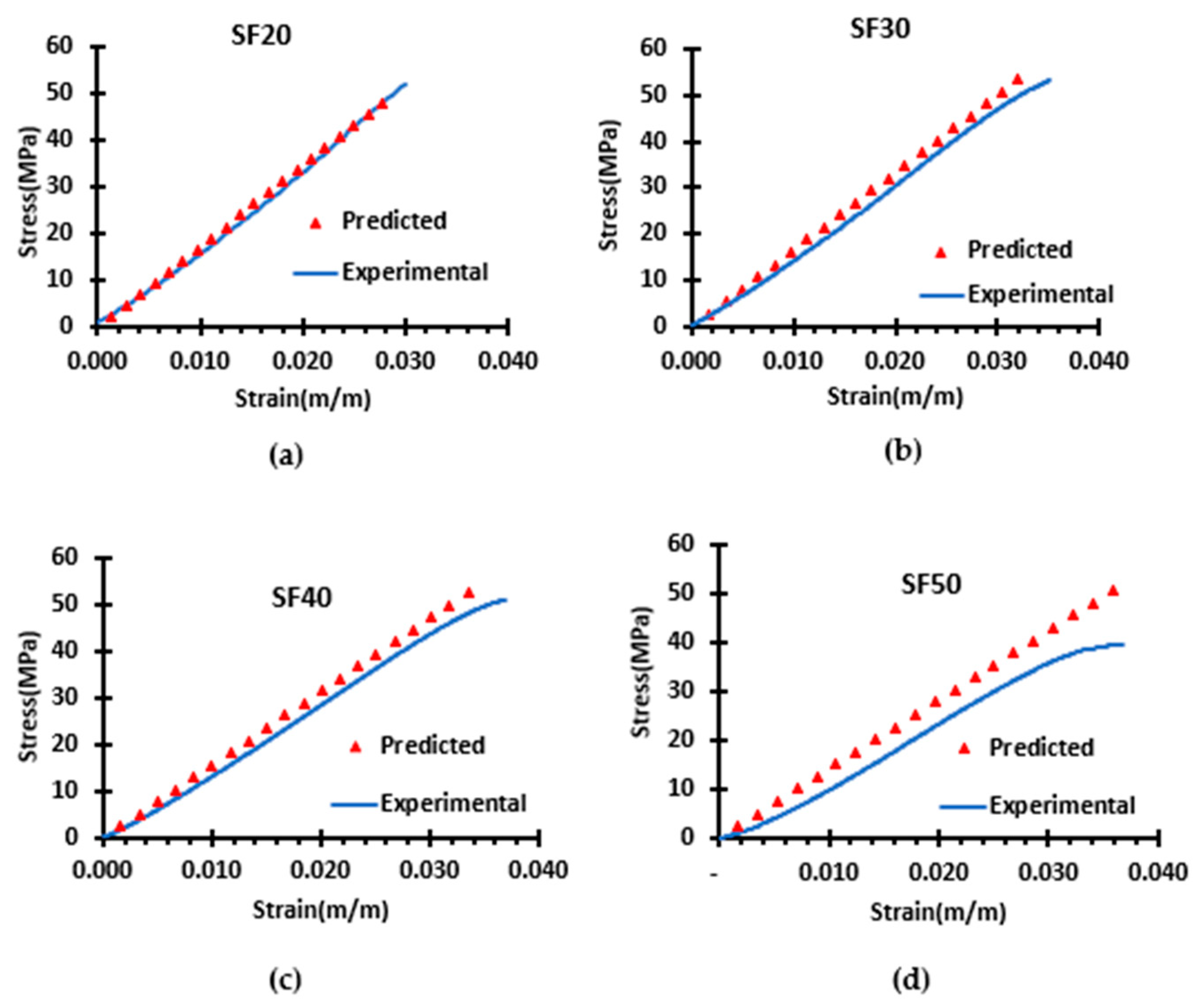
2.3. Finite Element Analysis (FEA)
3. Results and Discussion
3.1. Density and Void Content
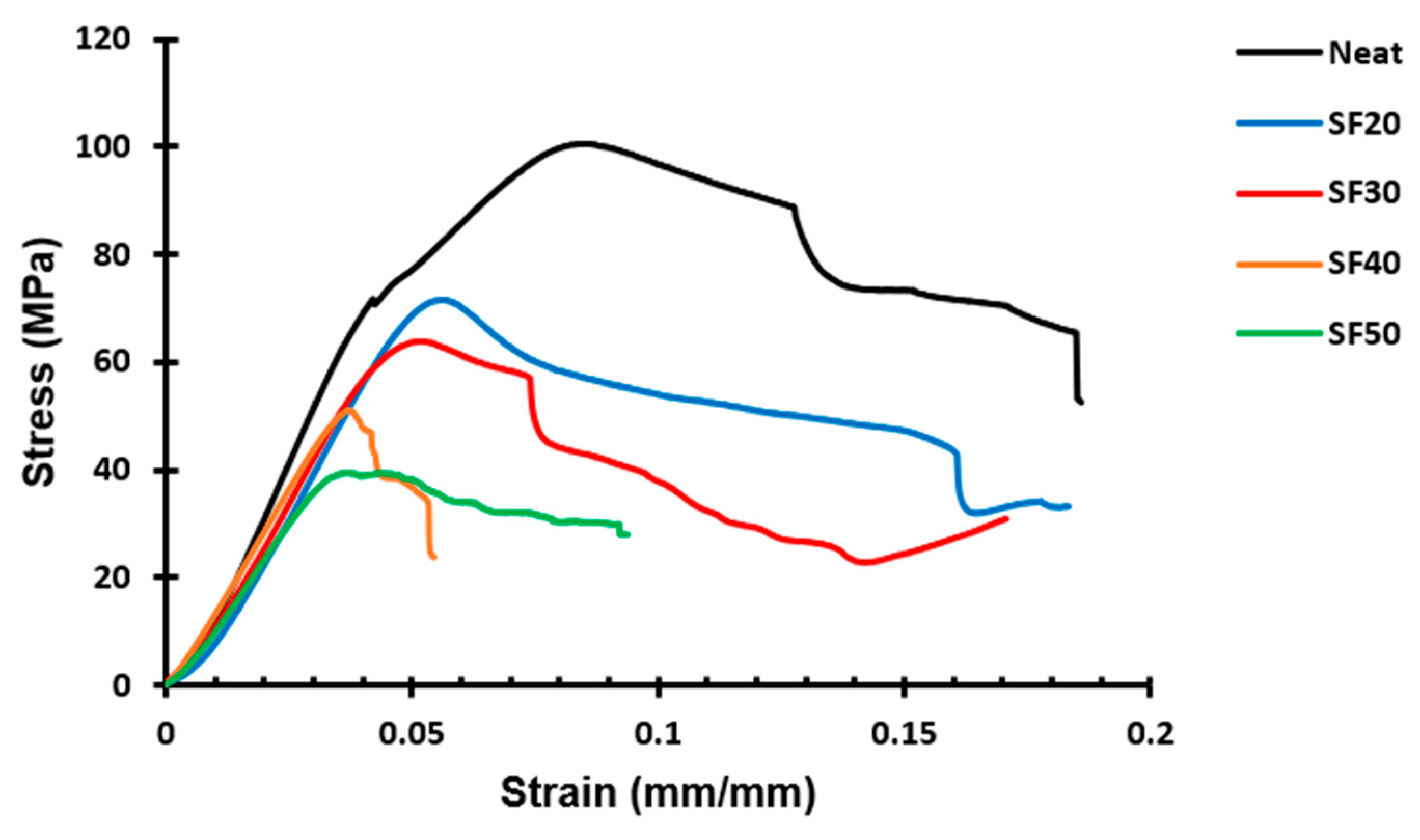
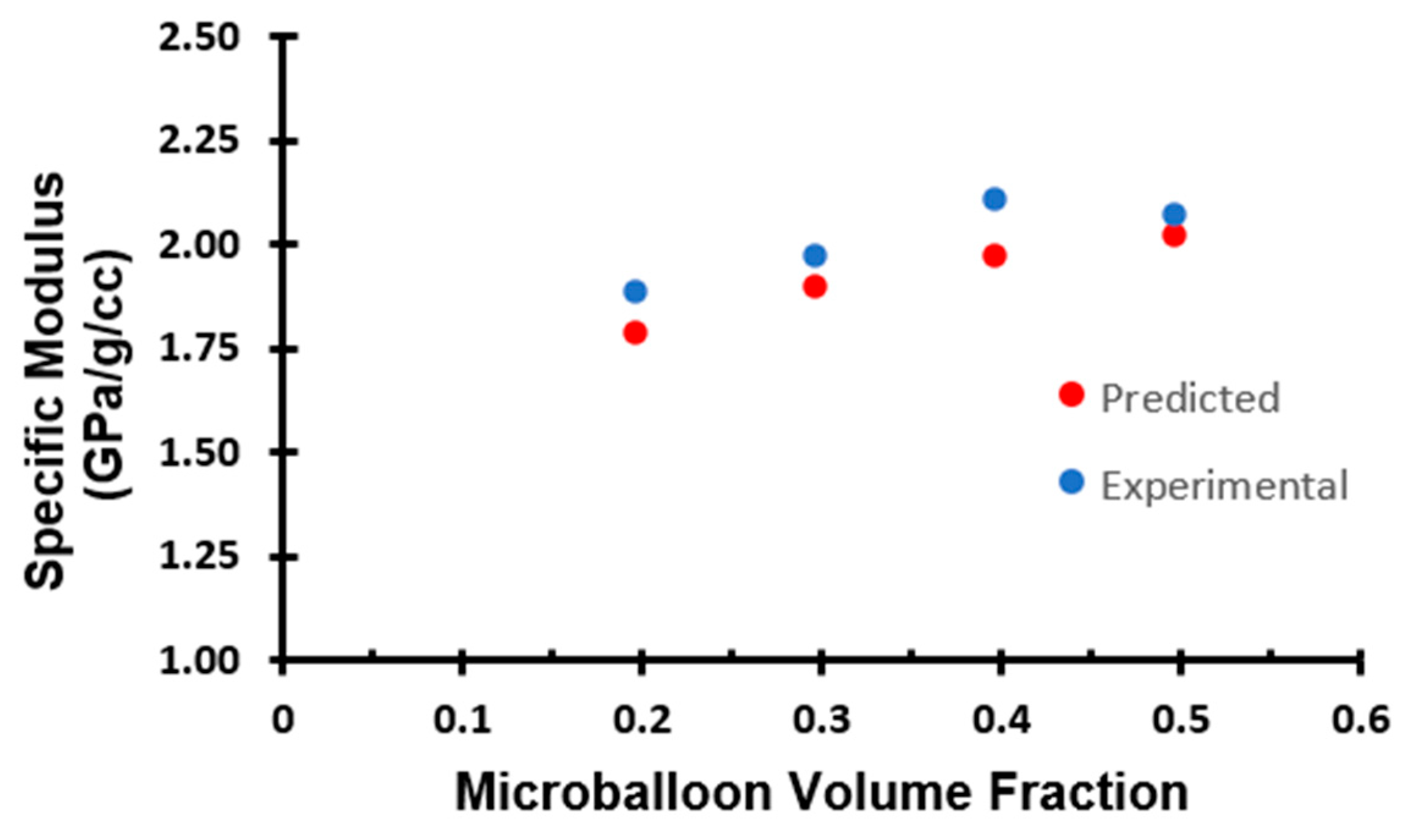
3.2. Mechanical Properties
3.3. Failure Mechanism
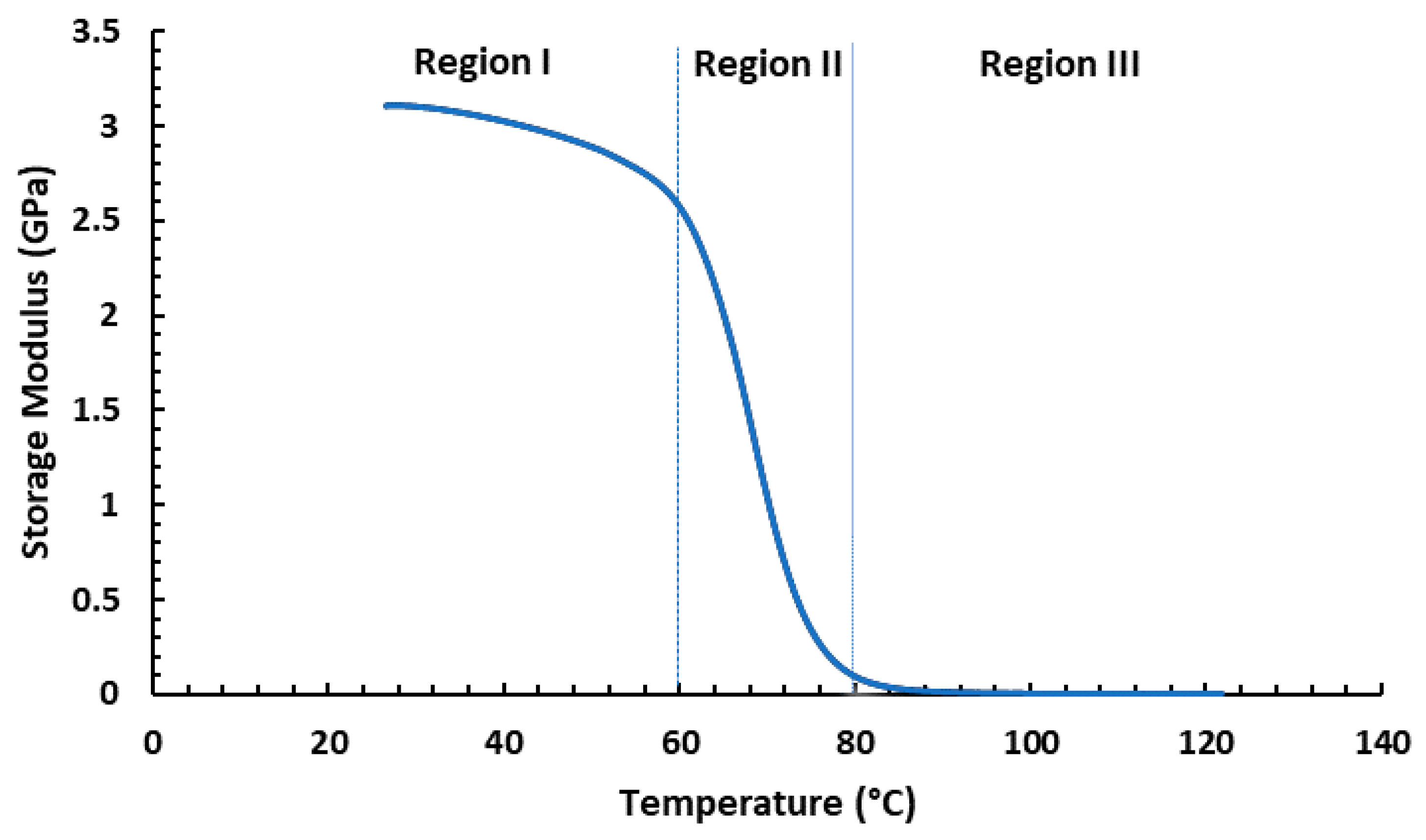
3.4. Viscoelastic Properties
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Gupta, N. A functionally graded syntactic foam material for high energy absorption under compression. Mater. Lett. 2007, 61, 979–982. [Google Scholar] [CrossRef]
- Gupta, N.; Woldesenbet, E. Microballoon wall thickness effects on properties of syntactic foams. J. Cell. Plast. 2004, 40, 461–480. [Google Scholar] [CrossRef]
- Croom, B.P.; Jin, H.; Mills, B.; Carroll, J.; Long, K.; Brown, J.; Li, X.D. Damage mechanisms in elastomeric foam composites: Multiscale X-ray computed tomography and finite element analyses. Compos. Sci. Technol. 2019, 169, 195–202. [Google Scholar] [CrossRef]
- Robert, T.M.; Nair, S.; Mathew, D.; Nair, C.P.R. Room temperature processable heat-resistant epoxy-oxazolidone-based syntactic foams. Polym. Adv. Technol. 2018, 29, 121–129. [Google Scholar] [CrossRef]
- John, B.; Nair, C.P.R.; Devi, K.A.; Ninan, K.N. Effect of low-density filler on mechanical properties of syntactic foams of cyanate ester. J. Mater. Sci. 2007, 42, 5398–5405. [Google Scholar] [CrossRef]
- Sankaran, S.; Sekhar, K.R.; Raju, G.; Kumar, M.N.J. Characterization of epoxy syntactic foams by dynamic mechanical analysis. J. Mater. Sci. 2006, 41, 4041–4046. [Google Scholar] [CrossRef]
- Wang, L.; Zhang, J.; Yang, X.; Zhang, C.; Gong, W.; Yu, J. Flexural properties of epoxy syntactic foams reinforced by fiberglass mesh and/or short glass fiber. Mater. Des. 2014, 55, 929–936. [Google Scholar] [CrossRef]
- Gupta, N.; Zeltmann, S.E.; Shunmugasamy, V.C.; Pinisetty, D. Applications of Polymer Matrix Syntactic Foams. JOM 2014, 66, 245–254. [Google Scholar] [CrossRef]
- Saha, M.C.; Nilufar, S.; Major, M.; Jeelani, S. Processing and performance evaluation of hollow microspheres filled epoxy composites. Polym. Compos. 2008, 29, 293–301. [Google Scholar] [CrossRef]
- Gupta, N.; Ricci, W. Comparison of compressive properties of layered syntactic foams having gradient in microballoon volume fraction and wall thickness. Mater. Sci. Eng. A-Struct. Mater. Prop. Microstruct. Process. 2006, 427, 331–342. [Google Scholar] [CrossRef]
- Yousaf, Z.; Smith, M.; Potluri, P.; Parnell, W. Compression properties of polymeric syntactic foam composites under cyclic loading. Compos. Part B-Eng. 2020, 186, 107764. [Google Scholar] [CrossRef]
- Hariharan, G.; Khare, D.; Upadhyaya, P. A micromechanical model to predict the viscoelastic response of syntactic foams. Mater. Today-Proc. 2020, 28, 1200–1204. [Google Scholar] [CrossRef]
- Ambika Devi, K.; John, B.; Reghunadhan Nair, C.; Ninan, K. Syntactic foam composites of epoxy-allyl phenol-bismaleimide ternary blend—Processing and properties. J. Appl. Polym. Sci. 2007, 105, 3715–3722. [Google Scholar] [CrossRef]
- Saha, M.C.; Nilufar, S. Nanoclay-Reinforced Syntactic Foams: Flexure and Thermal Behavior. Polym. Compos. 2010, 31, 1332–1342. [Google Scholar] [CrossRef]
- Gupta, N.; Woldesenbet, E.; Mensah, P. Compression properties of syntactic foams: Effect of cenosphere radius ratio and specimen aspect ratio. Compos. Part A-Appl. Sci. Manuf. 2004, 35, 103–111. [Google Scholar] [CrossRef]
- Ali, M.H.; Rubel, R.I.; Yusuf, S.S.; Siddique, M.A. A review on syntactic foams processing, preparation and applications. In Proceedings of the International Conference on Mechanical Engineering and Renewable Energy 2019, Chittagong, Bangladesh, 11–13 December 2019. [Google Scholar]
- Li, G.Q.; Jones, N. Development of rubberized syntactic foam. Compos. Part A-Appl. Sci. Manuf. 2007, 38, 1483–1492. [Google Scholar] [CrossRef]
- Huang, R.X.; Li, P.F.; Liu, T. X-ray microtomography and finite element modelling of compressive failure mechanism in cenosphere epoxy syntactic foams. Compos. Struct. 2016, 140, 157–165. [Google Scholar] [CrossRef]
- Huang, R.X.; Li, P.F. Elastic behaviour and failure mechanism in epoxy syntactic foams: The effect of glass microballoon volume fractions. Compos. Part B-Eng. 2015, 78, 401–408. [Google Scholar] [CrossRef]
- Gupta, N.; Nagorny, R. Tensile properties of glass microballoon-epoxy resin syntactic foams. J. Appl. Polym. Sci. 2006, 102, 1254–1261. [Google Scholar] [CrossRef]
- Wouterson, E.M.; Boey, F.Y.C.; Hu, X.; Wong, S.C. Specific properties and fracture toughness of syntactic foam: Effect of foam microstructures. Compos. Sci. Technol. 2005, 65, 1840–1850. [Google Scholar] [CrossRef]
- d’Almeida, J.R.M. An analysis of the effect of the diameters of glass microspheres on the mechanical behavior of glass-microsphere/epoxy-matrix composites. Compos. Sci. Technol. 1999, 59, 2087–2091. [Google Scholar] [CrossRef]
- Zeltmann, S.E.; Chen, B.; Gupta, N. Thermal expansion and dynamic mechanical analysis of epoxy matrix-borosilicate glass hollow particle syntactic foams. J. Cell. Plast. 2018, 54, 463–481. [Google Scholar] [CrossRef]
- Shunmugasamy, V.C.; Pinisetty, D.; Gupta, N. Viscoelastic properties of hollow glass particle filled vinyl ester matrix syntactic foams: Effect of temperature and loading frequency. J. Mater. Sci. 2013, 48, 1685–1701. [Google Scholar] [CrossRef]
- Altenaiji, M.; Schleyer, G.K.; Zhao, Y.Y. Characterisation of aluminium matrix syntactic foams under static and dynamic loading. Appl. Mech. Mater. 2011, 82, 142–147. [Google Scholar] [CrossRef]
- Hu, G.H.; Yu, D.M. Tensile, thermal and dynamic mechanical properties of hollow polymer particle-filled epoxy syntactic foam. Mater. Sci. Eng. A-Struct. Mater. Prop. Microstruct. Process. 2011, 528, 5177–5183. [Google Scholar] [CrossRef]
- Carolan, D.; Mayall, A.; Dear, J.P.; Fergusson, A.D. Micromechanical modelling of syntactic foam. Compos. Part B-Eng. 2020, 183, 107701. [Google Scholar] [CrossRef]
- Woldensenbet, E.; Sankella, N. Flexural Properties of Nanoclay Syntactic Foam Sandwich Structures. J. Sandw. Struct. Mater. 2009, 11, 425–444. [Google Scholar] [CrossRef]
- Salleh, Z.; Islam, M.; Epaarachchi, J.; Zulkarnain, M.; Ahmed, Y.A. Flexural Analysis for Syntactic Foam Sandwich Panels. In Advancement in Emerging Technologies and Engineering Applications; Springer: Singapore, 2019; pp. 41–47. [Google Scholar]
- Wang, Y.S.; Ya, B.; Zhou, B.W.; Meng, L.G.; Zhang, X.G. Numerical simulation of the mechanical properties of a carbon-fiber-reinforced hollow glass microsphere-epoxy syntactic foam. J. Appl. Polym. Sci. 2019, 136, 47083. [Google Scholar] [CrossRef]
- Yu, M.; Zhu, P.; Ma, Y.Q. Experimental study and numerical prediction of tensile strength properties and failure modes of hollow spheres filled syntactic foams. Comput. Mater. Sci. 2012, 63, 232–243. [Google Scholar] [CrossRef]
- Potluri, R.; Kumar, A.E.; Raju, M.N.; Babu, K.R.P. Finite Element Analysis of Cellular Foam Core Sandwich Structures. Mater. Today-Proc. 2017, 4, 2501–2510. [Google Scholar] [CrossRef]
- Yu, M.; Zhu, P.; Ma, Y.Q. Effects of particle clustering on the tensile properties and failure mechanisms of hollow spheres filled syntactic foams: A numerical investigation by microstructure based modeling. Mater. Des. 2013, 47, 80–89. [Google Scholar] [CrossRef]
- Yu, W.; Qian, M.; Li, H.J. Elastic and plastic properties of epoxy resin syntactic foams filled with hollow glass microspheres and glass fibers. J. Appl. Polym. Sci. 2016, 133. [Google Scholar] [CrossRef]
- Cho, Y.J.; Lee, W.; Park, Y.H. Finite Element Modeling of Tensile Deformation Behaviors of Iron Syntactic Foam with Hollow Glass Microspheres. Materials 2017, 10, 1201. [Google Scholar] [CrossRef]
- Antunes, F.V.; Ferreira, J.A.M.; Capela, C. Numerical modelling of the Young’s modulus of syntactic foams. Finite Elem. Anal. Des. 2011, 47, 78–84. [Google Scholar] [CrossRef]
- Nguyen, N.Q.; Gupta, N. Analyzing the effect of fiber reinforcement on properties of syntactic foams. Mater. Sci. Eng. A-Struct. Mater. Prop. Microstruct. Process. 2010, 527, 6422–6428. [Google Scholar] [CrossRef]
- Marur, P.R. Estimation of effective elastic properties and interface stress concentrations in particulate composites by unit cell methods. Acta Mater. 2004, 52, 1263–1270. [Google Scholar] [CrossRef]
- Carolan, D.; Fergusson, A.D.; Dear, J. A numerical method for predictiong the mechanical-properties if tightly packed syntactic foams. In Proceedings of the 21st International Conference on Composite Materials, Xi’an, China, 20–25 August 2017. [Google Scholar]
- Bardella, L.; Sfreddo, A.; Ventura, C.; Porfiri, M.; Gupta, N. A critical evaluation of micromechanical models for syntactic foams. Mech. Mater. 2012, 50, 53–69. [Google Scholar] [CrossRef]
- Rizzi, E.; Papa, E.; Corigliano, A. Mechanical behavior of a syntactic foam: Experiments and modeling. Int. J. Solids Struct. 2000, 37, 5773–5794. [Google Scholar] [CrossRef]
- Gupta, N.; Ricci, W. Processing and compressive properties of aerogel/epoxy composites. J. Mater. Process. Technol. 2008, 198, 178–182. [Google Scholar] [CrossRef]
- Gupta, N.; Woldesenbet, E. Hygrothermal studies on syntactic foams and compressive strength determination. Compos. Struct. 2003, 61, 311–320. [Google Scholar] [CrossRef]
- ASTM D695-15; Standard Test Method for Compressive Properties of Rigid Plastics. ASTM International: West Conshohocken, PA, USA, 2015. [CrossRef]
- ASTM D4065-20; Standard Practice for Plastics: Dynamic Mechanical Properties: Determination and Report of Procedures. ASTM International: West Conshohocken, PA, USA, 2020. [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Samples | Microballoon Volume (%) | Average Density (g/cc) | Theoretical Density (g/cc) | Void Content (%) |
|---|---|---|---|---|
| Neat | 0 | 1.145 ± 0.003 | 1.160 | 1.276 ± 0.235 |
| SF20 | 20 | 0.967 ± 0.002 | 0.978 | 1.151 ± 0.173 |
| SF30 | 30 | 0.861 ± 0.002 | 0.887 | 2.970 ± 0.272 |
| SF40 | 40 | 0.744 ± 0.010 | 0.794 | 6.242 ± 1.307 |
| SF50 | 50 | 0.657 ± 0.002 | 0.702 | 6.393 ± 0.339 |
| Samples | Average Compressive Modulus (GPa) | Average Compressive Strength (MPa) | Specific Modulus (GPa/(g/cc)) |
|---|---|---|---|
| Neat | 1.970 ± 0.007 | 98.832 ± 4.252 | 1.662 ± 0.016 |
| SF20 | 1.718 ± 0.073 | 69.335 ± 3.520 | 1.777 ± 0.075 |
| SF30 | 1.627 ± 0.023 | 61.428 ± 2.791 | 1.891 ± 0.031 |
| SF40 | 1.459 ± 0.093 | 45.105 ± 5.773 | 1.962 ± 0.146 |
| SF50 | 1.323 ± 0.100 | 42.481 ± 2.614 | 2.012 ± 0.156 |
| Samples | E′ at 35 °C (GPa) | E′ at 105 °C (GPa) | Tg | E″ at 35 °C (GPa) |
|---|---|---|---|---|
| Neat | 3.067 | 0.004 | 66.62 | 0.062 |
| SF20 | 2.536 | 0.011 | 57.30 | 0.135 |
| SF30 | 2.457 | 0.024 | 67.18 | 0.087 |
| SF40 | 2.170 | 0.026 | 61.72 | 0.078 |
| SF50 | 2.088 | 0.036 | 57.71 | 0.068 |
| Samples | Tan δ at 35 °C | Tan δmax |
|---|---|---|
| Neat | 0.020 | 1.108 |
| SF20 | 0.053 | 0.875 |
| SF30 | 0.035 | 0.625 |
| SF40 | 0.036 | 0.591 |
| SF50 | 0.032 | 0.573 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chitrakar, R.; Hossain, M.S.; Nilufar, S. The Effect of Microballoon Volume Fraction on the Elastic and Viscoelastic Properties of Hollow Microballoon-Filled Epoxy Composites. Materials 2023, 16, 7554. https://doi.org/10.3390/ma16247554
Chitrakar R, Hossain MS, Nilufar S. The Effect of Microballoon Volume Fraction on the Elastic and Viscoelastic Properties of Hollow Microballoon-Filled Epoxy Composites. Materials. 2023; 16(24):7554. https://doi.org/10.3390/ma16247554
Chicago/Turabian StyleChitrakar, Rojer, Md Sakhawat Hossain, and Sabrina Nilufar. 2023. "The Effect of Microballoon Volume Fraction on the Elastic and Viscoelastic Properties of Hollow Microballoon-Filled Epoxy Composites" Materials 16, no. 24: 7554. https://doi.org/10.3390/ma16247554
APA StyleChitrakar, R., Hossain, M. S., & Nilufar, S. (2023). The Effect of Microballoon Volume Fraction on the Elastic and Viscoelastic Properties of Hollow Microballoon-Filled Epoxy Composites. Materials, 16(24), 7554. https://doi.org/10.3390/ma16247554