

An Overview on the Effect of Severe Plastic Deformation on the Performance of Magnesium for Biomedical Applications
 , and
, and 
Abstract
:1. Introduction
2. Processing by Severe Plastic Deformation
3. Structure Evolution
4. Mechanical Properties
5. Corrosion Behavior
6. Biological Response
7. Overall Performance
8. Magnesium Composites
9. Summary and Conclusions
- The unique mechanism of grain refinement of magnesium subjected to ECAP processing is associated with a dispersion in grain structure which includes a broad range of average grain sizes and grain size distributions. Processing via HPT is more effective than other processing techniques for grain refinement and structure homogenization, although there are some reports of localized deformation.
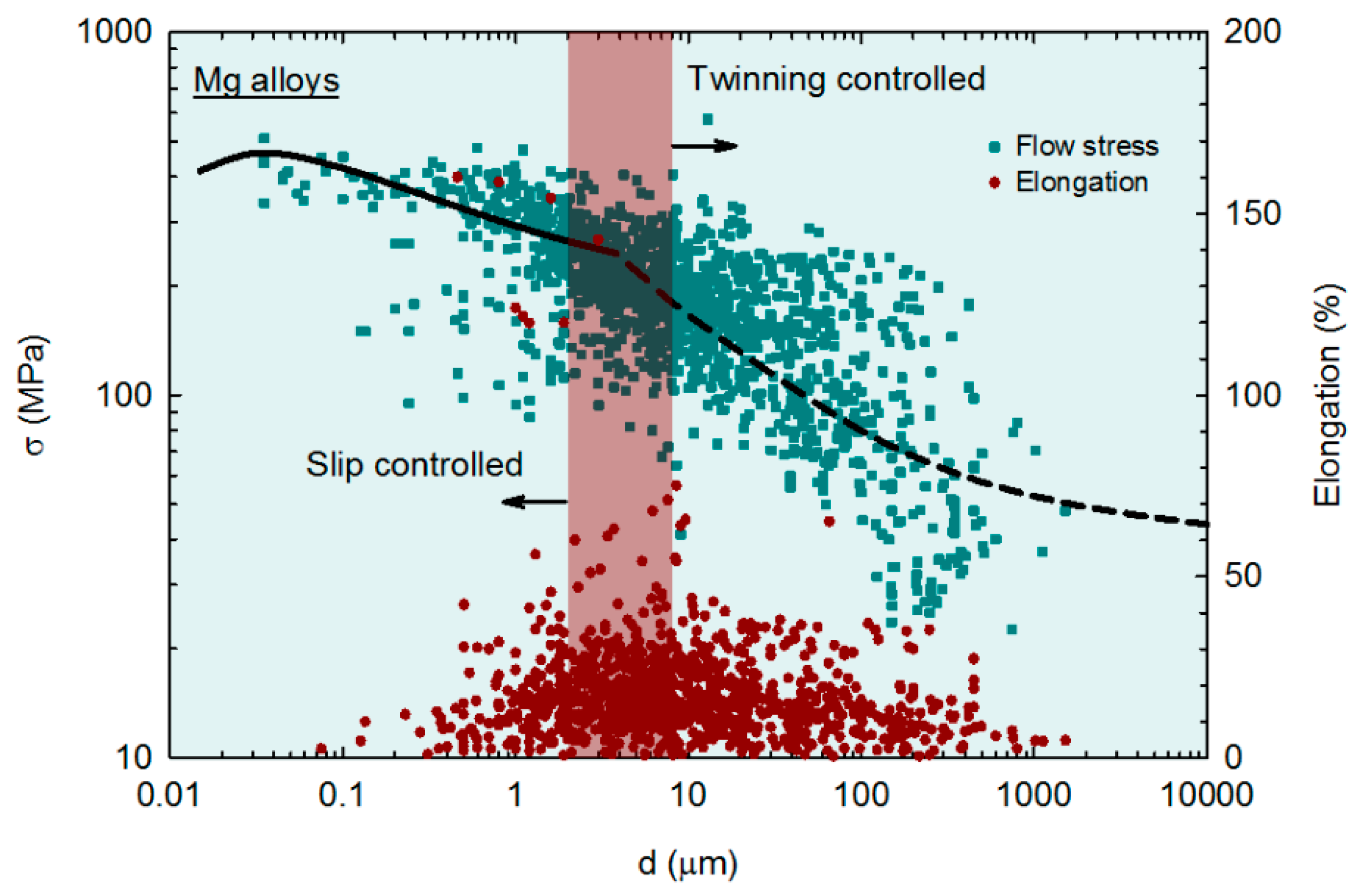
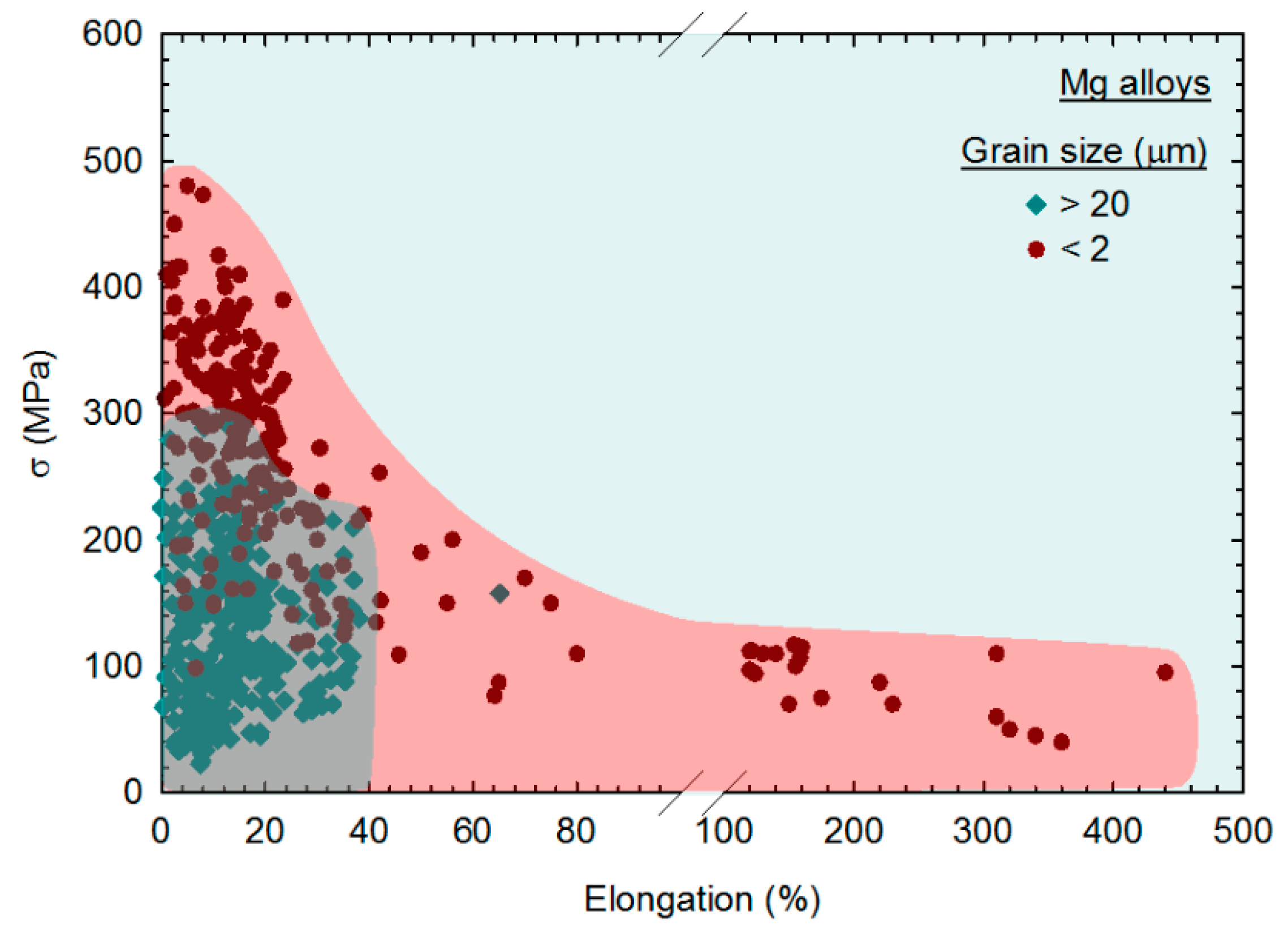
- The mechanical properties of magnesium and its alloys are significantly improved via grain refinement. High strength and exceptional ductility are observed in fine and ultrafine-grained magnesium processed via SPD.
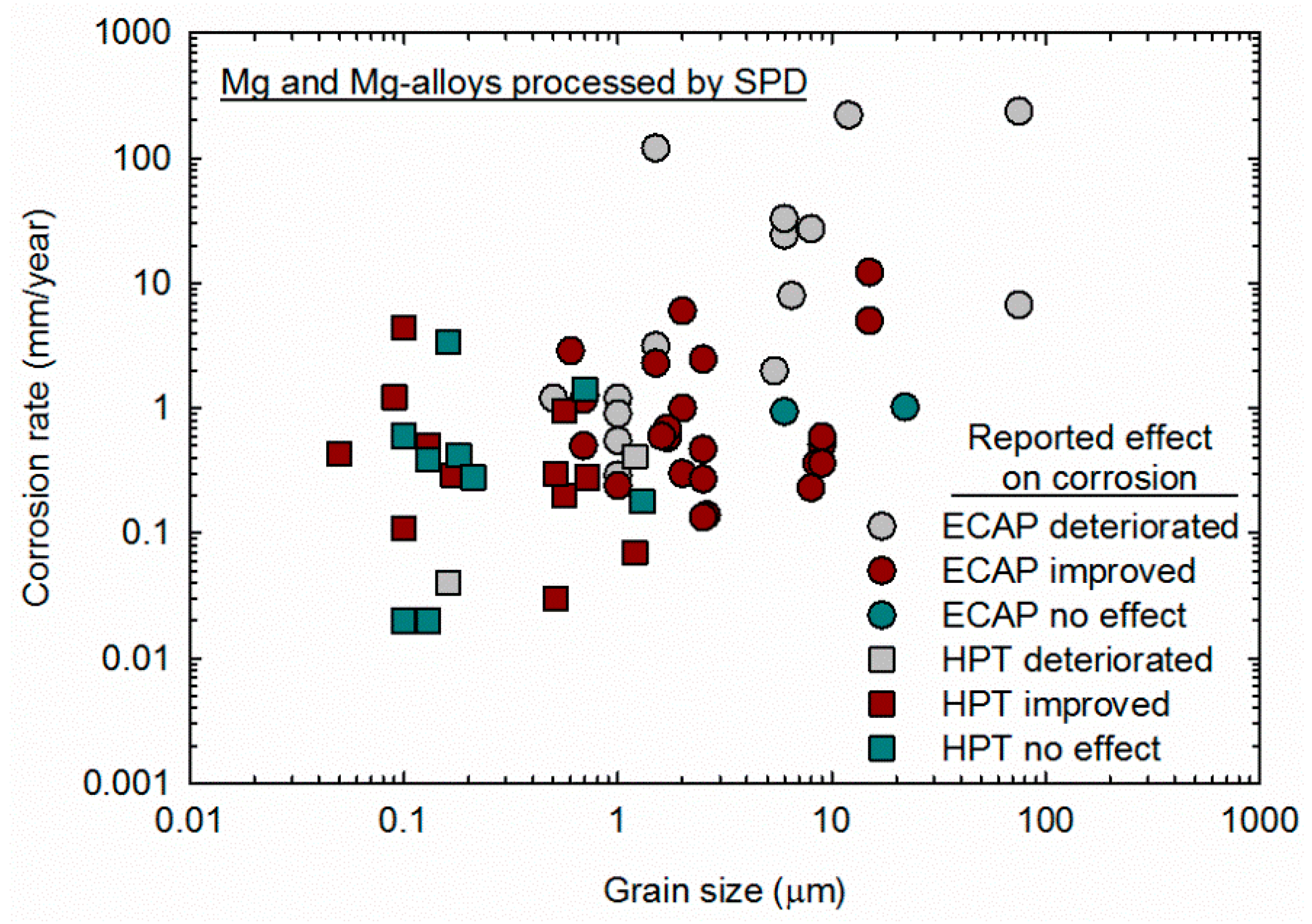
- There seems to be a trend of increased corrosion resistance with decreasing grain size in magnesium and its alloys. Most of the studies report improved corrosion resistance after SPD processing. The reports of decreased corrosion resistance after SPD are mostly related to samples processed via ECAP in which the grain structure was not significantly refined and/or the grain structure was heterogeneous.
- Biocompatibility tests and in vivo investigations reveal no detrimental effect of SPD processing on the biological response of magnesium.
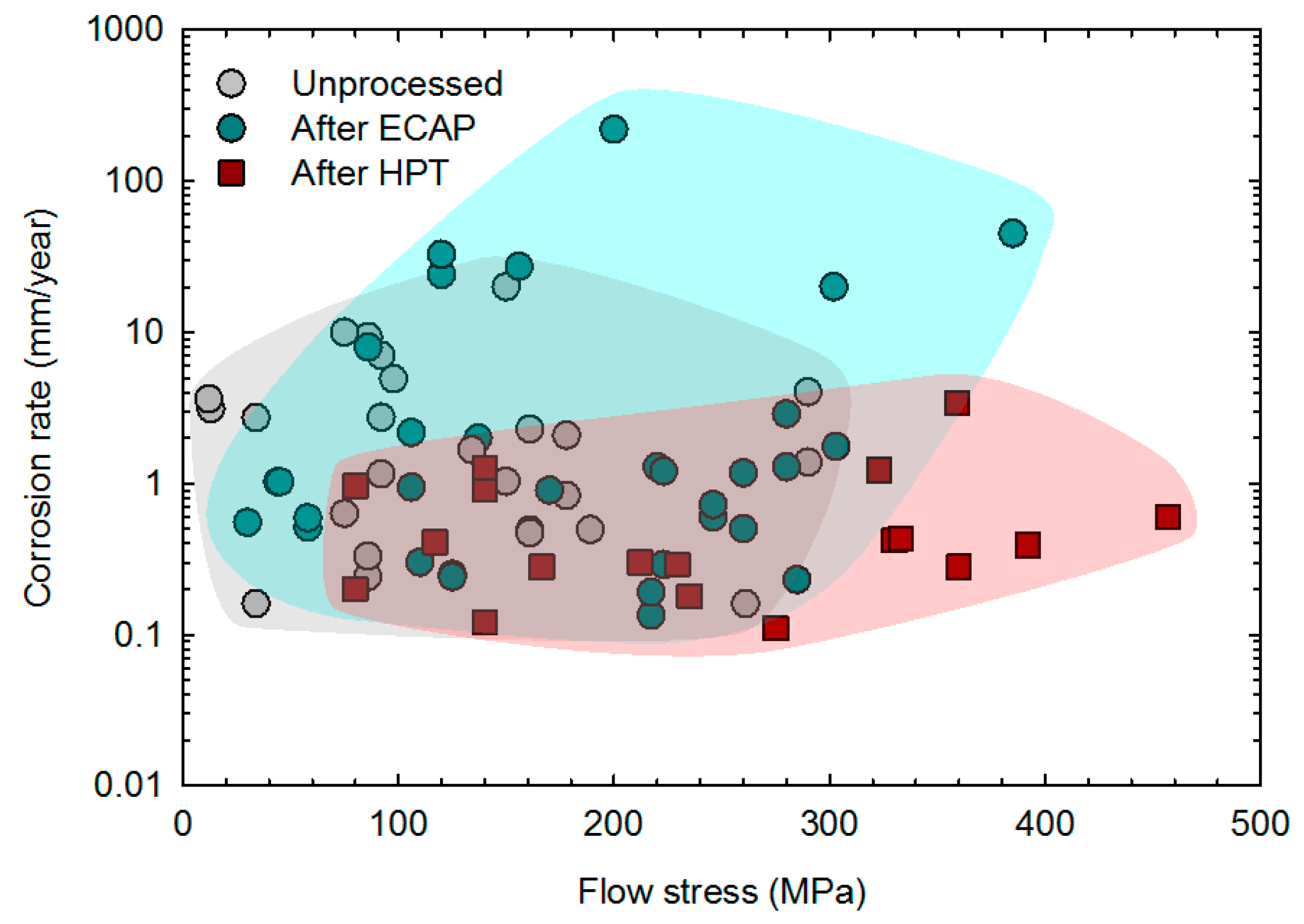
- The best combinations of improved strength and corrosion resistance are observed in magnesium and alloys processed via HPT. There are also reports of a reduced tendency for localized corrosion in magnesium processed via HPT.
- High-pressure torsion can also be used to produce magnesium-based composites with improved strength and with the incorporation of bioactive particles.
- Overall, the present review shows that care must be taken during SPD processing in order to attain a homogeneous structure with ultrafine grains in magnesium. Future research in this field should evaluate the degree of homogeneity of the structure at different locations of the processed material and relate this information to mechanical properties and corrosion behavior.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Chen, Q.; Thouas, G.A. Metallic implant biomaterials. Mater. Sci. Eng. R Rep. 2015, 87, 1–57. [Google Scholar] [CrossRef]
- Han, H.-S.; Loffredo, S.; Jun, I.; Edwards, J.; Kim, Y.-C.; Seok, H.-K.; Witte, F.; Mantovani, D.; Glyn-Jones, S. Current status and outlook on the clinical translation of biodegradable metals. Mater. Today 2019, 23, 57–71. [Google Scholar] [CrossRef]
- Sekar, P.; Narendranath, S.; Desai, V. Recent progress in in vivo studies and clinical applications of magnesium based biodegradable implants—A review. J. Magnes. Alloy. 2021, 9, 1147–1163. [Google Scholar] [CrossRef]
- Zhao, D.; Witte, F.; Lu, F.; Wang, J.; Li, J.; Qin, L. Current status on clinical applications of magnesium-based orthopaedic implants: A review from clinical translational perspective. Biomaterials 2017, 112, 287–302. [Google Scholar] [CrossRef] [PubMed]
- Edalati, K.; Bachmaier, A.; Beloshenko, V.A.; Beygelzimer, Y.; Blank, V.D.; Botta, W.J.; Bryła, K.; Čížek, J.; Divinski, S.; Enikeev, N.A.; et al. Nanomaterials by severe plastic deformation: Review of historical developments and recent advances. Mater. Res. Lett. 2022, 10, 163–256. [Google Scholar] [CrossRef]
- Lu, K.; Lu, J. Nanostructured surface layer on metallic materials induced by surface mechanical attrition treatment. Mater. Sci. Eng. A 2004, 375–377, 38–45. [Google Scholar] [CrossRef] [Green Version]
- Yin, F.; Rakita, M.; Hu, S.; Han, Q. Overview of ultrasonic shot peening. Surf. Eng. 2017, 33, 651–666. [Google Scholar] [CrossRef]
- Valiev, R.Z.; Langdon, T.G. Principles of equal-channel angular pressing as a processing tool for grain refinement. Prog. Mater. Sci. 2006, 51, 881–981. [Google Scholar] [CrossRef]
- Zhilyaev, A.P.; Langdon, T.G. Using high-pressure torsion for metal processing: Fundamentals and applications. Prog. Mater. Sci. 2008, 53, 893–979. [Google Scholar] [CrossRef]
- Yamashita, A.; Horita, Z.; Langdon, T.G. Improving the mechanical properties of magnesium and a magnesium alloy through severe plastic deformation. Mater. Sci. Eng. A 2001, 300, 142–147. [Google Scholar] [CrossRef]
- Figueiredo, R.B.; Cetlin, P.R.; Langdon, T.G. The processing of difficult-to-work alloys by ECAP with an emphasis on magnesium alloys. Acta Mater. 2007, 55, 4769–4779. [Google Scholar] [CrossRef]
- Horita, Z.; Matsubara, K.; Makii, K.; Langdon, T.G. A two-step processing route for achieving a superplastic forming capability in dilute magnesium alloys. Scr. Mater. 2002, 47, 255–260. [Google Scholar] [CrossRef]
- Lapovok, R.; Estrin, Y.; Popov, M.V.; Langdon, T.G. Enhanced superplasticity in a magnesium alloy processed by equal-channel angular pressing with a back-pressure. Adv. Eng. Mater. 2008, 10, 429–433. [Google Scholar] [CrossRef]
- Figueiredo, R.B.; Cetlin, P.R.; Langdon, T.G. Stable and unstable flow in materials processed by equal-channel angular pressing with an emphasis on magnesium alloys. Metall. Mater. Trans. A 2010, 41, 778–786. [Google Scholar] [CrossRef]
- Xu, C.; Xia, K.; Langdon, T.G. Processing of a magnesium alloy by equal-channel angular pressing using a back-pressure. Mater. Sci. Eng. A 2009, 527, 205–211. [Google Scholar] [CrossRef]
- Li, J.; Xu, W.; Wu, X.; Ding, H.; Xia, K. Effects of grain size on compressive behaviour in ultrafine grained pure Mg processed by equal channel angular pressing at room temperature. Mater. Sci. Eng. A 2011, 528, 5993–5998. [Google Scholar] [CrossRef]
- Figueiredo, R.B.; Langdon, T.G. Development of structural heterogeneities in a magnesium alloy processed by high-pressure torsion. Mater. Sci. Eng. A 2011, 528, 4500–4506. [Google Scholar] [CrossRef]
- Huang, Y.; Figueiredo, R.B.; Baudin, T.; Brisset, F.; Langdon, T.G. Evolution of strength and homogeneity in a magnesium AZ31 alloy processed by high-pressure torsion at different temperatures. Adv. Eng. Mater. 2012, 14, 1018–1026. [Google Scholar] [CrossRef]
- Medeiros, M.P.; Carvalho, A.P.; Isaac, A.; Afonso, C.R.M.; Janeček, M.; Minárik, P.; Celis, M.M.; Figueiredo, R.B. Using high pressure torsion to process magnesium alloys for biological applications. J. Mater. Res. Technol. 2023, 22, 3075–3084. [Google Scholar] [CrossRef]
- Figueiredo, R.B.; Pinheiro, I.P.; Aguilar, M.T.P.; Modenesi, P.J.; Cetlin, P.R. The finite element analysis of equal channel angular pressing (ECAP) considering the strain path dependence of the work hardening of metals. J. Mater. Process. Technol. 2006, 180, 30–36. [Google Scholar] [CrossRef]
- Pereira, P.H.R.; Figueiredo, R.B.; Cetlin, P.R.; Langdon, T.G. An examination of the elastic distortions of anvils in high-pressure torsion. Mater. Sci. Eng. A 2015, 631, 201–208. [Google Scholar] [CrossRef]
- Ion, S.E.; Humphreys, F.J.; White, S.H. Dynamic recrystallisation and the development of microstructure during the high temperature deformation of magnesium. Acta Metall. 1982, 30, 1909–1919. [Google Scholar] [CrossRef]
- Figueiredo, R.B.; Langdon, T.G. Grain refinement and mechanical behavior of a magnesium alloy processed by ECAP. J. Mater. Sci. 2010, 45, 4827–4836. [Google Scholar] [CrossRef]
- Figueiredo, R.B.; Langdon, T.G. Principles of grain refinement in magnesium alloys processed by equal-channel angular pressing. J. Mater. Sci. 2009, 44, 4758–4762. [Google Scholar] [CrossRef]
- Figueiredo, R.B.; Sabbaghianrad, S.; Giwa, A.; Greer, J.R.; Langdon, T.G. Evidence for exceptional low temperature ductility in polycrystalline magnesium processed by severe plastic deformation. Acta Mater. 2017, 122, 322–331. [Google Scholar] [CrossRef] [Green Version]
- Gan, W.M.; Zheng, M.Y.; Chang, H.; Wang, X.J.; Qiao, X.G.; Wu, K.; Schwebke, B.; Brokmeier, H.-G. Microstructure and tensile property of the ECAPed pure magnesium. J. Alloy. Compd. 2009, 470, 256–262. [Google Scholar] [CrossRef]
- Zheng, R.; Du, J.-P.; Gao, S.; Somekawa, H.; Ogata, S.; Tsuji, N. Transition of dominant deformation mode in bulk polycrystalline pure Mg by ultra-grain refinement down to sub-micrometer. Acta Mater. 2020, 198, 35–46. [Google Scholar] [CrossRef]
- Silva, C.L.P.; Tristão, I.C.; Sabbaghianrad, S.; Torbati-Sarraf, S.A.; Figueiredo, R.B.; Langdon, T.G. Microstructure and Hardness Evolution in Magnesium Processed by HPT. Mater. Res. 2017, 20, 2–7. [Google Scholar] [CrossRef] [Green Version]
- Figueiredo, R.B.; Langdon, T.G. Processing Magnesium and Its Alloys by High-Pressure Torsion: An Overview. Adv. Eng. Mater. 2019, 21, 1801039. [Google Scholar] [CrossRef] [Green Version]
- Sun, W.T.; Qiao, X.G.; Zheng, M.Y.; Zhao, X.J.; Chen, H.W.; Gao, N.; Starink, M.J. Achieving ultra-high hardness of nanostructured Mg-8.2Gd-3.2Y-1.0Zn-0.4Zr alloy produced by a combination of high pressure torsion and ageing treatment. Scr. Mater. 2018, 155, 21–25. [Google Scholar] [CrossRef] [Green Version]
- Beausir, B.; Suwas, S.; Tóth, L.S.; Neale, K.W.; Fundenberger, J.-J. Analysis of texture evolution in magnesium during equal channel angular extrusion. Acta Mater. 2008, 56, 200–214. [Google Scholar] [CrossRef]
- Agnew, S.R.; Mehrotra, P.; Lillo, T.M.; Stoica, G.M.; Liaw, P.K. Crystallographic texture evolution of three wrought magnesium alloys during equal channel angular extrusion. Mater. Sci. Eng. A 2005, 408, 72–78. [Google Scholar] [CrossRef]
- Figueiredo, R.B.; Beyerlein, I.J.; Zhilyaev, A.P.; Langdon, T.G. Evolution of texture in a magnesium alloy processed by ECAP through dies with different angles. Mater. Sci. Eng. A 2010, 527, 1709–1718. [Google Scholar] [CrossRef]
- Agnew, S.R.; Horton, J.A.; Lillo, T.M.; Brown, D.W. Enhanced ductility in strongly textured magnesium produced by equal channel angular processing. Scr. Mater. 2004, 50, 377–381. [Google Scholar] [CrossRef]
- Figueiredo, R.B.; Száraz, Z.; Trojanová, Z.; Lukáč, P.; Langdon, T.G. Significance of twinning in the anisotropic behavior of a magnesium alloy processed by equal-channel angular pressing. Scr. Mater. 2010, 63, 504–507. [Google Scholar] [CrossRef]
- Mukai, T.; Yamanoi, M.; Watanabe, H.; Higashi, K. Ductility enhancement in AZ31 magnesium alloy by controlling its grain structure. Scr. Mater. 2001, 45, 89–94. [Google Scholar] [CrossRef]
- Razavi, S.M.; Foley, D.C.; Karaman, I.; Hartwig, K.T.; Duygulu, O.; Kecskes, L.J.; Mathaudhu, S.N.; Hammond, V.H. Effect of grain size on prismatic slip in Mg–3Al–1Zn alloy. Scr. Mater. 2012, 67, 439–442. [Google Scholar] [CrossRef]
- Somekawa, H.; Mukai, T. Hall–Petch breakdown in fine-grained pure magnesium at low strain rates. Metall. Mater. Trans. A 2015, 46, 894–902. [Google Scholar] [CrossRef]
- Somekawa, H.; Singh, A.; Mukai, T.; Inoue, T. Effect of alloying elements on room temperature tensile ductility in magnesium alloys. Philos. Mag. 2016, 96, 2671–2685. [Google Scholar] [CrossRef]
- Somekawa, H.; Kinoshita, A.; Kato, A. Great room temperature stretch formability of fine-grained Mg-Mn alloy. Mater. Sci. Eng. A 2017, 697, 217–223. [Google Scholar] [CrossRef]
- Somekawa, H.; Singh, A. Superior room temperature ductility of magnesium dilute binary alloy via grain boundary sliding. Scr. Mater. 2018, 150, 26–30. [Google Scholar] [CrossRef]
- Somekawa, H.; Singh, A.; Sahara, R.; Inoue, T. Excellent room temperature deformability in high strain rate regimes of magnesium alloy. Sci. Rep. 2018, 8, 656. [Google Scholar] [CrossRef] [Green Version]
- Edalati, K.; Masuda, T.; Arita, M.; Furui, M.; Sauvage, X.; Horita, Z.; Valiev, R.Z. Room-temperature superplasticity in an ultrafine-grained magnesium alloy. Sci. Rep. 2017, 7, 2662. [Google Scholar] [CrossRef] [PubMed]
- Carvalho, A.P.; Figueiredo, R.B. An overview of the effect of grain size on mechanical properties of magnesium and its alloys. Mater. Trans. 2023. [Google Scholar] [CrossRef]
- Figueiredo, R.B.; Langdon, T.G. Deformation mechanisms in ultrafine-grained metals with an emphasis on the Hall-Petch relationship and strain rate sensitivity. J. Mater. Res. Technol. 2021, 14, 137–159. [Google Scholar] [CrossRef]
- Figueiredo, R.B.; Langdon, T.G. Effect of grain size on strength and strain rate sensitivity in metals. J. Mater. Sci. 2022, 57, 5210–5229. [Google Scholar] [CrossRef]
- Figueiredo, R.B.; Edalati, K.; Langdon, T.G. Effect of creep parameters on the steady-state flow stress of pure metals processed by high-pressure torsion. Mater. Sci. Eng. A 2022, 835, 142666. [Google Scholar] [CrossRef]
- Figueiredo, R.B.; Wolf, W.; Langdon, T.G. Effect of grain size on strength and strain rate sensitivity in the CrMnFeCoNi high-entropy alloy. J. Mater. Res. Technol. 2022, 20, 2358. [Google Scholar] [CrossRef]
- Carvalho, A.P.; Figueiredo, R.B. The Effect of Ultragrain Refinement on the Strength and Strain Rate Sensitivity of a ZK60 Magnesium Alloy. Adv. Eng. Mater. 2022, 24, 2100846. [Google Scholar] [CrossRef]
- Castro, M.M.; Pereira, P.H.R.; Isaac, A.; Langdon, T.G.; Figueiredo, R.B. Inverse Hall–Petch behaviour in an AZ91 alloy and in an AZ91–Al2O3 composite consolidated by high-pressure torsion. Adv. Eng. Mater. 2020, 22, 1900894. [Google Scholar] [CrossRef]
- Ralston, K.D.; Birbilis, N.; Davies, C.H.J. Revealing the relationship between grain size and corrosion rate of metals. Scr. Mater. 2010, 63, 1201–1204. [Google Scholar] [CrossRef]
- Birbilis, N.; Ralston, K.D.; Virtanen, S.; Fraser, H.L.; Davies, C.H.J. Grain character influences on corrosion of ECAPed pure magnesium. Corros. Eng. Sci. Technol. 2010, 45, 224–230. [Google Scholar] [CrossRef]
- Ralston, K.D.; Birbilis, N. Effect of Grain Size on Corrosion: A Review. Corrosion 2010, 66, 075005–075005-13. [Google Scholar] [CrossRef]
- Miyamoto, H. Corrosion of Ultrafine Grained Materials by Severe Plastic Deformation, an Overview. Mater. Trans. 2016, 57, 559–572. [Google Scholar] [CrossRef] [Green Version]
- Li, Z.; Zhou, S.-j.; Huang, N. Effects of ECAE processing temperature on the microstructure, mechanical properties, and corrosion behavior of pure Mg. Int. J. Miner. Metall. Mater. 2015, 22, 639–647. [Google Scholar] [CrossRef]
- Song, D.; Ma, A.; Jiang, J.; Lin, P.; Yang, D.; Fan, J. Corrosion behavior of equal-channel-angular-pressed pure magnesium in NaCl aqueous solution. Corros. Sci. 2010, 52, 481–490. [Google Scholar] [CrossRef]
- Li, Z.; Huang, N.; Zhao, J.; Zhou, S.J. Microstructure, mechanical and degradation properties of equal channel angular pressed pure magnesium for biomedical application. Mater. Sci. Technol. 2013, 29, 140–147. [Google Scholar] [CrossRef]
- Li, W.; Shen, Y.; Shen, J.; Shen, D.; Liu, X.; Zheng, Y.; Yeung, K.W.K.; Guan, S.; Kulyasova, O.B.; Valiev, R.Z. In vitro and in vivo studies on pure Mg, Mg–1Ca and Mg–2Sr alloys processed by equal channel angular pressing. Nano Mater. Sci. 2020, 2, 96–108. [Google Scholar] [CrossRef]
- Mostaed, E.; Vedani, M.; Hashempour, M.; Bestetti, M. Influence of ECAP process on mechanical and corrosion properties of pure Mg and ZK60 magnesium alloy for biodegradable stent applications. Biomatter 2014, 4, e28283. [Google Scholar] [CrossRef] [Green Version]
- Minárik, P.; Král, R.; Janeček, M. Effect of ECAP processing on corrosion resistance of AE21 and AE42 magnesium alloys. Appl. Surf. Sci. 2013, 281, 44–48. [Google Scholar] [CrossRef]
- Minarik, P.; Landa, M.; Lesná, I.; Zemkova, M.; Jablonska, E.; Hadzima, B.; Janeček, M.; Kral, R. Interrelation of microstructure and corrosion resistance in biodegradable magnesium alloys with aluminum, Lithium and rare earth additions. Acta Phys. Pol. A 2015, 128, 491–496. [Google Scholar] [CrossRef]
- Wang, H.; Estrin, Y.; Fu, H.; Song, G.; Zúberová, Z. The Effect of Pre-Processing and Grain Structure on the Bio-Corrosion and Fatigue Resistance of Magnesium Alloy AZ31. Adv. Eng. Mater. 2007, 9, 967–972. [Google Scholar] [CrossRef] [Green Version]
- Gu, X.N.; Li, N.; Zheng, Y.F.; Kang, F.; Wang, J.T.; Ruan, L. In vitro study on equal channel angular pressing AZ31 magnesium alloy with and without back pressure. Mater. Sci. Eng. B 2011, 176, 1802–1806. [Google Scholar] [CrossRef]
- Hamu, G.B.; Eliezer, D.; Wagner, L. The relation between severe plastic deformation microstructure and corrosion behavior of AZ31 magnesium alloy. J. Alloy. Compd. 2009, 468, 222–229. [Google Scholar] [CrossRef]
- Ratna Sunil, B.; Sampath Kumar, T.S.; Chakkingal, U.; Nandakumar, V.; Doble, M.; Devi Prasad, V.; Raghunath, M. In vitro and in vivo studies of biodegradable fine grained AZ31 magnesium alloy produced by equal channel angular pressing. Mater. Sci. Eng. C 2016, 59, 356–367. [Google Scholar] [CrossRef]
- Peron, M.; Skaret, P.C.; Fabrizi, A.; Varone, A.; Montanari, R.; Roven, H.J.; Ferro, P.; Berto, F.; Torgersen, J. The effect of Equal Channel Angular Pressing on the stress corrosion cracking susceptibility of AZ31 alloy in simulated body fluid. J. Mech. Behav. Biomed. Mater. 2020, 106, 103724. [Google Scholar] [CrossRef] [PubMed]
- Song, D.; Ma, A.B.; Jiang, J.H.; Lin, P.H.; Yang, D.H.; Fan, J.F. Corrosion behaviour of bulk ultra-fine grained AZ91D magnesium alloy fabricated by equal-channel angular pressing. Corros. Sci. 2011, 53, 362–373. [Google Scholar] [CrossRef]
- Minárik, P.; Král, R.; Janeček, M.; Chmelík, F.; Hadzima, B. Evolution of corrosion resistance in the LAE442 magnesium alloy processed by ECAP. Acta Phys. Pol. A 2015, 128, 772–774. [Google Scholar] [CrossRef]
- Minárik, P.; Jablonská, E.; Král, R.; Lipov, J.; Ruml, T.; Blawert, C.; Hadzima, B.; Chmelík, F. Effect of equal channel angular pressing on in vitro degradation of LAE442 magnesium alloy. Mater. Sci. Eng. C 2017, 73, 736–742. [Google Scholar] [CrossRef]
- Zhang, Y.; Tan, L.; Wang, Q.; Gao, M.; Etim, I.P.; Yang, K. Effects of microstructure on the torsional properties of biodegradable WE43 Mg alloy. J. Mater. Sci. Technol. 2020, 51, 102–110. [Google Scholar] [CrossRef]
- Zhang, Y.; Gao, M.; Etim, I.P.; Tan, L.; Yang, K. Optimising the torsional properties and corrosion resistance of biodegradable WE43 Mg alloy by ECAP and subsequent ageing. Mater. Technol. 2020, 35, 402–410. [Google Scholar] [CrossRef]
- Torkian, A.; Faraji, G.; Pedram, M.S. Mechanical properties and in vivo biodegradability of Mg–Zr–Y–Nd–La magnesium alloy produced by a combined severe plastic deformation. Rare Met. 2021, 40, 651–662. [Google Scholar] [CrossRef]
- Martynenko, N.; Lukyanova, E.; Anisimova, N.; Kiselevskiy, M.; Serebryany, V.; Yurchenko, N.; Raab, G.; Birbilis, N.; Salishchev, G.; Dobatkin, S.; et al. Improving the property profile of a bioresorbable Mg-Y-Nd-Zr alloy by deformation treatments. Materialia 2020, 13, 100841. [Google Scholar] [CrossRef]
- Jiang, J.; Zhang, F.; Ma, A.; Song, D.; Chen, J.; Liu, H.; Qiang, M. Biodegradable Behaviors of Ultrafine-Grained ZE41A Magnesium Alloy in DMEM Solution. Metals 2016, 6, 3. [Google Scholar] [CrossRef]
- Sekar, P.; Sanna, N.; Desai, V. Enhancement of resistance to galvanic corrosion of ZE41 Mg alloy by equal channel angular pressing. Mater. Corros. 2020, 71, 571–584. [Google Scholar] [CrossRef]
- Gholami-Kermanshahi, M.; Neubert, V.-D.; Tavakoli, M.; Pastorek, F.; Smola, B.; Neubert, V. Effect of ECAP Processing on Corrosion Behavior and Mechanical Properties of the ZFW MP Magnesium Alloy as a Biodegradable Implant Material. Adv. Eng. Mater. 2018, 20, 1800121. [Google Scholar] [CrossRef]
- Mostaed, E.; Hashempour, M.; Fabrizi, A.; Dellasega, D.; Bestetti, M.; Bonollo, F.; Vedani, M. Microstructure, texture evolution, mechanical properties and corrosion behavior of ECAP processed ZK60 magnesium alloy for biodegradable applications. J. Mech. Behav. Biomed. Mater. 2014, 37, 307–322. [Google Scholar] [CrossRef] [PubMed]
- Prithivirajan, S.; Nyahale, M.B.; Naik, G.M.; Narendranath, S.; Prabhu, A.; Rekha, P.D. Bio-corrosion impacts on mechanical integrity of ZM21 Mg for orthopaedic implant application processed by equal channel angular pressing. J. Mater. Sci. Mater. Med. 2021, 32, 65. [Google Scholar] [CrossRef]
- Zhang, J.; Kang, Z.; Wang, F. Mechanical properties and biocorrosion resistance of the Mg-Gd-Nd-Zn-Zr alloy processed by equal channel angular pressing. Mater. Sci. Eng. C 2016, 68, 194–197. [Google Scholar] [CrossRef]
- Liu, Y.; Kang, Z.X.; Zhou, L.L.; Zhang, J.Y.; Li, Y.Y. Mechanical properties and biocorrosion behaviour of deformed Mg–Gd–Nd–Zn–Zr alloy by equal channel angular pressing. Corros. Eng. Sci. Technol. 2016, 51, 256–262. [Google Scholar] [CrossRef]
- Martynenko, N.; Lukyanova, E.; Serebryany, V.; Prosvirnin, D.; Terentiev, V.; Raab, G.; Dobatkin, S.; Estrin, Y. Effect of equal channel angular pressing on structure, texture, mechanical and in-service properties of a biodegradable magnesium alloy. Mater. Lett. 2019, 238, 218–221. [Google Scholar] [CrossRef]
- Martynenko, N.S.; Anisimova, N.Y.; Rybalchenko, O.V.; Kiselevskiy, M.V.; Rybalchenko, G.; Straumal, B.; Temralieva, D.; Mansharipova, A.T.; Kabiyeva, A.O.; Gabdullin, M.T.; et al. Rationale for Processing of a Mg-Zn-Ca Alloy by Equal-Channel Angular Pressing for Use in Biodegradable Implants for Osteoreconstruction. Crystals 2021, 11, 1381. [Google Scholar] [CrossRef]
- Song, D.; Li, C.; Liang, N.; Yang, F.; Jiang, J.; Sun, J.; Wu, G.; Ma, A.; Ma, X. Simultaneously improving corrosion resistance and mechanical properties of a magnesium alloy via equal-channel angular pressing and post water annealing. Mater. Des. 2019, 166, 107621. [Google Scholar] [CrossRef]
- Ramesh, S.; Kumar, G.; Jagadeesh, C.; Anne, G.; Nayaka, H.S. Effect of Equal Channel Angular Pressing on Properties Evaluation of Biodegradable Mg-Zn-Mn Alloy. J. Bio- Tribo-Corros. 2021, 7, 69. [Google Scholar] [CrossRef]
- Ramesh, S.; Anne, G.; Kumar, G.; Jagadeesh, C.; Nayaka, H.S. Influence of Ball Burnishing Process on Equal Channel Angular Pressed Mg-Zn-Si Alloy on the Evolution of Microstructure and Corrosion Properties. Silicon 2021, 13, 1549–1560. [Google Scholar] [CrossRef]
- Ly, X.; Yang, S.; Nguyen, T. Effect of equal channel angular pressing as the pretreatment on microstructure and corrosion behavior of micro-arc oxidation (MAO) composite coating on biodegradable Mg-Zn-Ca alloy. Surf. Coat. Technol. 2020, 395, 125923. [Google Scholar] [CrossRef]
- Němec, M.; Jäger, A.; Tesař, K.; Gärtnerová, V. Influence of alloying element Zn on the microstructural, mechanical and corrosion properties of binary Mg-Zn alloys after severe plastic deformation. Mater. Charact. 2017, 134, 69–75. [Google Scholar] [CrossRef]
- Silva, C.L.P.; Oliveira, A.C.; Costa, C.G.F.; Figueiredo, R.B.; de Fátima Leite, M.; Pereira, M.M.; Lins, V.F.C.; Langdon, T.G. Effect of severe plastic deformation on the biocompatibility and corrosion rate of pure magnesium. J. Mater. Sci. 2017, 52, 5992–6003. [Google Scholar] [CrossRef] [Green Version]
- Ahmadkhaniha, D.; Huang, Y.; Jaskari, M.; Järvenpää, A.; Sohi, M.H.; Zanella, C.; Karjalainen, L.P.; Langdon, T.G. Effect of high-pressure torsion on microstructure, mechanical properties and corrosion resistance of cast pure Mg. J. Mater. Sci. 2018, 53, 16585–16597. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Li, W.; Liu, X.; Zheng, Y.; Wang, W.; Qiao, W.; Yeung, K.W.K.; Cheung, K.M.C.; Guan, S.; Kulyasova, O.B.; Valiev, R.Z. In vitro and in vivo studies on ultrafine-grained biodegradable pure Mg, Mg–Ca alloy and Mg–Sr alloy processed by high-pressure torsion. Biomater. Sci. 2020, 8, 5071–5087. [Google Scholar] [CrossRef]
- Lopes, D.R.; Silva, C.L.P.; Soares, R.B.; Pereira, P.H.R.; Oliveira, A.C.; Figueiredo, R.B.; Langdon, T.G.; Lins, V.F.C. Cytotoxicity and Corrosion Behavior of Magnesium and Magnesium Alloys in Hank’s Solution after Processing by High-Pressure Torsion. Adv. Eng. Mater. 2019, 21, 1900391. [Google Scholar] [CrossRef]
- Silva, C.L.P.; Soares, R.B.; Pereira, P.H.R.; Figueiredo, R.B.; Lins, V.F.C.; Langdon, T.G. The Effect of High-Pressure Torsion on Microstructure, Hardness and Corrosion Behavior for Pure Magnesium and Different Magnesium Alloys. Adv. Eng. Mater. 2019, 21, 1801081. [Google Scholar] [CrossRef]
- Torbati-Sarraf, H.; Torbati-Sarraf, S.A.; Poursaee, A.; Langdon, T.G. Electrochemical behavior of a magnesium ZK60 alloy processed by high-pressure torsion. Corros. Sci. 2019, 154, 90–100. [Google Scholar] [CrossRef] [Green Version]
- Lukyanova, E.A.; Martynenko, N.S.; Serebryany, V.N.; Belyakov, A.N.; Rokhlin, L.L.; Dobatkin, S.V.; Estrin, Y.Z. Structure and Mechanical and Corrosion Properties of a Magnesium Mg–Y–Nd–Zr Alloy after High Pressure Torsion. Russ. Metall. 2017, 2017, 912–921. [Google Scholar] [CrossRef]
- Parfenov, E.V.; Kulyasova, O.B.; Mukaeva, V.R.; Mingo, B.; Farrakhov, R.G.; Cherneikina, Y.V.; Yerokhin, A.; Zheng, Y.F.; Valiev, R.Z. Influence of ultra-fine grain structure on corrosion behaviour of biodegradable Mg-1Ca alloy. Corros. Sci. 2020, 163, 108303. [Google Scholar] [CrossRef]
- Brunner, P.; Brumbauer, F.; Steyskal, E.-M.; Renk, O.; Weinberg, A.-M.; Schroettner, H.; Würschum, R. Influence of high-pressure torsion deformation on the corrosion behaviour of a bioresorbable Mg-based alloy studied by positron annihilation. Biomater. Sci. 2021, 9, 4099–4109. [Google Scholar] [CrossRef]
- Gao, J.H.; Guan, S.K.; Ren, Z.W.; Sun, Y.F.; Zhu, S.J.; Wang, B. Homogeneous corrosion of high pressure torsion treated Mg-Zn-Ca alloy in simulated body fluid. Mater. Lett. 2011, 65, 691–693. [Google Scholar] [CrossRef]
- Zhang, C.Z.; Zhu, S.J.; Wang, L.G.; Guo, R.M.; Yue, G.C.; Guan, S.K. Microstructures and degradation mechanism in simulated body fluid of biomedical Mg-Zn-Ca alloy processed by high pressure torsion. Mater. Des. 2016, 96, 54–62. [Google Scholar] [CrossRef] [Green Version]
- Zhang, C.Z.; Guan, S.K.; Wang, L.G.; Zhu, S.J.; Chang, L. The microstructure and corrosion resistance of biological Mg-Zn-Ca alloy processed by high-pressure torsion and subsequently annealing. J. Mater. Res. 2017, 32, 1061–1072. [Google Scholar] [CrossRef]
- Mukaeva, V.R.; Kulyasova, O.B.; Farrakhov, R.G.; Parfenov, E.V. Mechanical properties and corrosion behavior of Mg-1Zn-0.2Ca alloy with various grain size. IOP Conf. Ser. Mater. Sci. Eng. 2019, 479, 012075. [Google Scholar] [CrossRef] [Green Version]
- Figueiredo, R.B.; Langdon, T.G. The nature of grain refinement in equal-channel angular pressing: A comparison of representative fee and hep metals. Int. J. Mater. Res. 2009, 100, 1638–1646. [Google Scholar] [CrossRef]
- Miyamoto, H.; Yuasa, M.; Rifai, M.; Fujiwara, H. Corrosion Behavior of Severely Deformed Pure and Single-Phase Materials. Mater. Trans. 2019, 60, 1243–1255. [Google Scholar] [CrossRef] [Green Version]
- Ge, M.-Z.; Xiang, J.-Y.; Yang, L.; Wang, J.T. Effect of laser shock peening on the stress corrosion cracking of AZ31B magnesium alloy in a simulated body fluid. Surf. Coat. Technol. 2017, 310, 157–165. [Google Scholar] [CrossRef]
- Zhang, Y.; You, J.; Lu, J.; Cui, C.; Jiang, Y.; Ren, X. Effects of laser shock processing on stress corrosion cracking susceptibility of AZ31B magnesium alloy. Surf. Coat. Technol. 2010, 204, 3947–3953. [Google Scholar] [CrossRef]
- Priya, A.; Shrivastava, A.; Khatun, S.; Chakraborty, S.S.; Roy, P.; Kazmi, K.H.; Kumar, P.; Mukherjee, S. Mechanical and electrochemical properties of friction stir processed magnesium alloy AZ31 for biomedical applications: A pilot study. Mater. Today Proc. 2022, 56, 2704–2707. [Google Scholar] [CrossRef]
- Merson, D.L.; Brilevsky, A.I.; Myagkikh, P.N.; Markushev, M.V.; Vinogradov, A. Effect of deformation processing of the dilute Mg-1Zn-0.2Ca alloy on the mechanical properties and corrosion rate in a simulated body fluid. Lett. Mater. 2020, 10, 217–222. [Google Scholar] [CrossRef]
- Kamrani, S.; Fleck, C. Biodegradable magnesium alloys as temporary orthopaedic implants: A review. BioMetals 2019, 32, 185–193. [Google Scholar] [CrossRef]
- Witte, F. The history of biodegradable magnesium implants: A review. Acta Biomater. 2010, 6, 1680–1692. [Google Scholar] [CrossRef]
- Silva, C.L.P.; Camara, M.A.; Hohenwarter, A.; Figueiredo, R.B. Mechanical Behavior and In Vitro Corrosion of Cubic Scaffolds of Pure Magnesium Processed by Severe Plastic Deformation. Metals 2021, 11, 1791. [Google Scholar] [CrossRef]
- Krishnan, R.; Pandiaraj, S.; Muthusamy, S.; Panchal, H.; Alsoufi, M.S.; Ibrahim, A.M.M.; Elsheikh, A. Biodegradable magnesium metal matrix composites for biomedical implants: Synthesis, mechanical performance, and corrosion behavior—A review. J. Mater. Res. Technol. 2022, 20, 650–670. [Google Scholar] [CrossRef]
- Hernández-Escobar, D.; Kawasaki, M.; Boehlert, C.J. Metal hybrids processed by high-pressure torsion: Synthesis, microstructure, mechanical properties and developing trends. Int. Mater. Rev. 2022, 67, 231–265. [Google Scholar] [CrossRef]
- Kormout, K.S.; Pippan, R.; Bachmaier, A. Deformation-Induced Supersaturation in Immiscible Material Systems during High-Pressure Torsion. Adv. Eng. Mater. 2017, 19, 1600675. [Google Scholar] [CrossRef]
- Han, J.K.; Lee, H.J.; Jang, J.I.; Kawasaki, M.; Langdon, T.G. Micro-mechanical and tribological properties of aluminum-magnesium nanocomposites processed by high-pressure torsion. Mater. Sci. Eng. A 2017, 684, 318–327. [Google Scholar] [CrossRef] [Green Version]
- Kawasaki, M.; Jang, J.I. Micro-Mechanical Response of an Al-Mg Hybrid System Synthesized by High-Pressure Torsion. Materials 2017, 10, 596. [Google Scholar] [CrossRef] [Green Version]
- Castro, M.M.; Sabbaghianrad, S.; Pereira, P.H.R.; Mazzer, E.M.; Isaac, A.; Langdon, T.G.; Figueiredo, R.B. A magnesium-aluminium composite produced by high-pressure torsion. J. Alloy. Compd. 2019, 804, 421–426. [Google Scholar] [CrossRef]
- Castro, M.M.; Montoro, L.A.; Isaac, A.; Kawasaki, M.; Figueiredo, R.B. Mechanical mixing of Mg and Zn using high-pressure torsion. J. Alloy. Compd. 2021, 869, 159302. [Google Scholar] [CrossRef]
- Hernández-Escobar, D.; Unocic, R.R.; Kawasaki, M.; Boehlert, C.J. High-pressure torsion processing of Zn–3Mg alloy and its hybrid counterpart: A comparative study. J. Alloy. Compd. 2020, 831, 154891. [Google Scholar] [CrossRef]
- Hernández-Escobar, D.; Marcus, J.; Han, J.-K.; Unocic, R.R.; Kawasaki, M.; Boehlert, C.J. Effect of post-deformation annealing on the microstructure and micro-mechanical behavior of Zn–Mg hybrids processed by High-Pressure Torsion. Mater. Sci. Eng. A 2020, 771, 138578. [Google Scholar] [CrossRef]
- Hernández-Escobar, D.; Rahman, Z.U.; Yilmazer, H.; Kawasaki, M.; Boehlert, C.J. Microstructural evolution and intermetallic formation in Zn-Mg hybrids processed by High-Pressure Torsion. Philos. Mag. 2019, 99, 557–584. [Google Scholar] [CrossRef]
- Castro, M.M.; Lopes, D.R.; Soares, R.B.; dos Santos, D.M.M.; Nunes, E.H.M.; Lins, V.F.C.; Pereira, P.H.R.; Isaac, A.; Langdon, T.G.; Figueiredo, R.B. Magnesium-Based Bioactive Composites Processed at Room Temperature. Materials 2019, 12, 2609. [Google Scholar] [CrossRef] [Green Version]
- Lopes, D.; Soares, R.B.; Castro, M.M.; Figueiredo, R.B.; Langdon, T.G.; Lins, V.F.C. Corrosion Behavior in Hank’s Solution of a Magnesium–Hydroxyapatite Composite Processed by High-Pressure Torsion. Adv. Eng. Mater. 2020, 22, 2000765. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Method | D (µm) | σ (MPa) | El. (%) | C.R. (mm/yr) | Media * | Corrosion Test ** | SPD Effect on Corrosion Resistance | Reference |
|---|---|---|---|---|---|---|---|---|---|
| Pure Mg | As cast | 1500 | 12 | 5.9 | 3.62 | SBF | E.P. | Improved | [55] |
| ECAP (4 passes) | 365 | 37 | 8.1 | 0.13 | W.L. | ||||
| 0.09 | E.P. | ||||||||
| 65 | 48 | 10.3 | 0.38 | W.L. | |||||
| 0.32 | E.P. | ||||||||
| 30 | 51 | 16.5 | 0.73 | W.L. | |||||
| 0.67 | E.P. | ||||||||
| 9 | 58 | 15.9 | 0.59 | W.L. | |||||
| 0.36 | E.P. | ||||||||
| Pure Mg | As cast | 125.00 | 0.24 | 0.1 M NaCl | E.P. | Improved | [52] | ||
| ECAP (1 pass) | 25.00 | 0.19 | |||||||
| ECAP (8 passes) | 2.60 | 0.14 | |||||||
| Pure Mg | As cast | 1150.00 | 12.60 | 3.5 wt%. NaCl | W.L. | Deteriorated | [56] | ||
| 1.14 | E.P. | ||||||||
| ECAP (1 pass) | 150.00 | 121.00 | W.L. | ||||||
| 2.74 | E.P. | ||||||||
| ECAP (6 passes) | 75.00 | 236.00 | W.L. | ||||||
| 6.17 | E.P. | ||||||||
| Pure Mg | As cast | 1500.00 | 13 | 5.9 | 3.12 | HS | E.P. / H.E. | Improved | [57] |
| ECAP (4 passes) | 9.00 | 58 | 15 | 0.51 | |||||
| Pure Mg | ECAP (6 passes) | 1.00 | 30 | 12 | 0.55 | In Vivo | μ-T. | Deteriorated | [58] |
| Mg-1%Ca | ECAP (6 passes) | 1.00 | 125 | 7 | 0.24 | Improved | |||
| Mg-2%Sr | ECAP (6 passes) | 2.00 | 110 | 8 | 0.30 | Improved | |||
| Pure Mg | As cast | 250.00 | 44 | 4.4 | 1.02 | PBS | E.P. | No significant effect | [59] |
| ECAP (6 passes) | 22.00 | 45 | 10.3 | 1.02 | PBS | E.P. | |||
| ZK60 | Extruded | 2~15 | 290 | 15 | 1.38 | PBS | E.P. | Improved | |
| ECAP (4 passes) | 0.70 | 220 | 33 | 1.28 | PBS | E.P. | |||
| AE21 | ECAP (8 passes) | 2.50 | 0.1 M NaCl | E.I. | Deteriorated | [60] | |||
| AE42 | ECAP (8 passes) | 2.50 | Improved | ||||||
| AE42 | Extruded | 4.50 | 2.54 | KSBF | Atomic Absorption Spectrometry | Improved | [61] | ||
| AE42 | ECAP (8 passes) | 1.50 | 2.29 | ||||||
| AZ31 | Squeeze cast | 450.00 | 0.32 | HS | W.L. | Improved | [62] | ||
| ECAP (4 passes) | 2.5 | 0.27 | |||||||
| AZ31 | Extruded | 28.00 | 2.09 | HS | E.P. | Improved | [63] | ||
| ECAP (4 passes) | 8.5 | 0.38 | |||||||
| ECAP-BP (4 passes) | 1.70 | 0.58 | |||||||
| AZ31 | As cast | 30.00 | 125.00 | 3.5 wt%. NaCl | E.P. | Deteriorated | [64] | ||
| ECAP (4 passes) | 12.00 | 200 | 220.00 | ||||||
| AZ31 | Annealed | 47.00 | 18.00 | SBF | W.L. | Improved | [65] | ||
| 1.6 | In Vivo | ||||||||
| ECAP (4 passes) | 1~5 | 6.00 | SBF | ||||||
| 1.1 | In Vivo | ||||||||
| AZ31 | As received | 27.5 | 97.7 | 14.2 | 4.92 | KSBF | E.P./H.E. | Deteriorated | [66] |
| ECAP (1 pass) | 8.3 | 122.7 | 22.8 | 1.91 | |||||
| ECAP (2 passes) | 6.8 | 109.5 | 36.0 | 6.54 | |||||
| ECAP (4 passes) | 6.5 | 86 | 46.8 | 7.97 | |||||
| AZ91 | ECAP (12 passes) | 1.50 | 120 | 3.5 wt%. NaCl | W.L. | Deteriorated | [67] | ||
| 3.15 | E.P. | ||||||||
| LAE442 | ECAP (12 passes) | 1.5 | 0.1 M NaCl | E.P. | Improved | [68] | |||
| LAE 442 | Extruded | 21.00 | 0.80 | KBM | W.L. | Improved | [69] | ||
| 0.92 | MEM | ||||||||
| ECAP (12 passes) | 1.7 | 0.59 | KBM | ||||||
| 0.69 | MEM | ||||||||
| WE43 | Extruded | 9.1 [70] | 189 | 20.9 | 0.494 | Hank’s solution | E.P. | Improved | [71] |
| ECAP (1 pass) | 6 [70] | 245 | 15 | 0.15 | |||||
| ECAP (2 passes) | 8 [70] | 285 | 14 | 0.23 | |||||
| WE43 | As cast | 135.00 | 170 | 9.70 | In Vivo | Improved | [72] | ||
| ECAP (4 passes + extrusion) | 50.00 | 225 | 12.2 | ||||||
| WE43 | Homogenized | 65 | 161 | 9 | 0.49 | 0.9% NaCl | E.P. | Improved | [73] |
| 2.29 | W.L. | ||||||||
| ECAP (12 passes) | 0.69 | 260 | 13.2 | 0.50 | E.P. | ||||
| 1.17 | W.L. | ||||||||
| ZE41A | ECAP (60 passes) | 2.5 | 2.46 | DMEM solution | H.E. | Improved | [74] | ||
| 0.47 | E.P. | ||||||||
| ZE41 | As cast | 48.00 | 24.70 | 1 M NaCl | E.P. | Improved | [75] | ||
| 3.00 | 0.1 M NaCl | ||||||||
| ECAP (6 passes) | 15.00 | 12.20 | 1 M NaCl | ||||||
| 5.00 | 0.1 M NaCl | ||||||||
| ZFW MP | Extruded | 5.00 | 261 | 8.4 | 0.16 | HS | E.P. | Deteriorated | [76] |
| ECAP (1 pass) | 269 | 2.3 | 1.13 | ||||||
| ECAP (3 passes) | 0.50 | 291 | 11.4 | 1.2 | |||||
| ECAP (4 passes) | 303 | 5.8 | 1.76 | ||||||
| ZK60 | Extruded | 1~20 | 290 | 18 | 4.03 | PBS | W.L. | Improved | [77] |
| 1.38 | E.P | ||||||||
| ECAP (4 passes) | 0.6 | 280 | 30 | 2.88 | W.L. | ||||
| 1.28 | E.P | ||||||||
| ZM21 | As rolled | 45.00 | 150 | 20 | 1.03 | HS | E.P. | Deteriorated | [78] |
| ECAP (1 pass) | 18.4 | 136 | 21 | 3.34 | |||||
| ECAP (2 passes) | 10.9 | 154 | 22 | 1.08 | |||||
| ECAP (3 passes) | 5.0 | 128 | 23 | 1.28 | |||||
| ECAP (4 passes) | 5.4 | 137 | 27 | 1.99 | |||||
| Mg-2.9Gd-1.5Nd-0.3Zn-0.3Zr | AS cast | 40.00 | 85.8 | 11.8 | 0.24 | SBF | W.L. | Improved | [79] |
| 0.33 | E.P. | ||||||||
| ECAP (4 passes) | 2.50 | 217.3 | 18.5 | 0.13 | W.L. | ||||
| 0.19 | E.P. | ||||||||
| Mg-4.7% Gd-1.42% Nd-0.59% Zn-0.37% Zr | Homogenized | 80.00 | 125 | 22.7 | 0.25 | HS | H.E. | Deteriorated but changed pitting corrosion to uniform corrosion | [80] |
| 0.09 | E.P. | ||||||||
| ECAP (4 passes) | 1.50 | 215 | 30.1 | 0.80 | H.E. | ||||
| 0.19 | E.P. | ||||||||
| ECAP (8 passes) | 1.00 *** | 223 | 36.2 | 1.20 | H.E. | ||||
| 0.29 | E.P. | ||||||||
| Mg-1.0%Zn-0.3%Ca | As received (Homog. + Extr.) | 106.00 | 92 | 13 | 0.9 wt%. NaCl | W.L. | No significant effect | [81] | |
| ECAP (4 passes) | 6.00 | 106 | 24 | ||||||
| Mg-1.0%Zn-0.3%Ca | As received (Homog. + Extr.) | 106.00 | 92 | 13 | 1.15 | FBS | W.L. | No significant effect | [82] |
| 2.74 | 0.9 wt%. NaCl | E.P. | |||||||
| ECAP (4 passes) | 6.00 | 106 | 24 | 0.94 | FBS | W.L. | |||
| 2.17 | 0.9 wt%. NaCl | E.P. | |||||||
| Mg-2%Zn-0.5%Mn-1%Ca-1.35%Ce | As cast | 60.00 | 75 | 4.7 | 0.63 | HS | E.P. | Deteriorated | [83] |
| ECAP (12 passes) | 1 *** | 170 | 12.5 | 0.90 | |||||
| Mg-4%Zn-1%Mn | Homogenized | 260.00 | 92 | 5.8 | 7.03 | HS | E.P. | Deteriorated | [84] |
| ECAP (1 passes) | 64.00 | 117 | 7.5 | 14.38 | |||||
| ECAP (2 passes) | 40.00 | 124 | 16.5 | 17.79 | |||||
| ECAP (3 passes) | 12.00 | 174 | 18 | 20.38 | |||||
| ECAP (4 passes) | 8.00 | 156 | 21 | 27.19 | |||||
| Mg-4%Zn-1%Si | Homogenized | 210.00 | 86 | 7 | 9.08 | SBF | E.P. | Deteriorated | [85] |
| 9.34 | H.E. | ||||||||
| ECAP (1 pass) | 44.00 | 105 | 8.2 | 9.84 | E.P. | ||||
| 10.90 | H.E. | ||||||||
| ECAP (2 passes) | 20.00 | 109 | 8.7 | 14.02 | E.P. | ||||
| 14.55 | H.E. | ||||||||
| ECAP (3 passes) | 12.00 | 126 | 9.4 | 23.75 | E.P. | ||||
| 29.81 | H.E. | ||||||||
| ECAP (4 passes) | 6.00 | 120 | 12 | 24.14 | E.P. | ||||
| 32.70 | H.E. | ||||||||
| Mg-4.71%Zn-0.6%Ca | As cast | 54.5 | 178 | 6.2 | 0.83 | HS | W.L. | Improved | [86] |
| 2.08 | E.P. | ||||||||
| ECAP (4 passes) | 1.6 | 246 | 11.3 | 0.60 | W.L. | ||||
| 0.72 | E.P. | ||||||||
| Mg-6%Zn | Homogenized | 75 | 26 | 10.00 | 0.9 wt%. NaCl | H.E. | Deteriorated | [87] | |
| ECAP (4 passes) | 302 | 0.7 | 20.00 | ||||||
| Mg-12%Zn | Homogenized | 150.00 | 150 | 19 | 20.00 | ||||
| ECAP (4 passes) | 385 | 0.6 | 45.00 | ||||||
| Pure Mg | As cast | 480.00 | 34 | 5 | 0.16 | 3.5 wt%. NaCl | E.P. | Improved | [88] |
| 2.72 | H.E. | ||||||||
| ECAP (4 passes) | 3.20 | 140 | 8 | 0.91 | E.P. | ||||
| 1.26 | H.E. | ||||||||
| HPT (N = 10) | 0.56 | 80 | 130 | 0.20 | E.P. | ||||
| 0.96 | H.E. | ||||||||
| Pure Mg | As cast | 18 | 46 | - | 3.5 wt%. NaCl | E.I. | No significant effect | [89] | |
| HPT (N = 5) | 2.00 | 142 | 38 | - | |||||
| Pure Mg | HPT (N = 5) | 1.20 | 116.9 | 29.2 | 0.41 | In vivo | μ-T. | Deteriorated | [90] |
| Mg-1%Ca | HPT (N = 5) | 0.17 | 229.4 | 1.6 | 0.29 | Improved | |||
| Mg-2%Sr | HPT (N = 5) | 0.72 | 166.4 | 2.6 | 0.28 | Improved | |||
| Pure Mg | As cast | 1000.00 | 0.03 | HS | E.P. | Improved | [91] | ||
| HPT (N = 10) | 0.51 | 0.03 | |||||||
| AZ31 | Extruded | 16.00 | 0.02 | No significant effect | |||||
| HPT (N = 10) | 0.13 | 0.02 | |||||||
| AZ91 | Solution-Treated | 110.00 | 0.01 | No significant effect | |||||
| HPT (N = 10) | 0.10 | 0.02 | |||||||
| ZK60 | Extruded | 2.9 | 0.22 | Deteriorated | |||||
| HPT (N = 5) | 0.16 | 0.04 | |||||||
| Pure Mg | HPT (N = 5) | 140 | 0.12 | HS | μ-T. | No effect | [19] | ||
| Mg-1% Zn | 1.30 | 235 | 0.18 | ||||||
| Mg-1% Zn-0.5% Ca | 223 | ||||||||
| Mg-4% Li-1% Y | 0.18 | 330 | 0.42 | ||||||
| Mg-8% Li-1% Y | 0.21 | 360 | 0.28 | ||||||
| WE43 | 275 | 0.11 | |||||||
| Pure Mg | As cast | 1000.00 | 0.4 | 3.5 wt%. NaCl | E.P. | Improved | [92] | ||
| HPT (N = 10) | 0.51 | 212 | 0.30 | ||||||
| AZ31 | Extruded | 16.00 | 0.37 | No significant effect | |||||
| HPT (N = 10) | 0.13 | 392 | 0.39 | ||||||
| AZ91 | Solution-Treated | 110.00 | 0.8 | No significant effect | |||||
| HPT (N = 10) | 0.10 | 457 | 0.60 | ||||||
| ZK60 | Extruded | 2.9 | 2.5 | No significant effect | |||||
| HPT (N = 5) | 0.16 | 359 | 3.40 | ||||||
| ZK60 | Extruded | - | 1.32 | 0.1 M NaCl | H.E. | Improved (after 20 turns) | [93] | ||
| HPT (N = 5) | 0.7 | 1.41 | |||||||
| WE43 | Homogenized | 65.00 | 161 | 9.0 | 0.47 | 0.9 wt%. NaCl | E.P. | Improved | [94] |
| HPT (200 °C, N = 10) | 0.05 *** | 333 | 1 | 0.43 | |||||
| HPT (200 °C, N = 10) + T.T. (200 °C/2 h) | 0.07 | 383 | 1 | 1.16 | Deteriorated | ||||
| Mg-1%Ca | As cast | 42.00 | 1.18 | Ringer’s solution | E.P. | Improved | [95] | ||
| HPT (N = 10) | 0.10 | 0.11 | |||||||
| HPT (N = 10) + T.T. (250 °C/6h) | 1.1 | 0.07 | Improved | ||||||
| Mg-0.45%Zn–0.45%Ca | HPT (N = 10) | 1.70 | PBS | E.I. | Deteriorated | [96] | |||
| Mg-2%Zn-0.24%Ca | As cast | 97.00 | 12.11 | KSBF | E.P. | Improved | [97] | ||
| HPT (N = 5) | 1.2 | 0.07 | |||||||
| Mg-2%Zn-0.24%Ca | As cast | 11.00 | 3.92 | SBF | E.P. | Improved | [98] | ||
| HPT (N = 5) | 0.13 | 0.50 | |||||||
| Mg-2%Zn-0.24%Ca | Solution-Treated | 5.90 | SBF | H.E. | Improved | [99] | |||
| HPT (N = 5) | 0.10 | 4.40 | |||||||
| HPT (N=5) + T.T (210 °C/30 min) | 0.31 | 1.80 | |||||||
| Mg-1%Zn-0.2%Ca | Homogenized | 270.00 | 134 | 1.67 | Ringer’s | E.P. | Improved | [100] | |
| HPT (N = 10) | 0.090 | 323 | 1.22 | ||||||
| HPT (N = 10) + T.T. 200 °C | 0.24 | 327 | 1.12 | ||||||
| HPT (N = 10) + T.T. 250 °C | 0.55 | 212 | 1.04 | ||||||
| HPT (N = 10) + T.T. 300 °C | 4.00 | 196 | 1.01 |
| Material | SPD Process | d (μm) | Test | Cell Type | Time (Days) | Result | Ref. |
|---|---|---|---|---|---|---|---|
| Pure Mg | ECAP | 3.2 | Cytotoxicity Cell viability | Human osteosarcoma cell line (SAOS-2) | 1 | No significant alterations in their mitochondrial metabolic activity. | [88] |
| Live/Dead | The cells exposed preserved a vital status. | ||||||
| Pure Mg | ECAP | 0.5~1.5 | Cytotoxicity Cell viability | Pre-osteoblasts MC3T3-E1 and human mesenchymal stem cells (hMSC) | 5 | Cell viability was near or exceed 80%. | [58] |
| Mg-1%Ca | 1 | Cell viability was near or exceed 80%. | |||||
| Mg-2%Sr | 2 | Cell viability was near or exceed 80% | |||||
| AZ31 | ECAP | 1.7 | Cytotoxicity Cell viability | MG63 cells | 3 | Cell viability over 70% in the sample with 4 passes of ECAP. Slightly lower viability was observed in the sample with only 3 passes. | [63] |
| AZ31 | ECAP | 1~5 | Cytotoxicity Cell viability | Rat skeletal muscle (L6) cells | 3 | Cell viability was near or exceed 80% | [65] |
| LAE 442 | ECAP | 1.7 | Cytotoxicity Cell viability | L929 cells (murinefibro-blasts) | 4 | The cell viability was over 70% | [69] |
| WE43 | ECAP | 0.69 | Cytotoxicity Cell viability | Mouse white blood cells | 1 | Improved cell viability compared to the initial state. | [73] |
| Hemolysis | Mouse red blood cells | 1 | No significant effect compared to the initial state. | ||||
| Cell proliferation | Mouse Multipotent mesenchymal stromal cells (MMSCs) | 7 | Improved cell proliferation compared to the initial state. | ||||
| ZM21 | ECAP | 5.4 | Cytotoxicity Cell viability | Human osteoblast-like cells (MG63) | 3 | The cell viability was over 99%. | [78] |
| Live/Dead | Large number of living cells were found. | ||||||
| Mg-1% Zn-0.3% Ca | ECAP | 4~8 | Cytotoxicity Cell viability | Mouse mononuclear leucocytes (ML) | 1 | No statistically proven hemolysis and cytotoxic effects. | [82] |
| Cell adhesion | Mouse Multipotent mesenchymal stromal cells (MMSCs) | 7 | Exceeded 100% of adhesion. | ||||
| Cell proliferation | 7 | Decrease in cell proliferation compared to control. | |||||
| Osteogenic differentiation | 21 | Osteoinductive activity increased 14% compared to control. | |||||
| Pure Mg | HPT | 0.56 | Cytotoxicity Cell viability | Human osteosarcoma cell line (SAOS-2) | 1 | No significant alterations in their mitochondrial metabolic activity. | [88] |
| Live/Dead | The cells exposed preserved a vital status. | ||||||
| Pure Mg | HPT | 0.59~1.8 | Cytotoxicity Cell viability | MC3T3-E1 cells and humanmesenchymal stem cells (hMSCs) | 5 | Exceeded 80% of cell viability. | [90] |
| Mg-1%Ca | 0.171 | Exceeded 80% of cell viability. | |||||
| Mg-2%Sr | 0.72 | Exceeded 80% of cell viability. | |||||
| Pure Mg | HPT | 0.51 | Cytotoxicity Cell viability | Human osteosarcoma cell line (SAOS-2) | 1 | The cell metabolic activity was over 80%. | [91] |
| Live/Dead | Most of the cells exposed preserved a vital status. | ||||||
| AZ31 | 0.13 | Cytotoxicity Cell viability | The cell metabolic activity was over 80%. | ||||
| Live/Dead | Most of the cells exposed preserved a vital status. | ||||||
| AZ91 | 0.10 | Cytotoxicity Cell viability | The cell metabolic activity was over 80%. | ||||
| Live/Dead | Most of the cells exposed preserved a vital status. | ||||||
| ZK60 | 0.16 | Cytotoxicity Cell viability | The cell metabolic activity was over 80%. | ||||
| Live/Dead | Most of the cells exposed preserved a vital status. |
| Material (Process) | Animal Model | Number of Days Implanted | Implant Design | In Vivo Corrosion | Findings | Ref. |
|---|---|---|---|---|---|---|
| Pure Mg (HPT) | Rats Femur lateral epicondyle | 24 weeks | Cylindrical rods | 0.41 mm/year | New bone formed around the surface of implant. Good biocompatibility. | [90] |
| Mg–1%Ca (HPT) | Rats Femur lateral epicondyle | 24 weeks | Cylindrical rods | 0.29 mm/year | New bone formed around the surface of implant. Good biocompatibility. | |
| Mg–2%Sr (HPT) | Rats Femur lateral epicondyle | 24 weeks | Cylindrical rods | 0.28 mm/year | New bone formed around the surface of implant. Good biocompatibility. | |
| Pure Mg (ECAP) | Rats Femur lateral epicondyle | 24 weeks | Cylindrical rods | 0.55 mm/year | At 24 weeks, around ~25% implant volume remained. Good osseointegration. | [58] |
| Mg–1%Ca (ECAP) | Rats Femur lateral epicondyle | 24 weeks | Cylindrical rods | 0.24 mm/year | At 24 weeks, around 50% implant volume remained. Good osseointegration. | |
| Mg–2%Sr (ECAP) | Rats Femur lateral epicondyle | 24 weeks | Cylindrical rods | 0.30 mm/year | At 24 weeks, around 50% implant volume remained. Good osseointegration. | |
| AZ31 (ECAP) | Rabbits Femoral bone | 60 days | Thin plates | 1.1 mm/year | No indication of the hydrogen accumulation and new bone formed. The presence of mild inflammatory response indicates that the material used is biocompatible. | [65] |
| Mg–Zr–Y–Nd–La (ECAP + Extrusion) | Dog Femur bone | 12 weeks | Screws | ECAP reduced the corrosion rate. | A mild inflammatory response in comparison with the unprocessed sample. No sign of hydrogen accumulation and no harmful health effects on the animal bod. New bone formed. | [72] |
| Mg–1%Zn-0.3%Ca (ECAP) | Mice subcutaneously | 4 weeks | Thin plates | 20% mass loss in 2 weeks. | Rapid biodegradation of the samples. Significant volume of gas released under the skin near the implant. Penetration of adjacent tissues by crystals of biodegradation products. | [82] |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Medeiros, M.P.; Lopes, D.R.; Kawasaki, M.; Langdon, T.G.; Figueiredo, R.B. An Overview on the Effect of Severe Plastic Deformation on the Performance of Magnesium for Biomedical Applications. Materials 2023, 16, 2401. https://doi.org/10.3390/ma16062401
Medeiros MP, Lopes DR, Kawasaki M, Langdon TG, Figueiredo RB. An Overview on the Effect of Severe Plastic Deformation on the Performance of Magnesium for Biomedical Applications. Materials. 2023; 16(6):2401. https://doi.org/10.3390/ma16062401
Chicago/Turabian StyleMedeiros, Mariana P., Debora R. Lopes, Megumi Kawasaki, Terence G. Langdon, and Roberto B. Figueiredo. 2023. "An Overview on the Effect of Severe Plastic Deformation on the Performance of Magnesium for Biomedical Applications" Materials 16, no. 6: 2401. https://doi.org/10.3390/ma16062401
APA StyleMedeiros, M. P., Lopes, D. R., Kawasaki, M., Langdon, T. G., & Figueiredo, R. B. (2023). An Overview on the Effect of Severe Plastic Deformation on the Performance of Magnesium for Biomedical Applications. Materials, 16(6), 2401. https://doi.org/10.3390/ma16062401