
Experimental and Numerical Investigation of the Use of Ultrasonic Waves to Assist Laser Welding

 ,
,
Abstract
:1. Introduction
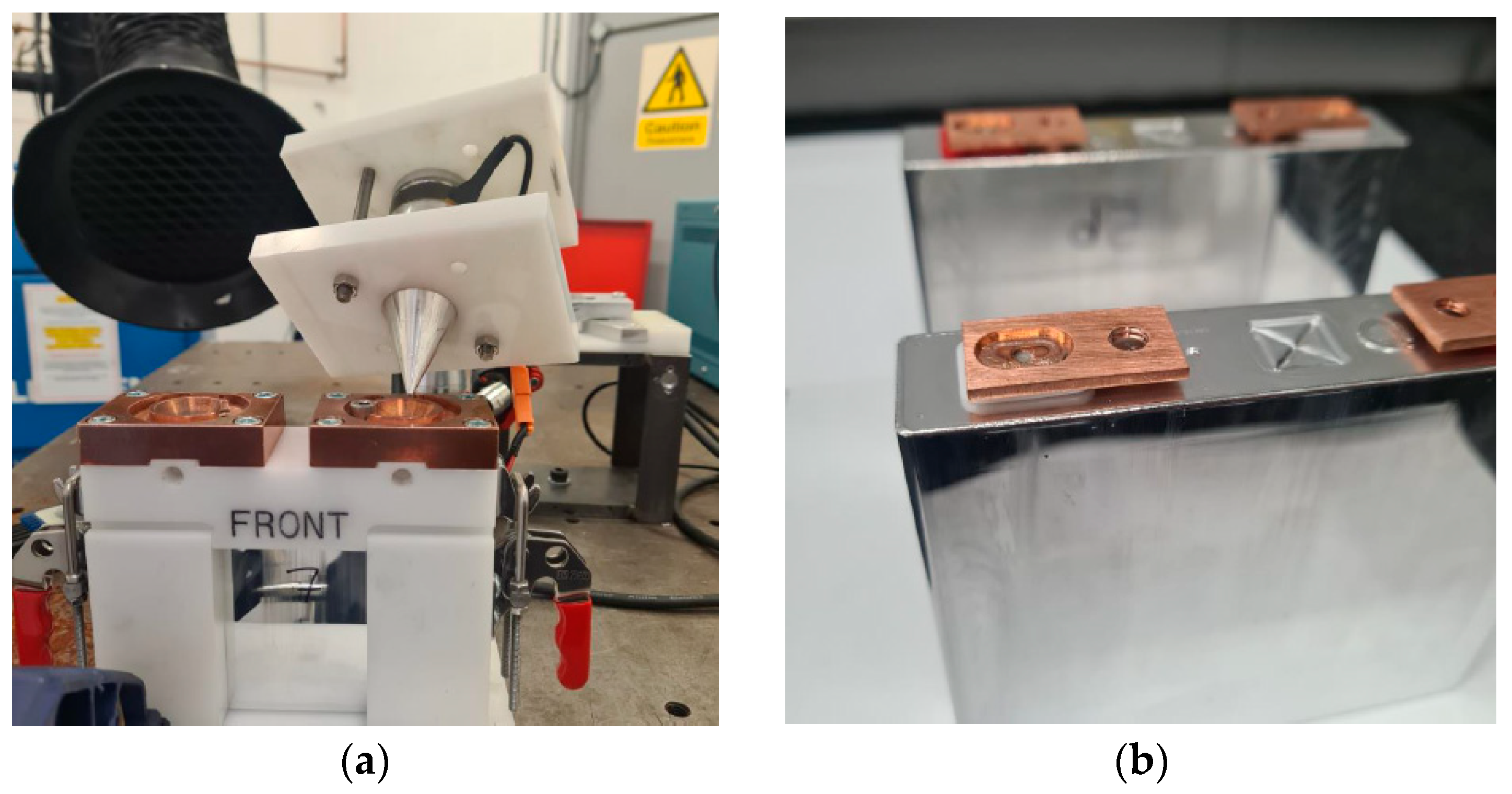
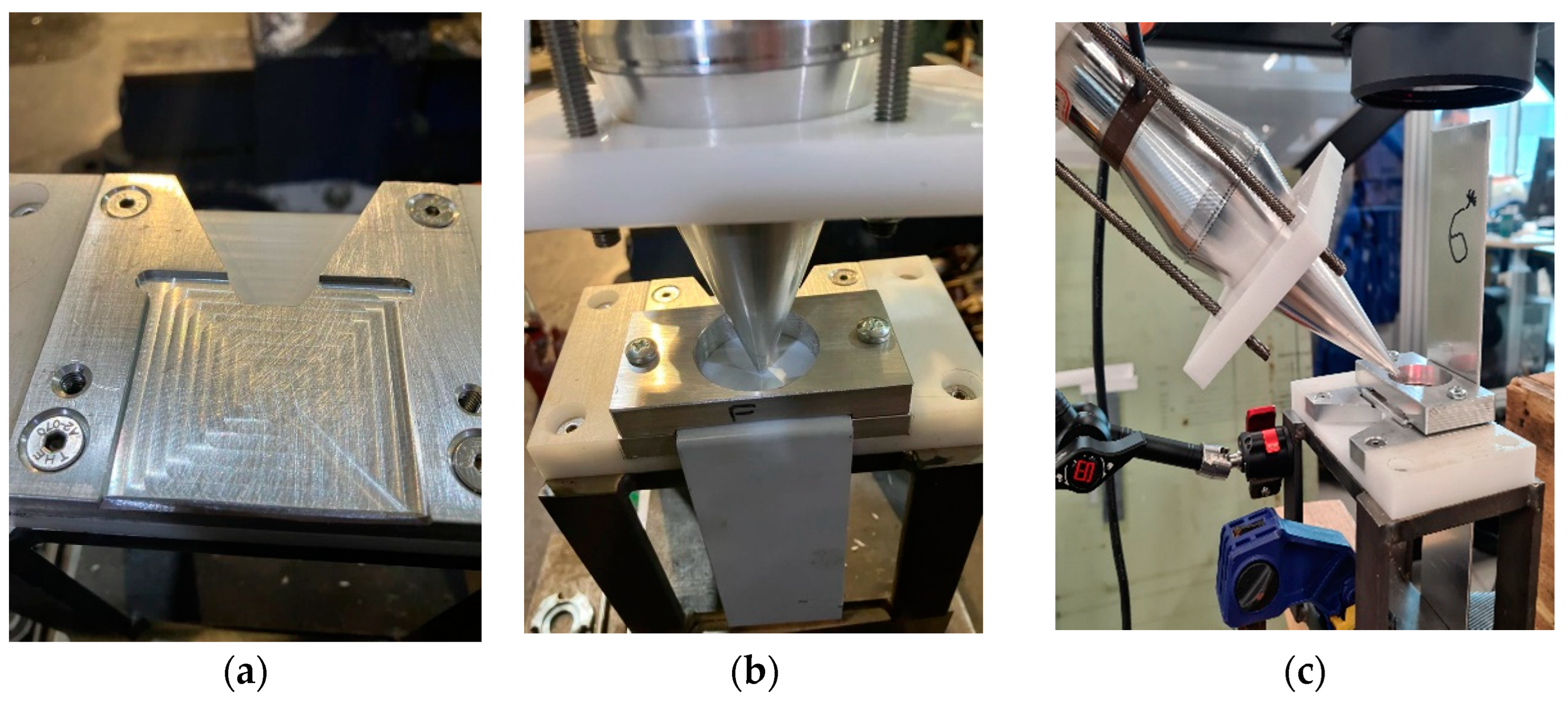
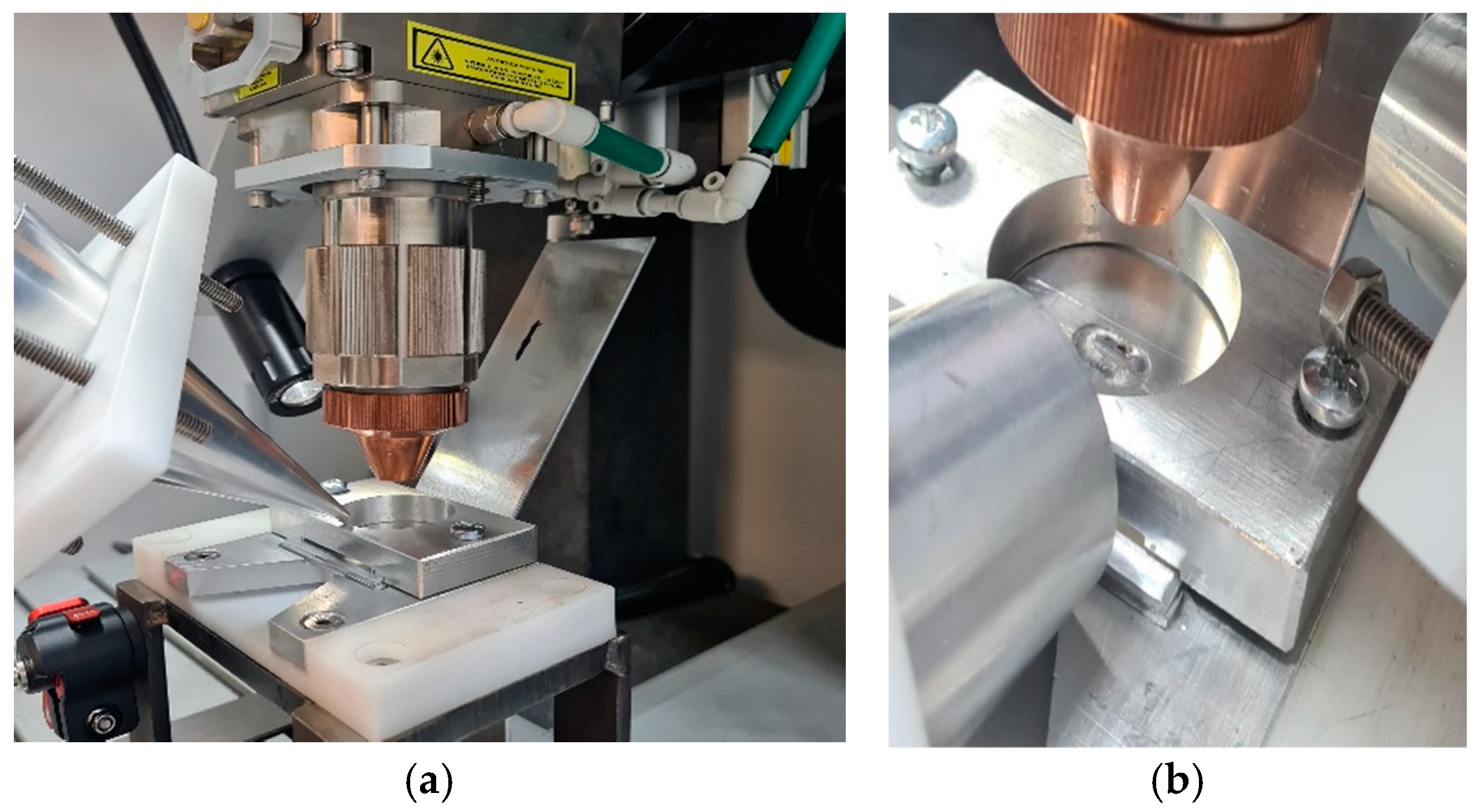
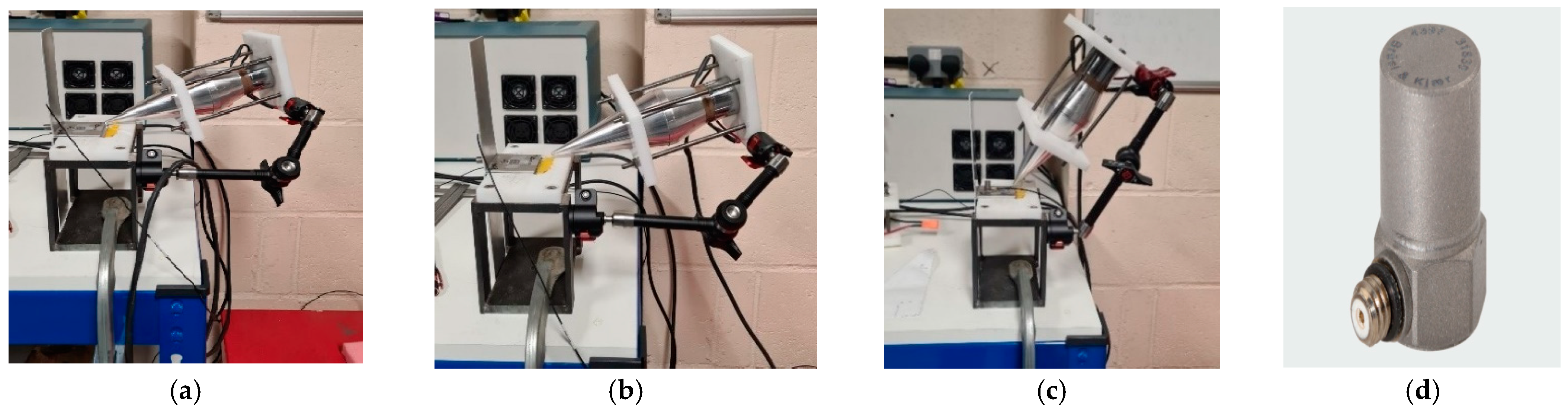
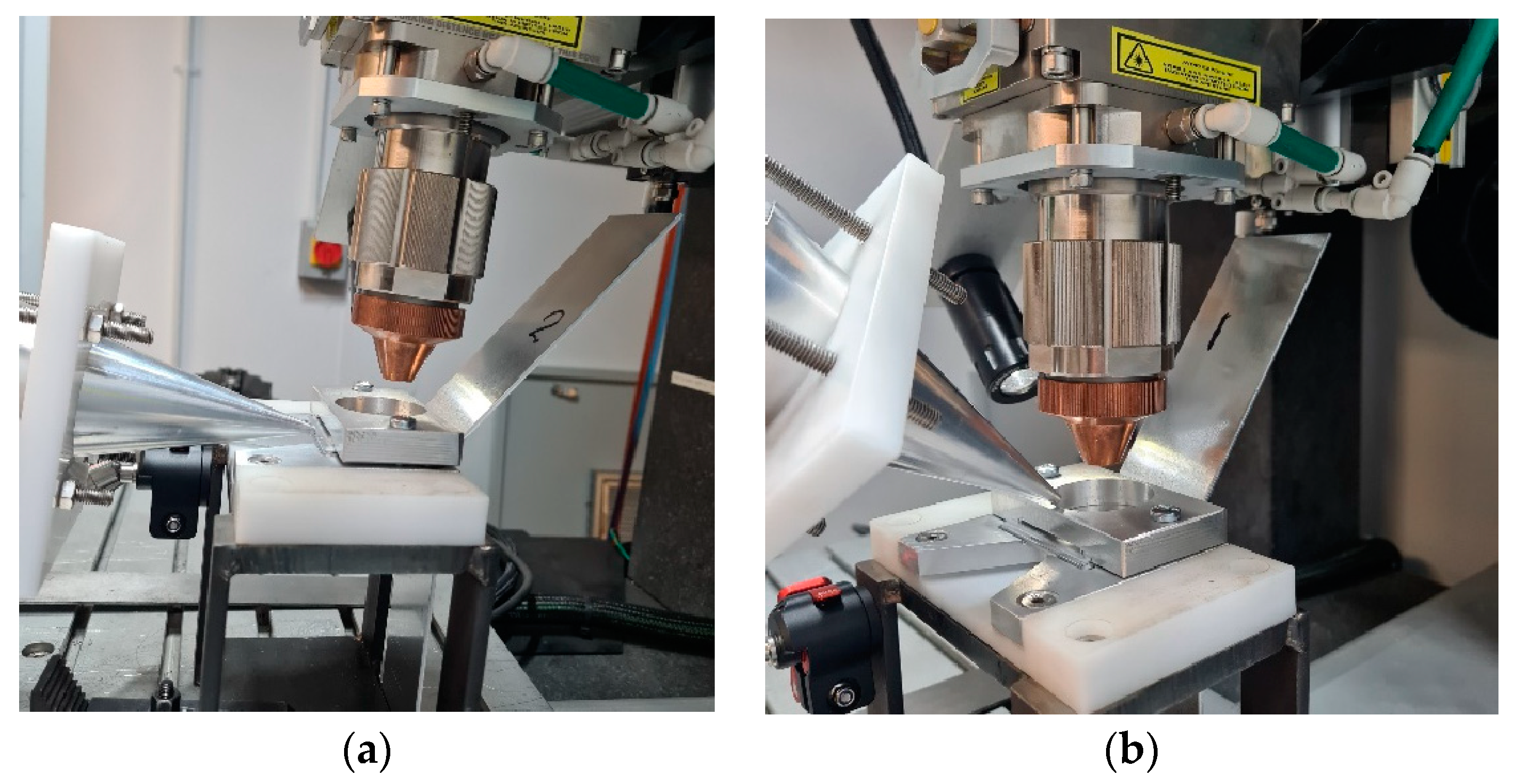
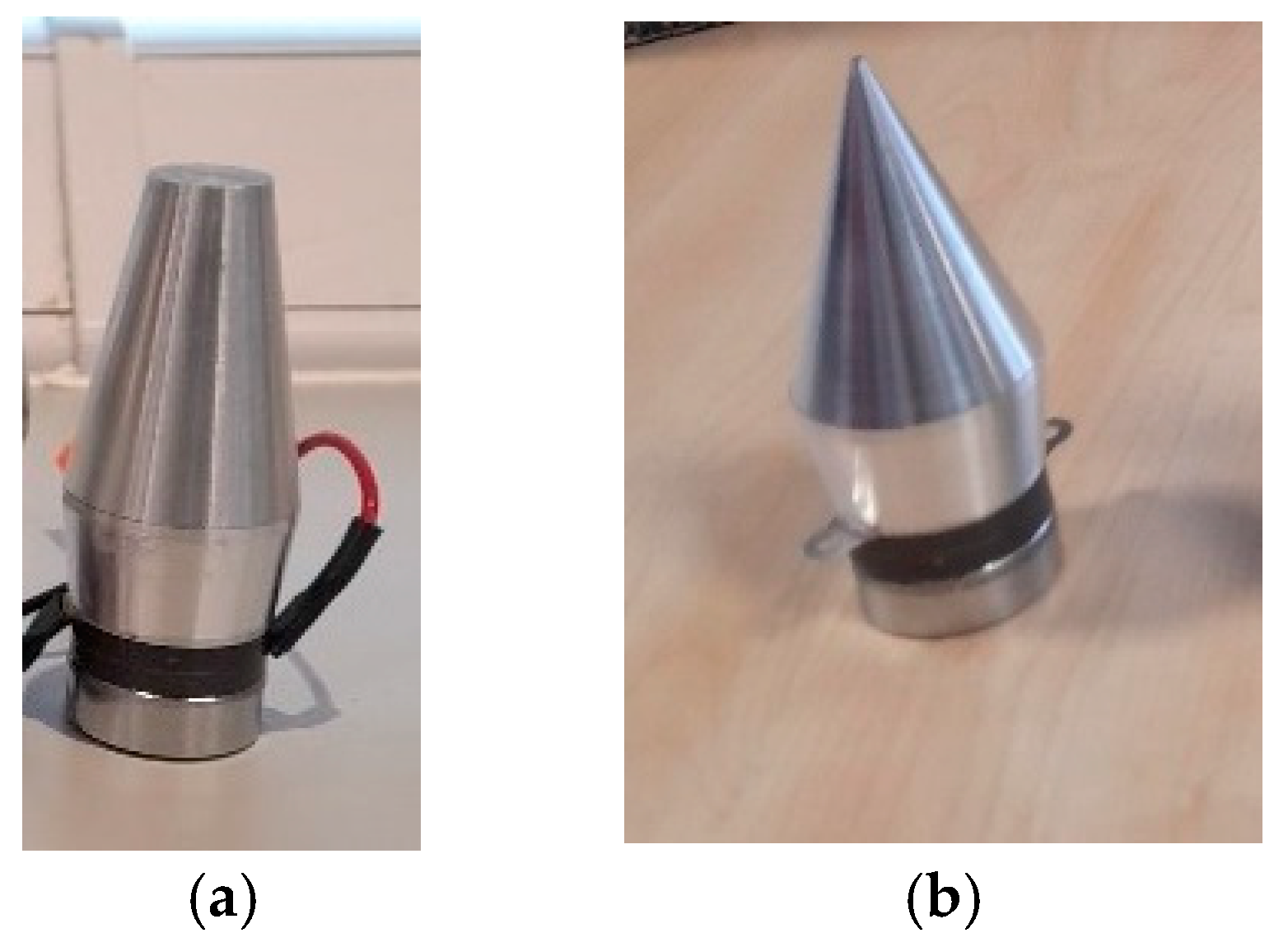
2. Experimental Configuration for Ultrasonic Assistance Laser Welding
3. Ultrasonic Assistance of Laser Welding
3.1. Vibration Measurements
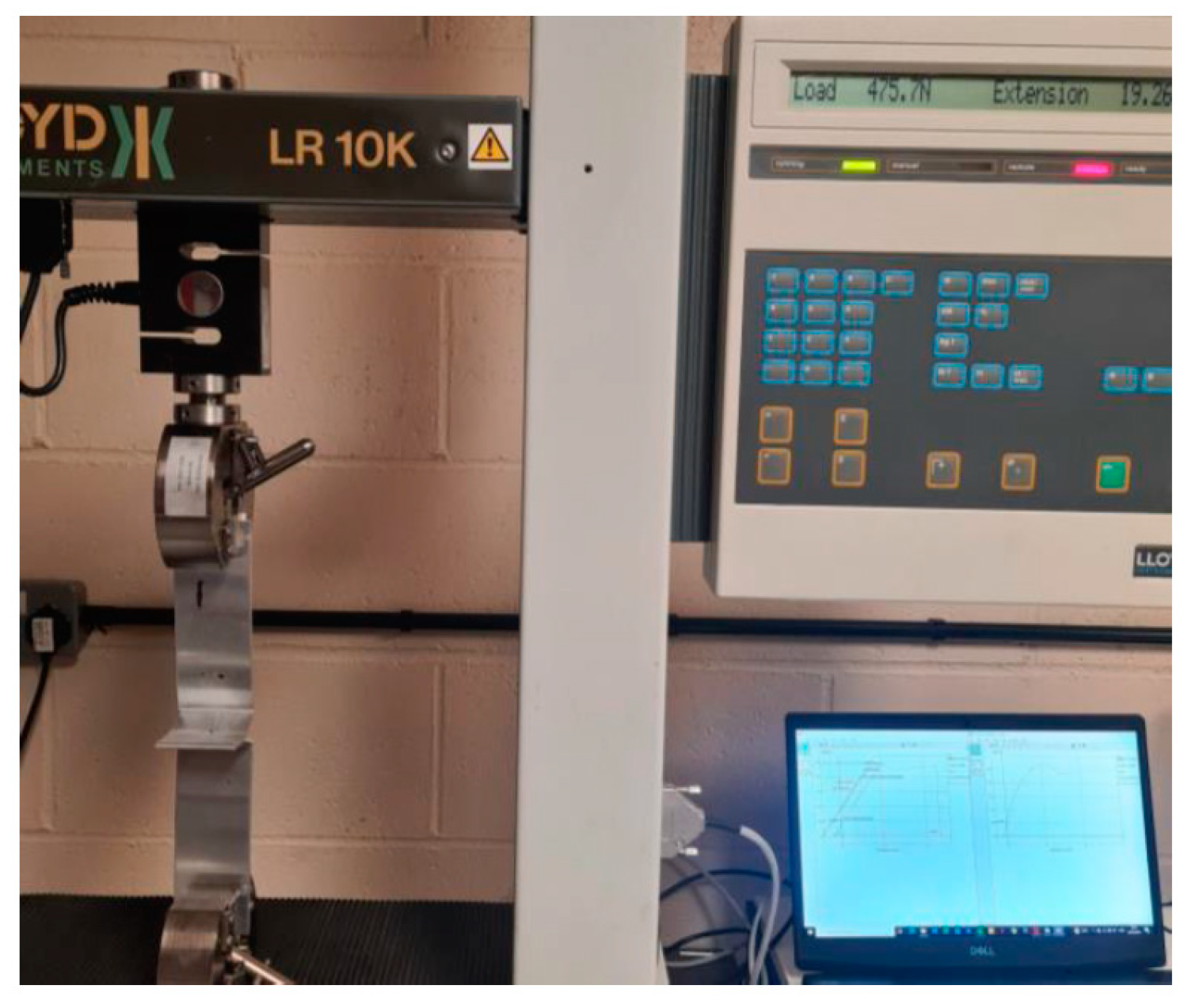
3.2. Pull Test Results Using 20 kHz Transducer
3.3. Pull Test Results Using 40 kHz Transducer
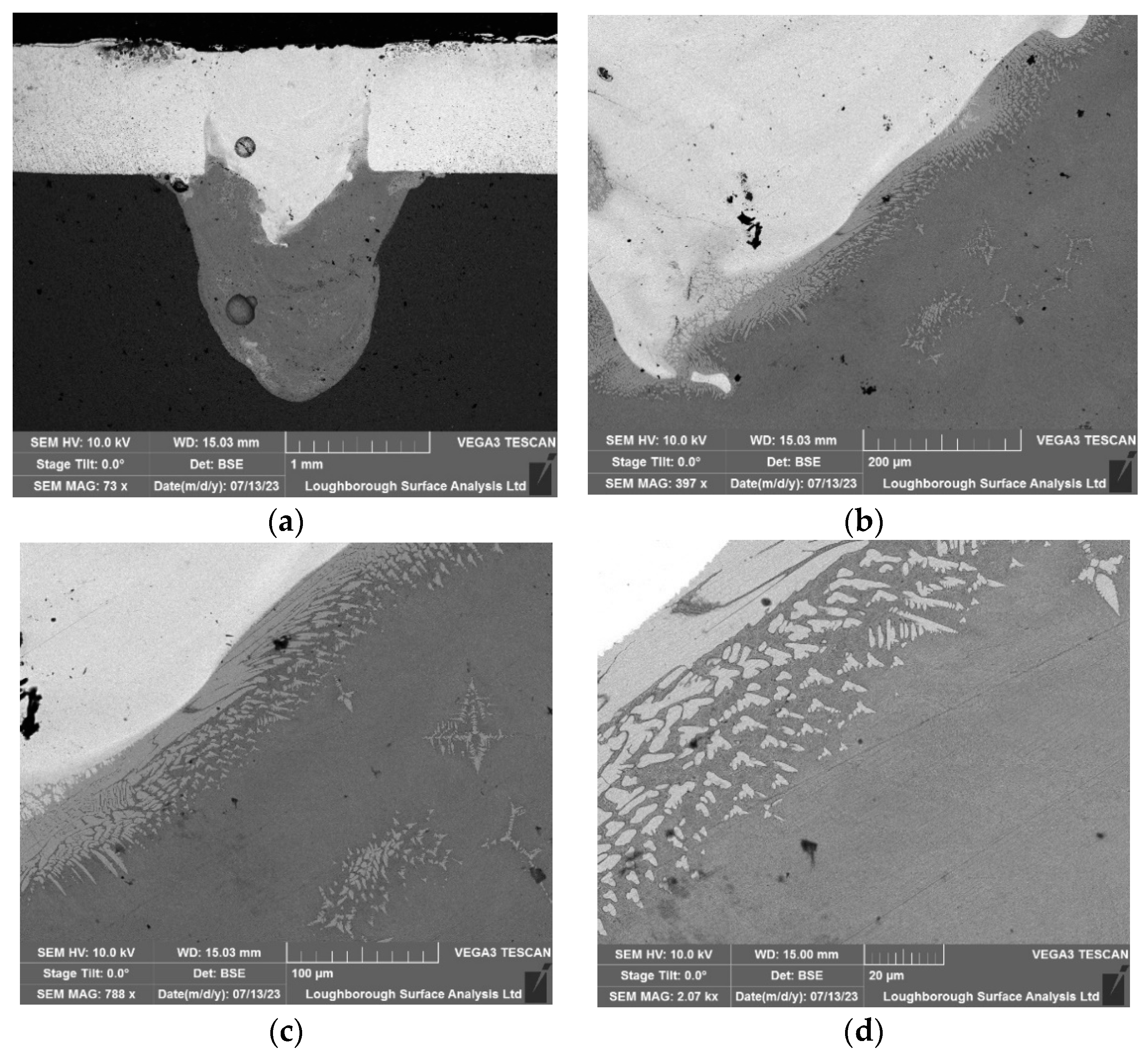
4. Ultrasonic Laser Assistance of Aluminium (Al1050) to Copper (Cu101)
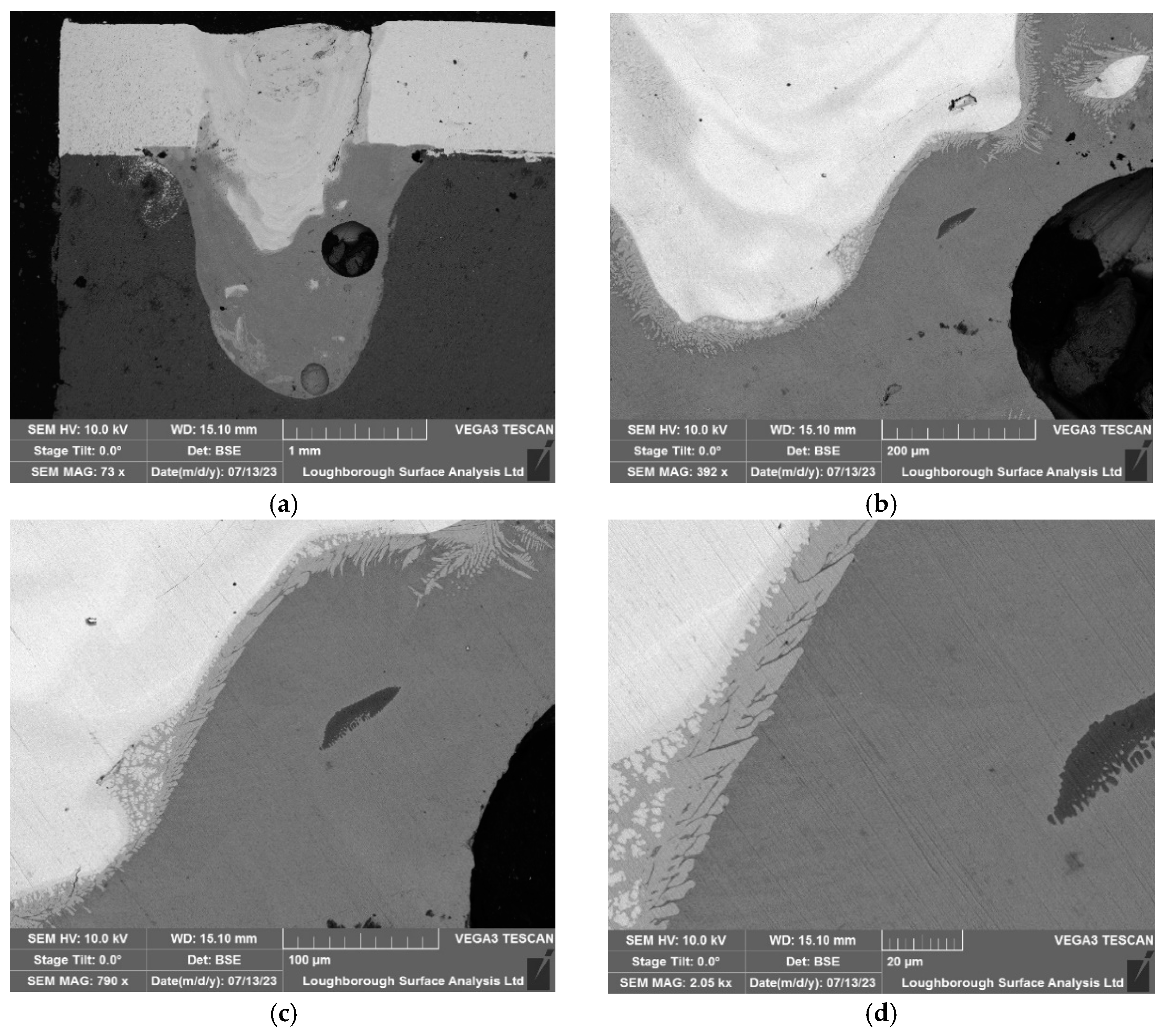
4.1. Baseline Microscopy Results
4.2. Ultrasonic-Assisted Welding at 20 kHz
4.3. Ultrasonic-Assisted Welding at 40 kHz
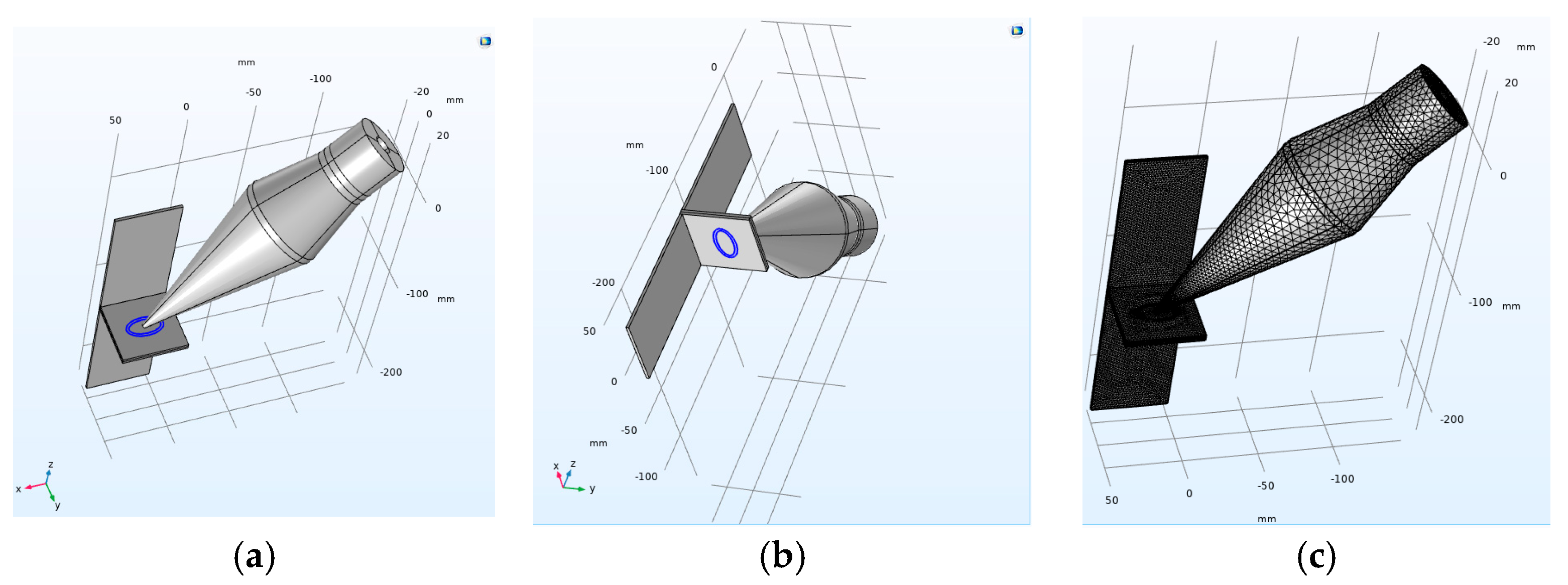
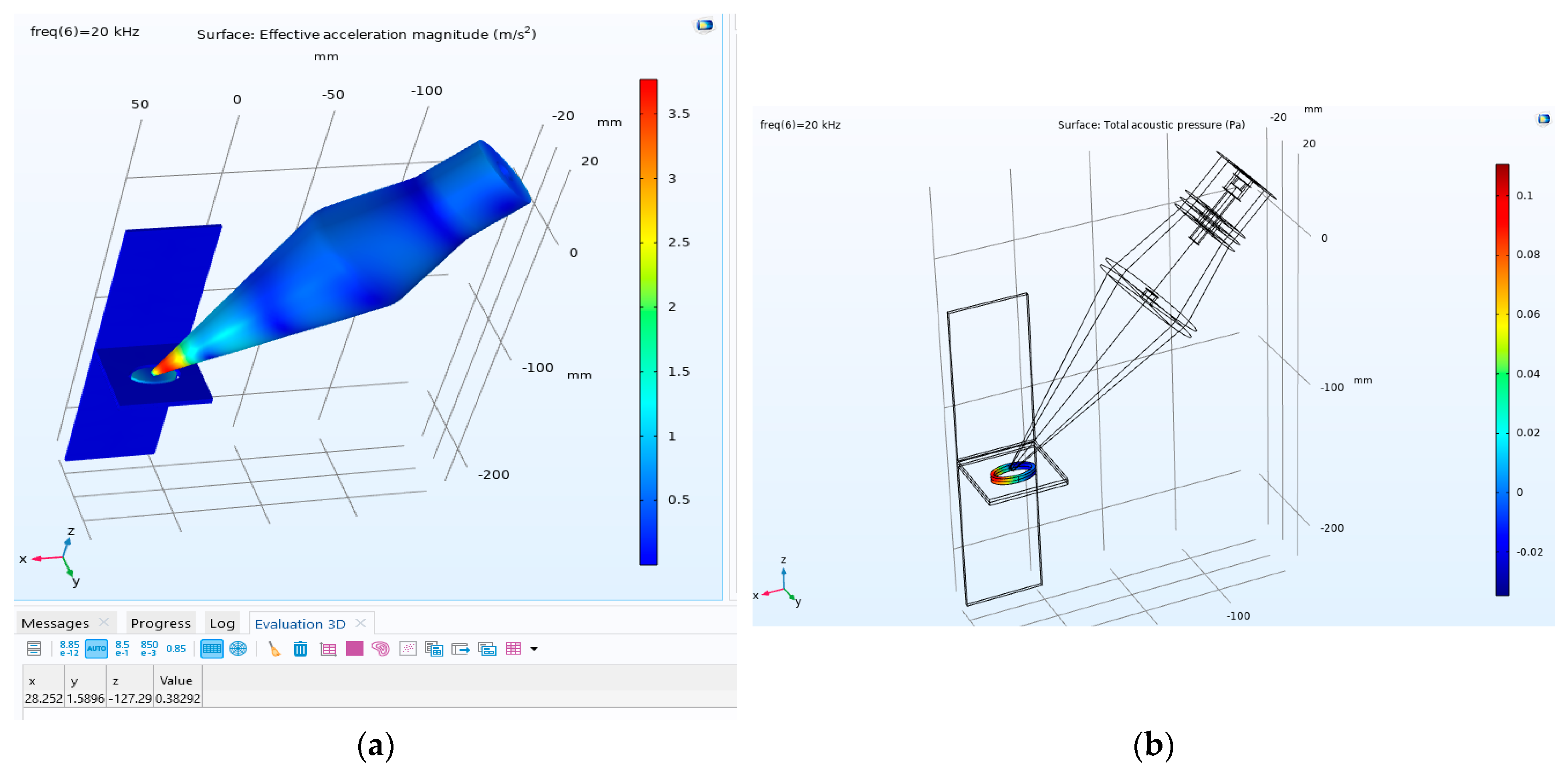
5. Numerical Simulation of Vibration Transmission to the Molten Pool Area
6. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Sadeghian, A.; Iqbal, N. A Review on Dissimilar Laser Welding of Steel-Copper, Steel-Aluminum, Aluminum-Copper, and Steel-Nickel for Electric Vehicle Battery Manufacturing. Opt. Laser Technol. 2022, 146, 107595. [Google Scholar] [CrossRef]
- Zhou, S.; Ma, G.; Dongjiang, W.; Chai, D.; Lei, M. Ultrasonic Vibration Assisted Laser Welding of Nickel-Based Alloy and Austenite Stainless Steel. J. Manuf. Process. 2018, 31, 759–767. [Google Scholar] [CrossRef]
- Lei, Z.; Bi, J.; Li, P.; Li, Q.; Chen, Y.; Zhang, D. Melt Flow and Grain Refining in Ultrasonic Vibration Assisted Laser Welding Process of AZ31B Magnesium Alloy. Opt. Laser Technol. 2018, 108, 409–417. [Google Scholar] [CrossRef]
- Zhuang, D.-D.; Du, B.; Zhang, S.-H.; Tao, W.-W.; Wang, Q.; Shen, H.-B. Effect and Action Mechanism of Ultrasonic Assistance on Microstructure and Mechanical Performance of Laser Cladding 316L Stainless Steel Coating. Surf. Coat. Technol. 2022, 433, 128122. [Google Scholar] [CrossRef]
- Kumar, S.; Wu, C.S.; Padhy, G.K.; Ding, W. Application of Ultrasonic Vibrations in Welding and Metal Processing: A Status Review. J. Manuf. Process. 2017, 26, 295–322. [Google Scholar] [CrossRef]
- Kim, J.S.; Watanabe, T.; Yoshida, Y. Ultrasonic Vibration Aided Laser Welding of Al Alloys: Improvement of Laser Welding-quality. J. Laser Appl. 1995, 7, 38–46. [Google Scholar] [CrossRef]
- Teyeb, A.; Silva, J.; Kanfoud, J.; Carr, P.; Gan, T.-H.; Balachandran, W. Improvements in the Microstructure and Mechanical Properties of Aluminium Alloys Using Ultrasonic-Assisted Laser Welding. Metals 2022, 12, 1041. [Google Scholar] [CrossRef]
- Xu, T.; Zhou, S.; Wu, H.; Ma, X.; Liu, H.; Li, M. Dissimilar Joining of Low-Carbon Steel to Aluminum Alloy with TiC Particles Added in a Zero-Gap Lap Joint Configuration by Laser Welding. Mater. Charact. 2021, 182, 111574. [Google Scholar] [CrossRef]
- Cicală, E.; Duffet, G.; Andrzejewski, H.; Grevey, D.; Ignat, S. Hot Cracking in Al–Mg–Si Alloy Laser Welding—Operating Parameters and Their Effects. Mater. Sci. Eng. A 2005, 395, 1–9. [Google Scholar] [CrossRef]
- Zhang, P.; Jia, Z.; Yu, Z.; Shi, H.; Li, S.; Wu, D.; Yan, H.; Ye, X.; Chen, J.; Wang, F. A Review on the Effect of Laser Pulse Shaping on the Microstructure and Hot Cracking Behavior in the Welding of Alloys. Opt. Laser Technol. 2021, 140, 107094. [Google Scholar] [CrossRef]
- Tang, Z.; Vollertsen, F. Influence of Grain Refinement on Hot Cracking in Laser Welding of Aluminum. Weld. World 2014, 58, 355–366. [Google Scholar] [CrossRef]
- Wong, C.; Raymond, J.L.; Usadi, L.N.; Zong, Z.; Walton, S.; Sedgwick, A.; Kwan, J. Improving Sonochemical Efficiency by Pulsing Cylindrically Converging Acoustic Waves. J. Acoust. Soc. Am. 2023, 153, A73. [Google Scholar] [CrossRef]
- Khavari, M.; Priyadarshi, A.; Hurrell, A.; Pericleous, K.; Eskin, D.; Tzanakis, I. Characterization of Shock Waves in Power Ultrasound. J. Fluid. Mech. 2021, 915, R3. [Google Scholar] [CrossRef]
- Usadi, L.N.; Raymond, J.L.; Wong, C.; Wu, Q.; Gray, M.; Stride, E.P.; Roy, R.A.; Kwan, J. Cavitation Noise Characterization and Classification Using Machine-Learning Techniques. J. Acoust. Soc. Am. 2023, 153, A74. [Google Scholar] [CrossRef]
- Preso, D.B.; Fuster, D.; Sieber, A.B.; Obreschkow, D.; Farhat, M. Vapor Compression and Energy Dissipation in a Collapsing Laser-Induced Bubble. Phys. Fluids 2024, 36, 033342. [Google Scholar] [CrossRef]
- Sieber, A.B.; Sieber, H.H.; Preso, D.B.; Farhat, M. BIMBAMBUM: A Potential Flow Solver for Single Cavitation Bubble Dynamics. Comput. Phys. Commun. 2024, 299, 109150. [Google Scholar] [CrossRef]
- Preso, D.B.; Fuster, D.; Sieber, A.B.; Farhat, M. Effects of Non-Condensable Gas on Laser-Induced Cavitation Bubbles. arXiv 2024, arXiv:2401.15421. [Google Scholar]
- Sieber, A.B.; Preso, D.B.; Farhat, M. Ex Uno Plures: How to Construct High-Speed Movies of Collapsing Cavitation Bubbles from a Single Image. Exp. Fluids 2023, 64, 187. [Google Scholar] [CrossRef]
- Subroto, T.; Lebon, G.S.B.; Eskin, D.G.; Skalicky, I.; Roberts, D.; Tzanakis, I.; Pericleous, K. Numerical Modelling and Experimental Validation of the Effect of Ultrasonic Melt Treatment in a Direct-Chill Cast AA6008 Alloy Billet. J. Mater. Res. Technol. 2021, 12, 1582–1596. [Google Scholar] [CrossRef]
- Teyeb, A.; Salimi, M.; El Masri, E.; Balachandran, W.; Gan, T.-H. Analytical Simulation of the Microbubble Collapsing in a Welding Fusion Pool. Materials 2023, 16, 410. [Google Scholar] [CrossRef]
- Liu, Z.; Jin, X.; Zhang, J.; Hao, Z.; Li, J. Design Optimization and Eigenfrequency Tuning of Ultrasonic Oscillator of One-Dimensional Longitudinal Vibration at High Temperature for Laser Welding. Int. J. Adv. Manuf. Technol. 2022, 119, 4011–4029. [Google Scholar] [CrossRef]
- Zhou, S.; Wang, B.; Wu, D.; Ma, G.; Yang, G.; Wei, W. Follow-up Ultrasonic Vibration Assisted Laser Welding Dissimilar Metals for Nuclear Reactor Pump Can End Sealing. Nucl. Mater. Energy 2021, 27, 100975. [Google Scholar] [CrossRef]
- Lei, Z.; Bi, J.; Li, P.; Guo, T.; Zhao, Y.; Zhang, D. Analysis on Welding Characteristics of Ultrasonic Assisted Laser Welding of AZ31B Magnesium Alloy. Opt. Laser Technol. 2018, 105, 15–22. [Google Scholar] [CrossRef]
- Dhara, S.; Das, A. Impact of Ultrasonic Welding on Multi-Layered Al–Cu Joint for Electric Vehicle Battery Applications: A Layer-Wise Microstructural Analysis. Mater. Sci. Eng. A 2020, 791, 139795. [Google Scholar] [CrossRef]
- Teyeb, A.; Salimi, M.; El Masri, E.; Hoque, S.; Carr, P.; Balachandran, W.; Gan, T.H. On the Use of Contactless Vibration to Improve the Welding Quality. In Proceedings of the 25th International Conference on Innovations in Engineering, Technology & Health Sciences (ISTANBUL), Istanbul, Turkey, 5–7 September 2023. [Google Scholar]
- Salimi, M.; Livadas, M.; Teyeb, A.; El Masri, E.; Gan, T.-H. Biofouling Removal Using a Novel Electronic System for Driving an Array of High Power Marinised Transducers. Appl. Sci. 2023, 13, 3749. [Google Scholar] [CrossRef]
- ISO 4136:2022; Destructive Tests on Welds in Metallic Materials—Transverse Tensile Test. International Organization for Standardization: Geneva, Switzerland, 2022.
- ISO 6892-1:2020; Metallic Materials—Tensile Testing–Part 1: Method of Test at Room Temperature. International Organization for Standardization: Geneva, Switzerland, 2020.
- ISO 9018:2015; Destructive Tests on Welds in Metallic Materials—Tensile Test on Cruciform and Lapped Joints. International Organization for Standardization: Geneva, Switzerland, 2015.
- ISO 17639:2022; Destructive Tests on Welds in Metallic Materials—Macroscopic and Microscopic Examination of Welds. International Organization for Standardization: Geneva, Switzerland, 2015.
- Kumar, S.; Wu, C. Suppression of Intermetallic Reaction Layer by Ultrasonic Assistance during Friction Stir Welding of Al and Mg Based Alloys. J. Alloys Compd. 2020, 827, 154343. [Google Scholar] [CrossRef]
- Muhammad, N.A.; Wu, C.S.; Tian, W. Effect of Ultrasonic Vibration on the Intermetallic Compound Layer Formation in Al/Cu Friction Stir Weld Joints. J. Alloys Compd. 2019, 785, 512–522. [Google Scholar] [CrossRef]
- Dimopoulos, A.; Salimi, M.; Gan, T.-H.; Chatzakos, P. Support Structures Optimisation for High-Quality Metal Additive Manufacturing with Laser Powder Bed Fusion: A Numerical Simulation Study. Materials 2023, 16, 7164. [Google Scholar] [CrossRef]
- Lowe, P.S.; Sanderson, R.M.; Boulgouris, N.V.; Haig, A.G.; Balachandran, W. Inspection of Cylindrical Structures Using the First Longitudinal Guided Wave Mode in Isolation for Higher Flaw Sensitivity. IEEE Sens. J. 2016, 16, 706–714. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Horn Type/Diameter (mm) | Excitation Mode/Angle | Average Load (N) | Average Final Extension (mm) |
|---|---|---|---|
| Small tip/3.3 | Contactless/45° | 561.0 | 14.0 |
| Large tip/33 | Contact/0° | 530.7 | 10.7 |
| Large tip/33 | Contactless/45° | 533.1 | 13.2 |
| No ultrasonic assistance | N/A | 509.0 | 11.0 |
| Horn Type/Diameter (mm) | Excitation Mode/Angle | Average Load (N) | Average Final Extension (mm) |
|---|---|---|---|
| Small Tip/2.25 | Contactless/45° | 527.0 | 12.7 |
| Large Tip/22.5 | Contact/0° | 516.0 | 9.7 |
| Large Tip/22.5 | Contactless/45° | 520.4 | 13.0 |
| No ultrasonic assistance | N/A | 509.0 | 11.0 |
| Frequency | Excitation Mode/Angle | Average Load (N) | Average Final Extension (mm) |
|---|---|---|---|
| 20 kHz | Contactless/45° | 246.8 | 20.8 |
| 40 kHz | Contactless/45° | 170.1 | 10.7 |
| No ultrasonic assistance | N/A | 110.0 | 4.8 |
| Properties | Young’s Modulus (Pa) | Density (kg/m³) | Loss Factor | Wave Speed (m/s) |
|---|---|---|---|---|
| Aluminium (Al1050) | 2700 | 0.003 | 5120 | |
| Copper (Cu101) | 8960 | 0.005 | 3810 | |
| Steel | 7850 | 0.0006 | 5950 | |
| Lead Zirconate Titante | 7600 | 0.02 | - | |
| Molten aluminium (Al1050) | - | 2375 | - | - |
| Molten copper (Cu101) | - | 8020 | - | - |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Salimi, M.; Teyeb, A.; El Masri, E.; Hoque, S.; Carr, P.; Balachandran, W.; Gan, T.-H. Experimental and Numerical Investigation of the Use of Ultrasonic Waves to Assist Laser Welding. Materials 2024, 17, 2521. https://doi.org/10.3390/ma17112521
Salimi M, Teyeb A, El Masri E, Hoque S, Carr P, Balachandran W, Gan T-H. Experimental and Numerical Investigation of the Use of Ultrasonic Waves to Assist Laser Welding. Materials. 2024; 17(11):2521. https://doi.org/10.3390/ma17112521
Chicago/Turabian StyleSalimi, Mohamad, Ahmed Teyeb, Evelyne El Masri, Samiul Hoque, Phil Carr, Wamadeva Balachandran, and Tat-Hean Gan. 2024. "Experimental and Numerical Investigation of the Use of Ultrasonic Waves to Assist Laser Welding" Materials 17, no. 11: 2521. https://doi.org/10.3390/ma17112521