

Scalable Microwires through Thermal Drawing of Co-Extruded Liquid Metal and Thermoplastic Elastomer



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Experimental Setup
2.1. Materials
2.2. Methodology
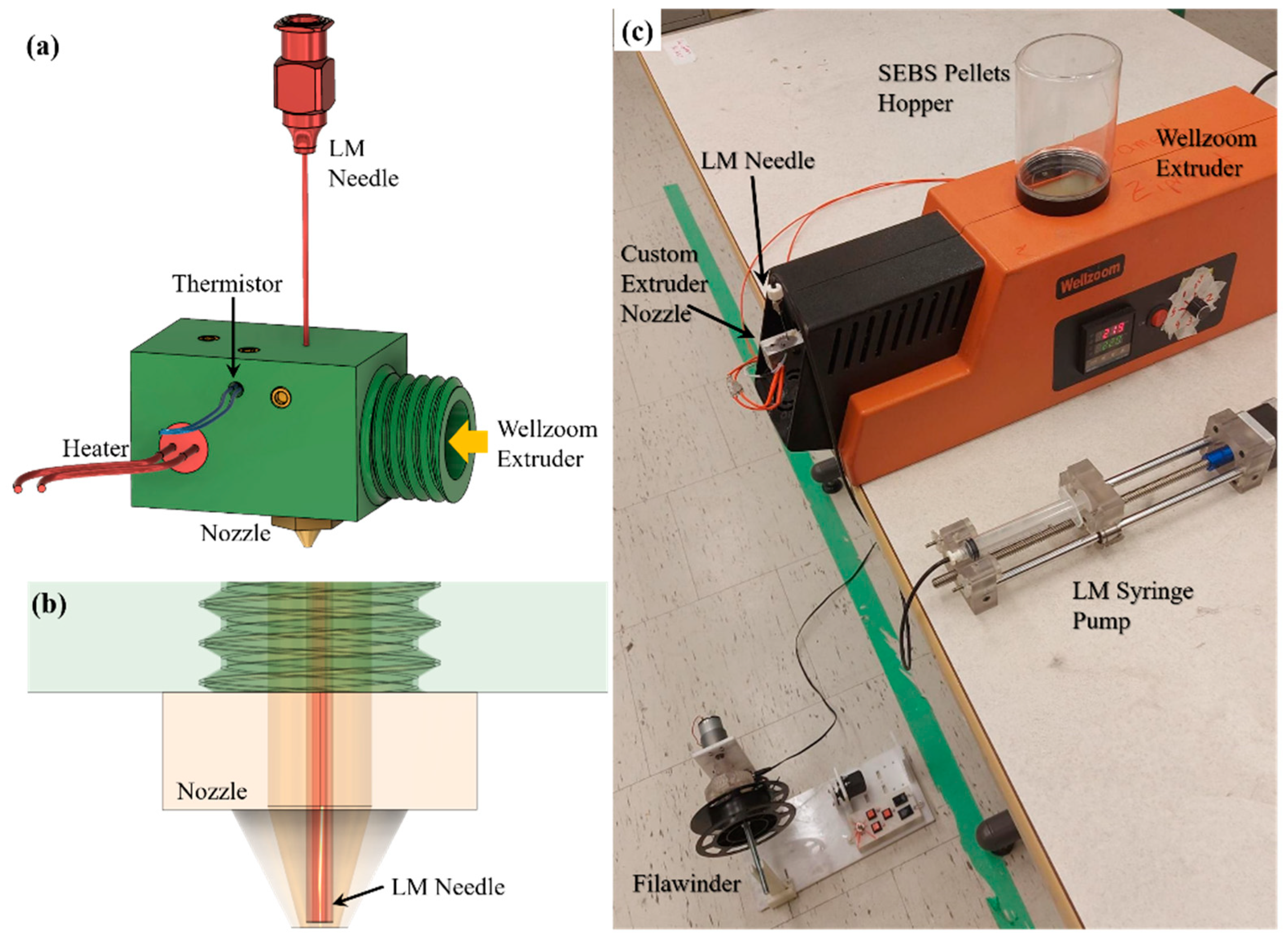
2.2.1. Desktop Pellet Extruder
2.2.2. Extruder Nozzle Design
2.2.3. Custom Syringe Pump
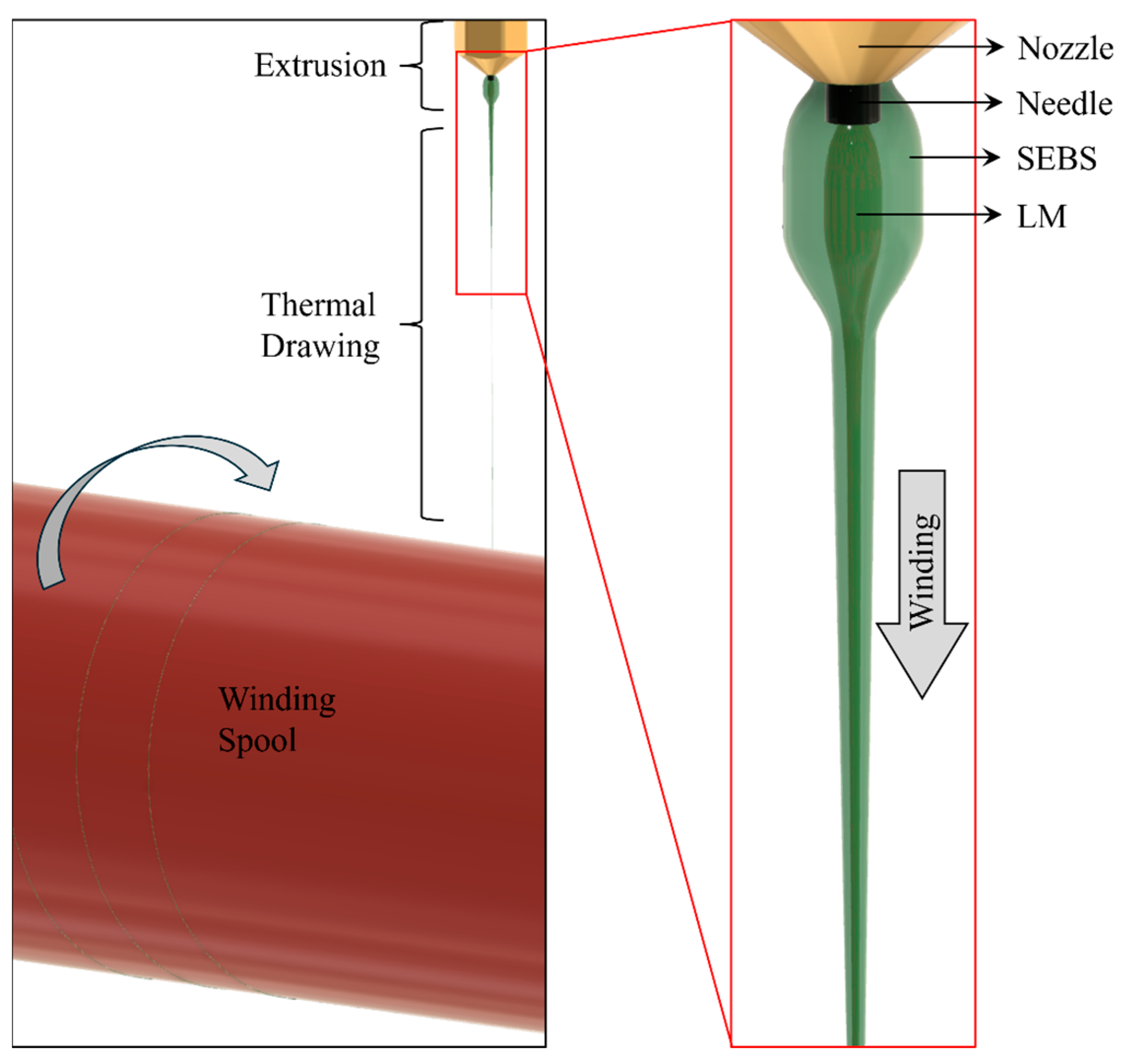
2.2.4. Winding System
2.2.5. Sewing Machine
3. Results and Discussion
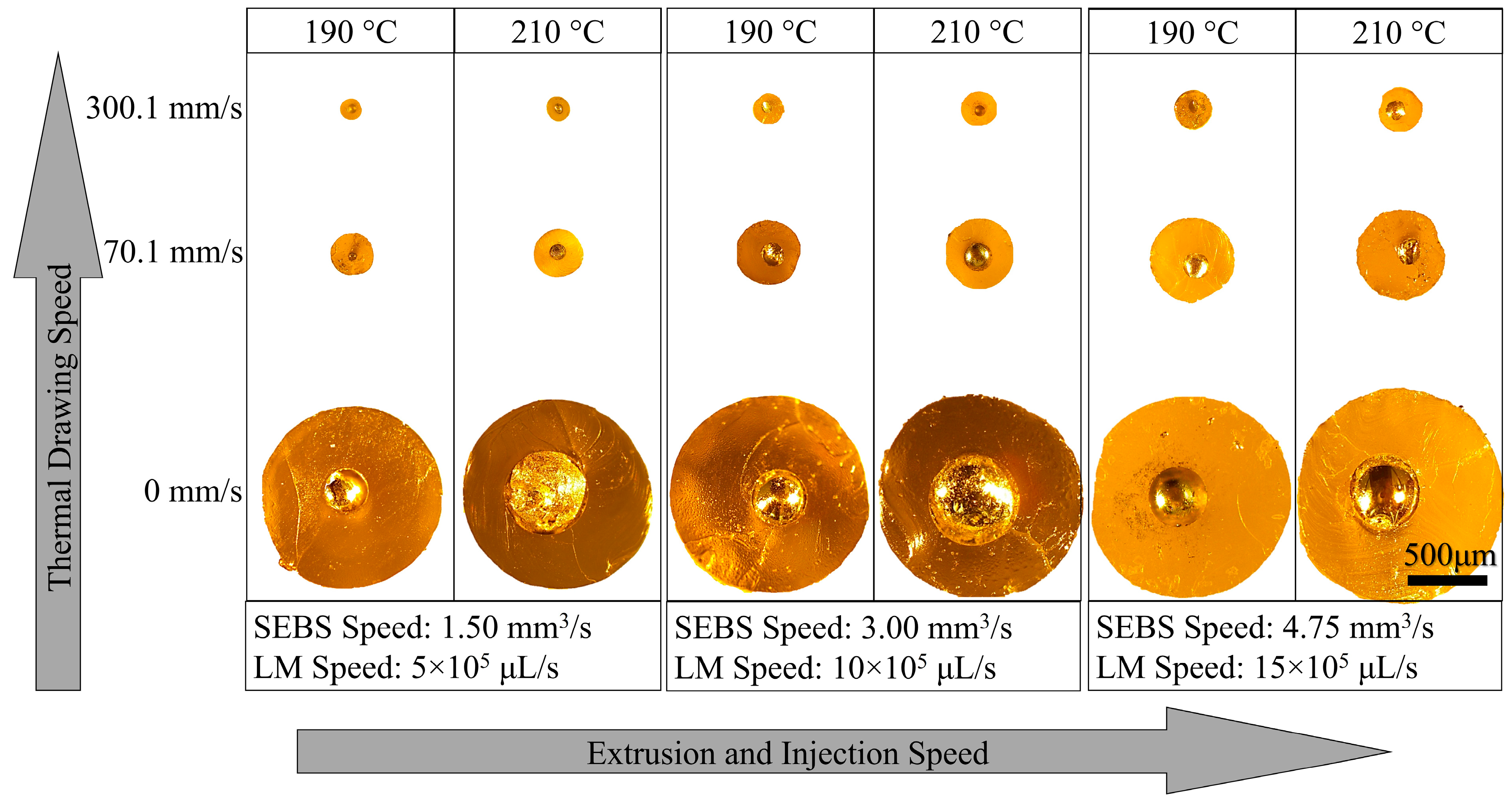
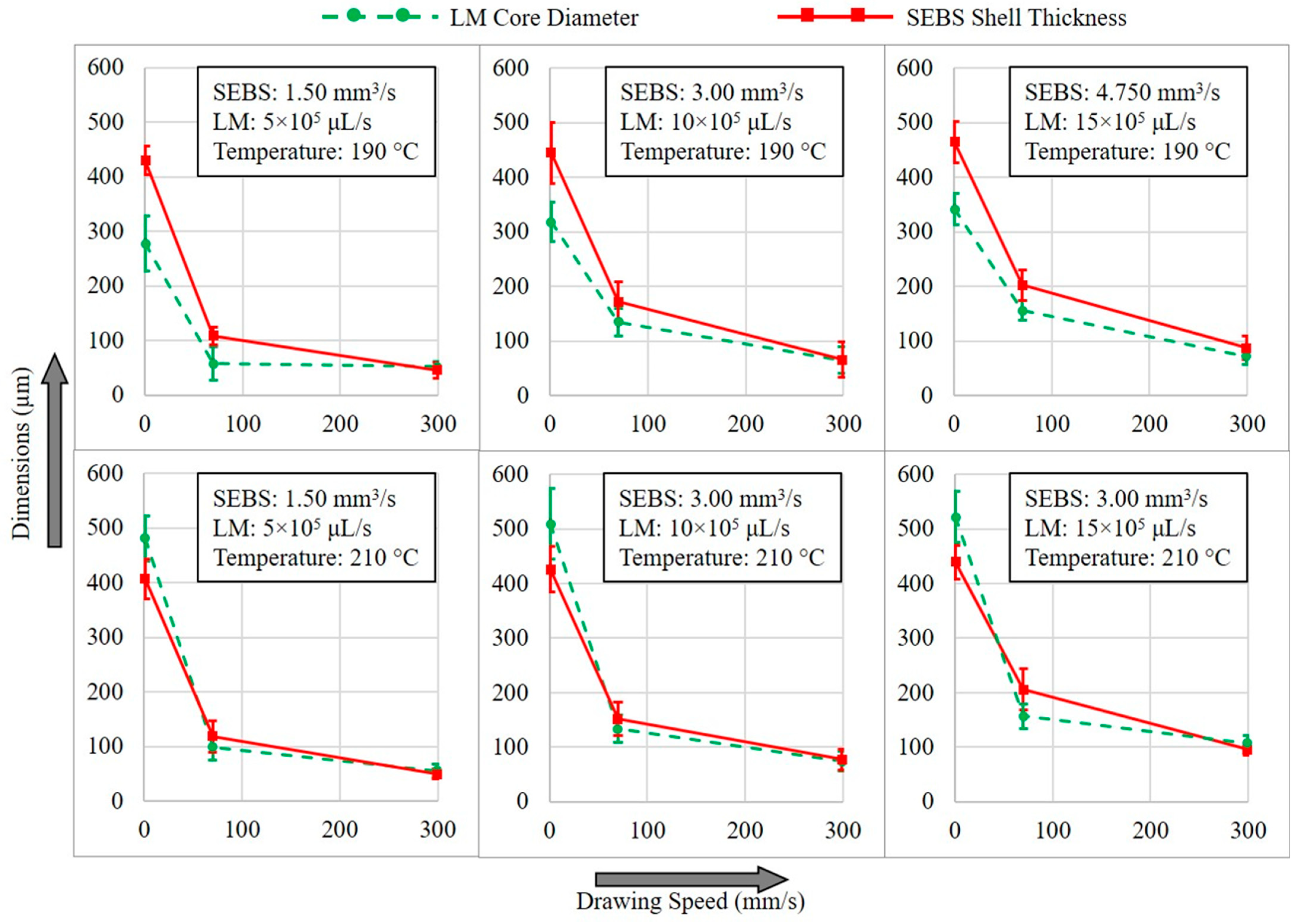
3.1. Core–Shell Dimension
3.2. Resistivity of Microwire
3.3. Electrical Property with Stretching
3.4. Electrical Property with Wire Kinking
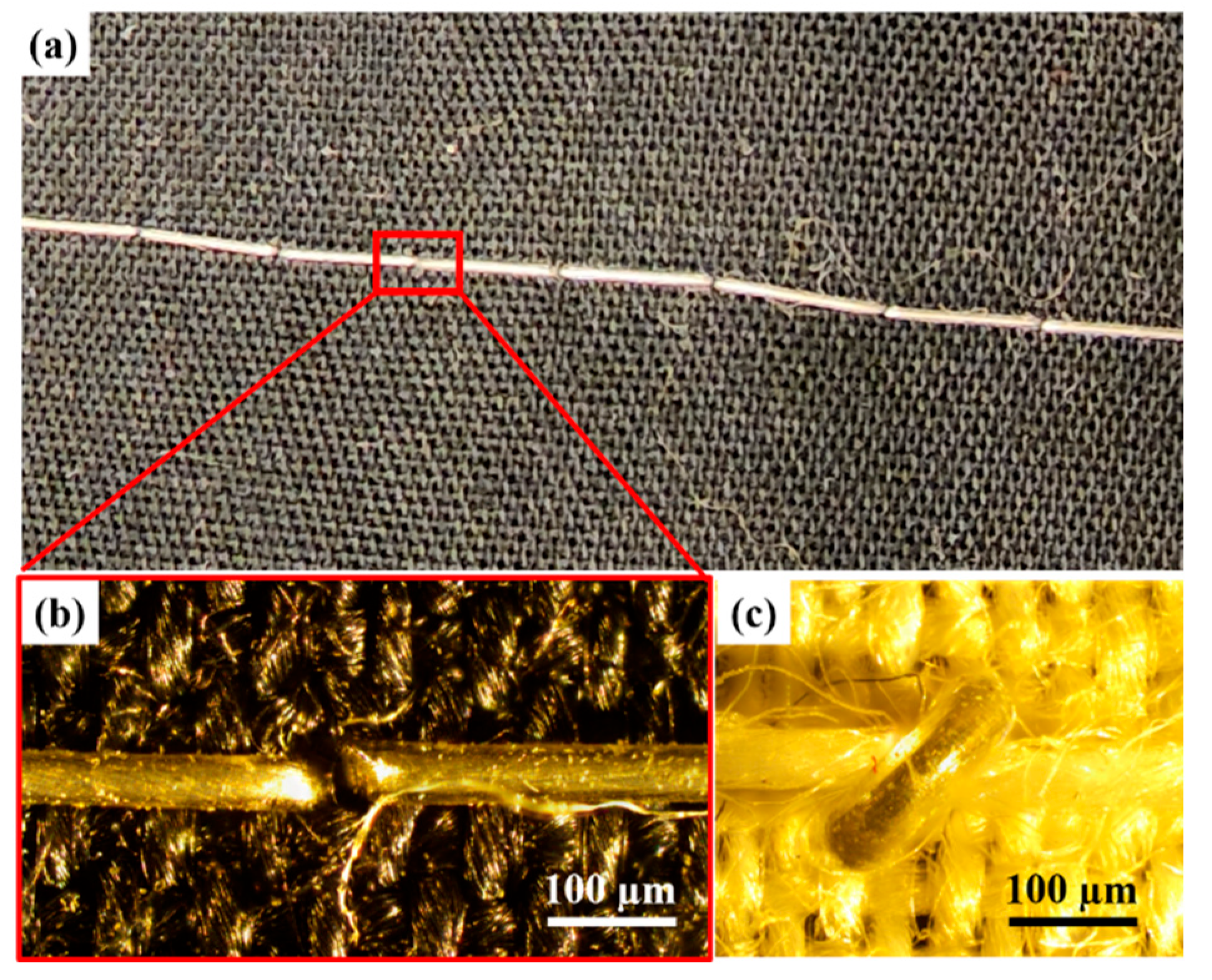
3.5. Sewability of the Microwires
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Liu, Y.; Pharr, M.; Salvatore, G.A. Lab-on-Skin: A Review of Flexible and Stretchable Electronics for Wearable Health Monitoring. ACS Nano 2017, 11, 9614–9635. [Google Scholar] [CrossRef] [PubMed]
- Fernandez, S.V.; Cai, F.; Chen, S.; Suh, E.; Tiepelt, J.; McIntosh, R.; Marcus, C.; Acosta, D.; Mejorado, D.; Dagdeviren, C. On-Body Piezoelectric Energy Harvesters through Innovative Designs and Conformable Structures. ACS Biomater. Sci. Eng. 2021, 9, 2070–2086. [Google Scholar] [CrossRef] [PubMed]
- Beni, G.; Hackwood, S.; Jackel, J.L. Continuous electrowetting effect. Appl. Phys. Lett. 1982, 40, 912–914. [Google Scholar] [CrossRef]
- Whitney, R.J. The measurement of volume changes in human limbs. J. Physiol. 1953, 121, 1–27. [Google Scholar] [CrossRef] [PubMed]
- Khondoker, M.A.H.; Sameoto, D. Fabrication methods and applications of microstructured gallium based liquid metal alloys. Smart Mater. Struct. 2016, 25, 093001. [Google Scholar] [CrossRef]
- Winter, T.G. The evaporation of a drop of mercury. Am. J. Phys. 2003, 71, 783–786. [Google Scholar] [CrossRef]
- Khondoker, M.A.H.; Ostashek, A.; Sameoto, D. Direct 3D Printing of Stretchable Circuits via Liquid Metal Co-Extrusion Within Thermoplastic Filaments. Adv. Eng. Mater. 2019, 21, 1900060. [Google Scholar] [CrossRef]
- Li, G.; Wu, X.; Lee, D.-W. A galinstan-based inkjet printing system for highly stretchable electronics with self-healing capability. Lab Chip 2016, 16, 1366–1373. [Google Scholar] [CrossRef] [PubMed]
- Wang, H.; Li, R.; Cao, Y.; Chen, S.; Yuan, B.; Zhu, X.; Cheng, J.; Duan, M.; Liu, J. Liquid Metal Fibers. Adv. Fiber Mater. 2022, 4, 987–1004. [Google Scholar] [CrossRef]
- Sangeeth, C.S.S.; Wan, A.; Nijhuis, C.A. Equivalent Circuits of a Self-Assembled Monolayer-Based Tunnel Junction Determined by Impedance Spectroscopy. J. Am. Chem. Soc. 2014, 136, 11134–11144. [Google Scholar] [CrossRef] [PubMed]
- Ladd, C.; So, J.-H.; Muth, J.; Dickey, M.D. 3D Printing of Free Standing Liquid Metal Microstructures. Adv. Mater. 2013, 25, 5081–5085. [Google Scholar] [CrossRef] [PubMed]
- Neumann, T.v.; Dickey, M.D. Liquid Metal Direct Write and 3D Printing: A Review. Adv. Mater. Technol. 2020, 5, 2000070. [Google Scholar] [CrossRef]
- Zhu, S.; So, J.-H.; Mays, R.; Desai, S.; Barnes, W.R.; Pourdeyhimi, B.; Dickey, M.D. Ultrastretchable Fibers with Metallic Conductivity Using a Liquid Metal Alloy Core. Adv. Funct. Mater. 2013, 23, 2308–2314. [Google Scholar] [CrossRef]
- Wu, Y.; Zhen, R.; Liu, H.; Liu, S.; Deng, Z.; Wang, P.; Chen, S.; Liu, L. Liquid metal fiber composed of a tubular channel as a high-performance strain sensor. J. Mater. Chem. C Mater. 2017, 5, 12483–12491. [Google Scholar] [CrossRef]
- Khondoker, M.A.H.; Sameoto, D. Direct coupling of fixed screw extruders using flexible heated hoses for FDM printing of extremely soft thermoplastic elastomers. Prog. Addit. Manuf. 2019, 4, 197–209. [Google Scholar] [CrossRef]
- He, Y.; Zhou, L.; Zhan, J.; Gao, Q.; Fu, J.; Xie, C.; Zhao, H.; Liu, Y. Three-Dimensional Coprinting of Liquid Metals for Directly Fabricating Stretchable Electronics. 3D Print. Addit. Manuf. 2018, 5, 195–203. [Google Scholar] [CrossRef]
- Badhe, Y.; Rocha-Flores, P.E.; Voit, W.E.; Remer, D.; Costella, L.; Joshi-Imre, A. Lithographically patterned stretchable metallic microwiring on electrospun nanofiber mats. J. Vac. Sci. Technol. B 2021, 39, 62801. [Google Scholar] [CrossRef]
- Chen, S.; Lou, Z.; Chen, D.; Shen, G. Printable Zn2GeO4 Microwires Based Flexible Photodetectors with Tunable Photoresponses. Adv. Mater. Technol. 2018, 3, 1800050. [Google Scholar] [CrossRef]
- Samokhin, A. Open-Source Syringe Pump. Mass Spectrometry Research Group, Chemistry Department of Moscow State University 2020. Available online: https://www.mass-spec.ru/projects/diy/syringe_pump/eng/ (accessed on 1 December 2023).
- Filastruder. FILAWINDER 2018. Available online: https://www.filastruder.com/products/filawinder (accessed on 1 December 2023).
- Khondoker, M.A.H.; Sameoto, D. Design and characterization of a bi-material co-extruder for Fused Deposition Modeling. In Proceedings of the ASME International Mechanical Engineering Congress and Exposition, Proceedings (IMECE), Phoenix, AZ, USA, 11–17 November 2016; Volume 2. [Google Scholar] [CrossRef]
- Zhao, Z.; Soni, S.; Lee, T.; Nijhuis, C.A.; Xiang, D. Smart Eutectic Gallium–Indium: From Properties to Applications. Adv. Mater. 2023, 35, 2203391. [Google Scholar] [CrossRef] [PubMed]
- Palleau, E.; Reece, S.; Desai, S.C.; Smith, M.E.; Dickey, M.D. Self-Healing Stretchable Wires for Reconfigurable Circuit Wiring and 3D Microfluidics. Adv. Mater. 2013, 25, 1589–1592. [Google Scholar] [CrossRef] [PubMed]
- Morita, L.; Jalali, S.; Vaheb, A.; Elsersawy, R.; Golwala, K.; Asad, A.; Dolez, P.I.; Hogan, J.D.; Khondoker, M.A.H.; Sameoto, D. Towards high efficiency and rapid production of room-temperature liquid metal wires compatible with electronic prototyping connectors. Micromachines 2023, 14, 2227. [Google Scholar] [CrossRef] [PubMed]
- Jiao, C.; Wang, Q.; Li, L.; Chen, W.; Liu, J.; Xu, Y.; Song, L.; Fu, S.; Hu, L. In situ 3D printing of Liquid Metal-hydrogel hybrid for Multifunctional Soft Bioelectronics and devices. Cell Rep. Phys. Sci. 2023, 4, 101640. [Google Scholar] [CrossRef]
- Hassan, I.; Selvaganapathy, P.R. A microfluidic printhead with integrated hybrid mixing by Sequential Injection for multimaterial 3D printing. Addit. Manuf. 2022, 50, 102559. [Google Scholar] [CrossRef]
- Hur, O.; Tutika, R.; Klemba, N.; Markvicka, E.J.; Bartlett, M.D. Designing liquid metal microstructures through directed material extrusion additive manufacturing. Addit. Manuf. 2024, 79, 103925. [Google Scholar] [CrossRef]
- Xing, R.; Huang, R.; Qi, W.; Kong, J.; Dickey, M.D. Protocol for 3D and 4d printing of highly conductive metallic composite using liquid metal gels. STAR Protoc. 2024, 5, 102813. [Google Scholar] [CrossRef] [PubMed]

Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Khakse, P.; Dangers, F.; Elsersawy, R.; Khondoker, M.A.H. Scalable Microwires through Thermal Drawing of Co-Extruded Liquid Metal and Thermoplastic Elastomer. Materials 2024, 17, 2770. https://doi.org/10.3390/ma17112770
Khakse P, Dangers F, Elsersawy R, Khondoker MAH. Scalable Microwires through Thermal Drawing of Co-Extruded Liquid Metal and Thermoplastic Elastomer. Materials. 2024; 17(11):2770. https://doi.org/10.3390/ma17112770
Chicago/Turabian StyleKhakse, Pranjal, Falco Dangers, Rawan Elsersawy, and Mohammad Abu Hasan Khondoker. 2024. "Scalable Microwires through Thermal Drawing of Co-Extruded Liquid Metal and Thermoplastic Elastomer" Materials 17, no. 11: 2770. https://doi.org/10.3390/ma17112770