
Strength Optimisation of Hybrid Bolted/Bonded Composite Joints Based on Finite Element Analysis


Abstract
1. Introduction
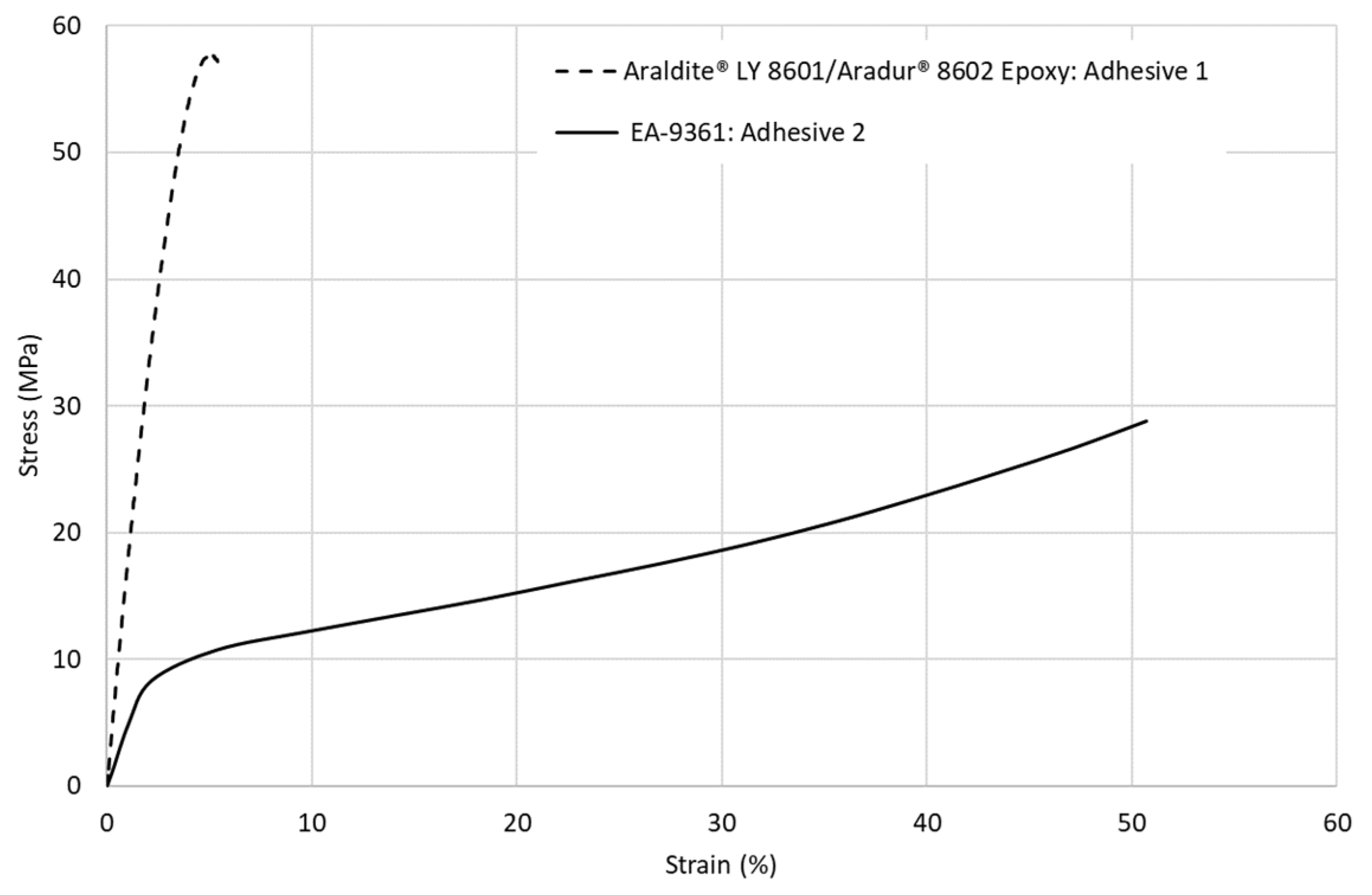
2. Materials and Methods
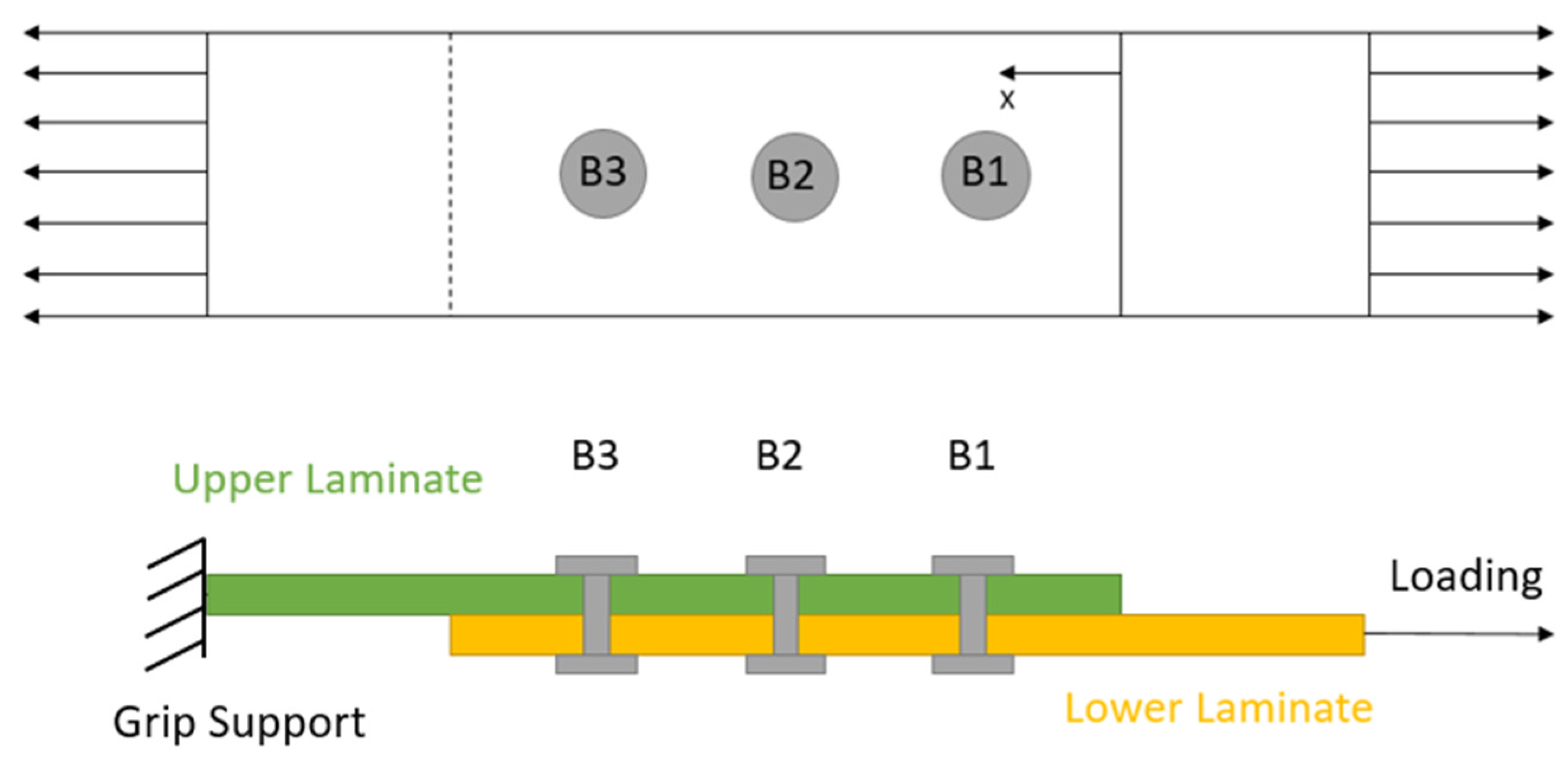
2.1. Model Description
2.2. Simulation Procedure
3. Results
3.1. Stress Analysis
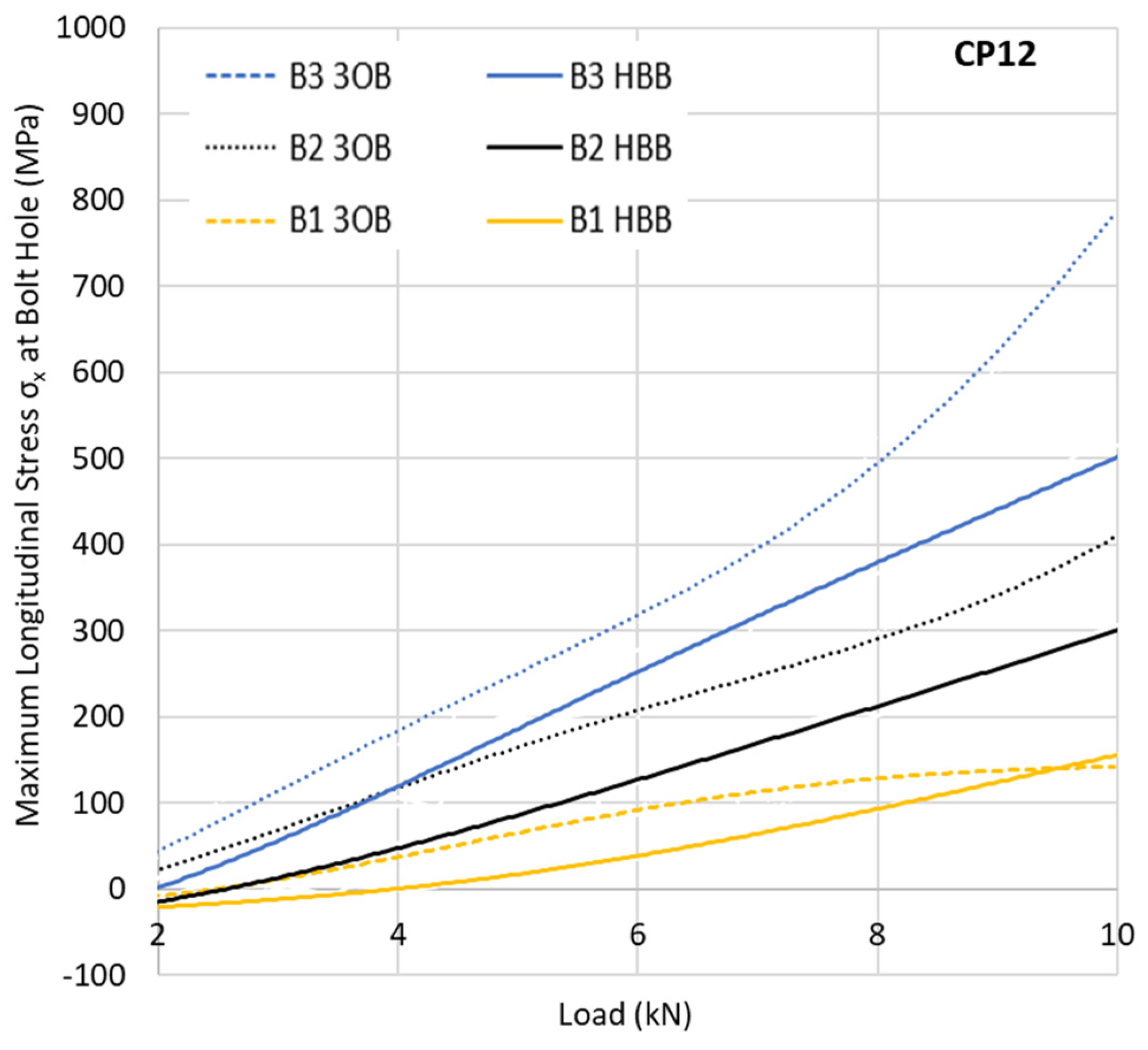
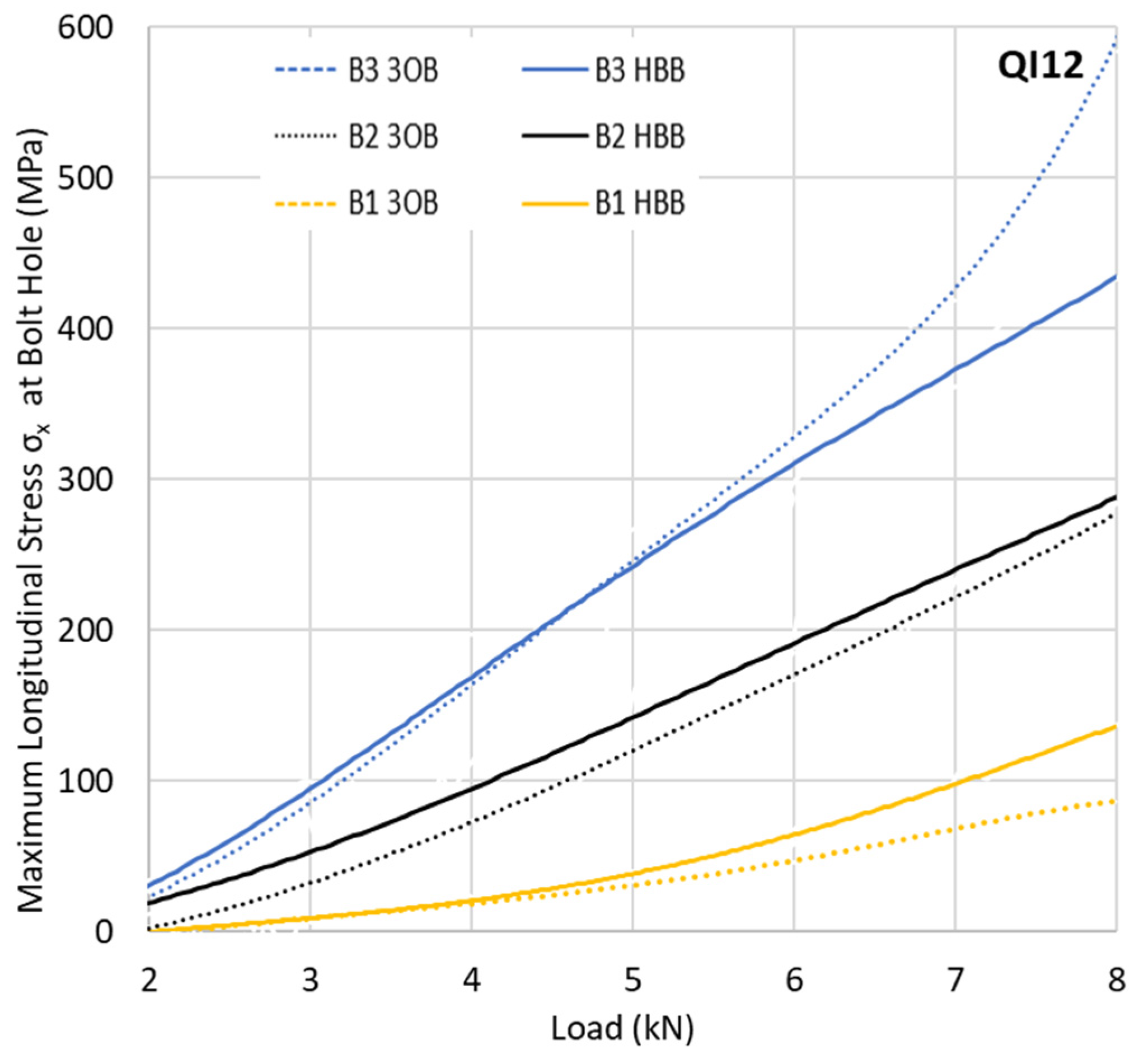
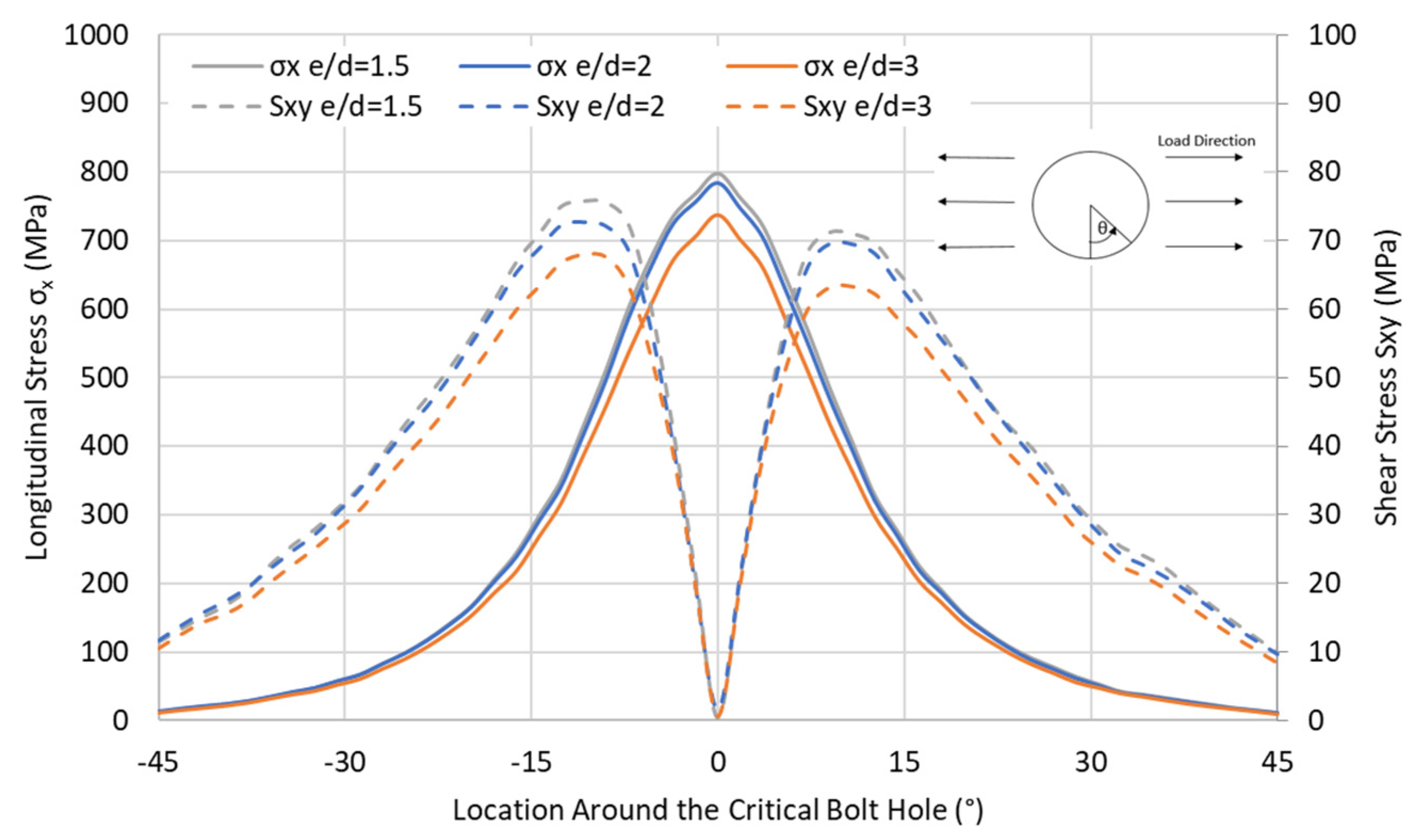
3.1.1. Stress Concentration in the Laminate in HBB and 3OB Joints
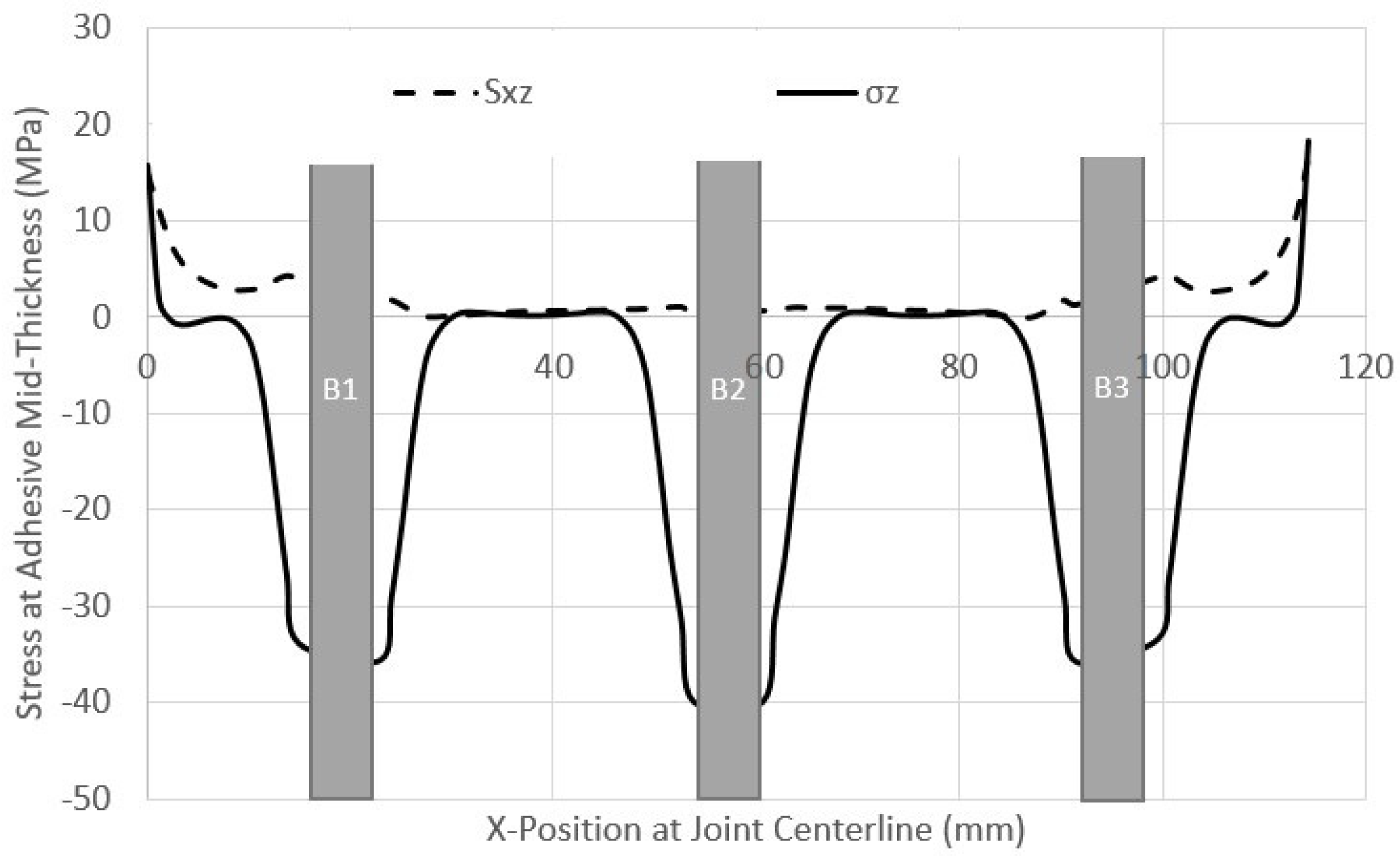
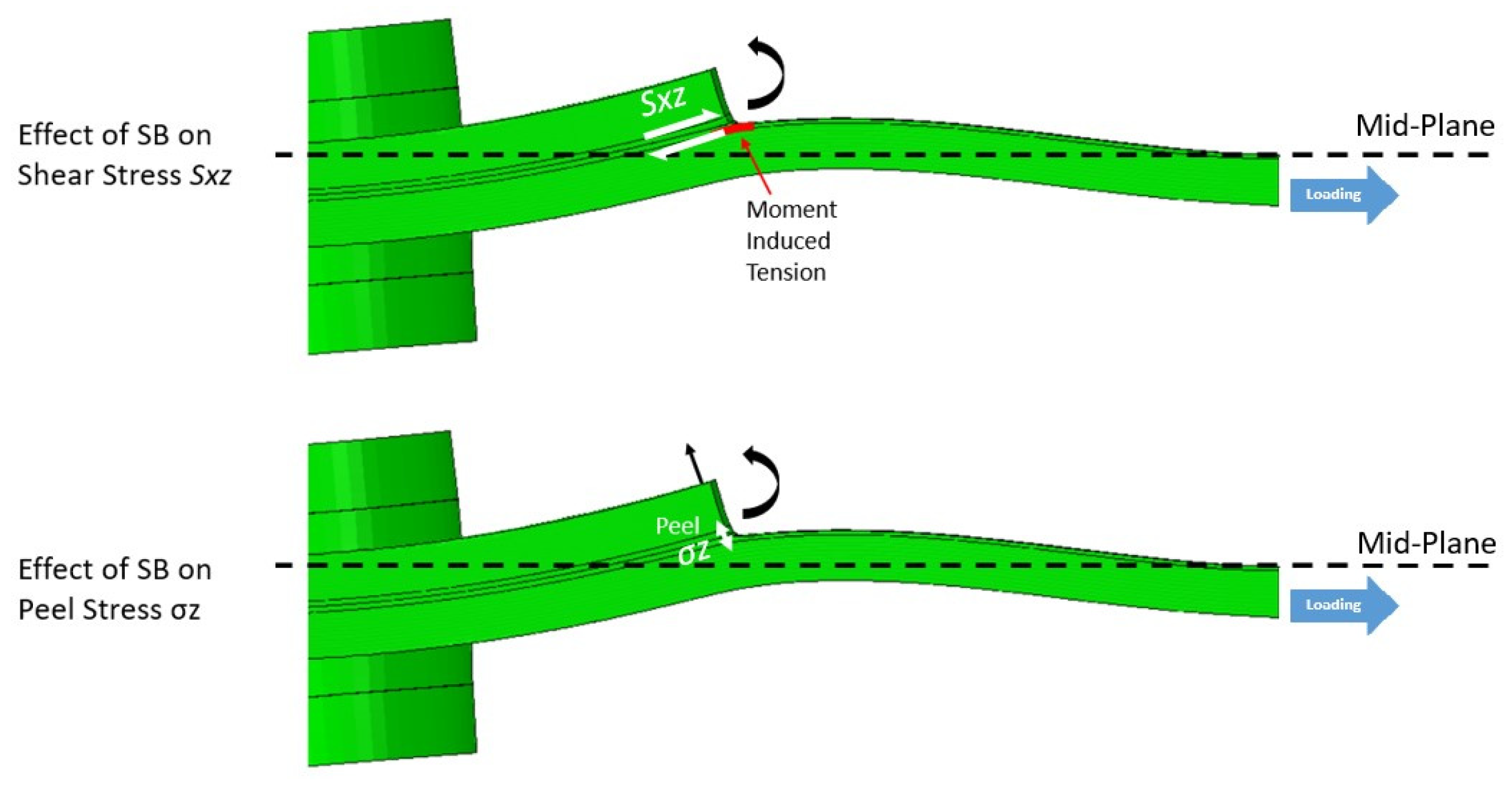
3.1.2. State of Stress Comparison in the Adhesive in the HBB and Bonded Joints
3.2. Investigation of Design Parameters to Optimise HBB Joints
3.2.1. Role of the Middle Bolt in Three-Bolt HBB Joints
3.2.2. Load Sharing
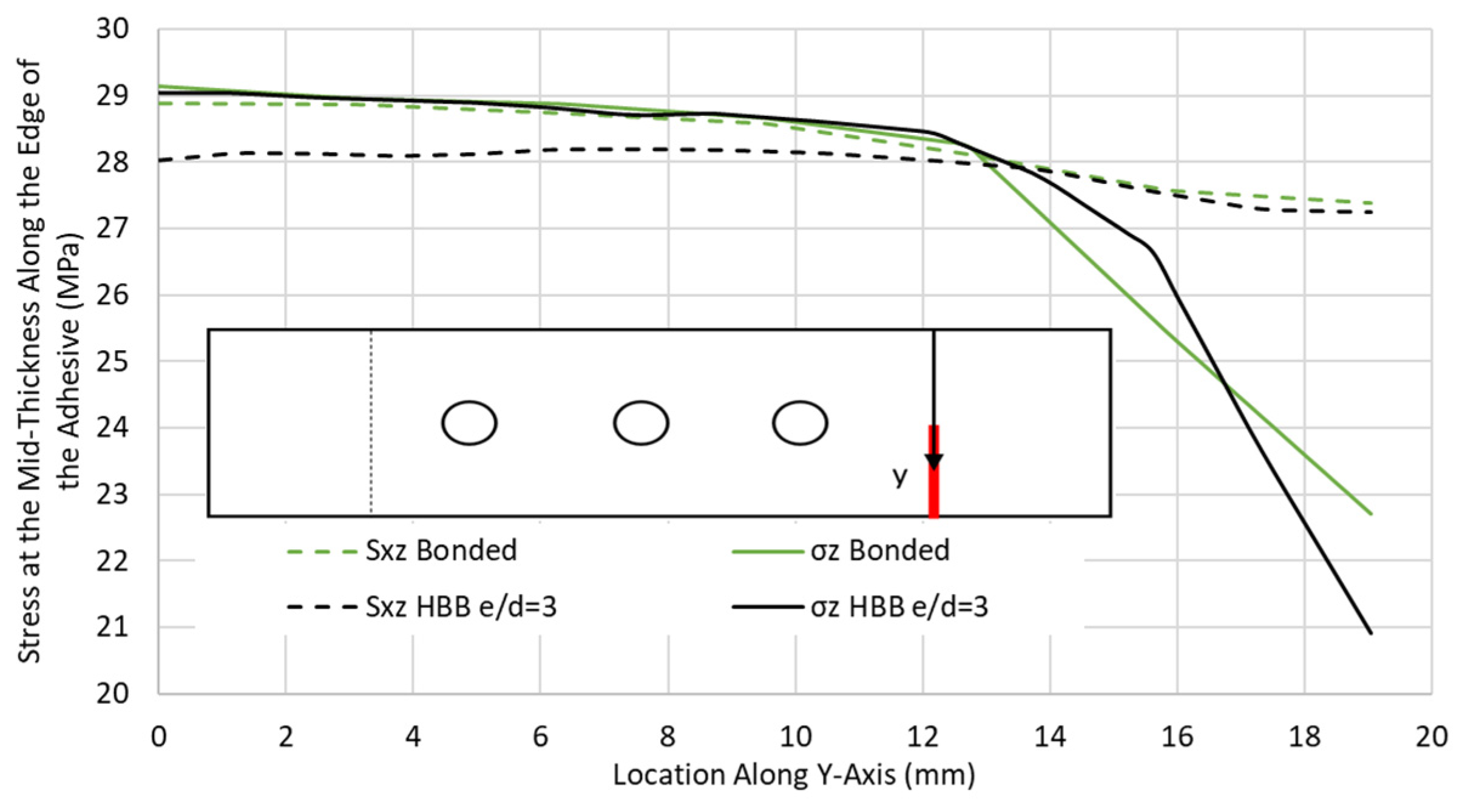
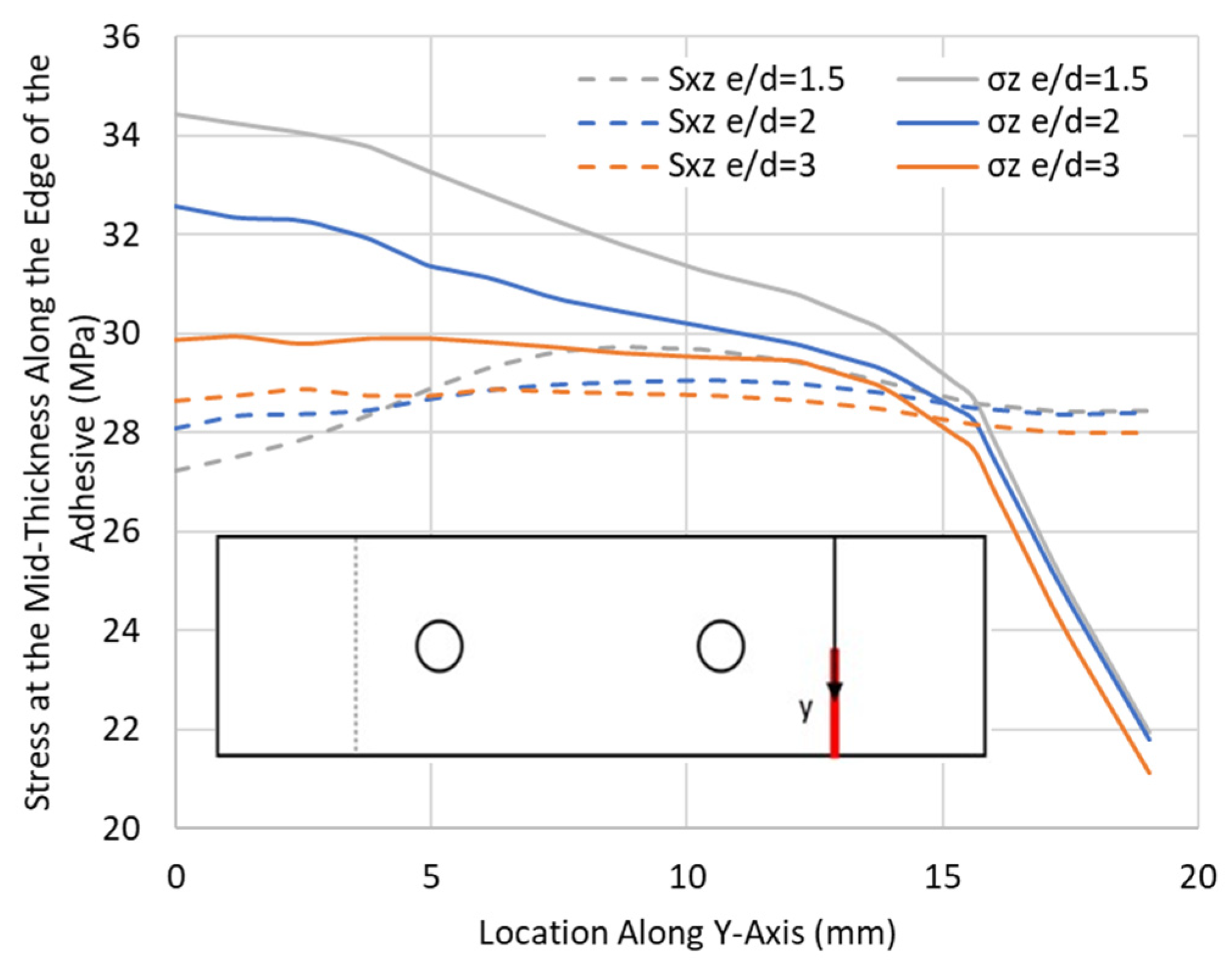
3.3. Influence of e/d
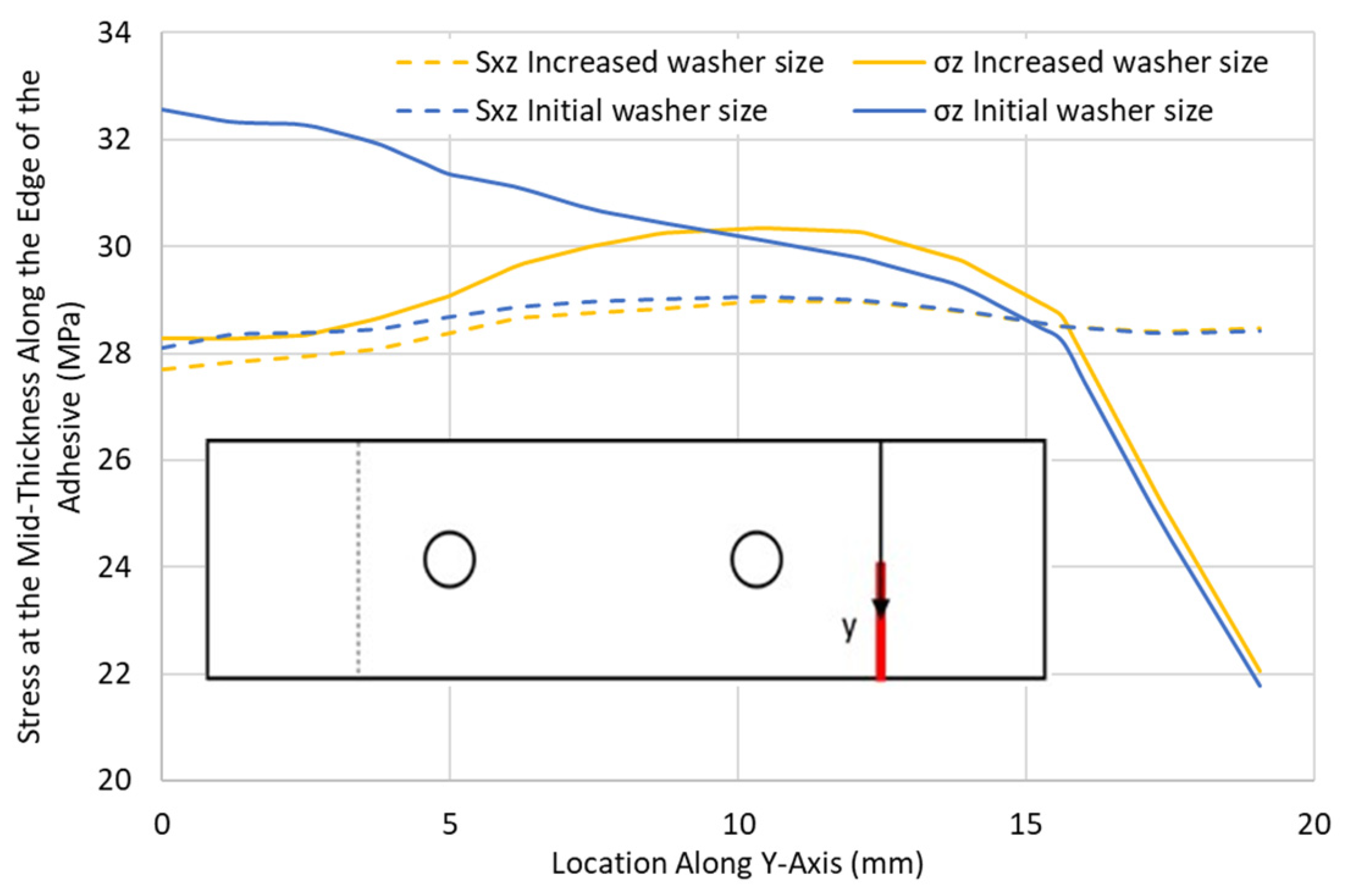
3.4. Influence of Washer Size
4. Discussion and Conclusions
Author Contributions
Funding
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Mehrabian, M.; Boukhili, R. 3D-DIC strain field measurements in bolted and hybrid bolted-bonded joints of woven carbon-epoxy composites. Compos. Part B Eng. 2021, 218, 108875. [Google Scholar] [CrossRef]
- Gamdani, F.; Boukhili, R.; Vadean, A. Tensile behavior of hybrid multi-bolted/bonded joints in composite laminates. Int. J. Adhes. Adhes. 2019, 95, 102426. [Google Scholar] [CrossRef]
- Bodjona, K.; Lessard, L. Load sharing in single-lap bonded/bolted composite joints. Part II: Global sensitivity analysis. Compos. Struct. 2015, 129, 276–283. [Google Scholar] [CrossRef]
- Bodjona, K.; Fielding, S.; Heidari-Rarani, M.; Lessard, L. Effect of adhesive layer compliance on strength of single-lap hybrid bonded-bolted joints. Compos. Struct. 2021, 261, 113324. [Google Scholar] [CrossRef]
- Gomes, C.; Fonseca, E.M.; Lopes, H.M. Thermomechanical Analysis of Steel-to-Timber Connections under Fire and the Material Density Effect. Appl. Sci. 2022, 12, 10516. [Google Scholar] [CrossRef]
- Xiang, S.; Cheng, B.; Wang, J.; Li, D.; Yan, X. Experimental and numerical investigation on failure behavior of hybrid bonded/bolted GFRP single-lap joints under static shear loading. Eng. Fail. Anal. 2024, 158, 107969. [Google Scholar] [CrossRef]
- Tang, Y.; Ren, Y.; Zhao, W.; Zhou, Z.; Han, L. Mechanical properties of all-C/C composite hybrid bonded/bolted joints. J. Reinf. Plast. Compos. 2023, 42, 377–390. [Google Scholar] [CrossRef]
- Kelly, G. Load transfer in hybrid (bonded/bolted) composite single-lap joints. Compos. Struct. 2005, 69, 35–43. [Google Scholar] [CrossRef]
- Li, X.; Cheng, X.; Guo, X.; Liu, S.; Wang, Z. Tensile properties of a hybrid bonded/bolted joint: Parameter study. Compos. Struct. 2020, 245, 112329. [Google Scholar] [CrossRef]
- Raju, K.P.; Bodjona, K.; Lim, G.-H.; Lessard, L. Improving load sharing in hybrid bonded/bolted composite joints using an interference-fit bolt. Compos. Struct. 2016, 149, 329–338. [Google Scholar] [CrossRef]
- Romanov, V.S.; Heidari-Rarani, M.; Lessard, L. A parametric study on static behavior and load sharing of multi-bolt hybrid bonded/bolted composite joints. Compos. Part B Eng. 2021, 217, 108897. [Google Scholar] [CrossRef]
- Shi, J.; Yang, X.; Chen, X.; Du, K.; Li, C.; Yang, Y. Numerical and experimental investigation on the load-bearing performance of plain-woven composites hybrid bonded-bolted joints. Polym. Compos. 2024, 45, 1195–1207. [Google Scholar] [CrossRef]
- Boretzki, J.; Albiez, M. Static strength and load bearing behaviour of hybrid bonded bolted joints: Experimental and numerical investigations. J. Adhes. 2023, 99, 606–631. [Google Scholar] [CrossRef]
- Li, H.; Shi, J.; Zhao, J.; Zheng, Y.; Duan, Y.; Li, C. Tensile behavior analysis of CFRP (carbon-fiber-reinforced-polymer)–titanium joint under preload. Polym. Compos. 2023, 44, 2205–2221. [Google Scholar] [CrossRef]
- Liang, Y.; Xu, F.; Feng, W. Effect of hole deformation on bolt load transfer in hybrid-bonded/bolted joints. J. Constr. Steel Res. 2024, 216, 108620. [Google Scholar] [CrossRef]
- Gamdani, F.; Boukhili, R.; Vadean, A. Fatigue behavior of hybrid multi-bolted-bonded single-lap joints in woven composite plates. Int. J. Fatigue 2022, 158, 106738. [Google Scholar] [CrossRef]
- Delzendehrooy, F.; Akhavan-Safar, A.; Barbosa, A.; Carbas, R.; Marques, E.; da Silva, L. Investigation of the mechanical performance of hybrid bolted-bonded joints subjected to different ageing conditions: Effect of geometrical parameters and bolt size. J. Adv. Join. Process. 2022, 5, 100098. [Google Scholar] [CrossRef]
- Di Franco, G.; Zuccarello, B. Analysis and optimization of hybrid double lap aluminum-GFRP joints. Compos. Struct. 2014, 116, 682–693. [Google Scholar] [CrossRef]
- Kim, J.; Lopez-Cruz, P.; Heidari-Rarani, M.; Lessard, L.; Laliberté, J. An experimental study on the mechanical behaviour of bonded and hybrid bonded-bolted composite joints using digital image correlation (DIC) technique. Compos. Struct. 2021, 276, 114544. [Google Scholar] [CrossRef]
- Blier, R.; Monajati, L.; Mehrabian, M.; Boukhili, R. The Tensile Behavior of Hybrid Bonded Bolted Composite Joints: 3D-Digital Image Correlation versus Finite Element Analysis. Materials 2024, 17, 1675. [Google Scholar] [CrossRef] [PubMed]
- Gordon, S. Tolérance Aux Dommages Des Matériaux Composites Aéronautiques; École Polytechnique de Montréal: Montréal, QC, Canada, 2008. [Google Scholar]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| CP Symmetric Sequence-12 Plies (CP12) | QI Symmetric Sequence-12 Plies (QI12) |
|---|---|
| [(0/90)/(0/90)/(0/90)/(0/90)/(0/90)/(0/90)]S | [(0/90)/(±45)/(0/90)/(±45)/(0/90)/(±45)]S |
| Element Size | Applied Load at Damage Initiation (kN) | Difference (%) |
|---|---|---|
| 0.845 | 18.93 | 16.0 |
| 0.420 | 16.33 | 4.1 |
| 0.280 | 15.68 | 0.8 |
| 0.140 | 15.56 |
| Model | Failure Mode | Load at Failure (KN) |
|---|---|---|
| 3-Bolts e/d = 3 (CP12) | Fibre Failure | 15.41 |
| 2-Bolts e/d = 3 (CP12) | Fibre Failure | 15.30 |
| 3-Bolts e/d = 3 (QI12) | Adhesive Failure | 13.78 |
| 2-Bolts e/d = 3 (QI12) | Adhesive Failure | 13.94 |
| Overlap Length (OL) | Failure Load (KN) | |
|---|---|---|
| CP12-HBB | QI12-HBB | |
| 38.1 | 10.42 | 9.74 |
| 76.2 | 13.79 | 12.74 |
| 114.3 | 15.41 | 13.78 |
| Model | Failure Mode | Load at Failure (kN) |
|---|---|---|
| 2-Bolts e/d = 3 (CP12) | Fibre Failure | 15.30 |
| 2-Bolts e/d = 3 (QI12) | Adhesive Failure | 13.94 |
| 2-Bolts e/d = 2 (CP12) | Fibre Failure | 14.86 |
| 2-Bolts e/d = 2 (QI12) | Adhesive Failure | 13.21 |
| 2-Bolts e/d = 1.5 (CP12) | Adhesive Failure | 14.24 |
| 2-Bolts e/d = 1.5 (QI12) | Adhesive Failure | 12.73 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Blier, R.; Monajati, L.; Mehrabian, M.; Boukhili, R. Strength Optimisation of Hybrid Bolted/Bonded Composite Joints Based on Finite Element Analysis. Materials 2024, 17, 3354. https://doi.org/10.3390/ma17133354
Blier R, Monajati L, Mehrabian M, Boukhili R. Strength Optimisation of Hybrid Bolted/Bonded Composite Joints Based on Finite Element Analysis. Materials. 2024; 17(13):3354. https://doi.org/10.3390/ma17133354
Chicago/Turabian StyleBlier, Raphael, Leila Monajati, Masoud Mehrabian, and Rachid Boukhili. 2024. "Strength Optimisation of Hybrid Bolted/Bonded Composite Joints Based on Finite Element Analysis" Materials 17, no. 13: 3354. https://doi.org/10.3390/ma17133354
APA StyleBlier, R., Monajati, L., Mehrabian, M., & Boukhili, R. (2024). Strength Optimisation of Hybrid Bolted/Bonded Composite Joints Based on Finite Element Analysis. Materials, 17(13), 3354. https://doi.org/10.3390/ma17133354