
Microstructure and Wear Resistance of In Situ Synthesized Ti(C, N) Ceramic-Reinforced Nickel-Based Coatings by Laser Cladding
Abstract
:1. Introduction
2. Methods and Materials
2.1. Preparation and Properties of Material Samples
2.2. Experimental Setup for Laser Cladding
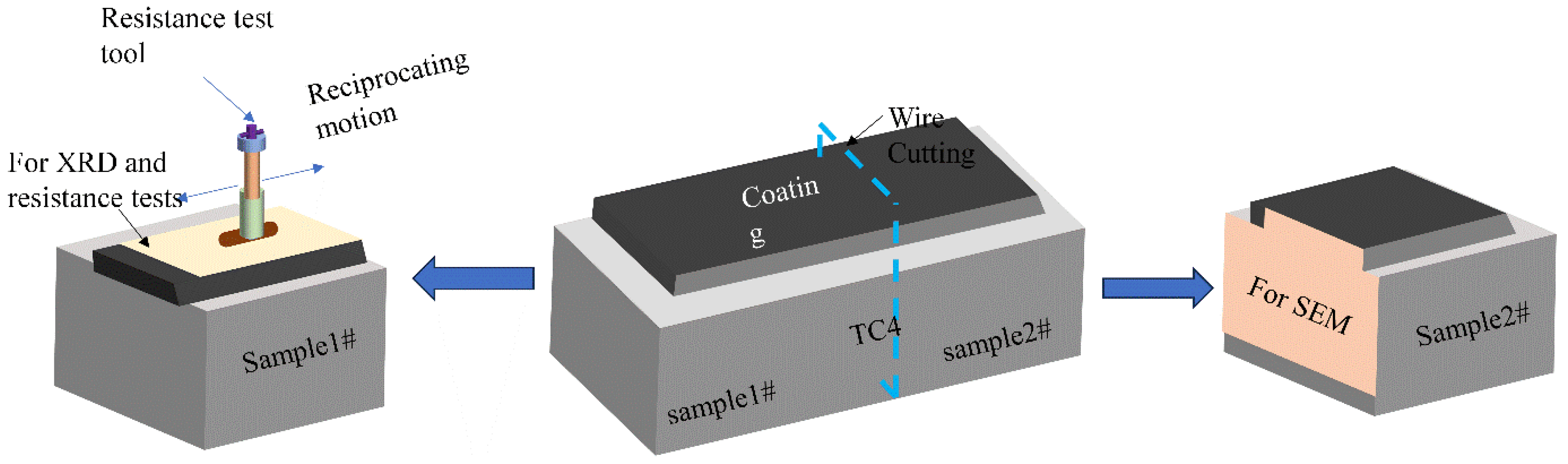
2.3. Tribological Tests and Tribometers
3. Results and Discussion
3.1. Thermodynamic Calculations
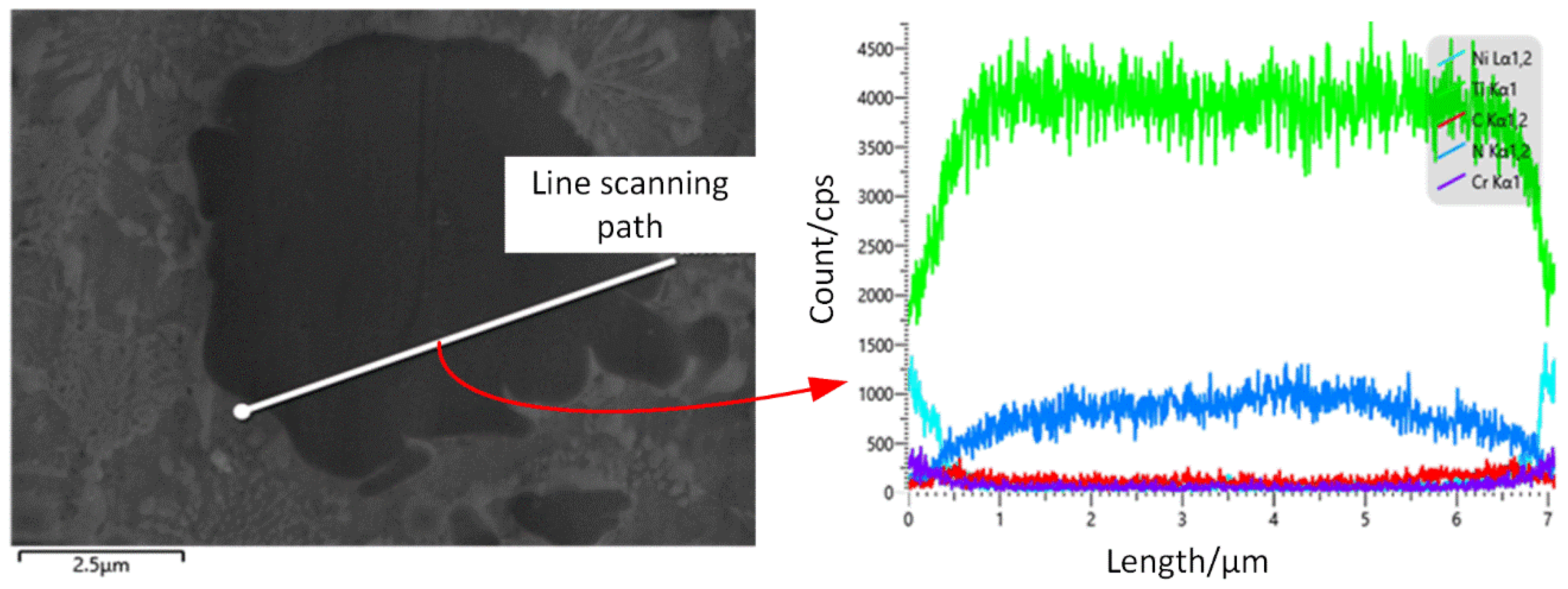
3.2. XRD and EDS Analysis
3.3. Friction Wear Performance Analysis
3.4. Hardness Analysis
4. Conclusions
- (1)
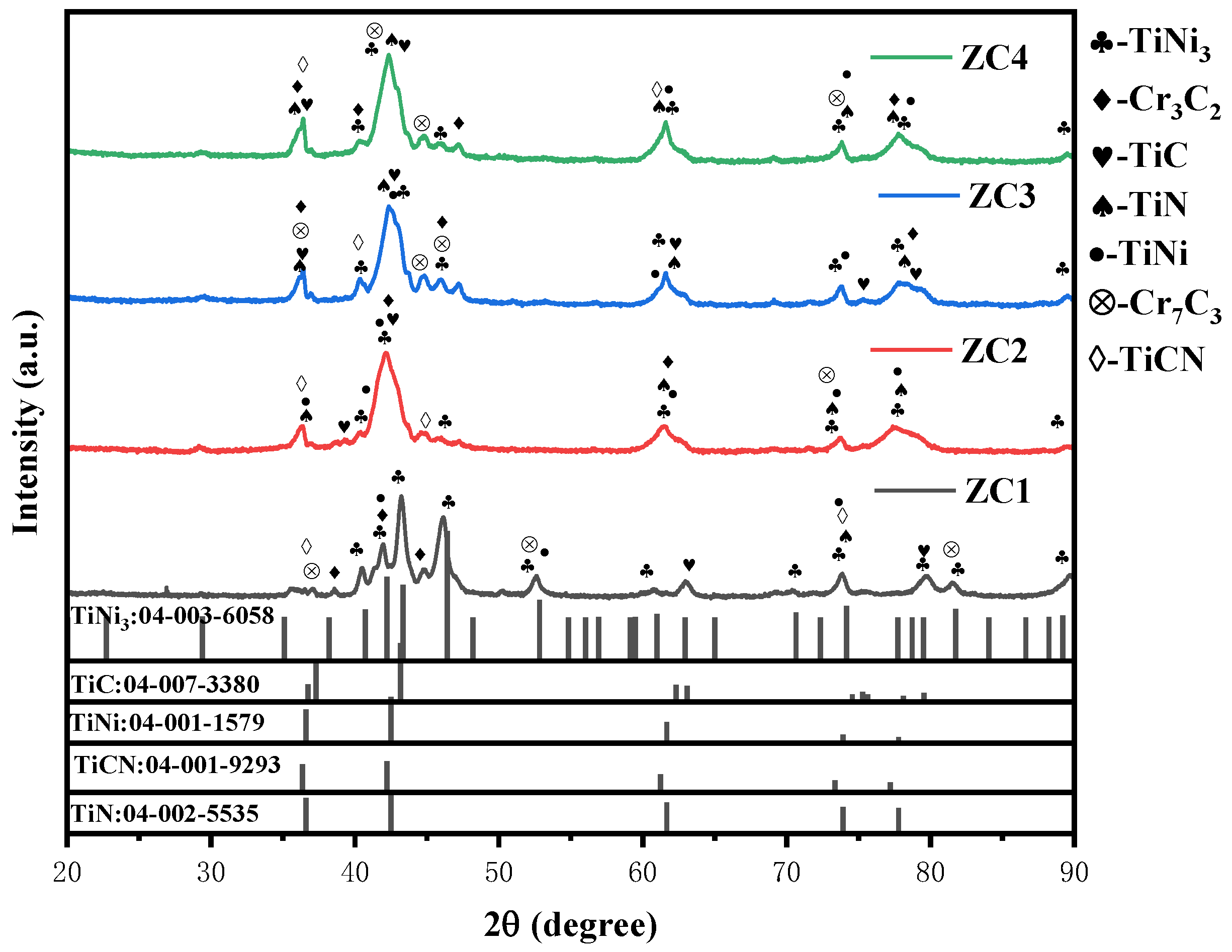
- Based on the analysis of thermodynamic calculations, the possible chemical reactions and the priority order during laser cladding were determined. The replacement reaction of TiN and graphite could be carried out when the temperature was higher than 1890 K. Moreover, the diffraction peaks of Ti(C, N) increased with the increase in the addition of TiN and graphite.
- (2)
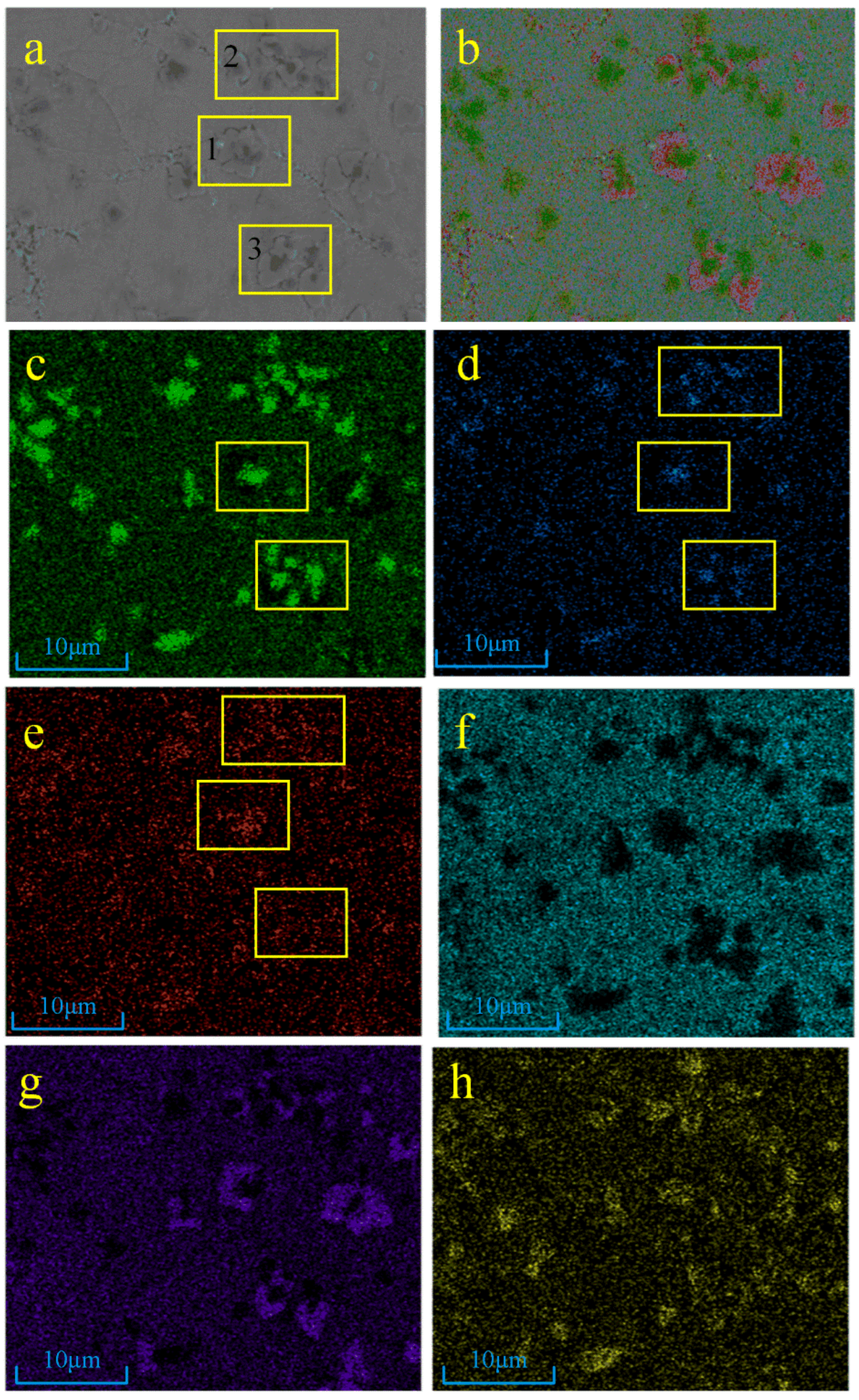
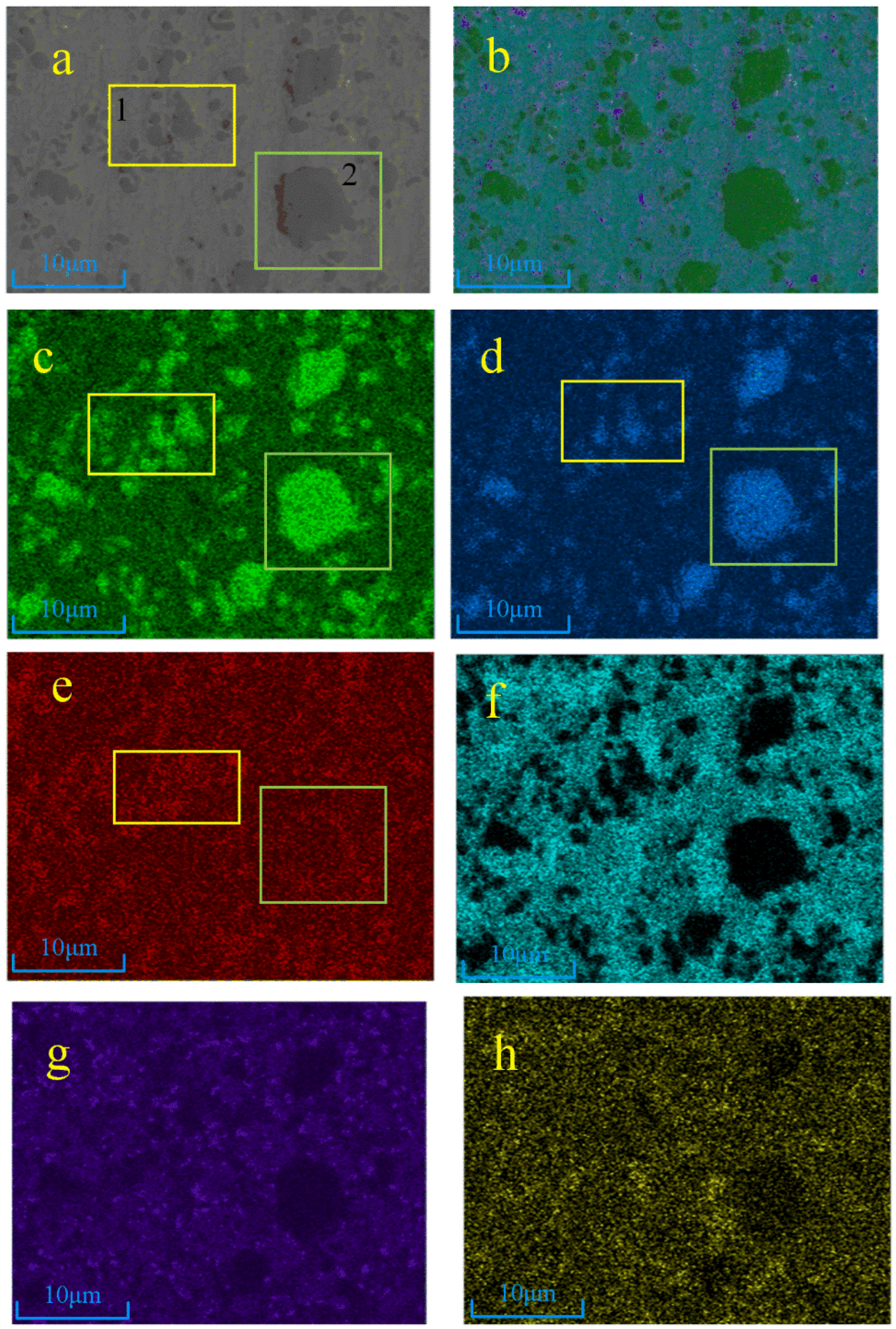
- The X-ray diffraction (XRD) patterns indicate that the expected ceramic phase was synthesized in situ in the composite coating. Against the thermodynamic analysis, it can be seen that C can displace [N] in TiN at 1900 K, forming Ti(C, N) in the outer layer of large-particle TiN; the crystal structures of TiC and TiN are very similar; and small-particle TiN can form Ti(C, N) solid solution directly. Combined with the previous XRD and thermodynamic analyses, it can be judged to be a Ti(C, N) solid solution formed with C elements after the melting of small-grained TiN.
- (3)
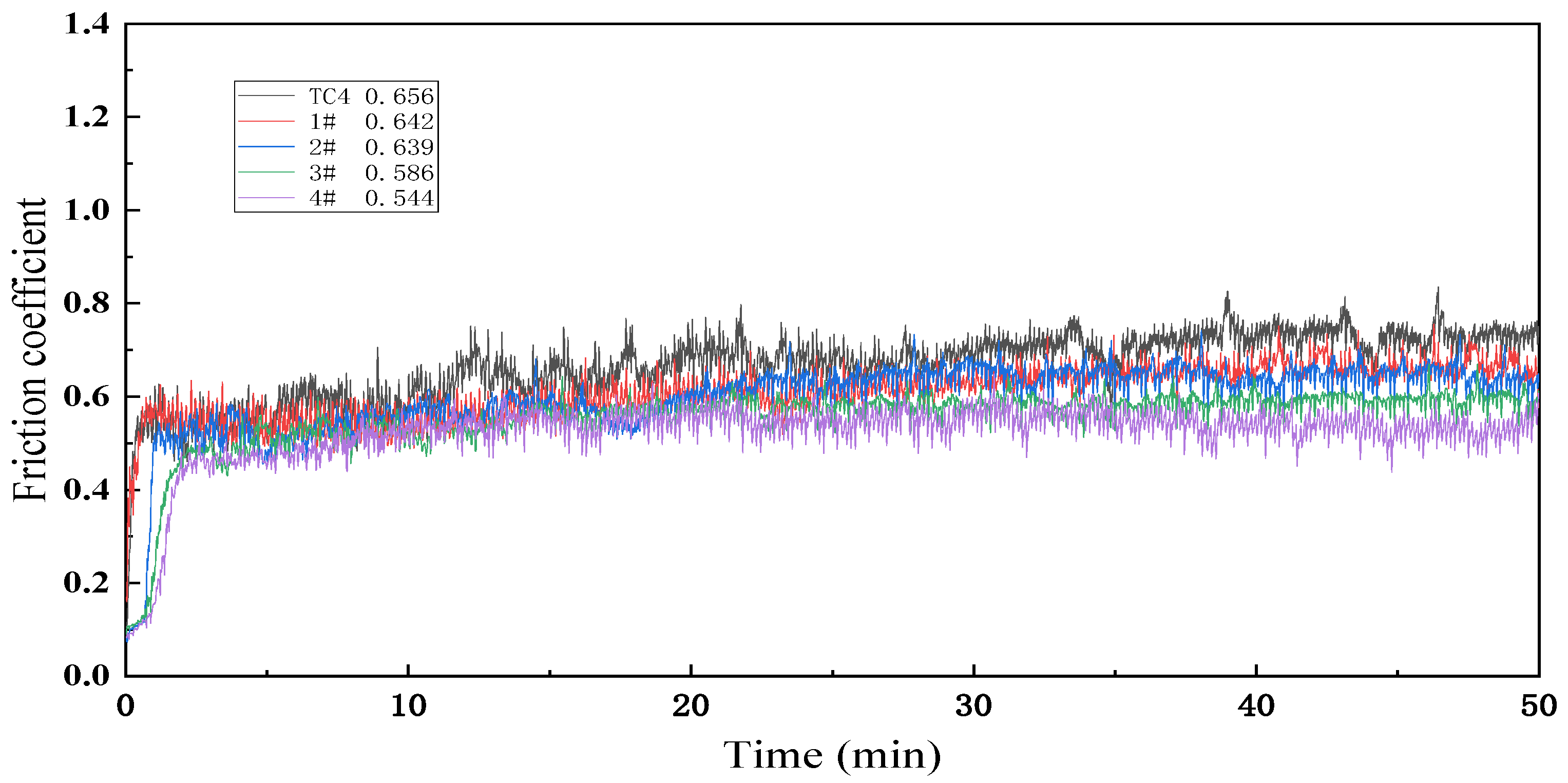
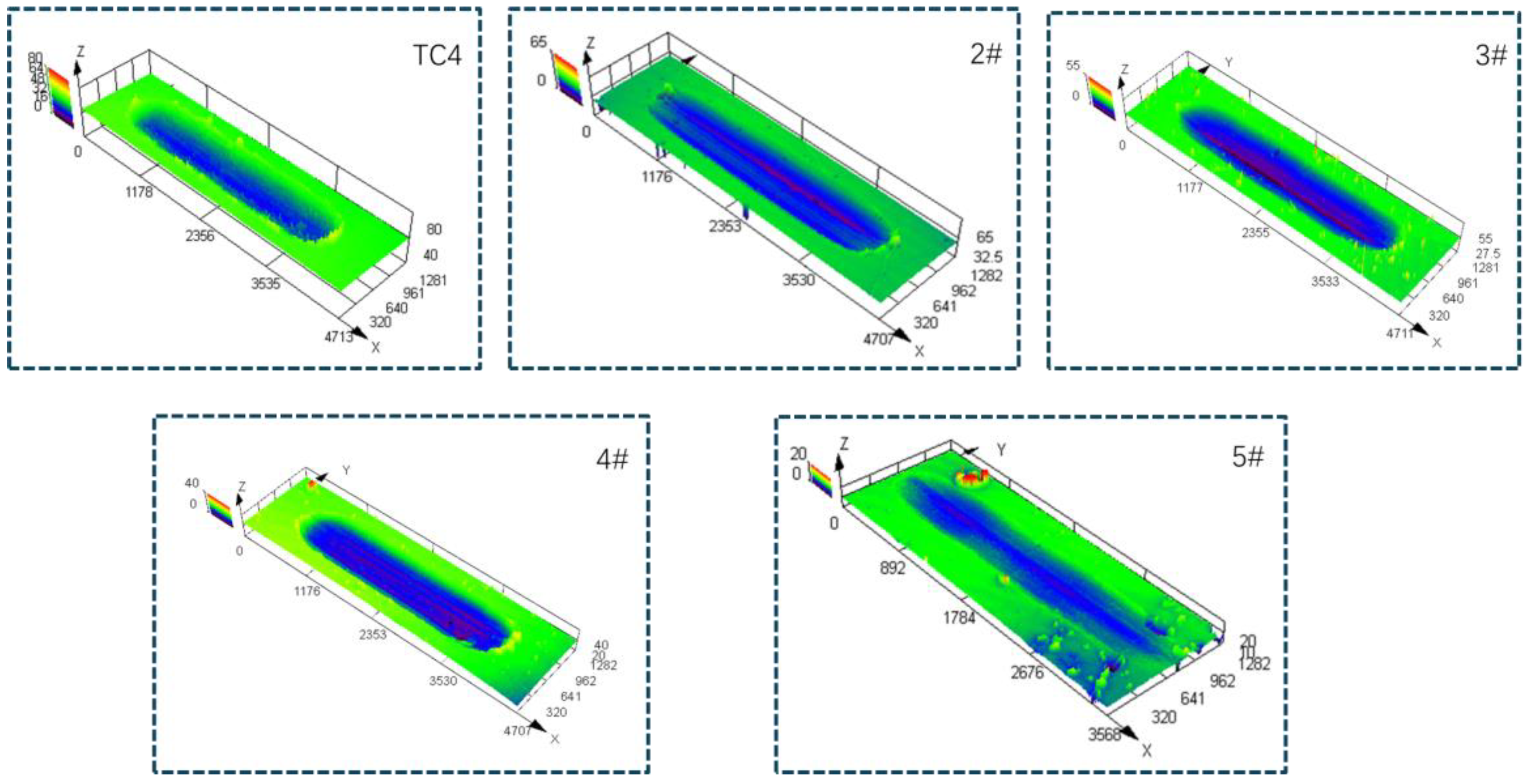
- As TiN, Ti, and graphite powder additions increased, the friction coefficient of the composite coatings decreased and the wear resistance was improved. In addition, the friction coefficient and wear rate of sample 4 are 0.829 and 0.145 times those of the substrate, exhibiting the best wear resistance. The reason is that with the increase in TiN, Ti, and graphite added in the powder, the ceramic phase in the fusion cladding layer, TiC, Ti (C, N) and Ti2Ni, and other hard phases play the structural role of the “skeleton”, inhibiting the damage brought about by the micro-cutting to impede the movement of the tearing point of the incision so that the coating has higher abrasion resistance.
- (4)
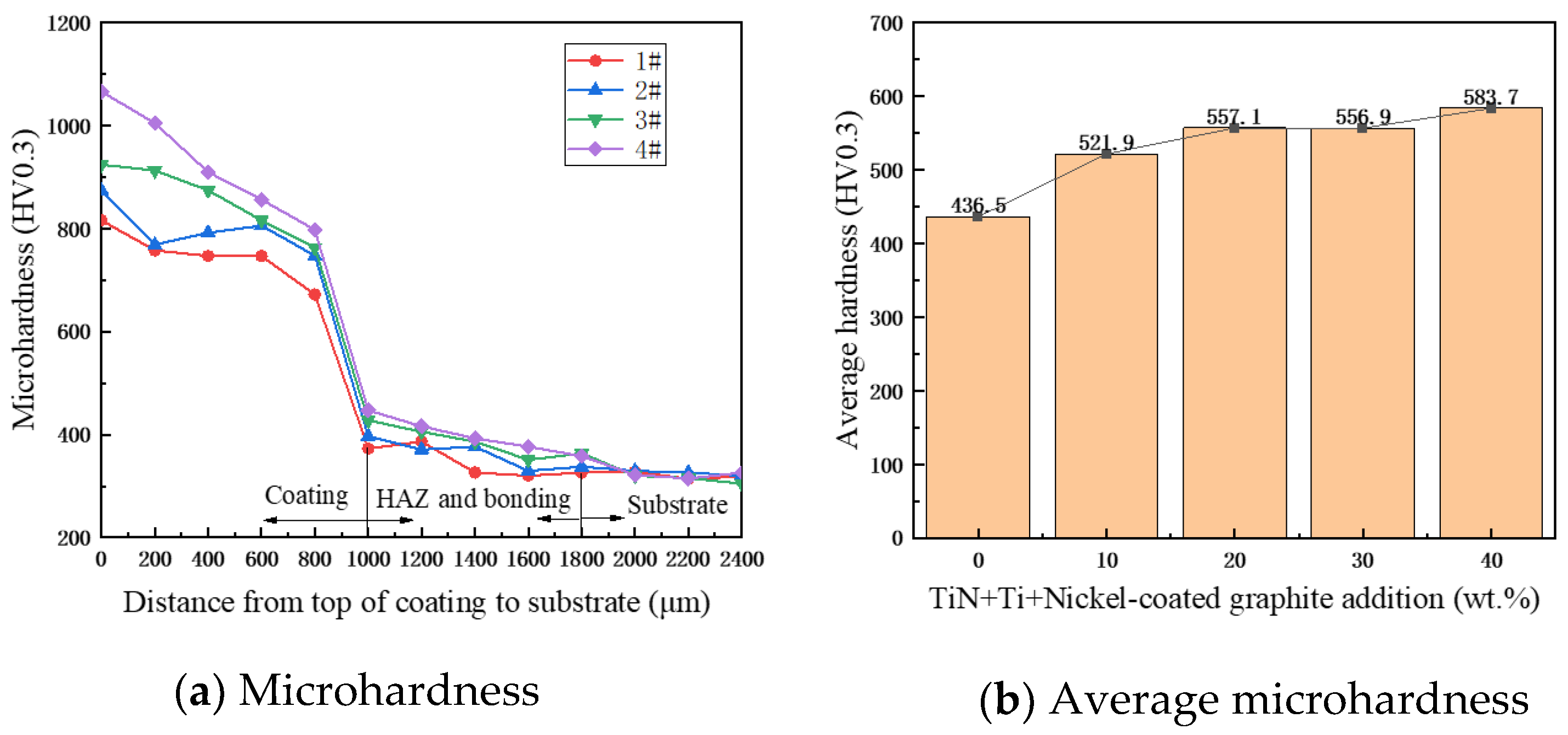
- With the increase in TiN + Ti + Ni-encapsulated graphite addition, the average microhardness of the coatings increased from 436.5 to 583.7 HV0.3, and the average microhardness of coatings of specimens 1#–4# was 1.62, 1.71, 1.81, and 1.92 times higher than that of the set plate, respectively. The average microhardness of the coatings is proportional to the content of the initial powder, TiN + Ti + C. The reasons for this were analyzed to be the in situ synthesis of Ti (C, N) ceramic particles and multiple ceramic phases and the increase in hard phases, such as TiNi and CrXCY, which enhanced the coating’s ability to resist deformation.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Zhang, Z.; Liu, H.; Sun, W.; Si, C.; Wang, J. Shot peening pre-treatment for nano-nitriding layer formation to enhance wear and corrosion resistance in medical titanium alloys. Mater. Lett. 2024, 368, 136669. [Google Scholar] [CrossRef]
- Li, J.; Wang, D.; Zhu, D. A new perspective on the surface quality of titanium alloys in pulsed electrochemical machining: Effect of frequency and passivation film. J. Mater. Process. Tech. 2024, 330, 118463. [Google Scholar] [CrossRef]
- Jin, K.H.; Liu, C.; Ye, J.; Yang, W.; Fang, Y.; Wei, X.; Jin, J.; Ding, Q.; Bei, H.; Zhao, X.; et al. Achieving enhanced tensile strength-ductility synergy through phase modulation in additively manufactured titanium alloys. Mater. Sci. Eng. A 2024, 909, 146801. [Google Scholar] [CrossRef]
- Meng, Y.; Yang, Z.; Shi, Y.; Liu, X.; Wang, L.; Zhang, Q.; Yao, J. Microstructural evolution and enhanced properties of multi-layer TiZrNbCrCo high entropy alloy coatings laser-clad onto Ti–6Al–4V alloy. Intermetallics 2024, 173, 108407. [Google Scholar] [CrossRef]
- Cheng, H.; Xu, J.; Luo, H.; Duan, G.; Zhao, Q.; Guo, Y. Enhanced hydrogen embrittlement resistance of additive manufacturing Ti-6Al-4V alloy with basket weave structure. Corros. Sci. 2024, 236, 112231. [Google Scholar] [CrossRef]
- Miah, M.H.; Chand, D.S.; Malhi, G.S.; Wang, G. Influence of scanning speed on titanium alloy processed with TC4+Ni60/hBN composite powder by laser metal deposition coating technology. Aircr. Eng. Aerosp. Technol. 2024, 96, 643–654. [Google Scholar] [CrossRef]
- An, Q.; Chen, J.; Tao, Z.; Ming, W.; Chen, M. Experimental investigation on tool wear characteristics of PVD and CVD coatings during face milling of Ti6242S and Ti-555 titanium alloys. Int. J. Refract. Met. Hard Mater. 2020, 86, 105091. [Google Scholar] [CrossRef]
- Sun, Z.; Zhao, J.; Yu, T.; Meng, F.; Sun, J.; Wang, Y. Effect of laser power on morphology, microstructure and mechanical properties of CBN abrasive block prepared by two-step laser cladding. Ceram. Int. 2024, 50, 29841–29849. [Google Scholar] [CrossRef]
- Yin, Z.B.; Yan, S.Y.; Xu, W.W.; Yuan, J.T. Microwave sintering of Ti(C, N)-based cermet cutting tool material. Ceram. Int. 2018, 44, 1034–1040. [Google Scholar] [CrossRef]
- Li, H.; Xiang, D.P.; Huang, K.; Wang, N. Microwave synthesis of nano Ti(C, N)-Ni powders in air from melamine. Ceram. Int. 2018, 44, 14873–14877. [Google Scholar] [CrossRef]
- Wu, F.; Chen, T.; Wang, H.; Liu, D. Effect of Mo on Microstructures and Wear Properties of In Situ Synthesized Ti(C, N)/Ni-Based Composite Coatings by Laser Cladding. Materials 2017, 10, 1047. [Google Scholar] [CrossRef]
- Chen, L.; Chen, Y.; Chen, X.; Yu, T.; Wang, Z. Microstructure and properties of in situ TiC/Ni functionally gradient coatings by powder-fed laser cladding. Ceram. Int. 2022, 48, 36789–36801. [Google Scholar] [CrossRef]
- Yu, K.; Qi, W.; Li, Z. Comparative study on the organization and properties of nickel- and cobalt-based coatings laser melted on TA15 surface. Mater. Guide 2021, 35, 6135–6139. [Google Scholar]
- Chen, X.; Shi, W.; Wang, S.; Cheng, C.; Wu, T.; Zhu, Z. Effect of Ni/MoS2 Content on the Molding and Properties of Laser Melted Ni60 Coating on TC4 Titanium Alloy. Appl. Laser 2024, 1–7. Available online: https://kns.cnki.net/kcms/detail/31.1375.T.20240312.1113.002.html (accessed on 20 July 2024).
- Zhang, J. Research on the Organization and Wear Properties of Laser Welded WC-Co Coatings on Titanium Alloy Surfaces. Chang’an University, Xi’an, China, 2022. [Google Scholar]
- Li, J.; Cui, X.; Guan, Y.; Wan, S.; Jin, G.; Zheng, W.; Su, W. Enhancing coating performance: Design and characterization of a Ti-Al-Si-Cr-SiC system coating using ultrasonic and rare earth assisted laser cladding. Mater. Charact. 2024, 210, 113823. [Google Scholar] [CrossRef]
- Zhao, X.J.; Fang, S.Q.; Lyu, P.Z.; Fang, J.S.; Jiang, Y.X.; Ren, P.H.; Peng, Z.W.; Chen, L.M.; Xiao, L.R.; Liu, S.N. Microstructure and anti-ablation of laser cladding Ti-Zr-B-C coating on TC11 titanium alloy. J. Alloys Compd. 2024, 990, 174498. [Google Scholar] [CrossRef]
- Naizabekov, A.; Samodurova, M.; Bodrov, E.; Lezhnev, S.; Samoilova, O.; Trofimov, E.; Mikhailov, D.; Litvinyuk, K.; Trofimova, S.; Latfulina, Y.; et al. Use of laser cladding for the synthesis of coatings from high-entropy alloys reinforced with ceramic particles. Case Stud. Constr. Mater. 2023, 19, e02541. [Google Scholar] [CrossRef]
- Hong, C.; Gu, D.; Dai, D.; Gasser, A.; Weisheit, A.; Kelbassa, I.; Zhong, M.; Poprawe, R. Laser metal deposition of TiC/Inconel 718 composites with tailored interfacial microstructures. Opt. Laser Technol. 2013, 54, 98–109. [Google Scholar] [CrossRef]
- Lv, G.J. Research on the Friction and Wear Performance of Laser Coated TiC-WC/Ni60 Composite Coating on Shield Hob Face. Jinan University, Jinan, China, 2024. [Google Scholar]
- Cui, W.; Li, Y.; Li, F.; Qi, X.; Sun, X.; Pan, Z.; Niu, J. Wear and corrosion properties of in-situ TiC–TiB2 modified Ni-based composite coatings with different B/C ratios prepared by laser cladding. Ceram. Int. 2024, 50, 2424–2435. [Google Scholar] [CrossRef]
- Yu, J.; Chen, J.; Ho, H. Effect of laser cladding Ti/B4C/dr40-based composite coatings for the surface strengthening of shaft part. Opt. Laser Technol. 2023, 157, 108721. [Google Scholar] [CrossRef]
- Wang, B.; Xu, L.; Zhang, H. Effect of laser power on the organization and properties of Ni-TiN coatings on the surface of automotive piston pins. Platin. Coat. 2023, 42, 8–14. [Google Scholar]
- Liang, G. Study on the Organization and Properties of TiN-Reinforced AlCoCrNiTi-M (M=Fe, Cu) High-Entropy Alloy Coatings Synthesized In-Situ by Laser Cladding. Harbin Engineering University, Harbin, China, 2024. [Google Scholar]
- You, C.; Xiao, H.; Ren, L.; Zhao, X. Organization and properties of Ti-Al-N composite coating by laser melting on TC4 surface. Laser Technol. 2021, 45, 585–589. [Google Scholar]
- Feng, J.; Xiao, H.; Xiao, Y.; You, C.; Zhao, X.; Tian, Y.; Zhou, X. Organization and mechanical properties of laser melting-coated Ti-Al-(C, N) composite coatings on TC4 surface. China Laser 2022, 49, 165–173. [Google Scholar]
- Zhu, Y.; Liu, Q.; Xu, P.; Li, L.; Jiang, H.; Bai, Y. Bioactivity of calcium phosphate bioceramic coating fabricated by laser cladding. Laser Phys. Lett. 2016, 13, 055601. [Google Scholar] [CrossRef]
- Li, C.; Mi, G.; Li, L. Influence of Alloy Composition on Laser Melting Cladding of Nickel-Based Alloys[J/OL]. Special Casting and Nonferrous Alloys, 1–11. Available online: https://kns.cnki.net/kcms/detail/42.1148.TG.20240723.1447.012.html (accessed on 20 July 2024).
- Zhao, Y.; Zheng, Y.; Zhou, W.; Zhang, J.; Zhang, G.; Xiong, W. Microstructure and performance of functionally gradient Ti(C, N)-based cermets fabricated by low-pressure carburizing treatment during liquid phase sintering. Ceram. Int. 2017, 43, 1956–1962. [Google Scholar] [CrossRef]
- Wang, M.; Cui, H.; Wei, N.; Ding, L.; Zhang, X.; Zhao, Y.; Wang, C.; Song, Q. A New Design of In Situ Ti(C, N) Reinforced Composite Coatings and Their Microstructures, Interfaces, and Wear Resistances. ACS Appl. Mater. Interfaces 2018, 10, 4250–4265. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Component Content (wt.%) | Process Parameters | |||||||
|---|---|---|---|---|---|---|---|---|---|
| Ni625 | TiN | Ti | C | Laser Power | Scanning Speed | Powder Feeding Rate | Track Distance | Z-Axis Increment | |
| 1# | 90 | 5.08 | 3.93 | 0.99 | 480 W | 6.0 mm/s | 0.7 r/min | 30% | 0.32 mm |
| 2# | 80 | 10.16 | 7.87 | 1.97 | |||||
| 3# | 70 | 15.24 | 11.8 | 2.96 | |||||
| 4# | 60 | 20.32 | 15.73 | 3.95 | |||||
| Component | Cr | Mo | Nb | Mn | Si | C | Al | V | Ni | Fe | Ti | N |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| In625 | 20.0–23.0 | 8.0–10.0 | 3.15–4.15 | ≤0.5 | ≤0.5 | 0.02 | Bal. | ≤5.0 | ||||
| TC4 | - | - | - | - | - | 0.10 | 6.03 | 4.01 | ≤0.3 | 0.3 | Bal. | 0.01 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, J.; Chen, Y.; Guan, C.; Zhang, C.; Zhao, J.; Yu, T. Microstructure and Wear Resistance of In Situ Synthesized Ti(C, N) Ceramic-Reinforced Nickel-Based Coatings by Laser Cladding. Materials 2024, 17, 3878. https://doi.org/10.3390/ma17153878
Li J, Chen Y, Guan C, Zhang C, Zhao J, Yu T. Microstructure and Wear Resistance of In Situ Synthesized Ti(C, N) Ceramic-Reinforced Nickel-Based Coatings by Laser Cladding. Materials. 2024; 17(15):3878. https://doi.org/10.3390/ma17153878
Chicago/Turabian StyleLi, Juncai, Ying Chen, Chuang Guan, Chao Zhang, Ji Zhao, and Tianbiao Yu. 2024. "Microstructure and Wear Resistance of In Situ Synthesized Ti(C, N) Ceramic-Reinforced Nickel-Based Coatings by Laser Cladding" Materials 17, no. 15: 3878. https://doi.org/10.3390/ma17153878