
Effect of N2/Ar Ratio on Wear Behavior of Multi-Element Nitride Coatings on AISI H13 Tool Steel



Abstract
:1. Introduction
2. Materials and Methods
2.1. Material Preparation and Pre-Coating Treatment
2.2. CAD Treatment
2.3. Coating Characteristics and Morphological Observation
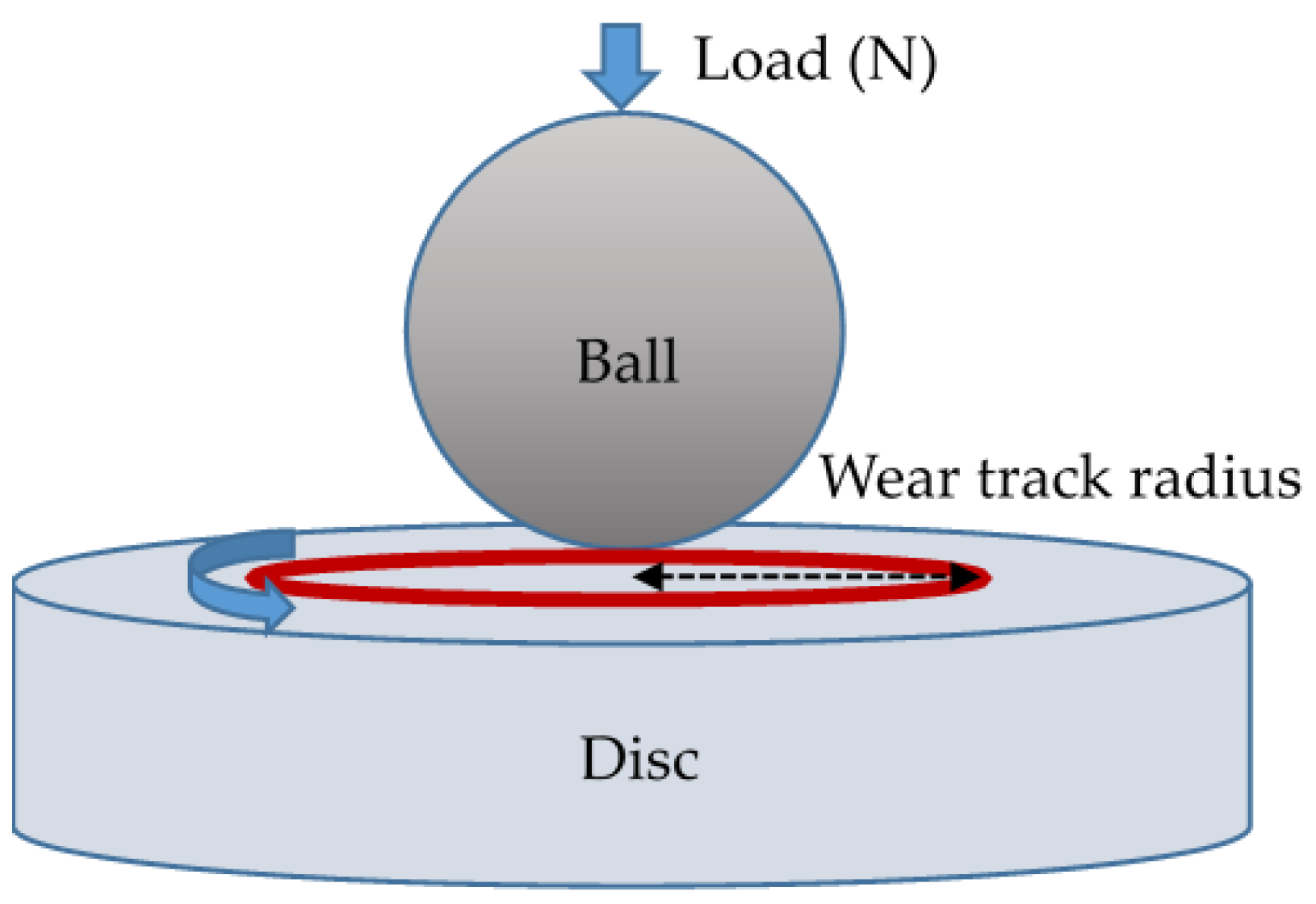
2.4. Wear Test
3. Results and Discussion
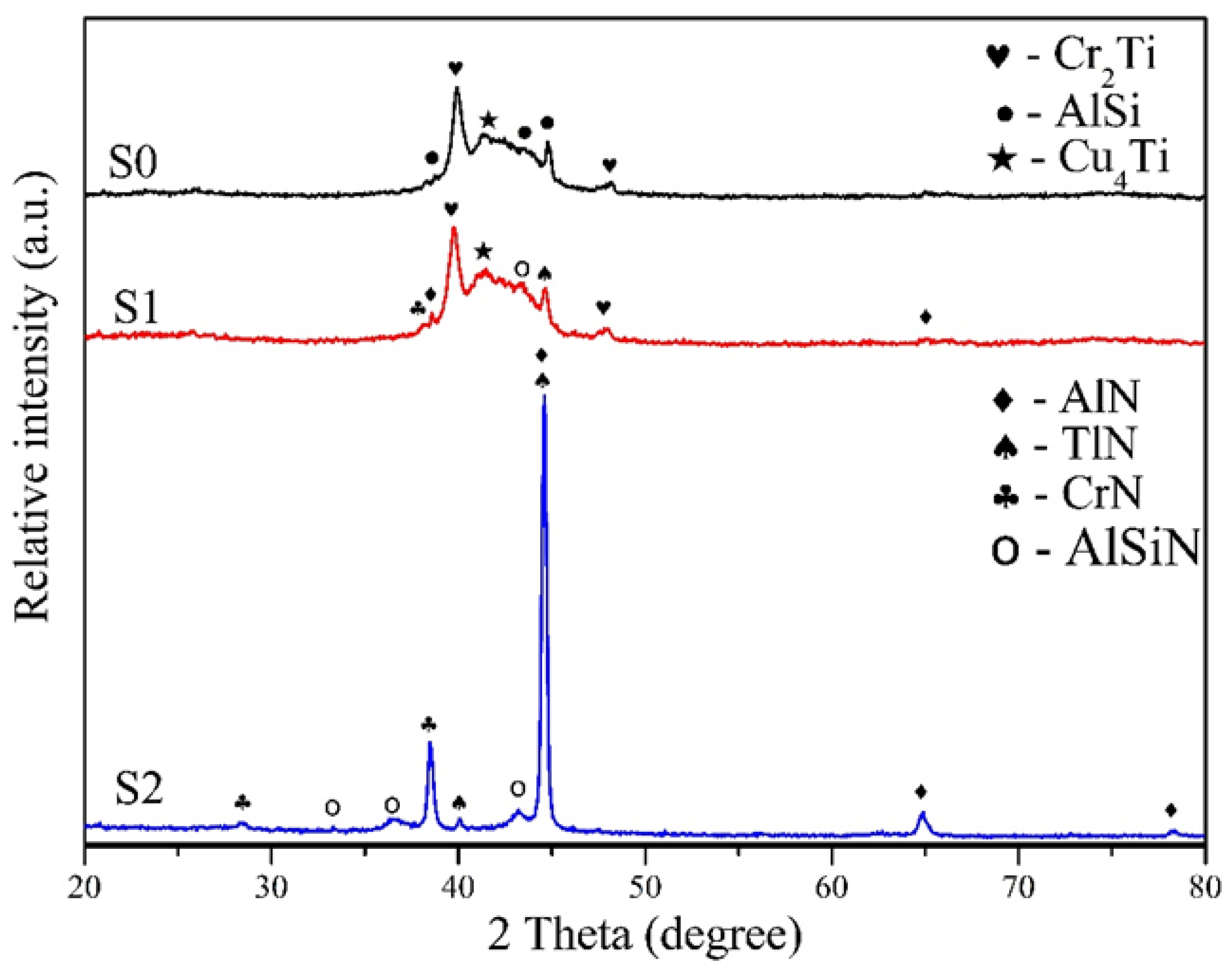
3.1. Coating Composition and Structure
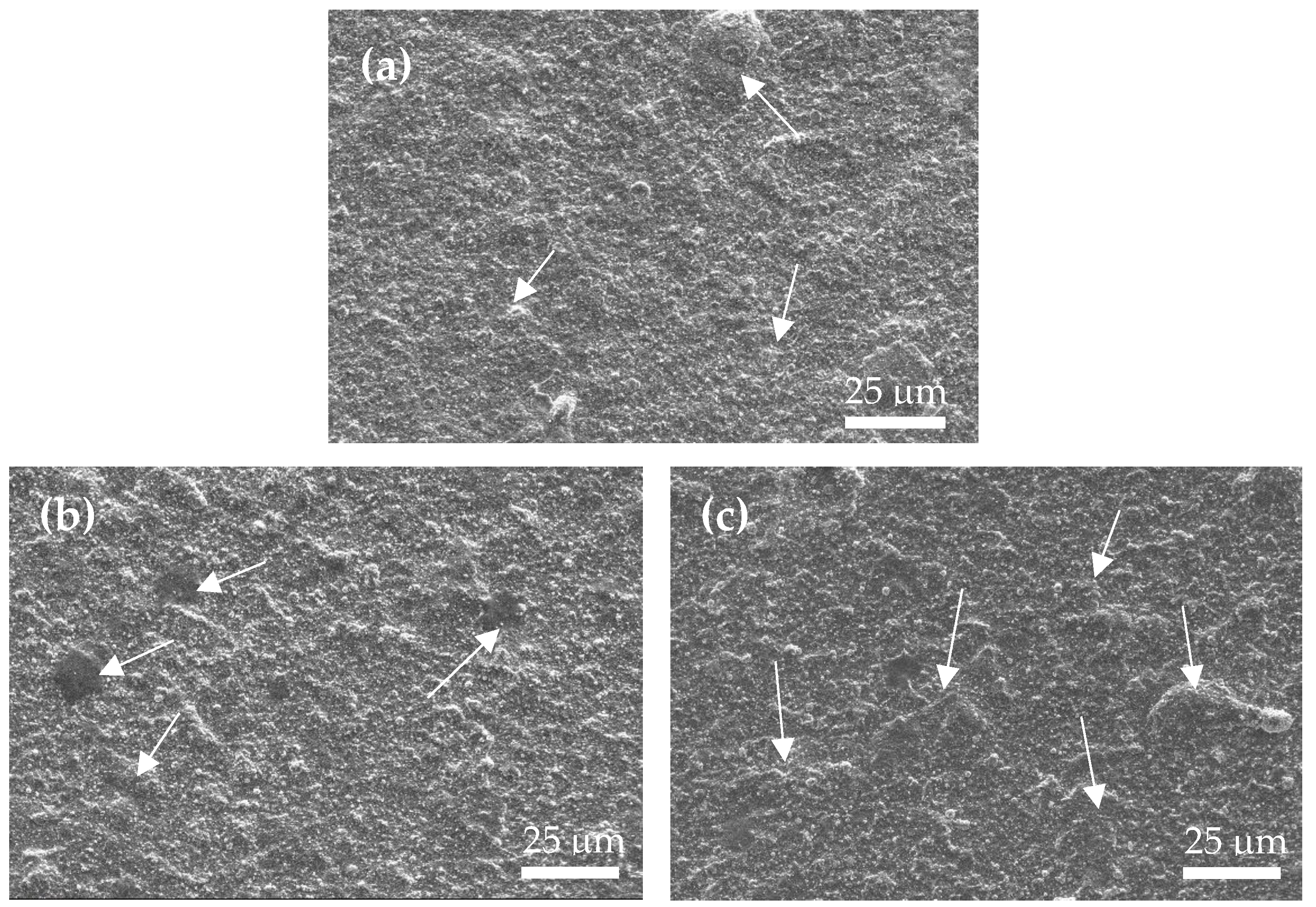
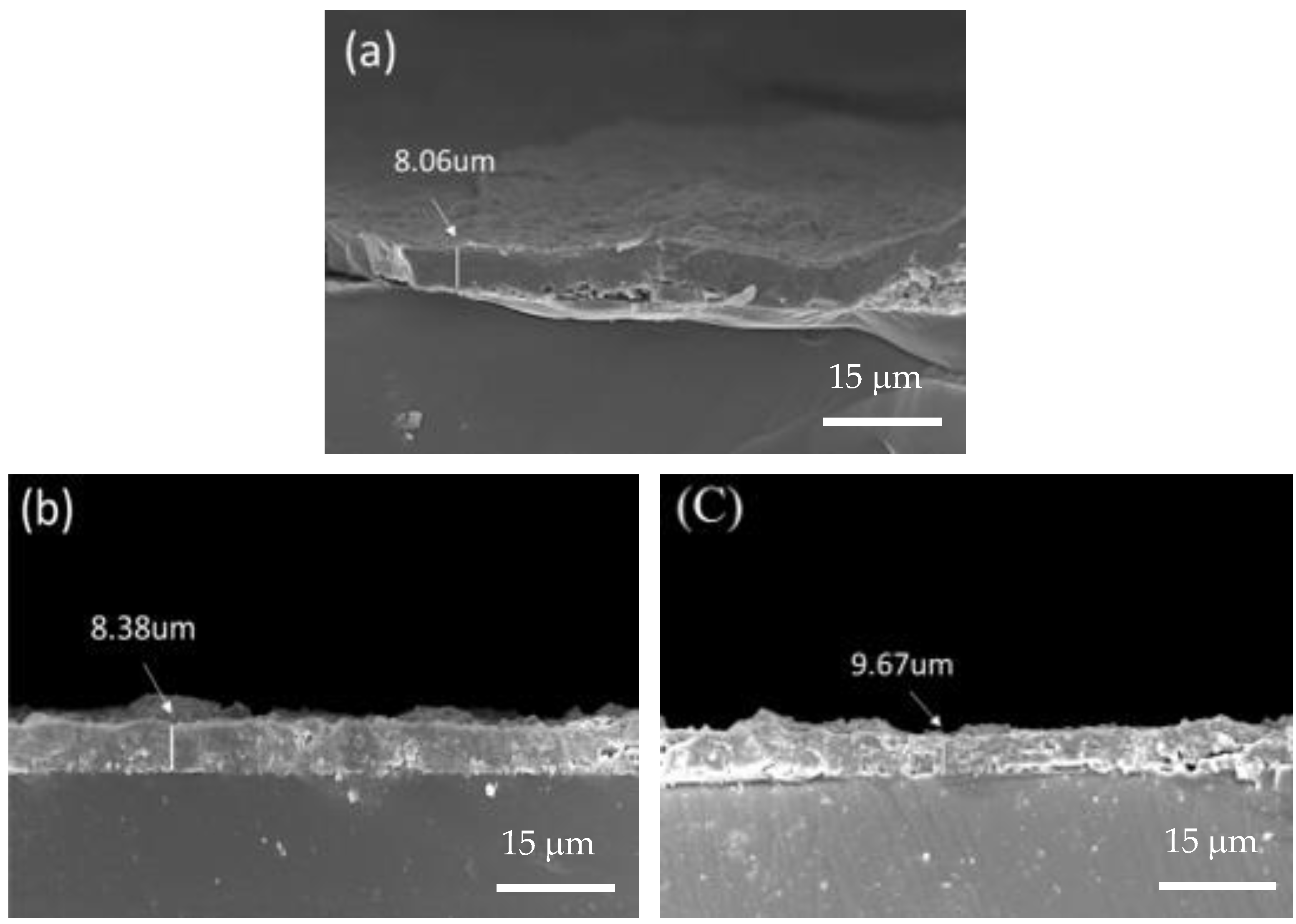
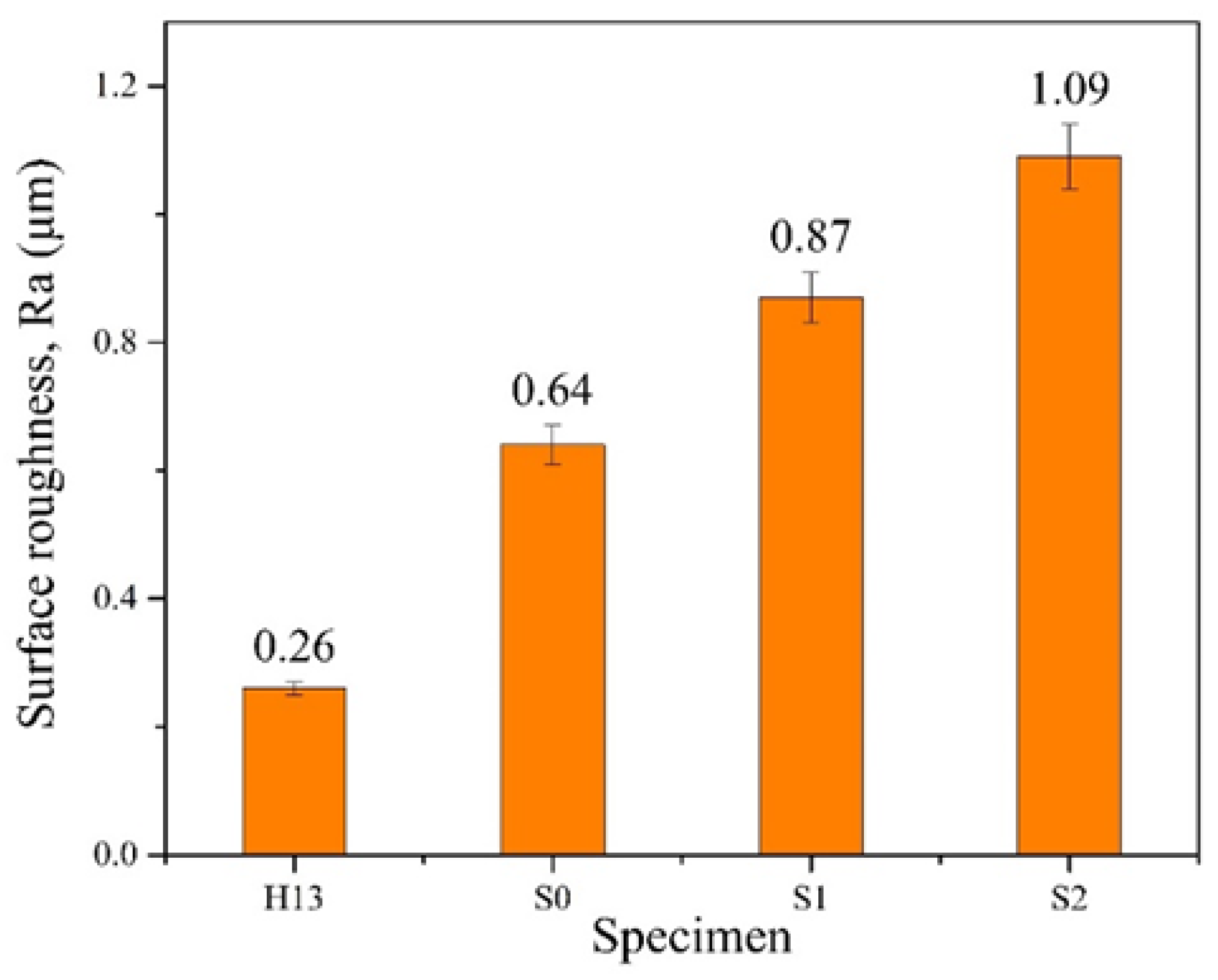
3.2. Coating Morphology and Roughness
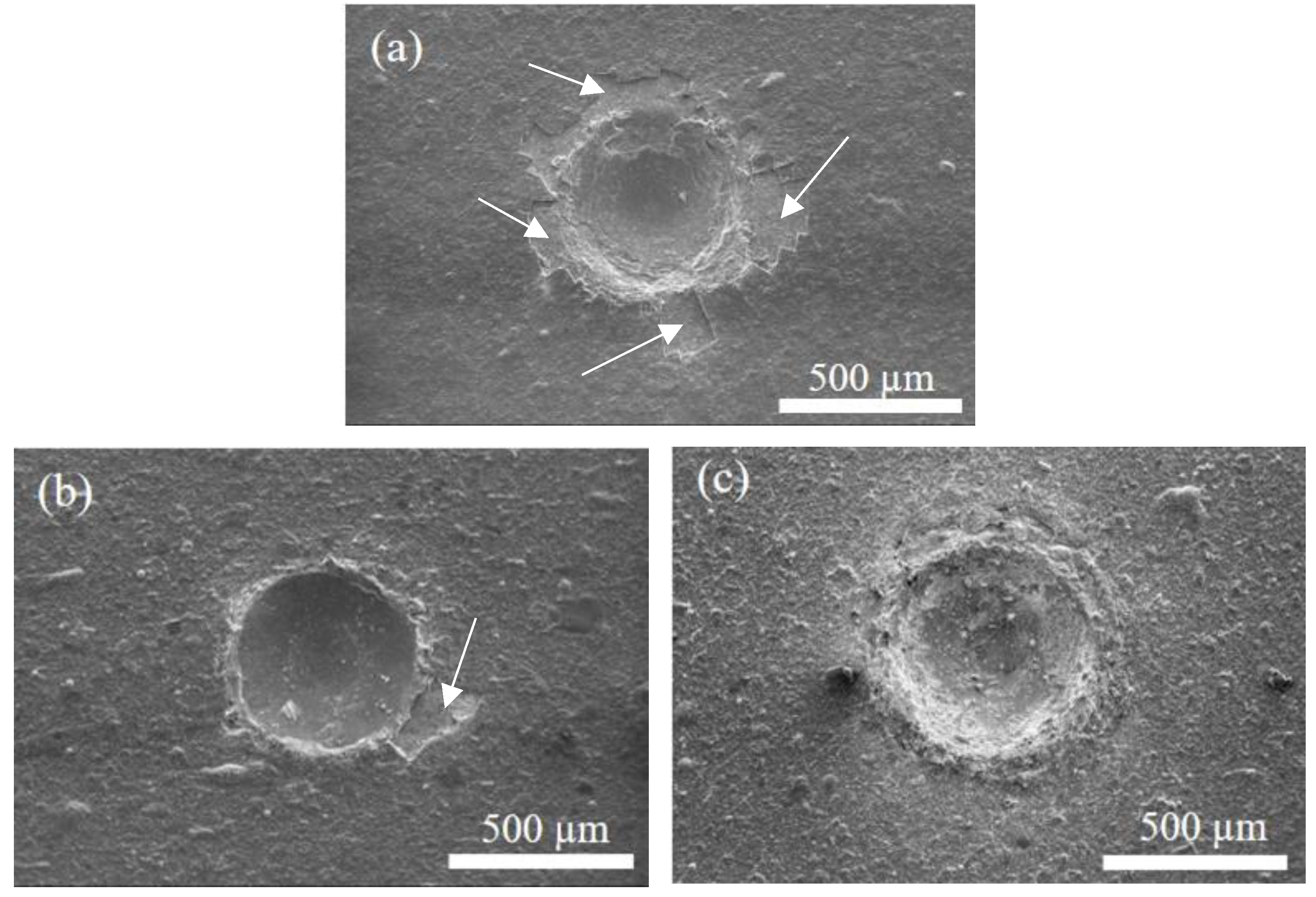
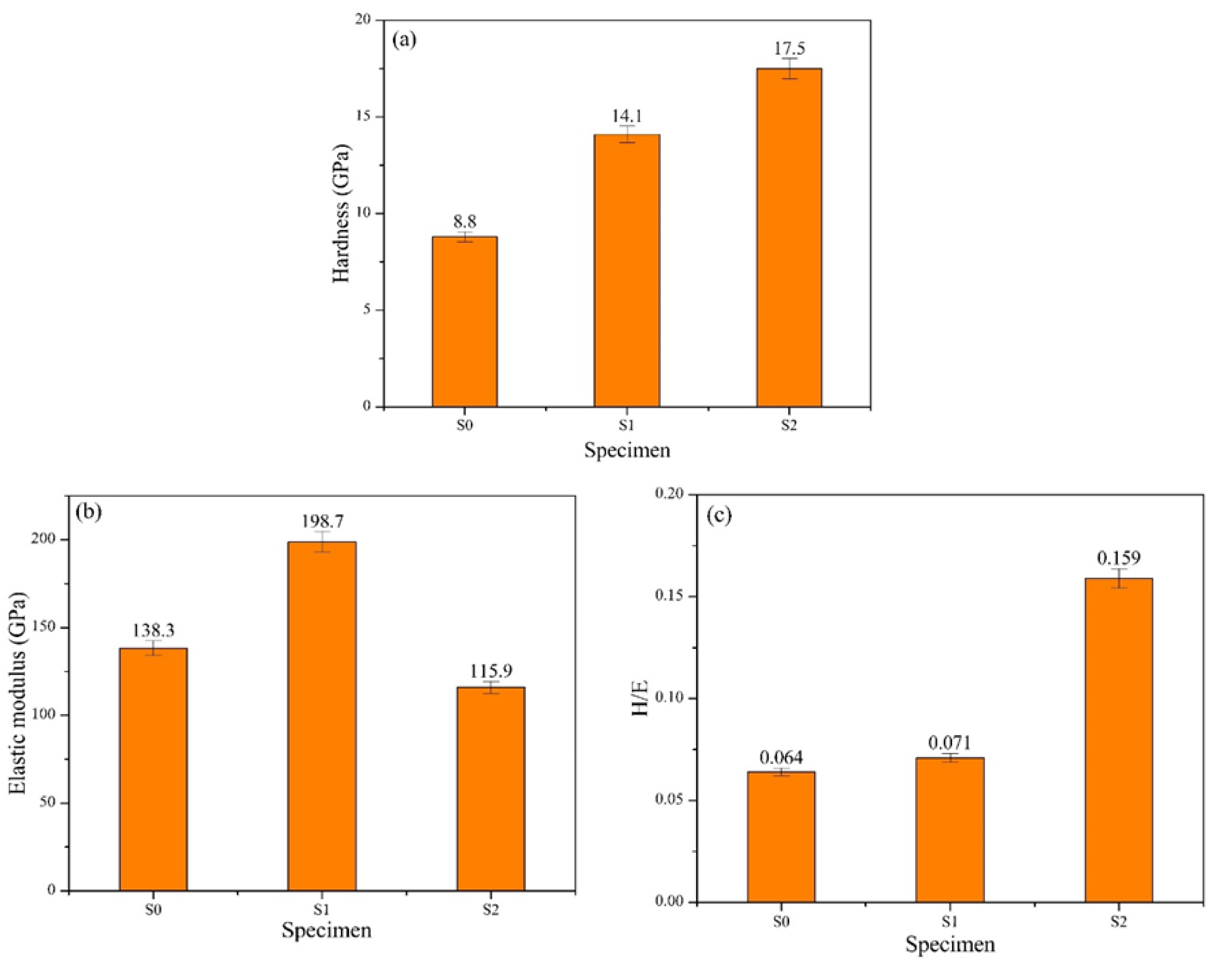
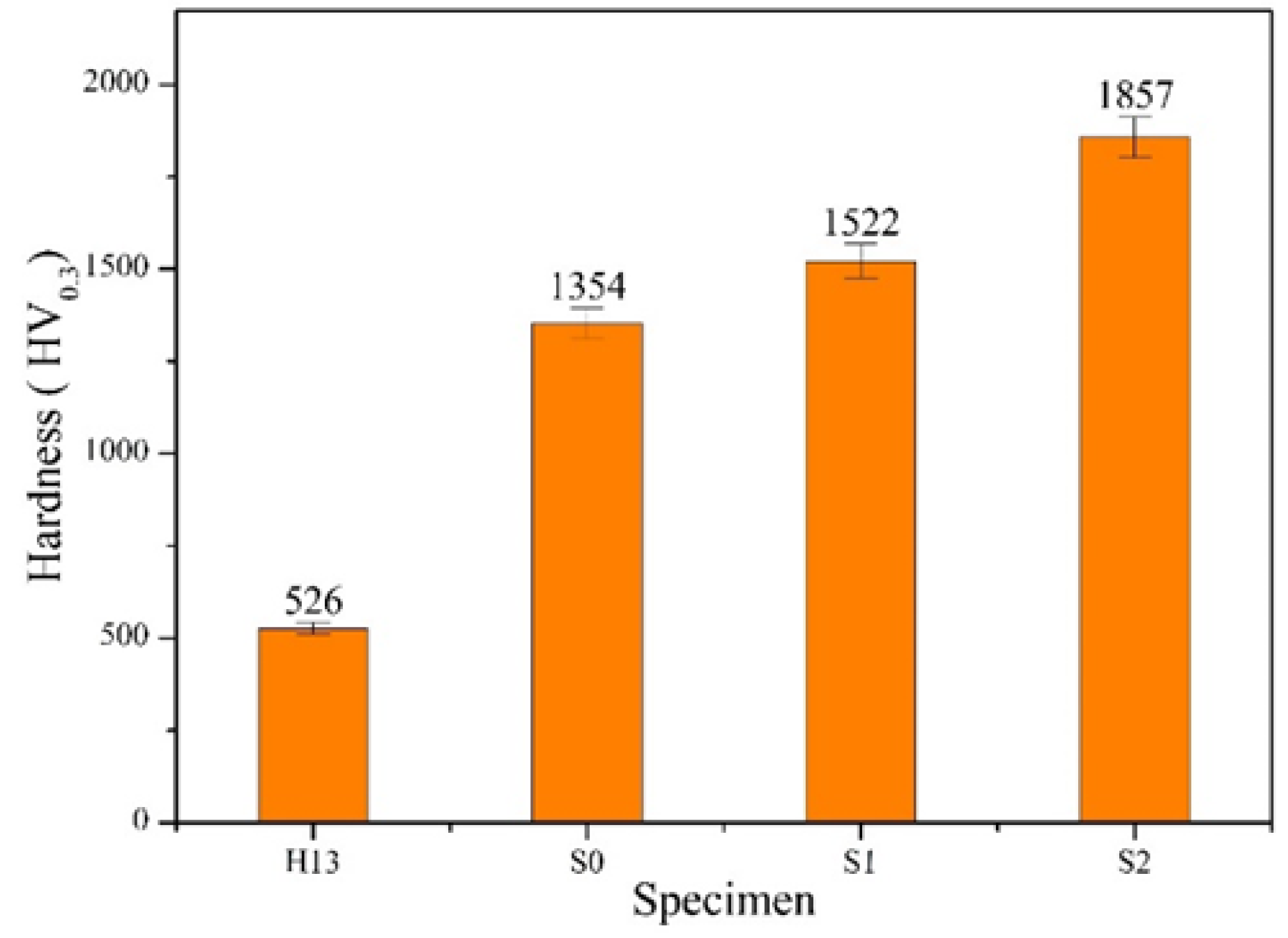
3.3. Coating Adhesion and Hardness
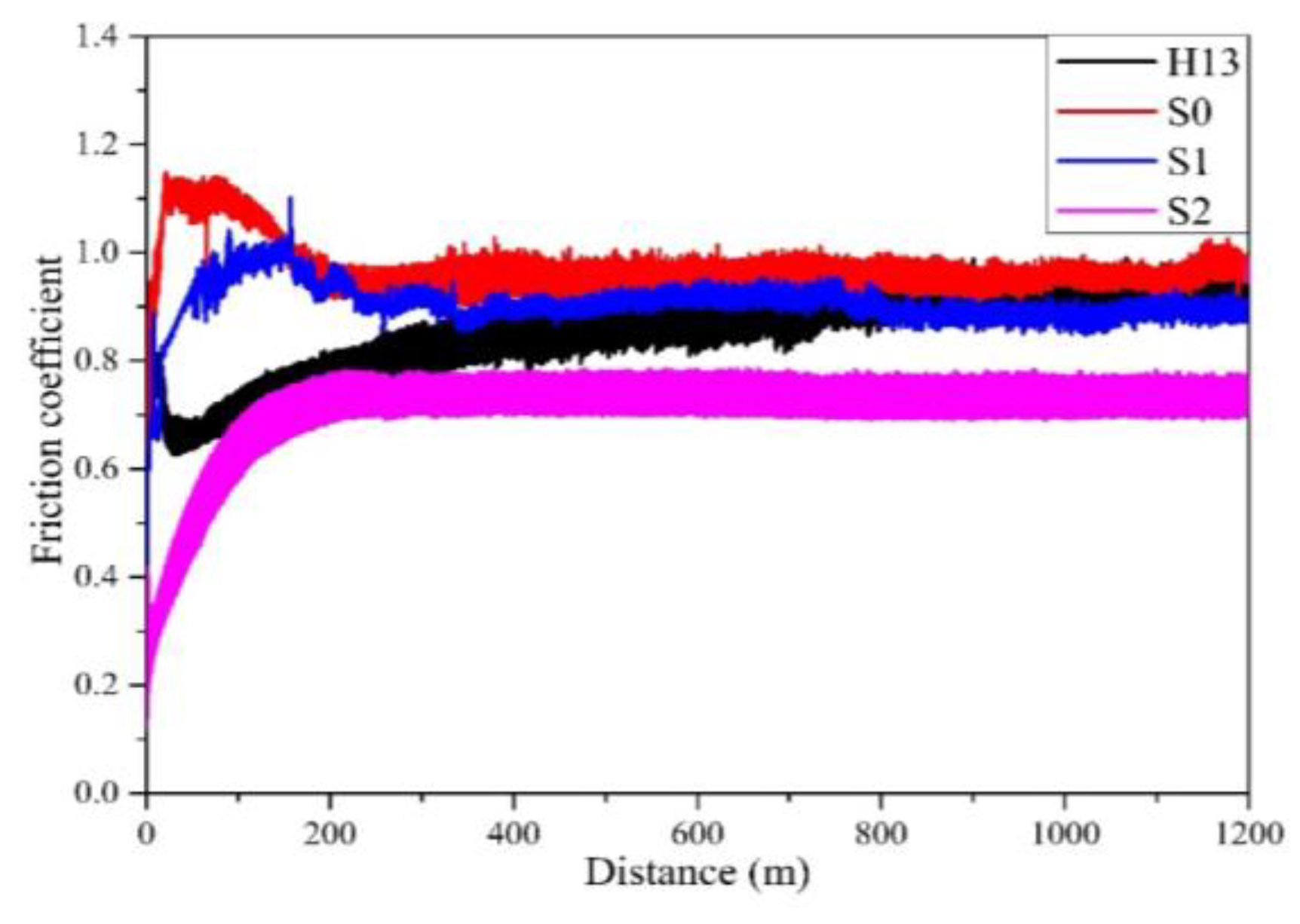
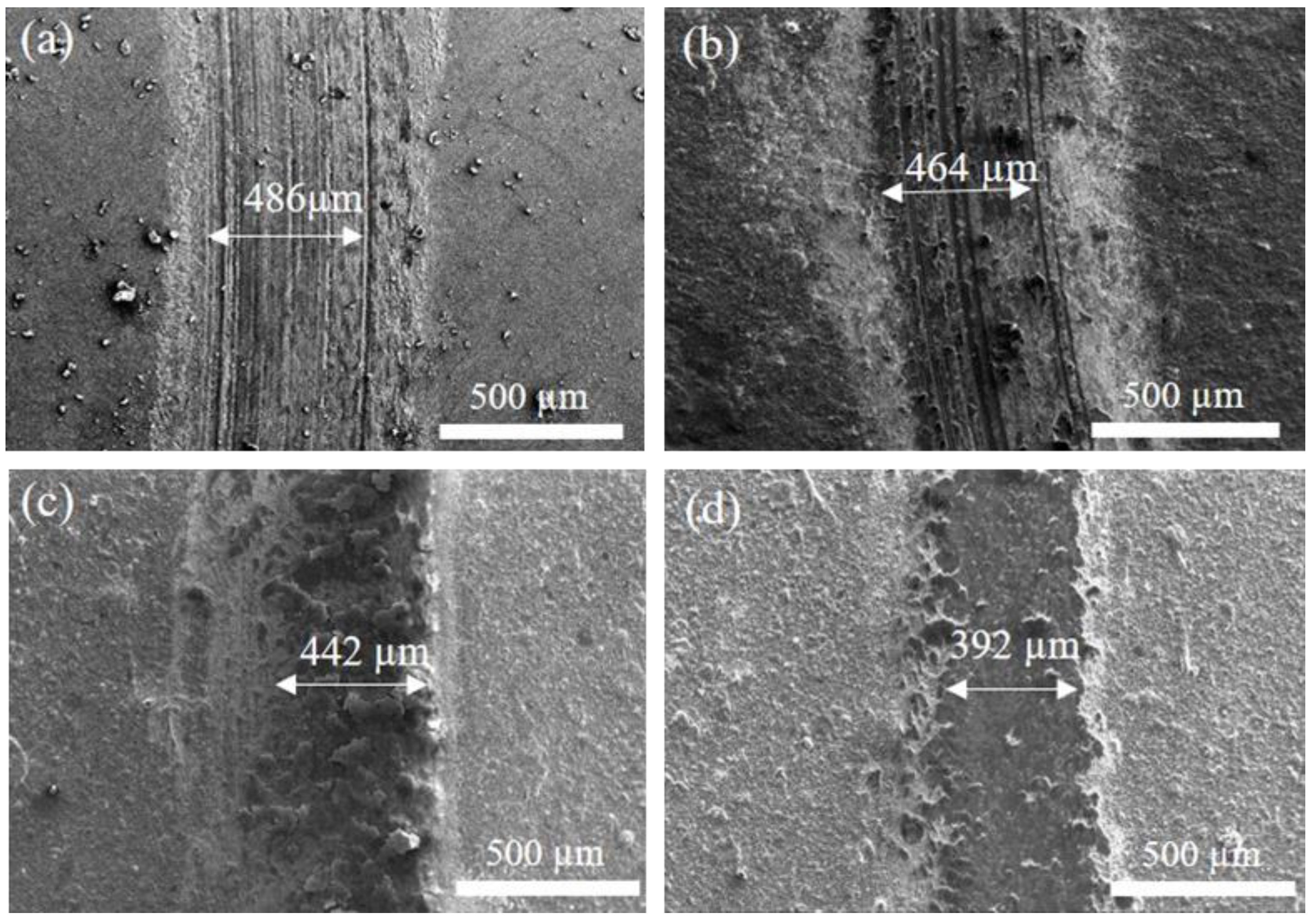
3.4. Analysis of Wear Behavior
4. Conclusions
- This study employed cathodic arc deposition to successfully coat (Ti, Cr, Cu)N and (Al, Si)N nano-scale interleaved multilayers on H13 steel, with good adhesion of the coating to the substrate.
- In the absence of N2, the film structure consists primarily of Cr2Ti, Cu4Ti, and AlSi intermetallic compounds. When the N2/Ar ratio is set to 2, the film structure predominantly features AlN, TiN, and CrN nitrides, with a minor presence of AlSiN.
- As the N2/Ar ratio increases, the hardness of the film rises, while the surface roughness of the coating also increases.
- In terms of wear behavior, the wear resistance of H13 steel can be enhanced by applying a CAD-(Ti, Cr, Cu, Al, Si)N multilayer coating. The best wear resistance is achieved with a N2/Ar ratio of 2.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Meng, Y.; Sugiyama, S.; Yanagimoto, J. Microstructural evolution during RAP process and deformation behavior of semi-solid SKD61 tool steel. J. Mater. Process. Technol. 2012, 212, 1731–1741. [Google Scholar] [CrossRef]
- Shin, S.S.; Kim, Y.I.; Kim, K.H.; Lee, B. Microstructure and mechanical properties of SKD61–Cu cooling channel fabricated via explosive welding. Mater. Today Comm. 2021, 28, 102645. [Google Scholar] [CrossRef]
- Yan, B.H.; Tsai, F.C.; Sun, L.W.; Hsu, R.T. Abrasive jet polishing on SKD61 mold steel using SiC coated with Wax. J. Mater. Process. Technol. 2008, 208, 318–329. [Google Scholar] [CrossRef]
- Yaqoob, S.; Ghani, J.A.; Jouini, N.; Juri, A.Z. Performance evaluation of PVD and CVD multilayer-coated tools in machining high-strength Steel. Coatings 2024, 14, 865. [Google Scholar] [CrossRef]
- Varis, T.; Lagerbom, J.; Suhonen, T.; Raami, L.; Terho, S.; Laurila, J.; Peura, P.; Vuoristo, P. Effect of heat treatments on the wear resistance of HVAF and HVOF sprayed tool steel coatings. Surf. Coat. Technol. 2023, 462, 129508. [Google Scholar] [CrossRef]
- Poirier, D.; Thomas, Y.; Guerreiro, B.; Martin, M.; Aghasibeig, M.; Irissou, E. Improvement of tool steel powder cold spray ability via softening and agglomeration heat treatments. J. Therm. Spray Technol. 2022, 31, 145–158. [Google Scholar] [CrossRef] [PubMed]
- Temmler, A.; Cortina, M.; Ross, I.; Küpper, M.E.; Rittinghaus, S.K. Laser micro polishing of tool steel 1.2379 (AISI D2): Influence of intensity distribution, laser beam size, and influence on surface roughness and area rate. Metals 2021, 11, 1445. [Google Scholar] [CrossRef]
- Ormanova, M.; Petrov, P.; Kovacheva, D. Electron beam surface treatment of tool steels. Vacuum 2017, 135, 7–12. [Google Scholar] [CrossRef]
- Zhang, S.; Zhu, W. TiN coating of tool steels: A review. J. Mater. Process. Technol. 1993, 39, 165–177. [Google Scholar] [CrossRef]
- Hsu, C.H.; Lin, C.Y.; Chen, J.X. Wear and corrosion performance of Ti-6Al-4V alloy arc-coated TiN/CrN nano-multilayer film. Metals 2023, 13, 907. [Google Scholar] [CrossRef]
- Atar, E.; Alpaslan, Ö.; Çelik, Ö.; Çimenoĝlu, H. Tribological properties of CrN coated H13 grade tool steel. J. Iron Steel Res. Int. 2014, 21, 240–245. [Google Scholar] [CrossRef]
- Zhang, C.; Gu, L.; Tang, G.; Mao, Y. Wear transition of CrN coated M50 steel under high temperature and heavy load. Coatings 2017, 7, 202. [Google Scholar] [CrossRef]
- Singh, A.; Kumar, N.; Kuppusami, P.; Prasanthi, T.N.; Chandramohan, P.; Dash, S.; Srinivasan, M.P.; Mohandas, E.; Tyagi, A.K. Tribological properties of sputter deposited ZrN coatings on titanium modified austenitic stainless steel. Wear 2012, 280–281, 22–27. [Google Scholar] [CrossRef]
- Tao, H.; Zhylinski, V.; Vereschaka, A.; Chayeuski, V.; Yuanming, H.; Milovich, F.; Sotova, C.; Seleznev, A.; Salychits, O. Comparison of the mechanical properties and corrosion resistance of the Cr-CrN, Ti-TiN, Zr-ZrN, and Mo-MoN coatings. Coatings 2023, 13, 750. [Google Scholar] [CrossRef]
- Bobzin, K.; Kalscheuer, C.; Carlet, M.; Tayyab, M. Influence of aluminum content on the impact fatigue of HPPMS CrAlN coatings on tool steel. Phys. Mesomech. 2021, 24, 625–632. [Google Scholar] [CrossRef]
- Zhang, X.; Zhao, Y.; Gao, W.; Ren, L.; Yang, K. Study of TiCuN/ZrN multilayer coatings with adjustable combination properties deposited on TiCu alloy. Vacuum 2022, 202, 111202. [Google Scholar] [CrossRef]
- Hsu, C.H.; Chen, M.L.; Lai, K.L. Corrosion resistance of TiN/TiAlN-coated ADI by cathodic arc deposition. Mater. Sci. Eng. A 2006, 421, 182–190. [Google Scholar] [CrossRef]
- Kumar, S.; Maity, S.R.; Patnaik, L. Morphology and wear behavior of monolayer TiAlN and composite AlCrN/TiAlN-coated plasma-nitrided DAC-10 tool steel. J. Sci. Eng. 2022, 47, 15519–15538. [Google Scholar] [CrossRef]
- Hernández-Sierra, M.T.; Aguilera-Camacho, L.D.; Ponce, A.; García-Miranda, J.S.; Moreno, K.J. Tribological performance of TiN and TiCN coatings on a working tool steel. J. Mech. Sci. Technol. 2018, 32, 3659–3666. [Google Scholar] [CrossRef]
- Özkan, D.; Yilmaz, M.A.; Karakurt, D.; Szala, M.; Walczak, M.; Bakdemir, S.A.; Türküz, C.; Sulukan, E. Effect of AISI H13 steel substrate nitriding on AlCrN, ZrN, TiSiN, and TiCrN multilayer PVD coatings wear and friction behaviors at a different temperature level. Materials 2023, 16, 1594. [Google Scholar] [CrossRef]
- Kumar, S.; Maity, S.R.; Patnaik, L. Effect of heat treatment and TiN coating on AISI O1 cold work tool steel. Mater. Today Proc. 2020, 26 Pt 2, 685–688. [Google Scholar] [CrossRef]
- Kim, S.K.; Le, V.V. Cathodic arc plasma deposition of nano-multilayered ZrN/AlSiN thin films. Surf. Coat. Technol. 2011, 206, 1507–1510. [Google Scholar] [CrossRef]
- Illana, A.; Almandoz, E.; Fuentes, G.G.; Pérez, F.J.; Mato, S. Comparative study of CrAlSiN monolayer and CrN/AlSiN superlattice multilayer coatings: Behavior at high temperature in steam atmosphere. J. Alloys Compd. 2019, 778, 652–661. [Google Scholar] [CrossRef]
- Bakalova, T.; Petkov, N.; Bahchedzhiev, H.; Kejzlar, P.; Louda, P.; Ďurák, M. Improving the tribological and mechanical properties of an aluminum alloy by deposition of AlSiN and AlCrSiN coatings. Manuf. Technol. 2017, 17, 824–830. [Google Scholar]
- Hsu, C.H.; Huang, W.C.; Lee, Y.P.; Ho, W.Y. Effect of nitrogen atmosphere heat treatment on structure and wear behavior of CrAlSiN nanocomposite film. Surf. Coat. Technol. 2017, 320, 230–234. [Google Scholar] [CrossRef]
- Chang, Y.Y.; Lai, H.M. Wear behavior and cutting performance of CrAlSiN and TiAlSiN hard coatings on cemented carbide cutting tools for Ti alloys. Surf. Coat. Technol. 2014, 259, 152–158. [Google Scholar] [CrossRef]
- Chang, Y.Y.; Chiu, W.T.; Hung, J.P. Mechanical properties and high temperature oxidation of CrAlSiN/TiVN hard coatings synthesized by cathodic arc evaporation. Surf. Coat. Technol. 2016, 303, 18–24. [Google Scholar] [CrossRef]
- Chen, T.K.; Shun, T.T.; Yeh, J.W.; Wong, M.S. Nanostructured nitride films of multi-element high-entropy alloys by reactive DC sputtering. Surf. Coat. Technol. 2004, 189, 193–200. [Google Scholar] [CrossRef]
- Kuczyk, M.; Krülle, T.; Zawischa, M.; Kaspar, J.; Zimmer, O.; Leonhardt, M.; Leyens, C.; Zimmermann, M. Microstructure and mechanical properties of high entropy alloy nitride coatings deposited via direct current cathodic vacuum arc deposition. Surf. Coat. Technol. 2022, 448, 128916. [Google Scholar] [CrossRef]
- Kovalev, A.; Wainstein, D.; Konovalov, E.; Vakhrushev, V.; Fox-Rabinovich, G.; Fox-Rabinovich, M.; Dmitrievskii, S.; Tomchuk, A. Features of tribooxidation of the high-entropy coating (AlCrZrTiTa)N during dry high-speed cutting. Coatings 2023, 13, 1508. [Google Scholar] [CrossRef]
- Heinke, W.; Leyland, A.; Matthews, A.; Berg, G.; Friedrich, C.; Broszeit, E. Evaluation of PVD nitride coatings, using impact, scratch and Rockwell-C adhesion tests. Thin Solid Films 1995, 270, 431–438. [Google Scholar] [CrossRef]
- Oliver, W.C.; McHargue, C.J. Characterizing the hardness and modulus of thin films using a mechanical properties microprobe. Thin Solid Films 1988, 161, 117–122. [Google Scholar] [CrossRef]
- Hsu, C.H.; Lin, C.Y.; You, W.S. Microstructure and dry/wet tribological behaviors of 1% Cu-alloyed austempered ductile iron. Materials 2023, 16, 2284. [Google Scholar] [CrossRef] [PubMed]
- Gonzalez-Carmona, J.M.; Mambuscay, C.L.; Ortega-Portilla, C.; Hurtado-Macias, A.; Jeferson Fernando Piamba, J.F. TiNbN Hard coating deposited at varied substrate temperature by cathodic arc: Tribological performance under simulated cutting conditions. Materials 2023, 16, 4531. [Google Scholar] [CrossRef] [PubMed]
- Lin, J.; Sproul, W.D.; Moore, J.J.; Lee, S.; Myers, S. High rate deposition of thick CrN and Cr2N coatings using modulated pulse power (MPP) magnetron sputtering. Surf. Coat. Technol. 2011, 205, 3226–3234. [Google Scholar] [CrossRef]
- Hsu, C.H.; Huang, K.H.; Lin, Y.H. Microstructure and wear performance of arc-deposited Ti-N-O coatings on AISI 304 stainless steel. Wear 2013, 306, 97–102. [Google Scholar] [CrossRef]
- Leyland, A.; Matthews, A. On the significance of the H/E ratio in wear control: A nanocomposite coating approach to optimized tribological behavior. Wear 2000, 246, 1–11. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Cr | Mo | V | Cu | C | Si | Mn | P | S | Fe |
|---|---|---|---|---|---|---|---|---|---|
| 5.36 | 1.31 | 0.92 | 0.09 | 0.38 | 0.94 | 0.47 | 0.02 | 0.03 | Bal. |
| Parameter | Value |
|---|---|
| Two targets | (Ti34%-Cr34%-Cu32%) and (Al50%-Si50%) |
| N2/Ar flow ratio | (S0) N2(0 sccm)/Ar(180 sccm) = 0 (S1) N2(90 sccm)/Ar(90 sccm) = 1 (S2) N2(120 sccm)/Ar(60 sccm) = 2 |
| Cathode current (A) | 60 |
| Working pressure (Torr) | |
| Ar ion bombardment (V) | −700 |
| Substrate bias (V) | −100 |
| Substrate temperature (°C) | 250 |
| Rotation rate (rpm) | 4 |
| Distance between target and substrate (mm) | 150 |
| Total deposition time (min) | 45 |
| Specimen | Ti | Cr | Cu | Al | Si | N |
|---|---|---|---|---|---|---|
| S0 | 26.25 | 32.46 1.66 | 8.54 0.42 | 27.99 1.39 | 4.76 0.23 | 0 |
| S1 | 18.51 0.92 | 21.62 1.08 | 5.85 0.29 | 28.53 1.42 | 3.38 0.17 | 22.11 1.10 |
| S2 | 11.26 0.56 | 10.41 0.52 | 3.02 0.15 | 28.77 0.14 | 3.42 0.17 | 43.12 2.15 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hsu, C.-H.; Chen, H.-W.; Lin, C.-Y.; Hu, S.-H. Effect of N2/Ar Ratio on Wear Behavior of Multi-Element Nitride Coatings on AISI H13 Tool Steel. Materials 2024, 17, 4748. https://doi.org/10.3390/ma17194748
Hsu C-H, Chen H-W, Lin C-Y, Hu S-H. Effect of N2/Ar Ratio on Wear Behavior of Multi-Element Nitride Coatings on AISI H13 Tool Steel. Materials. 2024; 17(19):4748. https://doi.org/10.3390/ma17194748
Chicago/Turabian StyleHsu, Cheng-Hsun, Hong-Wei Chen, Chun-Yin Lin, and Syue-Hong Hu. 2024. "Effect of N2/Ar Ratio on Wear Behavior of Multi-Element Nitride Coatings on AISI H13 Tool Steel" Materials 17, no. 19: 4748. https://doi.org/10.3390/ma17194748