
Applications of Plasma Technologies in Recycling Processes



Abstract
:1. Introduction
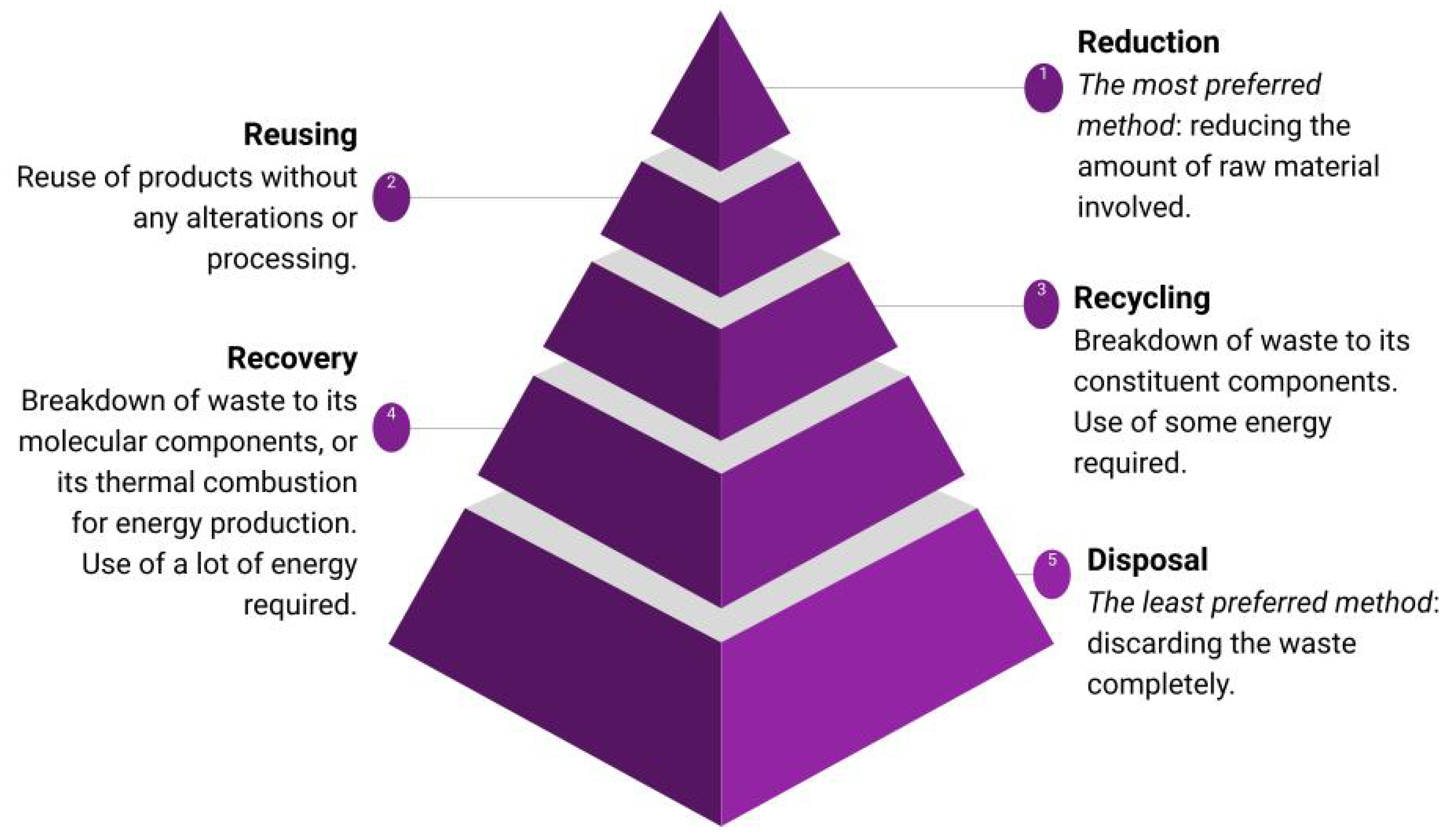
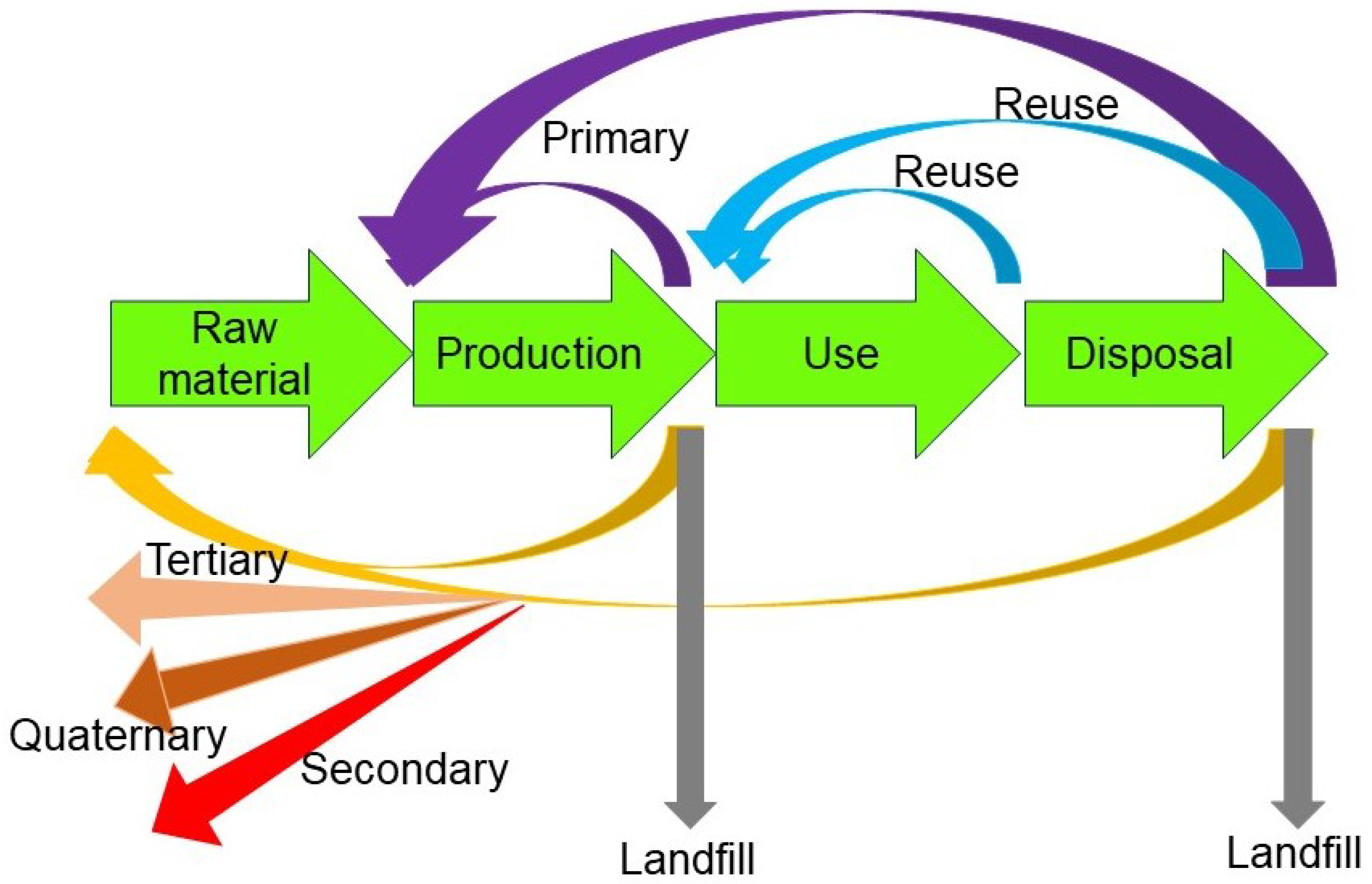
2. Classifications of Recycling
- Reduction (reducing the amount of plastic material produced in the first place);
- Reuse (reusing the used plastic);
- Recycling (breaking down the used plastic to its constituent components, corresponding to primary recycling);
- Recovery (breaking down the used plastic to its molecular components or using them for energy production, corresponding to tertiary recycling, as well as the generation of energy from quaternary recycling);
- Disposal (throwing away the used plastic).
3. An Overview of Plasma
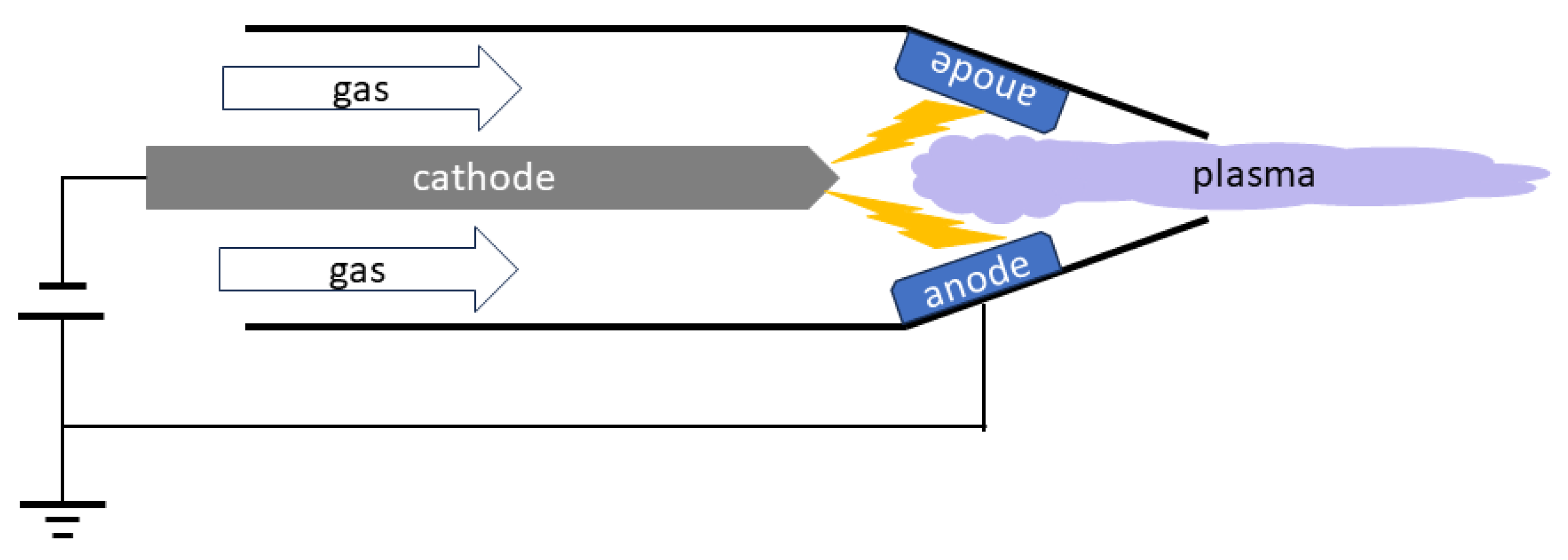
3.1. Thermal Plasmas
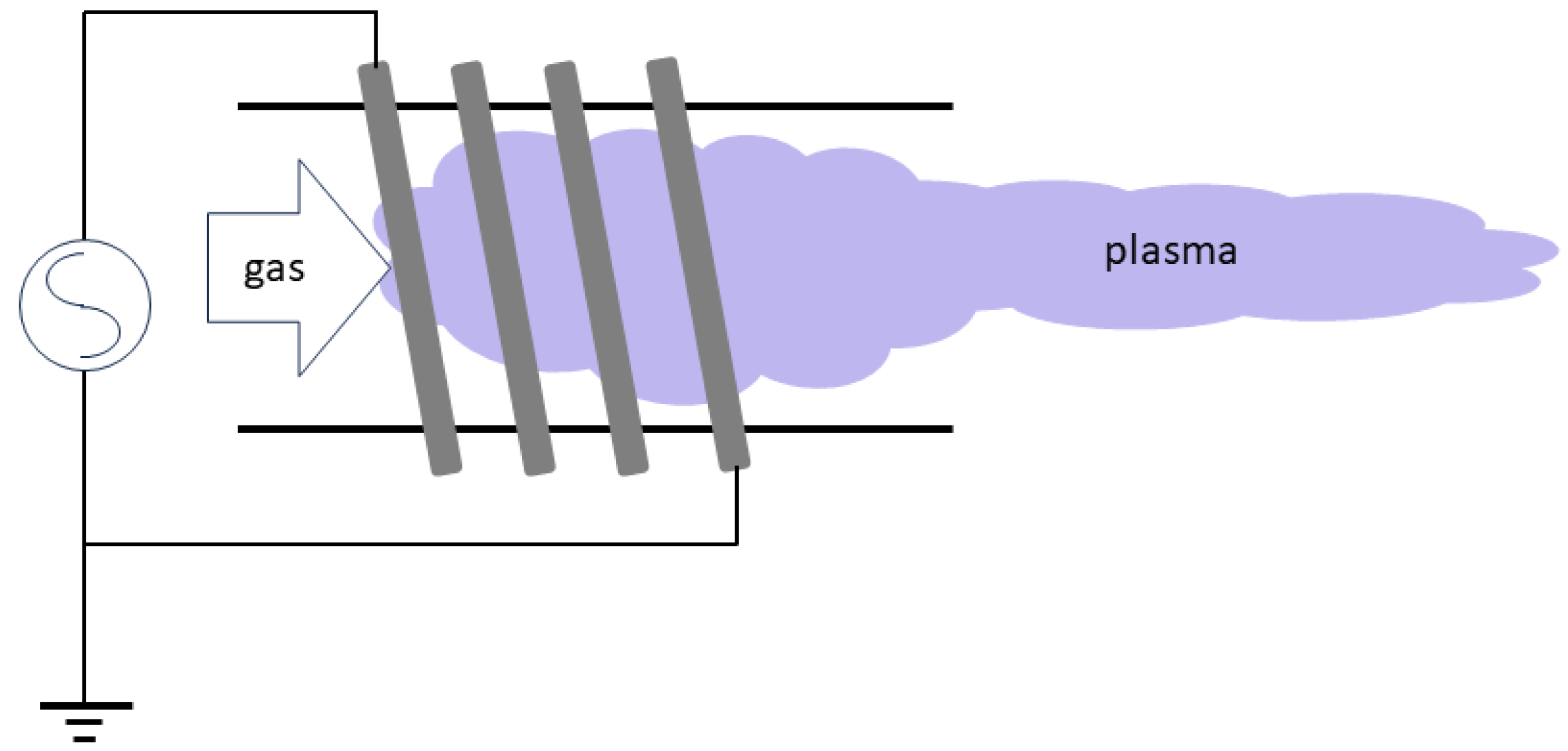
3.2. Nonthermal Plasmas
3.3. Terminologies
- Thermal plasmas refer to high-temperature plasmas, which are at an equilibrium state or almost at an equilibrium state;
- Nonthermal plasmas refer to low-temperature plasmas which are at a non-equilibrium state, or more specifically, whose electron temperature is much higher than the temperature of the gas.
4. Thermal Plasmas in Recycling Processes
4.1. Plasma Gasification
4.2. Recovery of Metals
4.3. Spark Plasma Sintering
5. Nonthermal Plasmas in Recycling Processes
- Plasma reforming;
- Wind turbine blade recycling;
- Battery recycling;
- Paper recycling.
5.1. Plasma Reforming
5.2. Wind Turbine Blade Recycling
5.3. Recycling Lithium-Ion Batteries
- A heat-based smelting process (pyrometallurgy);
- A liquid-based leaching process (hydrometallurgy).
5.4. Paper Recycling
6. A Critique of Applying Plasmas in Recycling Processes
7. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Abbreviations
| MDPI | Multidisciplinary Digital Publishing Institute |
| DC | Direct current |
| AC | Alternating current |
| RF | Radiofrequency |
| MW | Microwave |
| ICP | Inductively coupled plasma |
| CCP | Capacitively coupled plasma |
| MSW | Municipal solid waste |
| ELM | Enhanced landfill mining |
| DBD | Dielectric barrier discharge |
| LIB | Lithium-ion battery |
| PMMA | Polymethyl methacrylate |
| FRP | Fibre-reinforced polymer |
References
- Heberlein, J.; Murphy, A.B. Thermal plasma waste treatment. J. Phys. D Appl. Phys. 2008, 41, 053001. [Google Scholar] [CrossRef]
- A European Strategy for Plastics in a Circular Economy. Available online: https://www.europarc.org/wp-content/uploads/2018/01/Eu-plastics-strategy-brochure.pdf (accessed on 22 March 2024).
- Burkhard, R.; Hoffelner, W.; Eschenbach, R.C. Recycling of metals from waste with thermal plasma. Resour. Conserv. Recycl. 1994, 10, 11–16. [Google Scholar] [CrossRef]
- Metal Recycling Factsheet. Available online: https://circulareconomy.europa.eu/platform/sites/default/files/euric_metal_recycling_factsheet.pdf (accessed on 22 March 2024).
- Fridman, A.; Kennedy, L.A. Plasma Physics and Engineering; Taylor & Francis: New York, NY, USA, 2004. [Google Scholar]
- Wang, C.; Wu, L.; Wang, H.; Zuo, W.; Li, Y.; Liu, J. Fabrication and shell optimization of synergistic TiO2-MoO3 core-shell nanowire array anode for high energy and power density lithium-ion batteries. Adv. Funct. Mater. 2015, 25, 3524–3533. [Google Scholar] [CrossRef]
- Kumar, R. Tertiary and quaternary recycling of thermoplastics by additive manufacturing approach for thermal sustainability. Mater. Today Proc. 2021, 37, 2382–2386. [Google Scholar] [CrossRef]
- Rajab, M.A.; Shaban, S.Y.; Hussen, L.J.H. Recycling and improving the environmental impact of plastic waste. Am. J. Eng. Res. 2018, 7, 131–134. [Google Scholar]
- Schyns, Z.O.G.; Shaver, M.P. Mechanical recycling of packaging plastics: A review. Macromol. Rapid Commun. 2020, 42, 2000415. [Google Scholar] [CrossRef] [PubMed]
- Circular Economy: Definition, Importance and Benefits. Available online: https://www.europarl.europa.eu/topics/en/article/20151201STO05603/circular-economy-definition-importance-and-benefits (accessed on 21 March 2024).
- Johansen, M.R.; Christensen, T.B.; Ramos, T.M.; Syberg, K. A review of the plastic value chain from a circular economy perspective. J. Environ. Manag. 2022, 302, 113975. [Google Scholar] [CrossRef] [PubMed]
- Kusano, Y. Atmospheric Pressure Plasmas for Polymer Surface Modification-Alternating Current Gliding Arcs and Ultrasound Enhanced Plasmas; Department of Wind Energy, Technical University of Denmark: Lyngby, Denmark, 2019. [Google Scholar]
- Daley-Yates, S.; Jardine, M.M.; Johnston, C.D. Heating and cooling in stellar coronae: Coronal rain on a young Sun. Mon. Not. R. Astron. Soc. 2023, 526, 1646–1656. [Google Scholar] [CrossRef]
- Jardine, M.; Cameron, A.C. Slingshot prominences: Nature’s wind gauges. Mon. Not. R. Astron. Soc. 2019, 482, 2853–2860. [Google Scholar] [CrossRef]
- Haerendel, G. My dealings with the aurora borealis. Front. Astron. Space Sci. 2022, 9, 1033542. [Google Scholar] [CrossRef]
- Kusano, R.; Kusano, Y. Hybrid plasmas for materials processing. Materials 2023, 16, 4013. [Google Scholar] [CrossRef] [PubMed]
- Lieberman, M.A.; Lichtenberg, A.J. Principles of Plasma Discharges and Materials Processing; Wiley: New York, NY, USA, 1994. [Google Scholar]
- Fridman, A.; Nester, S.; Kennedy, L.A.; Saveliev, A.; Mutaf-Yardimci, O. Gliding arc gas discharge. Prog. Energy Combust. Sci. 1999, 25, 211–231. [Google Scholar] [CrossRef]
- Prokisch, C.; Bilgic, A.M.; Voges, E.; Broekaert, J.A.C.; Jonkers, J.; van Sande, M.; van der Mullen, J.A.M. Photographic plasma images and electron number density as well as electron temperature mappings of a plasma sustained with a modified argon microwave plasma torch (MPT) measured by spatially resolved Thomson scattering. Spectrochim. Acta Part B At. Spectrosc. 1999, 54, 1253–1266. [Google Scholar] [CrossRef]
- Kuthi, A.; Liu, J.; Young, C.; Lee, L.C.; Gundersen, M. Chapter 3. Pseudospark-Based Pulse Generator for Corona-Assisted Combustion Experiments. In Combustion Processes in Propulsion—Control, Noise, and Pulse Detonation; Elsevier: Burlington, MA, USA, 2006; ISBN 978-0-12-369394-5. [Google Scholar] [CrossRef]
- Janda, M.; Martišovitš, V.; Hensel, K.; Dvonč, L.; Machala, Z. Measurement of the electron density in Transient Spark discharge. Plasma Sources Sci. Technol. 2014, 23, 065016. [Google Scholar] [CrossRef]
- Khedim, S.; Cheknane, A.; Benyoucef, B.; Hilal, H.S. Measurement of neutral gas temperatures in nitrogen-corona discharges. Ind. J. Phys. 2011, 85, 1433–1443. [Google Scholar] [CrossRef]
- Ramkumar, M.C.; Cools, P.; Arankumar, A.; de Geyter, N.; Morent, R.; Kumar, V.; Udaykumar, S.; Gopinath, P.; Jaganathan, S.K.; Pandiyaraj, K.N. Chapter 9—Polymer Coatings for Biocompatibility and Reduced Nonspecific Adsorption. In Functionalised Cardiovascular Stents; Woodhead Publishing: Duxford, UK, 2018; ISBN 978-0-08-100496-8. [Google Scholar] [CrossRef]
- Xu, X. Dielectric barrier discharge—properties and applications. Thin Solid Films 2001, 390, 237–242. [Google Scholar] [CrossRef]
- Lu, X.; Liu, D.; Xian, Y.; Nie, L.; Cau, Y.; He, G. Cold atmospheric-pressure air plasma jet: Physics and opportunities. Phys. Plasmas 2021, 28, 100501. [Google Scholar] [CrossRef]
- Li, H.; Xie, M. Plasma parameters of a gliding arc jet at atmospheric pressure obtained by a line-ratio method. Plasma Sci. Techol. 2013, 15, 776. [Google Scholar] [CrossRef]
- Zhu, J.J.; Ehn, A.; Gao, J.L.; Kong, C.D.; Aldén, M.; Larsson, A.; Salewski, M.; Leipold, F.; Kusano, Y.; Li, Z.S. Translational, rotational, vibrational and electron temperatures of a gliding arc discharge. Opt. Express. 2017, 25, 20243–20257. [Google Scholar] [CrossRef]
- Kusano, Y. Atmospheric pressure plasma processing for polymer adhesion: A review. J. Adhes. 2014, 90, 755–777. [Google Scholar] [CrossRef]
- Kogoma, M.; Kusano, M.; Kusano, Y. (Eds.) Generation and Applications of Atmospheric Pressure Plasma; Nova Science Publishers: New York, NY, USA, 2011. [Google Scholar]
- Kaplan, S.L.; Rose, P.W. Plasma surface treatment of plastics to enhance adhesion. Int. J. Adhes. Adhes. 1991, 11, 109–113. [Google Scholar] [CrossRef]
- Kusano, Y.; Mortensen, H.; Stenum, B.; Goutianos, S.; Mitra, S.; Ghanbari-Siahkali, A.; Kingshott, P.; Sørensen, B.F.; Bingslev, H. Atmospheric pressure plasma treatment of glassy carbon for adhesion improvement. Int. J. Adhes. Adhes. 2007, 27, 402–408. [Google Scholar] [CrossRef]
- Kusano, Y.; Mortensen, H.; Stenum, B.; Kingshott, P.; Andersen, T.L.; Brøndsted, P.; Bilde-Sørensen, J.B.; Sørensen, B.F.; Bingslev, H. Atmospheric pressure plasma treatment of glass fibre composite for adhesion improvement. Plasm. Process. Polym. 2007, 4, S455–S459. [Google Scholar] [CrossRef]
- Kusano, Y.; Andersen, T.L.; Michelsen, P.K. Atmospheric pressure plasma surface modification of carbon fibres. J. Phys. Conf. Ser. 2008, 100, 012002. [Google Scholar] [CrossRef]
- Kusano, Y. Plasma surface modification at atmospheric pressure. Surf. Eng. 2009, 25, 415–416. [Google Scholar] [CrossRef]
- Teodoru, S.; Kusano, Y.; Rozlosnik, N.; Michelsen, P.K. Continuous plasma treatment of ultra high molecular weight polyethylene (UHMWPE) fibres for adhesion improvement. Plasm. Process. Polym. 2009, 6, S375–S381. [Google Scholar] [CrossRef]
- Leipold, F.; Kusano, Y.; Hansen, F.; Jacobsen, T. Decontamination of a rotating cutting tool during operation by means of atmospheric pressure plasmas. Food Control 2010, 21, 1194–1198. [Google Scholar] [CrossRef]
- Kusano, Y.; Singh, S.V.; Bardenshtein, A.; Krebs, N.; Rozlosnik, N. Plasma surface modification of glass fibre reinforced polyester enhanced by ultrasonic irradiation. J. Adhes. Sci. Technol. 2010, 24, 1831–1839. [Google Scholar] [CrossRef]
- Kusano, Y.; Teodoru, S.; Hansen, C.M. The physical and chemical properties of plasma treated ultra-high-molecular-weight polyethylene fibers. Surf. Coat. Technol. 2011, 205, 2793–2798. [Google Scholar] [CrossRef]
- Kusano, Y.; Singh, S.V.; Norrman, K.; Leipold, F.; Drews, J.; Morgen, P.; Bardenshtein, A.; Krebs, N. Ultrasound enhanced plasma treatment of glass-fibre-reinforced polyester in atmospheric pressure air for adhesion improvement. J. Adhes. 2011, 87, 720–731. [Google Scholar] [CrossRef]
- Kusano, Y.; Singh, S.V.; Norrman, K.; Drews, J.; Leipold, F.; Rozlosnik, N.; Bardenshtein, A.; Krebs, N. Ultrasound enhanced plasma surface modification at atmospheric pressure. Surf. Eng. 2012, 28, 453–457. [Google Scholar] [CrossRef]
- Siró, I.; Kusano, Y.; Norrman, K.; Goutianos, S.; Plackett, D. Surface modification of nanofibrillated cellulose films by atmospheric pressure dielectric barrier discharge. J. Adhes. Sci. Technol. 2013, 27, 294–308. [Google Scholar] [CrossRef]
- Kusano, Y.; Norrman, K.; Singh, S.V.; Leipold, F.; Morgen, P.; Bardenshtein, A.; Krebs, N. Ultrasound enhanced 50 Hz plasma treatment of glass-fiber-reinforced polyester at atmospheric pressure. J. Adhes. Sci. Technol. 2013, 27, 825–833. [Google Scholar] [CrossRef]
- Kusano, Y.; Bardenshtein, A.; Morgen, P. Fluoropolymer coated alanine films treated by atmospheric pressure plasmas-in comparison with gamma irradiation. Plasma Process. Polym. 2018, 15, 1700131. [Google Scholar] [CrossRef]
- Kusano, Y.; Madsen, B.; Berglund, L.; Aitomäki, Y.; Oksman, K. Dielectric barrier discharge plasma treatment of cellulose nanofibre surfaces. Surf. Eng. 2018, 34, 825–831. [Google Scholar] [CrossRef]
- Kusano, Y.; Madsen, B.; Berglund, L.; Oksman, K. Modification of cellulose nanofiber surfaces by He/NH3 plasma at atmospheric pressure. Cellulose 2019, 26, 7185–7194. [Google Scholar] [CrossRef]
- Cederløf, D.J.H.; Kusano, Y.; Fæster, S. Fluorination of sized glass fibres for decreased wetting by atmospheric pressure plasma treatment in He/CF4. J. Adhes. 2020, 96, 2–12. [Google Scholar] [CrossRef]
- Kusano, Y.; Cederløf, D.J.H.; Fæster, S. Plasma surface modification of glass fibre sizing for manufacturing polymer composites. Key Eng. Mater. 2020, 843, 159–164. [Google Scholar] [CrossRef]
- Fang, C.; Cederløf, D.J.H.; Bardenshtein, A.; Kusano, Y. Air-to-air atmospheric pressure plasma treatment-perspective for composite manufacturing. IOP Conf. Ser. Mater. Sci. Eng. 2020, 942, 012030. [Google Scholar] [CrossRef]
- Fang, C.; Kusano, Y.; Bardenshtein, A. High-speed plasma treatment of polyethylene terephthalate films using ultrasound assisted dielectric barrier discharge. Packag. Technol. Sci. 2021, 35, 643–649. [Google Scholar] [CrossRef]
- Fateev, A.; Leipold, F.; Kusano, Y.; Stenum, B.; Tsakadze, E.; Bindslev, H. Plasma chemistry in an atmospheric pressure Ar/NH3 dielectric barrier discharge. Plasm. Process. Polym. 2005, 2, 193–200. [Google Scholar] [CrossRef]
- Kusano, Y.; Leipold, F.; Fateev, A.A.; Stenum, B.; Bindslev, H. Production of ammonia-derived radicals in a dielectric barrier discharge and their injection for denitrification. Surf. Coat. Technol. 2005, 200, 846–849. [Google Scholar] [CrossRef]
- Leipold, F.; Fateev, A.; Kusano, Y.; Stenum, B.; Bindslev, H. Reduction of NO in the exhaust gas by reaction with N radicals. Fuel 2006, 85, 1383–1388. [Google Scholar] [CrossRef]
- Drews, J.; Kusano, Y.; Leipold, F.; Bardenshtein, A.; Krebs, N. Ozone production in a dielectric barrier discharge with ultrasonic irradiation. Ozone Sci. Eng. 2011, 33, 483–488. [Google Scholar] [CrossRef]
- Kusano, Y.; Drews, J.; Leipold, F.; Fateev, A.; Bardenshtein, A.; Krebs, N. Influence of ultrasonic irradiation on ozone generation in a dielectric barrier discharge. J. Phys. Conf. Ser. 2012, 406, 012006. [Google Scholar] [CrossRef]
- Babaeva, N.Y.; Naidis, G.V. Modeling of plasmas for biomedicine. Trends Biotechnol. 2017, 36, 603–614. [Google Scholar] [CrossRef] [PubMed]
- Klein, A.L.; Yao, X.; Lin, L.; Keidar, M.; Sherman, J. Tumor-treating fields and cold atmospheric plasma treatment: A comparative study in the treatment of glioblastoma. Neurosurgery 2020, 67, 311. [Google Scholar] [CrossRef]
- Faramarzi, F.; Zafari, P.; Alimohammadi, M.; Moonesi, M.; Rafiei, A.; Bekeschus, S. Cold physical plasma in cancer therapy: Mechanisms, signaling, and immunity. Oxid. Med. Cell. Longev. 2021, 2021, 9916796. [Google Scholar] [CrossRef] [PubMed]
- Siu, A.; Volotskova, O.; Cheng, X.; Khalsa, S.S.; Bian, K.; Murad, F.; Keidar, M.; Sherman, J.H. Differential effects of cold atmospheric plasma in the treatment of malignant glioma. PLoS ONE 2015, 10, e0126313. [Google Scholar] [CrossRef]
- Privat-Maldonado, A.; Bogaerts, A. Plasma in cancer treatment. Cancers 2020, 12, 2617. [Google Scholar] [CrossRef]
- Jezeh, M.A.; Tayebi, T.; Khani, M.R.; Niknejad, H.; Shokri, B. Direct cold atmospheric plasma and plasma-activated medium effects on breast and cervix cancer cells. Plasma Process. Polym. 2020, 17, 1900241. [Google Scholar] [CrossRef]
- Tan, J.K.; Awuah, W.A.; Roy, S.; Ferreira, T.; Ahluwalia, A.; Guggilapu, S.; Javed, M.; Asyura, M.M.A.Z.; Adebusoye, F.T.; Ramamoorthy, K.; et al. Exploring the advances of single-cell RNA sequencing in thyroid cancer: A narrative review. Med. Oncol. 2024, 41, 27. [Google Scholar] [CrossRef] [PubMed]
- Fridman, A.; Chirokov, A.; Gutsol, A. Non-thermal atmospheric pressure discharges. J. Phys. D Appl. Phys. 2005, 38, R1. [Google Scholar] [CrossRef]
- Zhu, J.; Gao, J.; Li, Z.; Ehn, A.; Aldén, M.; Larsson, A.; Kusano, Y. Sustained diffusive alternating current gliding arc discharge in atmospheric pressure air. Appl. Phys. Lett. 2014, 105, 234102. [Google Scholar] [CrossRef]
- Lee, B.J.; Kusano, Y.; Kato, N.; Naito, K.; Horiuchi, T.; Koinuma, H.K.H. Oxygen plasma treatment of rubber surface by the atmospheric pressure cold plasma torch. Jpn. J. Appl. Phys. 1997, 36, 2888–2891. [Google Scholar] [CrossRef]
- Mortensen, H.; Kusano, Y.; Leipold, F.; Rozlosnik, N.; Kingshott, P.; Sørensen, B.F.; Stenum, B.; Bindslev, H. Modification of glassy carbon surfaces by an atmospheric pressure cold plasma torch. Jpn. J. Appl. Phys. 2006, 45, 8506–8511. [Google Scholar] [CrossRef]
- Kusano, Y.; Teodoru, S.; Leipold, F.; Andersen, T.L.; Sørensen, B.F.; Rozlosnik, N.; Michelsen, P.K. Gliding arc discharge-application for adhesion improvement of fibre reinforced polyester composites. Surf. Coat. Technol. 2008, 202, 5579–5582. [Google Scholar] [CrossRef]
- Kusano, Y.; Norrman, K.; Drews, J.; Leipold, F.; Singh, S.V.; Morgen, P.; Bardenshtein, A.; Krebs, N. Gliding arc surface treatment of glass fiber reinforced polyester enhanced by ultrasonic irradiation. Surf. Coat. Technol. 2011, 205, S490–S494. [Google Scholar] [CrossRef]
- Kusano, Y.; Sørensen, B.F.; Andersen, T.L.; Leipold, F. Adhesion improvement of glass-fibre-reinforced polyester composites by gliding arc discharge treatment. J. Adhes. 2013, 89, 433–459. [Google Scholar] [CrossRef]
- Sun, Z.W.; Zhu, J.J.; Li, Z.S.; Aldén, M.; Leipold, F.; Salewski, M.; Kusano, Y. Optical diagnostics of a gliding arc. Opt. Express. 2013, 21, 6028–6044. [Google Scholar] [CrossRef]
- Kusano, Y.; Sørensen, B.F.; Andersen, T.L.; Toftegaard, H.L.; Leipold, F.; Salewski, M.; Sun, Z.W.; Zhu, J.J.; Li, Z.S.; Aldén, M. Water-cooled non-thermal gliding arc for adhesion improvement of glass-fibre-reinforced polyester. J. Phys. D Appl. Phys. 2013, 46, 135203. [Google Scholar] [CrossRef]
- Kusano, Y.; Andersen, T.L.; Toftegaard, H.L.; Leipold, F.; Bardenshtein, A.; Krebs, N. Plasma treatment of carbon fibres and glass-fibre-reinforced polyesters at atmospheric pressure for adhesion improvement. Int. J. Mater. Eng. Innov. 2014, 5, 122–137. [Google Scholar] [CrossRef]
- Zhu, J.J.; Sun, Z.W.; Li, Z.S.; Ehn, A.; Aldén, M.; Salewski, M.; Leipold, F.; Kusano, Y. Dynamics, OH distributions and UV emission of a gliding arc at various flow-rates investigated by optical measurements. J. Phys. D Appl. Phys. 2014, 47, 295203. [Google Scholar] [CrossRef]
- Kusano, Y.; Salewski, M.; Leipold, F.; Zhu, J.J.; Ehn, A.; Li, Z.S.; Aldén, M. Stability of alternating current gliding arcs. Eur. Phys. J. D 2014, 68, 319. [Google Scholar] [CrossRef]
- Kusano, Y.; Zhu, J.J.; Ehn, A.; Li, Z.S.; Aldén, M.; Salewski, M.; Leipold, F.; Bardenshtein, A.; Krebs, N. Observation of gliding arc surface treatment. Surf. Eng. 2015, 31, 282–288. [Google Scholar] [CrossRef]
- Zhu, J.J.; Gao, J.L.; Ehn, A.; Aldén, M.; Li, Z.S.; Moseev, D.; Kusano, Y.; Salewski, M.; Alpers, A.; Gritzmann, P.; et al. Measurements of 3D slip velocities and plasma column lengths of a gliding arc discharge. Appl. Phys. Lett. 2015, 106, 044101. [Google Scholar] [CrossRef]
- Kusano, Y.; Berglund, L.; Aitomäki, Y.; Oksman, K.; Madsen, B. Gliding arc surface modification of carrot nanofibre coating-perspective for composite processing. IOP Conf. Ser. Mater. Sci. Eng. 2016, 139, 012027. [Google Scholar] [CrossRef]
- Zhu, J.J.; Gao, J.L.; Ehn, A.; Aldén, M.; Li, Z.S.; Larsson, A.; Kusano, Y. Spatiotemporally resolved characteristics of a gliding arc discharge in a turbulent air flow at atmospheric pressure. Phys. Plasmas 2017, 24, 013514. [Google Scholar] [CrossRef]
- Sikarwar, V.S.; Hrabovský, M.; van Oost, G.; Pohořelý, M.; Jeremiáš, M. Progress in waste utilization via thermal plasma. Prog. Energy Combust. Sci. 2020, 81, 100873. [Google Scholar] [CrossRef]
- Waugh, R.F.P.; Jardine, M.M.; Morin, J.; Donati, J.F. Slingshot prominences: A hidden mass loss mechanism. Mon. Not. R. Astron. Soc. 2021, 505, 5104–5116. [Google Scholar] [CrossRef]
- Cameron, A.C.; Duncan, D.K.; Ehrenfreund, P.; Foing, B.H.; Penston, M.V.; Robinson, R.D.; Soderblom, D.R. Fast spectroscopic variations on rapidly rotating, cool dwarfs - III. Masses of circumstellar absorbing clouds on AB Doradus. Mon. Not. R. Astron. Soc. 1990, 247, 415–438. [Google Scholar]
- Gabbar, H.A.; Darda, S.A.; Damideh, V.; Hassen, I.; Aboughaly, M.; Lisi, D. Comparative study of atmospheric pressure DC, RF, and microwave thermal plasma torches for waste to energy applications. Sustain. Energy Technol. Assess. 2021, 47, 101447. [Google Scholar] [CrossRef]
- Şanlisoy, A.; Çarpinlioǧlu, O.M. A review on plasma gasification for solid waste disposal. Int. J. Hydrog. Energy 2017, 42, 1361–1365. [Google Scholar] [CrossRef]
- Lee, H.G.; Park, H.W.; Choi, S.; Park, H.S.; Park, D.W. Production of synthesis gas from coal by DC non-transferred steam plasma gasification system. J. Chem. Eng. Jpn. 2014, 47, 334–339. [Google Scholar] [CrossRef]
- Uhm, H.S.; Na, Y.H.; Hong, Y.C.; Shin, D.H.; Cho, C.H. Production of hydrogen-rich synthetic gas from low-grade coals by microwave steam-plasmas. Int. J. Hydrog. Energy 2014, 39, 4351–4355. [Google Scholar] [CrossRef]
- Shie, J.L.; Tsou, F.J.; Lin, K.L.; Chang, C.Y. Bioenergy and products from thermal pyrolysis of rice straw using plasma torch. Bioresour. Technol. 2010, 101, 761–768. [Google Scholar] [CrossRef] [PubMed]
- Shie, J.L.; Chen, L.X.; Lin, K.L.; Chang, C.Y. Plasmatron gasification of biomass lignocellulosic waste materials derived from municipal solid waste. Energy 2014, 66, 82–89. [Google Scholar] [CrossRef]
- Janajreh, I.; Raza, S.S.; Valmundsson, A.S. Plasma gasification process: Modeling, simulation and comparison with conventional air gasification. Energy Convers. Manag. 2013, 65, 801–809. [Google Scholar] [CrossRef]
- Byun, Y.; Namkung, W.; Cho, M.; Chung, J.W.; Kim, Y.S.; Lee, J.H.; Lee, C.R.; Hwang, S.M. Demonstration of thermal plasma gasification/vitrification for municipal solid waste treatment. Environ. Sci. Technol. 2010, 44, 6680–6684. [Google Scholar] [CrossRef]
- Byun, Y.; Cho, M.; Chung, J.W.; Namkung, W.; Lee, H.D.; Jang, S.D.; Kim, Y.S.; Lee, J.H.; Lee, C.R.; Hwang, S.M. Hydrogen recovery from the thermal plasma gasification of solid waste. J. Hazard. Mater. 2011, 190, 317–323. [Google Scholar] [CrossRef]
- Cui, P.; Xu, Z.; Yao, D.; Qi, H.; Zhu, Z.; Wang, Y.; Li, X.; Liu, Z.; Yang, S. Life cycle water footprint and carbon footprint analysis of municipal sludge plasma gasification process. Energy 2022, 261, 125280. [Google Scholar] [CrossRef]
- Danthurebandara, M.; van Passel, S.; Vanderreydt, I.; van Acker, K. Environmental and economic performance of plasma gasification in Enhanced Landfill Mining. Waste Manag. 2015, 45, 458–467. [Google Scholar] [CrossRef]
- Georgiev, I.B.; Mihailov, B.I. Some general conclusions from the results of studies on solid fuel steam plasma gasification. Fuel 1991, 71, 895–901. [Google Scholar] [CrossRef]
- Jiang, P.; Parvez, A.M.; Meng, Y.; Dong, X.; Xu, M.; Luo, X.; Shi, K.; Wu, T. Novel two-stage fluidized bed-plasma gasification integrated with SOFC and chemical looping combustion for the high efficiency power generation from MSW: A thermodynamic investigation. Energy Convers. Manag. 2021, 236, 114066. [Google Scholar] [CrossRef]
- Kalinci, Y.; Hepbasli, A.; Dincer, I. Exergoeconomic analysis of hydrogen production from plasma gasification of sewage sludge using specific exergy cost method. Int. J. Hydrog. Energy 2011, 36, 11408–11417. [Google Scholar] [CrossRef]
- Kuo, P.C.; Illathukandy, B.; Wu, W.; Chang, J.S. Energy, exergy, and environmental analyses of renewable hydrogen production through plasma gasification of microalgal biomass. Energy 2021, 223, 120025. [Google Scholar] [CrossRef]
- Kwon, S.; Im, S.K. Feasibility of non-thermal plasma gasification for a waste-to-energy power plant. Energy Convers. Manag. 2022, 251, 114978. [Google Scholar] [CrossRef]
- Ma, Y.; Qi, H.; Zhang, J.; Cui, P.; Zhu, Z.; Wang, Y. Thermodynamic analysis of a carbon capture hydrogen production process for end-of-life tires using plasma gasification. J. Clean. Prod. 2023, 384, 135662. [Google Scholar] [CrossRef]
- Lemmens, B.; Elslander, H.; Vanderreydt, I.; Peys, K.; Diels, L.; Oosterlinck, M.; Joos, M. Assessment of plasma gasification of high caloric waste streams. Waste Manag. 2007, 27, 015003. [Google Scholar] [CrossRef]
- Li, J.; Wang, H.; Chen, H.; Wu, H.; Xu, G.; Dong, Y.; Zhao, Q.; Liu, T. Comparative thermodynamic and techno-economic analysis of various medical waste-to-hydrogen/methanol pathways based on plasma gasification. Appl. Therm. Eng. 2023, 221, 119762. [Google Scholar] [CrossRef]
- Mazzoni, L.; Almazrouei, M.; Ghenai, C.; Janajreh, I. A comparison of energy recovery from MSW through plasma gasification and entrained flow gasification. Energy Procedia 2017, 142, 3480–3485. [Google Scholar] [CrossRef]
- Mazzoni, L.; Janajreh, I. Plasma gasification of municipal solid waste with variable content of plastic solid waste for enhanced energy recovery. Int. J. Hydrog. Energy 2017, 42, 19446–19457. [Google Scholar] [CrossRef]
- Mazzoni, L.; Rizwan, A.; Janajreh, I. Plasma gasification of two waste streams: Municipal solid waste and hazardous waste from the oil and gas industry. Energy Procedia 2017, 105, 4159–4166. [Google Scholar] [CrossRef]
- Mallick, R.; Vairakannu, P. CO2 plasma gasification of bakelite-based electrical switch waste feedstock. J. Clean. Prod. 2023, 423, 138813. [Google Scholar] [CrossRef]
- Mallick, R.; Vairakannu, P. Experimental investigation of acrylonitrile butadiene styrene plastics plasma gasification. J. Environ. Manag. 2023, 345, 118655. [Google Scholar] [CrossRef] [PubMed]
- Materazzi, M.; Lettieri, P.; Mazzei, L.; Taylor, R.; Chapman, C. Tar evolution in a two stage fluid bed-plasma gasification process for waste valorization. Fuel Process. Technol. 2014, 128, 146–157. [Google Scholar] [CrossRef]
- Materazzi, M.; Lettieri, P.; Mazzei, L.; Taylor, R.; Chapman, C. Fate and behavior of inorganic constituents of RDF in a two stage fluid bed-plasma gasification plant. Fuel 2015, 150, 473–485. [Google Scholar] [CrossRef]
- Matveev, I.B.; Messerle, V.E.; Ustimenko, A.B. Plasma gasification of coal in different oxidants. IEEE Trans. Plasma Sci. 2008, 36, 2947–2954. [Google Scholar] [CrossRef]
- Messerle, V.E.; Mossé, A.L.; Ustimenko, A.B. Processing of biomedical waste in plasma gasifier. Waste Manag. 2018, 79, 791–799. [Google Scholar] [CrossRef] [PubMed]
- Messerle, V.E.; Ustimenko, A.B.; Lavrichshev, O.A. Comparative study of coal plasma gasification: Simulation and experiment. Fuel 2016, 164, 172–179. [Google Scholar] [CrossRef]
- Messerle, V.E.; Mossé, A.L.; Ustimenko, A.B. Plasma gasification of carbonaceous wastes: Thermodynamic analysis and experiment. Thermophys. Aeromechanics 2016, 23, 613–620. [Google Scholar] [CrossRef]
- Mehrpooya, M.; Hosseini, S.S. A novel integration of plasma gasification melting process with direct carbon fuel cell. Int. J. Hydrog. Energy 2024, 50, 388–401. [Google Scholar] [CrossRef]
- Morrin, S.; Lettieri, P.; Chapman, C.; Mazzei, L. Two stage fluid bed-plasma gasification process for solid waste valorisation: Technical review and preliminary thermodynamic modelling of sulphur emissions. Waste Manag. 2012, 32, 676–684. [Google Scholar] [CrossRef]
- Paulino, R.F.S.; Essiptchouk, A.M.; Silveira, J.L. The use of syngas from biomedical waste plasma gasification systems for electricity production in internal combustion: Thermodynamic and economic issues. Energy 2020, 199, 117419. [Google Scholar] [CrossRef]
- Paulino, R.F.S.; Essiptchouk, A.M.; Costa, L.P.C.; Silveira, J.L. Thermodynamic analysis of biomedical waste plasma gasification. Energy 2022, 244, 122600. [Google Scholar] [CrossRef]
- Rojas-Pérez, F.; Castillo-Benavides, J.A.; Richmond-Navarro, G.; Zamora, E. CFD modeling of plasma gasification reactor for municipal solid waste. IEEE Trans. Plasma Sci. 2018, 46, 2435–2444. [Google Scholar] [CrossRef]
- Perna, A.; Minutillo, M.; Lavadera, A.L.; Jannelli, E. Combining plasma gasification and solid oxide cell technologies in advanced power plants for waste to energy and electric energy storage applications. Waste Manag. 2018, 73, 424–438. [Google Scholar] [CrossRef] [PubMed]
- Qi, H.; Cui, P.; Liu, Z.; Xu, Z.; Yao, D.; Wang, Y.; Zhu, Z.; Yang, S. Conceptual design and comprehensive analysis for novel municipal sludge gasification-based hydrogen production via plasma gasifier. Energy Convers. Manag. 2021, 245, 114635. [Google Scholar] [CrossRef]
- Qin, L.; Li, O.L. Recent progress of low-temperature plasma technology in biorefning process. Nano Converg. 2023, 10, 38. [Google Scholar] [CrossRef]
- Ramos, A.; Teixeira, C.A.; Rouboa, A. Environmental assessment of municipal solid saste by two-stage plasma gasification. Energies 2018, 12, 137. [Google Scholar] [CrossRef]
- Ramos, A.; Berzosa, J.; Espí, J.; Clarens, F.; Rouboa, A. Life cycle costing for plasma gasification of municipal solid waste: A socioeconomic approach. Energy Convers. Manag. 2020, 209, 112508. [Google Scholar] [CrossRef]
- Ramos, A.; Rouboa, A. Life cycle thinking of plasma gasification as a waste-to-energy tool: Review on environmental, economic and social aspects. Renew. Sust. Energ. Rev. 2022, 153, 111762. [Google Scholar] [CrossRef]
- Rutberg, P.G.; Bratsev, A.N.; Kuznetsov, V.A.; Popov, V.E.; Ufimtsev, A.A.; Shtengel, S.V. On efficiency of plasma gasification of wood residues. Biomass Bioenergy 2011, 35, 495–504. [Google Scholar] [CrossRef]
- Sauve, G.; Esguerra, J.L.; Laner, D.; Johansson, J.; Svensson, N.; van Passel, S.; van Acker, K. Integrated early-stage environmental and economic assessment of emerging technologies and its applicability to the case of plasma gasification. J. Clean. Prod. 2023, 382, 134684. [Google Scholar] [CrossRef]
- Sturm, G.S.J.; Muñoz, A.N.; Aravind, P.V.; Stefanidis, G.D. Microwave-driven plasma gasification for biomass waste treatment at miniature scale. IEEE Trans. Plasma Sci. 2016, 44, 670–678. [Google Scholar] [CrossRef]
- Tamošiūnas, A.; Chouchène, A.; Valatkevicius, P.; Gimžauskaitė, D.; Aikas, M.; Uscila, R.; Ghorbel, M.; Jeguirim, M. The potential of thermal plasma gasification of olive pomace charcoal. Energies 2017, 10, 710. [Google Scholar] [CrossRef]
- Tamošiūnas, A.; Gimžauskaitė, D.; Uscila, R.; Aikas, M. Thermal arc plasma gasification of waste glycerol to syngas. Appl. Energy 2019, 251, 113306. [Google Scholar] [CrossRef]
- Vecten, S.; Wilkinson, M.; Bimbo, N.; Dawson, R.; Herbert, B.M. Hydrogen-rich syngas production from biomass in a steam microwave-induced plasma gasification reactor. Bioresour. Technol. 2021, 337, 125324. [Google Scholar] [CrossRef]
- Yin, K.; Zhang, R.; Yan, M.; Sun, L.; Ma, Y.; Cui, P.; Zhu, Z.; Wang, Y. Thermodynamic and economic analysis of a hydrogen production process from medical waste by plasma gasification. Process Saf. Environ. Prot. 2023, 178, 8–17. [Google Scholar] [CrossRef]
- Yoon, S.J.; Yun, Y.M.; Seo, M.W.; Kim, Y.K.; Ra, H.W.; Lee, J.G. Hydrogen and syngas production from glycerol through microwave plasma gasification. Int. J. Hydrog. Energy 2013, 38, 14559–14567. [Google Scholar] [CrossRef]
- Zhang, Q.; Dor, L.; Fenigshtein, D.; Yang, W.; Blasiak, W. Gasification of municipal solid waste in the Plasma Gasification Melting process. Appl. Energy 2012, 90, 106–112. [Google Scholar] [CrossRef]
- Zhang, Q.; Dor, L.; Zhang, L.; Yang, W.; Blasiak, W. Performance analysis of municipal solid waste gasification with steam in a Plasma Gasification Melting reactor. Appl. Energy 2012, 98, 219–229. [Google Scholar] [CrossRef]
- Zhang, Q.; Wu, Y.; Dor, L.; Yang, W.; Blasiak, W. A thermodynamic analysis of solid waste gasification in the Plasma Gasification Melting process. Appl. Energy 2013, 112, 405–413. [Google Scholar] [CrossRef]
- Zhang, Q.; Dor, L.; Biswas, A.K.; Yang, W.; Blasiak, W. Modeling of steam plasma gasification for municipal solid waste. Fuel Process. Technol. 2013, 106, 546–554. [Google Scholar] [CrossRef]
- Fabry, F.; Rehmet, C.; Rohani, V.; Fulcheri, L. Waste gasification by thermal plasma: A review. Waste Biomass Valorization 2013, 4, 421–439. [Google Scholar] [CrossRef]
- Oliveira, M.; Ramos, A.; Ismail, T.M.; Monteiro, E.; Rouboa, A. A review on plasma gasification of solid residues: Recent advances and developments. Energies 2022, 15, 1475. [Google Scholar] [CrossRef]
- Achinas, S.; Kapetanios, E. Efficiency evaluation of RDF plasma gasification process. Energy Environ. Res. 2013, 3, 150–157. [Google Scholar] [CrossRef]
- Agon, N.; Hrabovský, M.; Chumak, O.M.; Hlína, M.; Kopecký, V.; Mašláni, A.; Bosmans, A.; Helsen, L.M.; Skoblia, S.; van Oost, G.; et al. Plasma gasification of refuse derived fuel in a single-stage system using different gasifying agents. Waste Manag. 2015, 47, 246–255. [Google Scholar] [CrossRef] [PubMed]
- Montiel-Bohórquez, N.D.; Agudelo, A.F.; Pérez, J.F. Effect of origin and production rate of MSW on the exergoeconomic performance of an integrated plasma gasification combined cycle power plant. Energy Convers. Manag. 2021, 238, 114138. [Google Scholar] [CrossRef]
- Montiel-Bohórquez, N.D.; Saldarriaga-Loaiza, J.D.; Pérez, J.F. Analysis of investment incentives for power generation based on an integrated plasma gasification combined cycle power plant using municipal solid waste. Case Stud. Therm. Eng. 2022, 30, 101748. [Google Scholar] [CrossRef]
- Cudjoe, D.; Wang, H. Plasma gasification versus incineration of plastic waste: Energy, economic and environmental analysis. Fuel Process. Technol. 2022, 237, 107470. [Google Scholar] [CrossRef]
- Chen, H.; Li, J.; Li, T.; Xu, G.; Jin, X.; Wang, M.; Liu, T. Performance assessment of a novel medical-waste-to-energy design based on plasma gasification and integrated with a municipal solid waste incineration plant. Energy 2022, 254, 123156. [Google Scholar] [CrossRef]
- Chu, C.; Boré, A.; Liu, X.W.; Cui, J.; Wang, P.; Liu, X.; Chen, G.; Liu, B.; Ma, W.; Lou, Z.; et al. Modeling the impact of some independent parameters on the syngas characteristics during plasma gasification of municipal solid waste using artificial neural network and stepwise linear regression methods. Renew. Sust. Energ. Rev. 2022, 157, 112052. [Google Scholar] [CrossRef]
- Mountouris, A.; Voutsas, E.C.; Tassios, D.P. Solid waste plasma gasification: Equilibrium model development and exergy analysis. Energy Convers. Manag. 2006, 47, 1723–1737. [Google Scholar] [CrossRef]
- Mountouris, A.; Voutsas, E.C.; Tassios, D.P. Plasma gasification of sewage sludge: Process development and energy optimization. Energy Convers. Manag. 2008, 49, 2264–2271. [Google Scholar] [CrossRef]
- Moustakas, K.G.; Fatta-Kassinos, D.; Xydis, G.A.; Malamis, S.; Haralambous, K.J.; Loizidou, M.D. Demonstration plasma gasification/vitrification system for effective hazardous waste treatment. J. Hazard. Mater. 2005, 123, 120–126. [Google Scholar] [CrossRef] [PubMed]
- Moustakas, K.G.; Xydis, G.A.; Malamis, S.; Haralambous, K.J.; Loizidou, M.D. Analysis of results from the operation of a pilot plasma gasification/vitrification unit for optimizing its performance. J. Hazard. Mater. 2008, 151, 473–480. [Google Scholar] [CrossRef] [PubMed]
- Galeno, G.; Minutillo, M.; Perna, A. From waste to electricity through integrated plasma gasification/fuel cell (IPGFC) system. Int. J. Hydrog. Energy 2011, 36, 1692–1701. [Google Scholar] [CrossRef]
- Sanjaya, E.; Abbas, A. Plasma gasification as an alternative energy-from-waste (EFW) technology for the circular economy: An environmental review. Resour. Conserv. Recycl. 2023, 189, 106730. [Google Scholar] [CrossRef]
- Homel, M.; Gür, T.M.; Koh, J.H.; Virkar, A.V. Carbon monoxide-fueled solid oxide fuel cell. J. Power Sources 2010, 194, 6367–6372. [Google Scholar] [CrossRef]
- Trimm, D.L. Minimisation of carbon monoxide in a hydrogen stream for fuel cell application. Appl. Catal. A Gen. 2005, 296, 1–11. [Google Scholar] [CrossRef]
- Favas, J.; Monteiro, E.; Rouboa, A. Hydrogen production using plasma gasification with steam injection. Int. J. Hydrog. Energy 2017, 42, 10997–11005. [Google Scholar] [CrossRef]
- Bhatt, K.P.; Patel, S.; Upadhyay, D.S.; Patel, R.N. A critical review on solid waste treatment using plasma pyrolysis technology. Chem. Eng. Process. 2022, 177, 108989. [Google Scholar] [CrossRef]
- Huang, H.; Tang, L. Treatment of organic waste using thermal plasma pyrolysis technology. Energy Convers. Manag. 2007, 48, 1331–1337. [Google Scholar] [CrossRef]
- Lei, F.; Li, X.; Liu, Y.; Liu, D.; Yang, M.; Yu, Y. Simulation of a large size inductively coupled plasma generator and comparison with experimental data. AIP Adv. 2018, 8, 015003. [Google Scholar] [CrossRef]
- Erdogan, A.A.; Yilmazoglu, M.Z. Plasma gasification of the medical waste. Int. J. Hydrog. Energy 2021, 46, 29108–29125. [Google Scholar] [CrossRef] [PubMed]
- Erdogan, A.A.; Yilmazoglu, M.Z. Experimental and numerical investigation of medical waste disposal via plasma gasification. Appl. Energy 2024, 353, 122014. [Google Scholar] [CrossRef]
- Indrawan, N.; Mohammed, S.; Kumar, A.; Huhnke, R.L. Modeling low temperature plasma gasification of municipal solid waste. Environ. Technol. Innov. 2019, 15, 100412. [Google Scholar] [CrossRef]
- Diaz-Silvarrey, L.S.; Zhang, K.; Phan, A.N. Monomer recovery through advanced pyrolysis of waste high density polyethylene (HDPE). Green Chem. 2018, 20, 1813–1823. [Google Scholar] [CrossRef]
- Galvita, V.; Messerle, V.E.; Ustimenko, A.B. Hydrogen production by coal plasma gasification for fuel cell technology. Int. J. Hydrog. Energy 2007, 32, 3899–3906. [Google Scholar] [CrossRef]
- Hlína, M.; Hrabovsky, M.; Kopecký, V.; Konrad, M.; Kavka, T.; Skoblia, S. Plasma gasification of wood and production of gas with low content of tar. Czechoslov. J. Phys. 2006, 56, B1179–B1184. [Google Scholar] [CrossRef]
- Ismail, T.M.; Monteiro, E.; Ramos, A.; El-Salam, M.A.; Rouboa, A. An Eulerian model for forest residues gasification in a plasma gasifier. Energy 2019, 182, 1069–1083. [Google Scholar] [CrossRef]
- Munir, M.T.; Mardon, I.; Al-Zuhair, S.; Shawabkeh, A.; Saqib, N.U. Plasma gasification of municipal solid waste for waste-to-value processing. Renew. Sust. Energ. Rev. 2019, 116, 109461. [Google Scholar] [CrossRef]
- Ibarra, R.M. Chapter 20—Recycling of thermosets and their composites. In Thermosets: Structure, Properties, and Applications; Woodhead Publishing: Philadelphia, PA, USA, 2018; ISBN 978-0-08-101021-1. [Google Scholar] [CrossRef]
- Ibrahimoglu, B.; Cucen, A.; Yilmazoglu, M.Z. Numerical modeling of a downdraft plasma gasification reactor. Int. J. Hydrog. Energy 2017, 42, 2583–2591. [Google Scholar] [CrossRef]
- Minutillo, M.; Perna, A.; Di Bona, D. Modelling and performance analysis of an integrated plasma gasification combined cycle (IPGCC) power plant. Energy Convers. Manag. 2009, 50, 2837–2842. [Google Scholar] [CrossRef]
- Okati, A.; Khani, M.R.; Shokri, B.; Monteiro, E.; Rouboa, A. Numerical modeling of plasma gasification process of polychlorinated biphenyl wastes. Energy Rep. 2021, 7, 270–285. [Google Scholar] [CrossRef]
- Zitouni-Petrogianni, A.; Voutsas, E. Modeling, optimization and cost analysis of municipal solid waste treatment with plasma gasifcation. Environ. Process. 2021, 8, 747–767. [Google Scholar] [CrossRef]
- Sakhraji, M.; Ramos, A.; Monteiro, E.; Bouziane, K.; Rouboa, A. Plasma gasification process using computational fluid dynamics modeling. Energy Rep. 2022, 8, 1541–1549. [Google Scholar] [CrossRef]
- Tavares, R.; Ramos, A.; Rouboa, A. A theoretical study on municipal solid waste plasma gasification. Waste Manag. 2019, 90, 37–45. [Google Scholar] [CrossRef]
- Zhang, Q.; Dor, L.; Yang, W.; Blasiak, W. Eulerian model for municipal solid waste gasification in a fixed-bed plasma gasification melting reactor. Energy Fuels 2011, 25, 4129–4137. [Google Scholar] [CrossRef]
- Samal, S.; Blanco, I. An overview of thermal plasma arc systems for treatment of various wastes in recovery of metals. Materials 2022, 15, 683. [Google Scholar] [CrossRef]
- Bai, L.; Sun, W.; Yang, Z.; Ouyang, Y.; Wang, M.; Yuan, F. Laboratory research on design of three-phase AC arc plasma pyrolysis device for recycling of waste printed circuit boards. Processes 2022, 10, 1031. [Google Scholar] [CrossRef]
- Szałatkiewicz, J. Metals recovery from waste of printed circuit boards processed in plasmatron plasma reactor. IFAC Proc. Vol. 2013, 46, 478–483. [Google Scholar] [CrossRef]
- Mitrasinovic, A.; Pershin, L.; Wen, J.Z.; Mostaghimi, J. Recovery of Cu and valuable metals from E-waste using thermal plasma treatment. JOM 2011, 63, 24–28. [Google Scholar] [CrossRef]
- Changming, D.; Chao, S.; Gong, X.; Ting, W.; Xiange, W. Plasma methods for metals recovery from metal-containing waste. Waste Manag. 2018, 77, 373–387. [Google Scholar] [CrossRef]
- Wang, S.B.; Cheng, C.M.; Lan, W.; Zhang, X.H.; Liu, D.P.; Yang, S.Z. Experimental study of thermal plasma processing waste circuit boards. Adv. Mater. Res. 2013, 652–654, 1553–1561. [Google Scholar] [CrossRef]
- Rath, S.S.; Nayak, P.; Mukherjee, P.S.; Chaudhury, G.R.; Mishra, B.K. Treatment of electronic waste to recover metal values using thermal plasma coupled with acid leaching—A response surface modeling approach. Waste Manag. 2012, 32, 575–583. [Google Scholar] [CrossRef]
- Rath, S.S.; Jayasankar, K.; Bijoy, K.S.; Mishra, B.K.; Mukherjee, P.S. Kinetics and statistical behaviour of iron recovery from red mud using plasma arc furnace. High Temp. Mater. Process. 2011, 30, 211–215. [Google Scholar] [CrossRef]
- Tang, W.; Khavarian, M.; Yousefi, A. Chapter 14—Red Mud. In Sustainable Concrete Made with Ashes and Dust from Different Sources; Woodhead Publishing: Kidlington, UK, 2022; ISBN 978-0-12-824050-2. [Google Scholar] [CrossRef]
- Chou, I.C.; Kuo, Y.M.; Lin, C.; Wang, J.W.; Wang, C.T.; Chang-Chien, G.P. Electroplating sludge metal recovering with vitrification using mineral powder additive. Resour. Conserv. Recycl. 2012, 58, 45–49. [Google Scholar] [CrossRef]
- Kabtamu, D.M.; Wu, Y.n.; Chen, Q.; Zheng, L.; Otake, K.i.; Matović, L.; Li, F. Facile upcycling of hazardous Cr-containing electroplating sludge into value-added metal-organic frameworks (MOFs) for efficient adsorptive desulfurization. ACS Sustain. Chem. Eng. 2020, 8, 12443–12452. [Google Scholar] [CrossRef]
- Ramachandran, K.; Kikukawa, N. Plasma in-flight treatment of electroplating sludge. Vacuum 2000, 59, 244–251. [Google Scholar] [CrossRef]
- Lin, W.C.; Tsai, C.H.; Zhang, D.N.; Syu, S.S.; Kuo, Y.M. Recycling of aluminum dross for producing calcinated alumina by microwave plasma. Sustain. Environ. Res. 2022, 32, 50. [Google Scholar] [CrossRef]
- Drouet, M.G.; Meunier, J.; Laflamme, C.B.; Handfield, M.D.; Biscaro, A.; Lemire, C. A rotary arc furnace for aluminum dross processing. In Proceedings of the International Symposium on Environmental Technologies: Plasma Systems and Applications, Atlanta, GA, USA, 8–11 October 1995; Mayne, P.W., Mulholland, J.A., Eds.; Georgia Institute of Technology: Atlanta, GA, USA, 1995; Volume 2, pp. 539–548. [Google Scholar]
- McPherson, R.; Shafer, B.V. Spherulites and phase separation in plasma-dissociated zircon. J. Mater. Sci. 1984, 19, 2696–2704. [Google Scholar] [CrossRef]
- Pavlik, R.S., Jr.; Holland, H.J. Thermal decomposition of zircon refractories. J. Am. Ceram. Soc. 2001, 84, 2930–2936. [Google Scholar] [CrossRef]
- Yugeswaran, S.; Ananthapadmanabhan, P.V.; Lusvarghi, L. Zircon dissociation in air plasma through a low power transferred arc plasma torch. Ceram. Int. 2015, 41, 265–273. [Google Scholar] [CrossRef]
- Assessing Zircon’s Safety for Nuclear Waste Storage. Available online: https://www.gla.ac.uk/schools/ges/research/researchfacilities/isaac/casestudies/zircon/ (accessed on 2 January 2024).
- Montel, J.M. Minerals and design of new waste forms for conditioning nuclear waste-Les minéraux et la formulation de nouvelles matrices de stockage pour les déchets radioactifs. Comptes Rendus Geosci. 2011, 343, 230–236. [Google Scholar] [CrossRef]
- Guillon, O.; Gonzalez-Julian, J.; Dargatz, B.; Kessel, T.; Schierning, G.; Räthel, J.; Herrmann, M. Field-assisted sintering technology/spark plasma sintering: Mechanisms, materials, and technology developments. Adv. Eng. Mater. 2014, 16, 830–849. [Google Scholar] [CrossRef]
- Yucheng, W.; Zhengyi, F. Study of temperature field in spark plasma sintering. Mater. Sci. Eng. B 2002, 90, 34–37. [Google Scholar] [CrossRef]
- Gu, Y.W.; Loh, N.H.; Khor, K.A.; Tor, S.B.; Cheang, P. Spark plasma sintering of hydroxyapatite powders. Biomaterials 2002, 23, 37–43. [Google Scholar] [CrossRef]
- Chuvildeev, V.N.; Panov, D.V.; Boldin, M.S.; Nokhrin, A.V.; Blagoveshchensky, Y.V.; Sakharov, N.V.; Shotin, S.V.; Kotkov, D.N. Structure and properties of advanced materials obtained by Spark Plasma Sintering. Acta Astronaut. 2015, 109, 172–176. [Google Scholar] [CrossRef]
- Munir, Z.A.; Anselmi-Tamburini, U.; Ohyanagi, M. The effect of electric field and pressure on the synthesis and consolidation of materials: A review of the spark plasma sintering method. J. Mater. Sci. 2006, 41, 763–777. [Google Scholar] [CrossRef]
- Olevsky, E.A.; Bradbury, W.L.; Haines, C.D.; Martin, D.G.; Kapoor, D. Fundamental aspects of spark plasma sintering: I. Experimental analysis of scalability. J. Am. Ceram. Soc. 2012, 95, 2406–2413. [Google Scholar] [CrossRef]
- Song, S.X.; Wang, Z.; Shi, G.P. Heating mechanism of spark plasma sintering. Ceram. Int. 2013, 39, 1393–1396. [Google Scholar] [CrossRef]
- Hulbert, D.M.; Anders, A.; Andersson, J.; Lavernia, E.J.; Mukherjee, A.K. A discussion on the absence of plasma in spark plasma sintering. Scr. Mater. 2009, 60, 835–838. [Google Scholar] [CrossRef]
- Olevsky, E.A.; Garcia-Cardona, C.; Bradbury, W.L.; Haines, C.D.; Martin, D.G.; Kapoor, D. Fundamental aspects of spark plasma sintering: II. Finite element analysis of scalability. J. Am. Ceram. Soc. 2012, 95, 2414–2422. [Google Scholar] [CrossRef]
- Guo, S.Q.; Nishimura, T.; Kagawa, Y.; Yang, J.M. Spark plasma sintering of zirconium diborides. J. Am. Ceram. Soc. 2008, 91, 2848–2855. [Google Scholar] [CrossRef]
- Anselmi-Tamburini, U.; Garay, J.E.; Munir, Z.A. Fundamental investigations on the spark plasma sintering/synthesis process: III. Current effect on reactivity. Mater. Sci. Eng. A 2005, 407, 24–30. [Google Scholar] [CrossRef]
- Mamedov, V. Spark plasma sintering as advanced PM sintering method. Powder Metall. 2002, 45, 322–328. [Google Scholar] [CrossRef]
- Shen, Z.; Johnsson, M.; Zhao, Z.; Nygren, M. Spark plasma sintering of alumina. J. Am. Ceram. Soc. 2004, 85, 1921–1927. [Google Scholar] [CrossRef]
- Dudina, D.V.; Bokhonov, B.B.; Olevsky, E.A. Fabrication of porous materials by spark plasma sintering: A review. Materials 2019, 12, 541. [Google Scholar] [CrossRef]
- Hu, Z.Y.; Zhang, Z.H.; Cheng, X.W.; Wang, F.C.; Zhang, Y.F.; Li, S.L. A review of multi-physical fields induced phenomena and effects in spark plasma sintering: Fundamentals and applications. Mater. Des. 2020, 191, 108662. [Google Scholar] [CrossRef]
- Weintraub, G.; Rush, H. Improvements in and Relating to the Treatment of Refractory Materials and Apparatus Therefor. UK Patent 191,220,348 A, 8 December 1913. [Google Scholar]
- Biesuz, M.; Grasso, S.; Sglavo, V.M. What’s new in ceramics sintering? A short report on the latest trends and future prospects. Curr. Opin. Solid State Mater. Sci. 2020, 24, 100868. [Google Scholar] [CrossRef]
- Paraskevas, D.; Vanmeensel, K.; Vleugels, J.; Dewulf, W.; Deng, Y.; Duflou, J.R. Spark plasma sintering as a solid-state recycling technique: The case of aluminum alloy scrap consolidation. Materials 2014, 7, 5664–5687. [Google Scholar] [CrossRef]
- Vukšić, M.; Žmak, I.; Ćurković, L.; Kocjan, A. Spark plasma sintering of dense alumina ceramics from industrial waste scraps. Open Ceram. 2021, 5, 100076. [Google Scholar] [CrossRef]
- Kanda, Y. Spark plasma sintering using calcareous waste concrete powder. Constr. Build. Mater. 2022, 349, 128726. [Google Scholar] [CrossRef]
- Panasenko, A.E.; Shichalin, O.O.; Yarusova, S.B.; Ivanets, A.I.; Belov, A.A.; Dran’kov, A.N.; Azon, S.A.; Fedorets, A.N.; Buravlev, I.Y.; Mayorov, V.Y.; et al. A novel approach for rice straw agricultural waste utilization: Synthesis of solid aluminosilicate matrices for cesium immobilization. Nucl. Eng. Technol. 2022, 54, 3250–3259. [Google Scholar] [CrossRef]
- Shichalin, O.O.; Yarusova, S.B.; Ivanov, N.P.; Papynov, E.K.; Belov, A.A.; Azon, S.A.; Buravlev, I.Y.; Myagchilov, A.V.; Fedorets, A.N.; Rastorguev, V.L.; et al. Calcium silicate solid-state matrices from boric acid production waste for 60Co removal and immobilization by spark plasma sintering. J. Water Process Eng. 2024, 59, 105042. [Google Scholar] [CrossRef]
- Teodoru, S.; Kusano, Y.; Bogaerts, A. The effect of O2 in a humid O2/N2/NOx gas mixture on NOx and N2O remediation by an atmospheric pressure dielectric barrier discharge. Plasma Process. Polym. 2012, 9, 652–689. [Google Scholar] [CrossRef]
- Abiev, R.S.; Sladkovskiy, D.A.; Semikin, K.V.; Murzin, D.Y.; Rebrov, E.V. Non-thermal plasma for process and energy intensification in dry reforming of methane. Catalysts 2020, 10, 1358. [Google Scholar] [CrossRef]
- Budhraja, N.; Pal, A.; Mishra, R. Plasma reforming for hydrogen production: Pathways, reactors and storage. Int. J. Hydrog. Energy 2023, 48, 2467–2482. [Google Scholar] [CrossRef]
- Lausche, A.C.; Schaidle, J.A.; Schweitzer, N.M.; Thompson, L.T. Chapter 14. Nanoscale Carbide and Nitride Catalysts. In Comprehensive Inorganic Chemistry II: From Elements to Applications-Volume 7: Surface Inorganic Chemistry and Heterogeneous Catalysis; Elsevier: Waltham, MA, USA, 2013; ISBN 978-0-08-096529-1. [Google Scholar] [CrossRef]
- Aminu, I.; Nahil, M.A.; Williams, P.T. Hydrogen from waste plastics by two-stage pyrolysis/low temperature plasma catalytic processing. Energy Fuels. 2020, 34, 11679–11689. [Google Scholar] [CrossRef]
- Aminu, I.; Nahil, M.A.; Williams, P.T. Hydrogen production by pyrolysis-nonthermal plasma/catalytic reforming of waste plastic over different catalyst support materials. Energy Fuels 2022, 36, 3788–3801. [Google Scholar] [CrossRef]
- Blanquet, E.; Nahil, M.A.; Williams, P.T. Enhanced hydrogen-rich gas production from waste biomass using pyrolysis with non-thermal plasma-catalysis. Catal. Today 2019, 337, 216–224. [Google Scholar] [CrossRef]
- Blanquet, E.; Williams, P.T. Biomass pyrolysis coupled with non-thermal plasma/catalysis for hydrogen production: Influence of biomass components and catalyst properties. J. Anal. Appl. Pyrolysis. 2021, 159, 105325. [Google Scholar] [CrossRef]
- Li, X.S.; Zhu, A.M.; Wang, K.J.; Xu, Y.; Song, Z.M. Methane conversion to C2 hydrocarbons and hydrogen in atmospheric non-thermal plasmas generated by different electric discharge techniques. Catal. Today 2004, 98, 617–624. [Google Scholar] [CrossRef]
- Raja, R.B.; Sarathi, R.; Vinu, R. Selective production of hydrogen and solid carbon via methane pyrolysis using a swirl-induced point-plane non-thermal plasma reactor. Energy Fuels 2022, 36, 826–836. [Google Scholar] [CrossRef]
- Lee, D.H.; Song, Y.H.; Kim, K.T.; Lee, J.O. Comparative study of methane activation process by different plasma sources. Plasma Chem. Plasma Process. 2013, 33, 647–661. [Google Scholar] [CrossRef]
- Nozaki, T.; Okazaki, K. Non-thermal plasma catalysis of methane: Principles, energy efficiency, and applications. Catal. Today 2013, 211, 29–38. [Google Scholar] [CrossRef]
- Li, X.; Zhang, H.; Shao, S.; Lv, Z.; Ge, S.; Cai, Y. Direct non-thermal plasma regeneration of deactivated HZSM-5 for catalytic pyrolysis of rape straw. J. Anal. Appl. Pyrolysis. 2021, 157, 105209. [Google Scholar] [CrossRef]
- Li, X.; Yan, J.; Shao, S.; Ge, S.; Lv, Z.; Cai, Y. Synthetic HZSM-5/MCM-41 catalyst by Direct Non-thermal Plasma for promoted production of aromatic hydrocarbons by catalytic pyrolysis of rape straw. J. Anal. Appl. Pyrolysis. 2022, 161, 105365. [Google Scholar] [CrossRef]
- Cai, X.; Wei, X.; Wu, J.; Ding, J.; Du, C. Plasma pyrolysis and gasifcation of carambola leaves using non-thermal arc plasma. Waste Dispos. Sustain. Energy 2020, 2, 193–207. [Google Scholar] [CrossRef]
- Lim, M.T.; Tan, E.S.; Chai, Y.H.; Chin, B.L.F.; Juwono, F.H.; Hisham, D.H.B.; Anuar, M.A.M. Pilot-scale flue gas pyrolysis system for organic and plastic wastes with improved liquid properties in a non-thermal plasma reactor. J. Anal. Appl. Pyrolysis. 2023, 173, 106062. [Google Scholar] [CrossRef]
- Sun, D.L.; Wang, F.; Ruoyu, H.; Xie, C.R. Preparation of carbon black via arc discharge plasma enhanced by thermal pyrolysis. Diam. Relat. Mater. 2016, 61, 21–31. [Google Scholar] [CrossRef]
- Titov, E.Y.; Bodrikov, I.V.; Vasiliev, A.L.; Kurskii, Y.A.; Ivanova, A.G.; Golovin, A.L.; Shirokov, D.A.; Titov, D.Y.; Bodrikova, E.R. Non-thermal plasma pyrolysis of fuel oil in the liquid phase. Energies 2023, 16, 4017. [Google Scholar] [CrossRef]
- Fan, Y.; Zhao, W.; Shao, S.; Cai, Y.; Chen, Y.; Jin, L. Promotion of the vapors from biomass vacuum pyrolysis for biofuels under Non-thermal Plasma Synergistic Catalysis (NPSC) system. Energy 2018, 142, 462–472. [Google Scholar] [CrossRef]
- Saleem, F.; Harris, J.; Zhang, K.; Harvey, A. Non-thermal plasma as a promising route for the removal of tar from the product gas of biomass gasification—A critical review. Chem. Eng. J. 2020, 382, 122761. [Google Scholar] [CrossRef]
- Fan, Y.; Lu, D.; Han, Y.; Yang, J.; Qian, C.; Li, B. Production of light aromatics from biomass components co-pyrolyzed with polyethylene via non-thermal plasma synergistic upgrading. Energy 2023, 265, 126427. [Google Scholar] [CrossRef]
- Ismail, M.M.; Dincer, I. Development and evaluation of an integrated waste to energy system based on polyethylene plastic wastes pyrolysis for production of hydrogen fuel and other useful commodities. Fuel 2023, 334, 126409. [Google Scholar] [CrossRef]
- Snoeckx, R.; Rabinovich, A.; Dobrynin, D.; Bogaerts, A.; Fridman, A. Integrated early-stage environmental and economic assessment of emerging technologies and its applicability to the case of plasma gasification. Plasma Process Polym. 2016, 14, 1600115. [Google Scholar] [CrossRef]
- Mishnaevsky, L.; Branner, K.; Petersen, H.N.; Beauson, J.; McGugan, M.; Sørensen, B.F. Materials for wind turbine blades: An overview. Materials 2017, 10, 1285. [Google Scholar] [CrossRef]
- Anguita, J.V.; Smith, C.T.G.; Stute, T.; Funke, M.; Delkowski, M.; Silva, S.R.P. Dimensionally and environmentally ultra-stable polymer composites reinforced with carbon fibres. Nat. Mater. 2020, 19, 317–322. [Google Scholar] [CrossRef] [PubMed]
- Vieira, D.R.; Vieira, R.K.; Chain, M.C. Strategy and management for the recycling of carbon fiber-reinforced polymers (CFRPs) in the aircraft industry: A critical review. Int. J. Sustain. Dev. World Ecol. 2017, 24, 214–223. [Google Scholar] [CrossRef]
- Zhang, L.W.; Sojobi, A.O.; Liew, K.M. Sustainable CFRP-reinforced recycled concrete for cleaner eco-friendly construction. J. Clean. Prod. 2019, 233, 56–75. [Google Scholar] [CrossRef]
- Caggegi, C.; Pensée, V.; Fagone, M.; Cuomo, M.; Chevalier, L. Experimental global analysis of the efficiency of carbon fiber anchors applied over CFRP strengthened bricks. Constr. Build. Mater. 2014, 53, 203–212. [Google Scholar] [CrossRef]
- Chin, S.C.; Shafiq, N.; Nuruddin, M.F. Behaviour of RC beams with CFRP-strengthened openings. Struct. Concr. 2015, 17, 32–43. [Google Scholar] [CrossRef]
- Gonçalves, R.M.; Martinho, A.; Oliveira, J.P. Recycling of reinforced glass fibers waste: Current status. Materials 2022, 15, 1596. [Google Scholar] [CrossRef] [PubMed]
- Qureshi, J. A review of recycling methods for fibre reinforced polymer composites. Sustainability 2022, 14, 16855. [Google Scholar] [CrossRef]
- Thomas, L.; Ramachandra, M. Advanced materials for wind turbine blade - A review. Mater. Today Proc. 2018, 5 Pt 3, 2635–2640. [Google Scholar] [CrossRef]
- Jensen, J.P.; Skelton, K. Wind turbine blade recycling: Experiences, challenges and possibilities in a circular economy. Renew. Sust. Energ. Rev. 2018, 97, 165–176. [Google Scholar] [CrossRef]
- Sastri, V.R. Chapter 3—Materials Used in Medical Devices. In Plastics in Medical Devices: Properties, Requirements, and Applications; Elsevier: Waltham, MA, USA, 2022; ISBN 978-0-323-85126-8. [Google Scholar] [CrossRef]
- de Fazio, D.; Boccarusso, L.; Formisano, A.; Viscusi, A.; Durante, M. A review on the recycling technologies of fibre-reinforced plastic (FRP) materials used in industrial fields. J. Mar. Sci. Eng. 2023, 11, 851. [Google Scholar] [CrossRef]
- Khalil, Y.F. Comparative environmental and human health evaluations of thermolysis and solvolysis recycling technologies of carbon fiber reinforced polymer waste. Waste Manag. 2018, 76, 767–778. [Google Scholar] [CrossRef] [PubMed]
- Mamanpush, S.H.; Li, H.; Englund, K.; Tavousi Tabatabaei, A. Recycled wind turbine blades as a feedstock for second generation composites. Waste Manag. 2018, 76, 708–714. [Google Scholar] [CrossRef] [PubMed]
- Rybicka, J.; Tiwari, A.; Leeke, G.A. Technology readiness level assessment of composites recycling technologies. J. Clean. Prod. 2016, 112, 1001–1012. [Google Scholar] [CrossRef]
- Zhang, L.; Liu, W.; Jiang, H.; Zhang, X.; Shang, Y.; Jiang, C.; Wang, X.; Qi, G.; Li, B.; Xu, P.; et al. Upcycling of carbon fiber-reinforced polymer composites. Compos. Sci. Technol. 2023, 231, 109824. [Google Scholar] [CrossRef]
- Pei, C.; Chen, P.Y.; Kong, S.C.; Wu, J.; Zhu, J.H.; Xing, F. Recyclable separation and recovery of carbon fibers from CFRP composites: Optimization and mechanism. Sep. Purif. Technol. 2021, 278, 119591. [Google Scholar] [CrossRef]
- Kavaliauskas, Z.; Kėželis, R.; Grigaitienė, V.; Milieška, M.; Valincius, V.; Uscila, R.; Snapkauskienė, V.; Gimžauskaitė, D.; Baltušnikas, A. Recycling of wind turbine blades into microfiber using plasma technology. Materials 2023, 16, 3089. [Google Scholar] [CrossRef] [PubMed]
- Grigaitienė, V.; Uscila, R.; Valinčius, V.; Kėželis, R.; Milieška, M.; Gimžauskaitė, D.; Snapkauskienė, V.; Kavaliauskas, Z. Possibility of recycling wind turbine blades using plasma technology. WIT Trans. Ecol. Environ. 2022, 257, 65–71. [Google Scholar] [CrossRef]
- Beletskii, E.V.; Kamenskii, M.A.; Alekseeva, E.V.; Volkov, A.I.; Lukyanov, D.A.; Anishchenko, D.V.; Radomtseu, A.O.; Reveguk, A.A.; Glumov, O.V.; Levin, O.V. One-step atmospheric plasma-assisted synthesis of FeOOH and FeOOH/graphite high performance anode materials for lithium-ion batteries. Appl. Surf. Sci. 2022, 597, 153698. [Google Scholar] [CrossRef]
- Bhar, M.; Dey, A.; Ghosh, S.; van Spronsen, M.A.; Selvaraj, V.; Kaliprasad, Y.; Krishnamurthy, S.; Martha, S.K. Plasma jet printing induced high-capacity graphite anodes for sustainable recycling of lithium-ion batteries. Carbon 2022, 198, 401–410. [Google Scholar] [CrossRef]
- Geng, J.; Zhang, S.; Hu, X.; Ling, W.; Peng, X.; Zhong, S.; Liang, F.; Zou, Z. A review of graphene-decorated LiFePO4 cathode materials for lithium-ion batteries. Ionics 2022, 28, 4899–4922. [Google Scholar] [CrossRef]
- Habibi, A.; Mousavi, M.R.; Yasoubi, M.; Sanaee, Z.; Ghasemi, S. Plasma-enhanced chemical vapor deposition for fabrication of yolk-shell SnO2@Void@C nanowires, as an efficient carbon coating technique for improving lithium-ion battery performance. Mater. Sci. Semicond. Process. 2022, 149, 106901. [Google Scholar] [CrossRef]
- Han, M.; Kim, D.W.; Kim, Y.C. Charged polymer-coated separators by atmospheric plasma-induced grafting for lithium-ion batteries. ACS Appl. Mater. Interfaces 2016, 8, 26073–26081. [Google Scholar] [CrossRef] [PubMed]
- Hou, D.; Bai, F.; Dong, P.; Chen, J.; Zhang, Y.; Meng, F.; Zhang, Z.; Zhang, C.; Zhang, Y.; Hu, J. Recent development of low temperature plasma technology for lithium-ion battery materials. J. Power Sources 2023, 584, 233599. [Google Scholar] [CrossRef]
- Jiao, J.; Du, K.; Wang, Y.; Sun, P.; Zhao, H.; Tang, P.; Fan, Q.; Tian, H.; Li, Q.; Xu, Q. N plasma treatment on graphene oxide-MoS2 composites for improved performance in lithium ion batteries. Mater. Chem. Phys. 2020, 240, 122169. [Google Scholar] [CrossRef]
- Jin, S.Y.; Manuel, J.; Zhao, X.; Park, W.H.; Ahn, J.H. Surface-modified polyethylene separator via oxygen plasma treatment for lithium ion battery. J. Ind. Eng. Chem. 2017, 45, 15–21. [Google Scholar] [CrossRef]
- Lee, C.; Han, Y.J.; Seo, Y.D.; Nakabayashi, K.; Miyawaki, J.; Santamaría, R.; Menéndez, R.; Yoon, S.H.; Jang, J. C4F8 plasma treatment as an effective route for improving rate performance of natural/synthetic graphite anodes in lithium ion batteries. Carbon 2016, 103, 28–35. [Google Scholar] [CrossRef]
- Li, C.; Li, H.L.; Li, C.H.; Liu, Y.S.; Sung, Y.C.; Huang, C. Effects of low-pressure nitrogen plasma treatment on the surface properties and electrochemical performance of the polyethylene separator used lithium-ion batteries. Jpn. J. Appl. Phys. 2018, 57, 01AB03. [Google Scholar] [CrossRef]
- Li, T.; Nie, X. One-step fast-synthesized foamlike amorphous Co(OH)2 flexible film on Ti foil by plasma-assisted electrolytic deposition as a binder-free anode of a high-capacity lithium-ion battery. ACS Appl. Mater. Interfaces 2018, 10, 16943–16946. [Google Scholar] [CrossRef]
- Liu, Y.; Zhang, L.; Zhao, Y.; Shen, T.; Yan, X.; Yu, C.; Wang, H.; Zeng, H. Novel plasma-engineered MoS2 nanosheets for superior lithium-ion batteries. J. Alloys Compd. 2019, 787, 996–1003. [Google Scholar] [CrossRef]
- Ouyang, L.; Guo, L.; Cai, W.; Ye, J.; Hu, R.; Liu, J.; Yang, L.; Zhu, M. Facile synthesis of Ge@FLG composites by plasma assisted ball milling for lithium ion battery anodes. J. Mater. Chem. A 2014, 2, 11280. [Google Scholar] [CrossRef]
- Nava-Avendaño, J.; Veilleux, J. Plasma processes in the preparation of lithium-ion battery electrodes and separators. J. Phys. D Appl. Phys. 2017, 50, 163001. [Google Scholar] [CrossRef]
- Shen, F.; Zhang, F.; Yin, Y.; Chen, S.; Gao, J.; Li, J.; Han, X. A high performance lithium metal anode enabled by CF4 plasma treated carbon paper. Nanoscale 2021, 13, 11800–11807. [Google Scholar] [CrossRef] [PubMed]
- Sun, M.; Wu, J.; Lu, P.; Zhang, Z.; Zhang, Y.; Li, D. Sphere-like MoS2 and porous TiO2 composite film on Ti foil as lithium-ion battery anode synthesized by plasma electrolytic oxidation and magnetron sputtering. J. Alloys Compd. 2021, 427, 131032. [Google Scholar] [CrossRef]
- Sun, S.; WU, Y.; Zu, J.; Lu, C.; Sun, Y.; Wang, Z.; Chen, J. Stabilizing plasma-induced highly nitrogen-deficient g-C3N4 by heteroatom-refilling for excellent lithium-ion battery anodes. Chem. Eng. J. 2022, 892, 162075. [Google Scholar] [CrossRef]
- Tsai, H.S.; Hsu, C.H.; Chi, C.C.; Wang, Y.C.; Liu, F.W.; Tang, S.Y.; Tsai, C.J.; Ouyang, H.; Chueh, Y.L.; Jiang, J.H. Non-layered Ti2N synthesized by plasma process for the anodes of lithium-ion batteries. Inorg. Chem. Front. 2019, 6, 172–175. [Google Scholar] [CrossRef]
- Wei, Y.; Yu, H.; Li, H.; Ming, H.; Pan, K.; Huang, H.; Liu, Y.; Kang, Z. Liquid-phase plasma synthesis of silicon quantum dots embedded in carbon matrix for lithium battery anodes. Mater. Res. Bull. 2013, 48, 4072–4077. [Google Scholar] [CrossRef]
- Wu, J.; He, X.; Li, G.; Deng, J.; Chen, L.; Xue, W.; Li, D. Rapid construction of TiO2/SiO2 composite film on Ti foil as lithium-ion battery anode by plasma discharge in solution. Appl. Phys. Lett. 2019, 114, 043903. [Google Scholar] [CrossRef]
- Wu, L.Y.; Chung, F.Y.; Huang, C. Synthesis and application of nano-organosilicon coating through cyclonic plasma deposition on a polymeric separator for lithium-ion batteries. J. Coat. Technol. Res. 2022, 19, 1159–1170. [Google Scholar] [CrossRef]
- Zhang, X.; Jin, M.; Zhao, Y.; Bai, Z.; Wu, C.; Zhu, Z.; Wu, H.; Zhou, J.; Li, J.; Pan, X. Improved lithium-ion battery performance by introducing oxygen-containing functional groups by plasma treatment. Nanotechnology 2021, 32, 275401. [Google Scholar] [CrossRef]
- Zhong, X.; Liu, W.; Han, J.; Jiao, F.; Qin, W.; Liu, T.; Zhao, C. Pyrolysis and physical separation for the recovery of spent LiFePO4 batteries. Waste Manag. 2019, 89, 83–93. [Google Scholar] [CrossRef]
- Zhu, J.; Chen, J.; Luo, Y.; Sun, S.; Qin, L.; Xu, H.; Zhang, P.; Zhang, W.; Tian, W.; Sun, Z. Lithiophilic metallic nitrides modified nickel foam by plasma for stable lithium metal anode. Energy Storage Mater. 2019, 23, 539–546. [Google Scholar] [CrossRef]
- Joseph, J.; Murdock, A.T.; Seo, D.H.; Han, Z.J.; O’Mullane, A.P.; Ostrikov, K.K. Plasma enabled synthesis and processing of materials for lithium-ion batteries. Adv. Mater. Technol. 2018, 3, 1800070. [Google Scholar] [CrossRef]
- Hsueh, T.H.; Tsai, C.H.; Liu, S.E.; Wang, M.C.; Chang, S.M.; Shiue, A.; Chin, K.Y. LiCoO2 battery electrode fabricated by high deposition-rate atmospheric plasma spraying for lithium battery. J. Electrochem. Soc. 2022, 169, 100506. [Google Scholar] [CrossRef]
- Zhang, X.; Hayashida, R.; Tanaka, M.; Watanabe, T. Synthesis of carbon-coated silicon nanoparticles by induction thermal plasma for lithium ion battery. Powder Technol. 2020, 371, 26–36. [Google Scholar] [CrossRef]
- Liu, P.; Zhang, J.G.; Turner, J.A.; Tracy, C.E.; Benson, D.K. Lithium-manganese-oxide thin-film cathodes prepared by plasma-enhanced chemical vapor deposition. J. Electrochem. Soc. 1999, 146, 2001. [Google Scholar] [CrossRef]
- Cao, S.; He, X.; Nie, L.; Hu, J.; Chen, M.; Han, Y.; Wang, K.; Jiang, K.; Zhou, M. CF4 plasma-generated LiF-Li2C2 artificial layers for dendrite-free lithium-metal anodes. Adv. Sci. 2022, 9, 2201147. [Google Scholar] [CrossRef] [PubMed]
- Jiang, Q.; Zhang, H.; Wang, S. Plasma-enhanced low-temperature solid-state synthesis of spinel LiMn2O4 with superior performance for lithium-ion batteries. Green Chem. 2016, 18, 662–666. [Google Scholar] [CrossRef]
- Liang, Z.; Li, T.; Chi, H.; Ziegelbauer, J.; Sun, K.; Wang, M.; Zhang, W.; Liu, T.; Cheng, Y.T.; Chen, Z.; et al. Solvent-free manufacturing of lithium-ion battery electrodes via cold plasma. Energy Environ. Mater. 2024, 7, e12503. [Google Scholar] [CrossRef]
- Zhou, Q.; Zhao, Z.; Wang, Z.; Dong, Y.; Wang, X.; Gogotsi, Y.; Qiu, J. Low temperature plasma synthesis of mesoporous Fe3O4 nanorods grafted on reduced graphene oxide for high performance lithium storage. Nanoscale 2014, 6, 2286–2291. [Google Scholar] [CrossRef]
- Ma, X.; Azhari, L.; Wang, Y. Li-ion battery recycling challenges. Chem 2021, 7, 2843–2847. [Google Scholar] [CrossRef]
- Windisch-Kern, S.; Gerold, E.; Nigl, T.; Jandric, A.; Altendorfer, M.; Rutrecht, B.; Scherhaufer, S.; Raupenstrauch, H.; Pomberger, R.; Antrekowitsch, H.; et al. Recycling chains for lithium-ion batteries: A critical examination of current challenges, opportunities and process dependencies. Waste Manag. 2022, 138, 125–139. [Google Scholar] [CrossRef]
- Rajaeifar, M.A.; Raugei, M.; Steubing, B.; Hartwell, A.; Anderson, P.A.; Heidrich, O. Life cycle assessment of lithium-ion battery recycling using pyrometallurgical technologies. J. Ind. Ecol. 2021, 25, 1560–1571. [Google Scholar] [CrossRef]
- Cheret, D.; Santen, S. Battery Recycling. U.S. Patent 7,169,206 B2, 30 January 2007. [Google Scholar]
- Hong, R.; Su, L.; Chen, S.; Long, Z.; Wu, J. Comparison of cutinases in enzymic deinking of old newsprint. Cellulose 2017, 24, 5089–5099. [Google Scholar] [CrossRef]
- Wang, F.; Zhang, X.; Zhang, G.; Chen, J.; Sang, M.; Long, Z.; Wang, B. Studies on the environmentally friendly deinking process employing biological enzymes and composite surfactant. Cellulose 2018, 25, 3079–3089. [Google Scholar] [CrossRef]
- Mauchauffé, R.; Lee, S.J.; Han, I.; Kim, S.H.; Moon, S.Y. Improved de-inking of inkjet-printed paper using environmentally friendly atmospheric pressure low temperature plasma for paper recycling. Sci. Rep. 2019, 9, 14046. [Google Scholar] [CrossRef] [PubMed]
- Gaiolas, C.; Costa, A.P.; Silva, M.S.; Thielemans, W.; Amaral, M.E. Cold plasma-assisted paper recycling. Ind. Crops Prod. 2013, 43, 114–118. [Google Scholar] [CrossRef]
- Wang, R.; Shen, Y.; Zhang, C.; Yan, P.; Shao, T. Comparison between helium and argon plasma jets on improving the hydrophilic property of PMMA surface. Appl. Surf. Sci. 2016, 367, 401–406. [Google Scholar] [CrossRef]
- Fowkes, F.M. Attractive forces at interfaces. Ind. Eng. Chem. 1964, 56, 40–52. [Google Scholar] [CrossRef]
- Kaelble, D. Dispersion-polar surface tension properties of organic solids. J. Adhes. 1970, 2, 66–81. [Google Scholar] [CrossRef]
- Owens, D.; Wendt, R. Estimation of the surface free energy of polymers. J. Appl. Polym. Sci. 1969, 13, 1741–1747. [Google Scholar] [CrossRef]
- Kwok, D.Y.; Lam, C.N.C.; Li, A.; Leung, A.; Wu, R.; Mok, E.; Neumann, A.W. Measuring and interpreting contact angles: A complex issue. Colloids Surf. A Physicochem. Eng. Asp. 1998, 142, 219–235. [Google Scholar] [CrossRef]
- Drelich, J.W.; Boinovich, L.; Chibowski, E.; Volpe, C.D.; Hołysz, L.; Marmur, A.; Siboni, S. Contact angles: History of over 200 years of open questions. Surf. Innov. 2020, 8, 3–27. [Google Scholar] [CrossRef]
- Sinayobye, E.; Kakane, V.C.K.; Baryeh, E.A. Determination of polar and dispersive contributions of surface tensions of some macromolecular solutions. Int. J. Biol. Chem. Sci. 2012, 6, 887–896. [Google Scholar] [CrossRef]
- Kusano, Y.; van Acker, K.; Hutchings, I.M. Methods of data analysis for the micro-scale abrasion test on coated substrates. Surf. Coat. Technol. 2004, 183, 312–327. [Google Scholar] [CrossRef]
- Altay, B.N.; Ma, R.; Fleming, P.D.; Joyce, M.J.; Anand, A.; Chen, T.; Keskin, B.; Maddipatla, D.; Turkani, V.S.; Kotkar, P.R.; et al. Surface free energy estimation: A new methodology for solid surfaces. Adv. Mater. Inferf. 2020, 7, 1901570. [Google Scholar] [CrossRef]
- Sacher, E. An attempt to evaluate the dispersive and polar components of the surface tensions of multicomponent solutions, using kaelble’s method. J. Colloid Interf. Sci. 1981, 83, 649–651. [Google Scholar] [CrossRef]
- Kusano, R.; Boulton, G.; Kusano, Y. Saltwater-wettability on polymer surfaces and determination of surface tension. Int. J. Surf. Sci. Eng. 2021, 15, 281–293. [Google Scholar] [CrossRef]
- Kusano, R.; Kusano, Y. Symmetric expressions of surface tension components. J. Adhes. 2023, 99, 2381–2401. [Google Scholar] [CrossRef]
- Kusano, Y.; Kusano, R. Critical assessment of the correlation between surface tension components and Hansen solubility parameters. Colloids Surf. A Physicochem. Eng. Asp. 2023, 677, 132423. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Type of Plasma | Max. Temp. (K) | Electron Density (cm−3) | Applications | Refs. | ||
|---|---|---|---|---|---|---|
| Electron | Gas | |||||
| Thermal | Plasma torch (DC, RF, MW) | 104 | 104 | 1015 | Gasification Metal recovery | [19] |
| Spark plasma | 104 | 104 | 1015–1018 | Sintering | [20,21] | |
| Nonthermal | Corona discharge | 105 | 102–103 | 108 | Surface modification Plasma reforming | [20,22,23] |
| Dielectric barrier discharge | 104–105 | 1014–1015 | [24] | |||
| Cold plasma torch | 104 | 1014 | [25] | |||
| Gliding arc | 104 | 2 × 103 | 1015 | [26,27] | ||
| Electrode | Typical Max. Power Reported [kW] | Advantage | Disadvantage | |
|---|---|---|---|---|
| DC plasma torch | Needed | 118.8 [83] | High power applicable | Contamination by electrode erosion |
| RF plasma torch | No need | 75 [84] | Electrodeless | Use of matching network |
| MW plasma torch | No need | 10 [85,86] | Electrodeless, arguably energy efficient | Use of ignition system |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kusano, R.; Kusano, Y. Applications of Plasma Technologies in Recycling Processes. Materials 2024, 17, 1687. https://doi.org/10.3390/ma17071687
Kusano R, Kusano Y. Applications of Plasma Technologies in Recycling Processes. Materials. 2024; 17(7):1687. https://doi.org/10.3390/ma17071687
Chicago/Turabian StyleKusano, Reinosuke, and Yukihiro Kusano. 2024. "Applications of Plasma Technologies in Recycling Processes" Materials 17, no. 7: 1687. https://doi.org/10.3390/ma17071687
APA StyleKusano, R., & Kusano, Y. (2024). Applications of Plasma Technologies in Recycling Processes. Materials, 17(7), 1687. https://doi.org/10.3390/ma17071687