

Enhancing the Mechanical and Durability Properties of Fully Recycled Aggregate Concrete Using Carbonated Recycled Fine Aggregates



Abstract
:1. Introduction
2. Materials and Methodology
2.1. Materials
2.2. Methodology
2.2.1. Preparation of C-RFA and FRAC
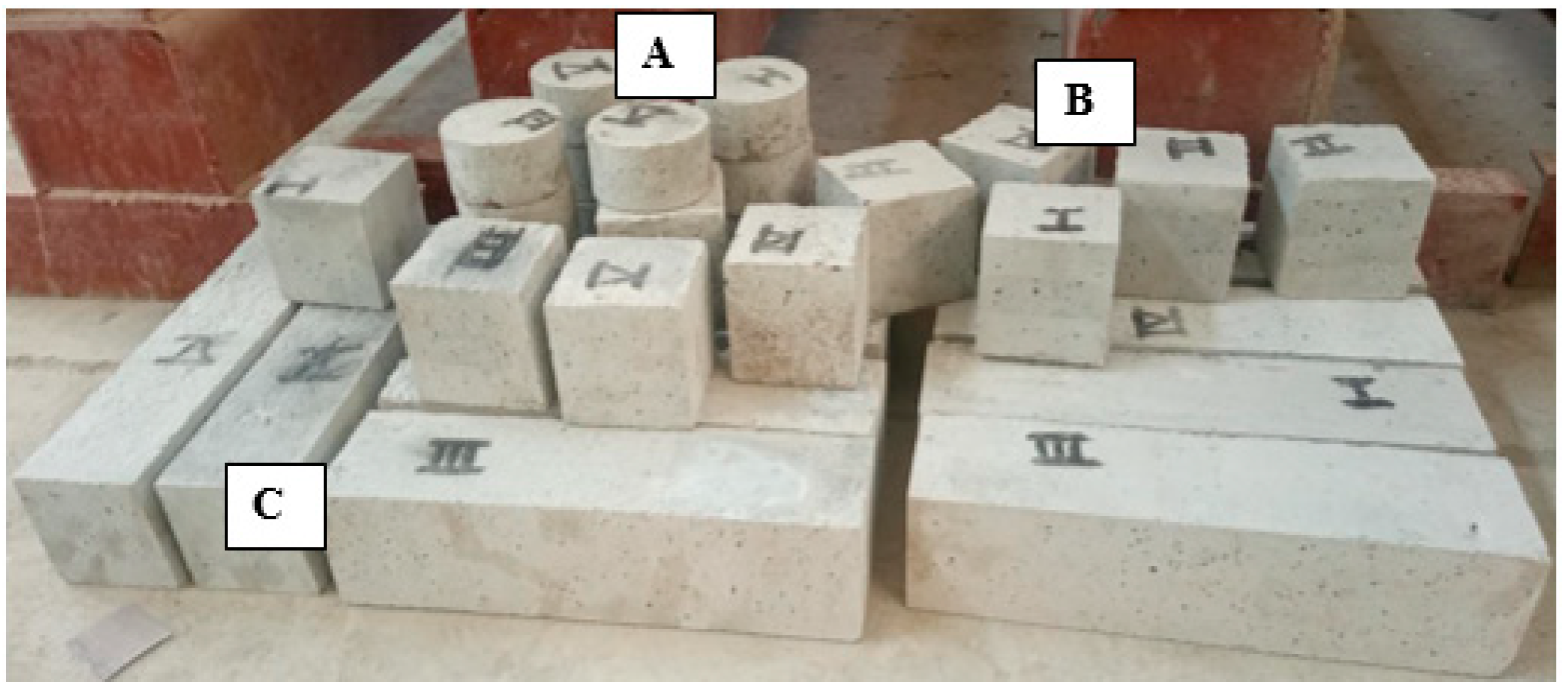
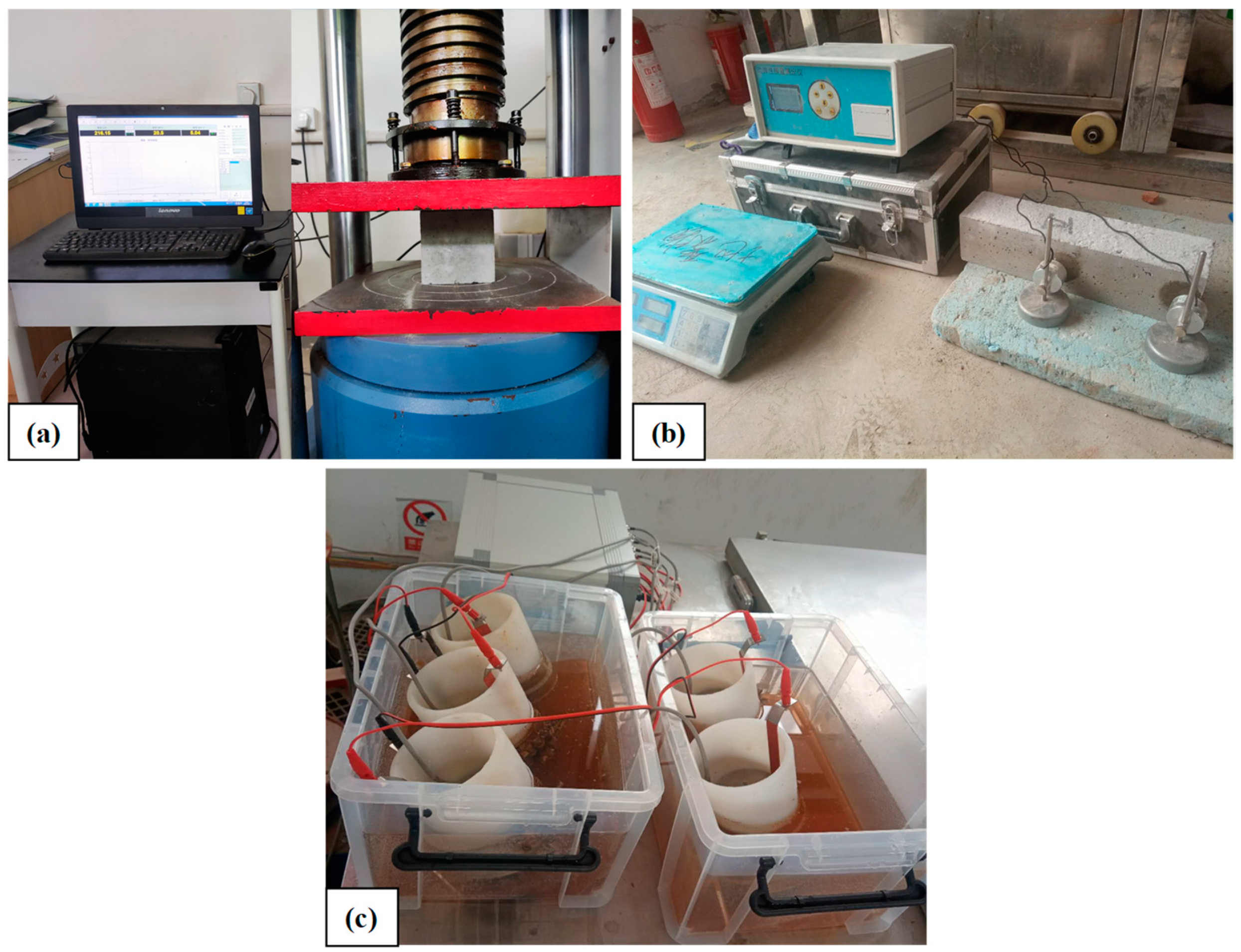
2.2.2. Measurements
Physical Properties of RFA and C-RFA
Mechanical and Physical Properties of C-RFC
Chloride Ion Penetration
Frost Resistance
Microscopic Analysis of C-RFC
3. Results and Discussion
3.1. Physical Properties of RFA and C-RFA
3.2. Physical and Mechanical Properties of C-RFC
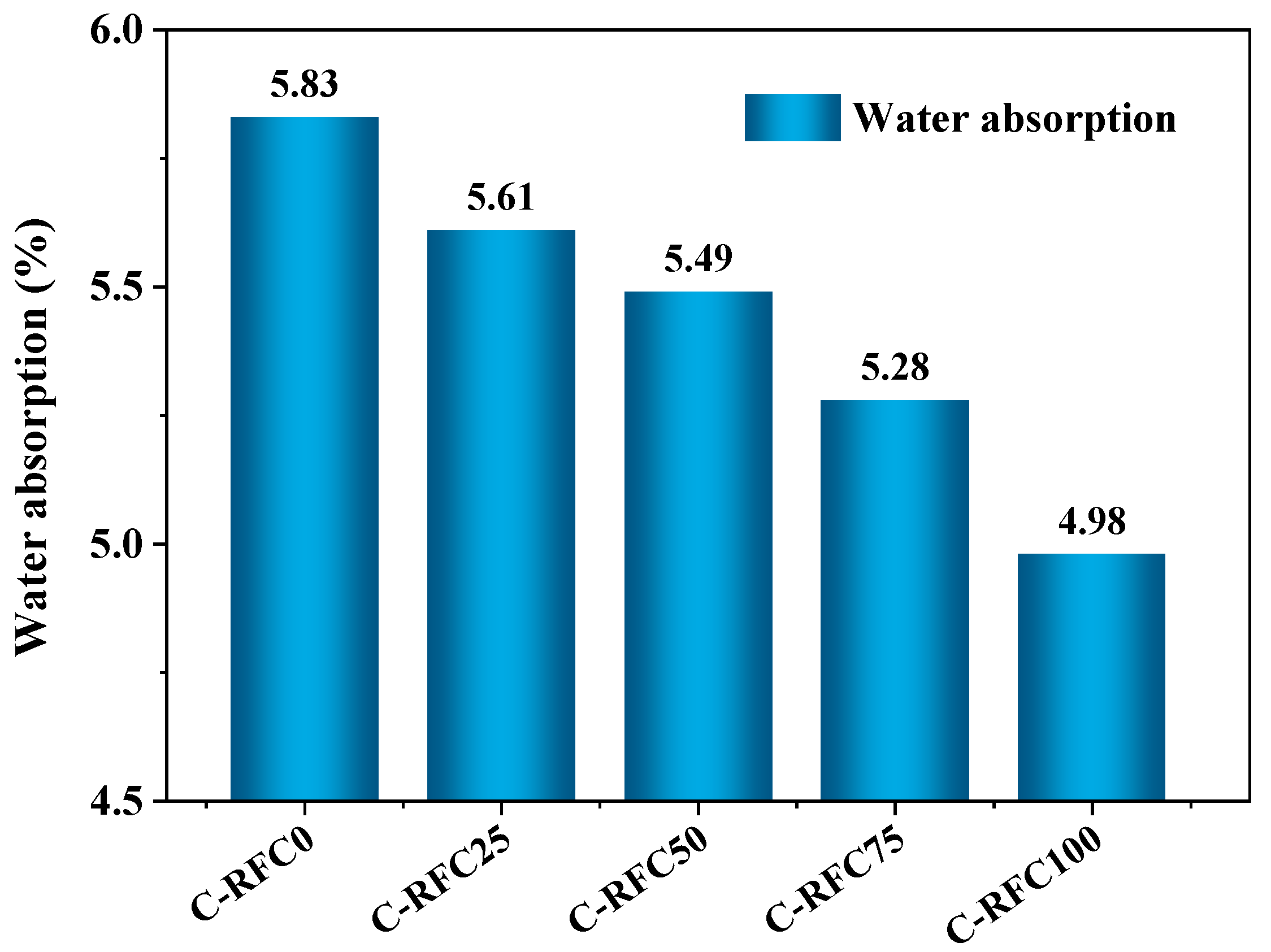
3.2.1. Water Absorption
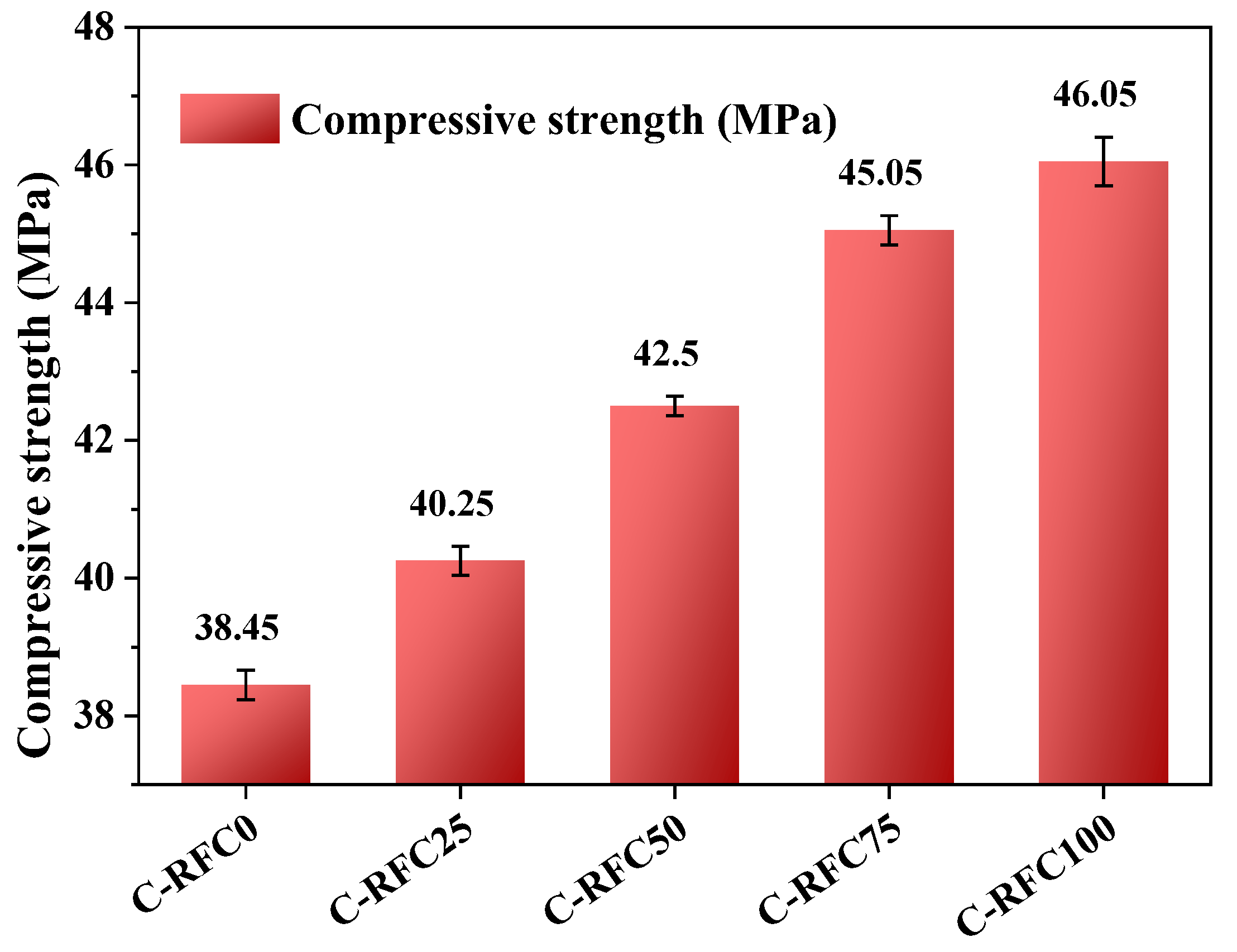
3.2.2. Compressive Strength
3.3. Durability of C-RFC
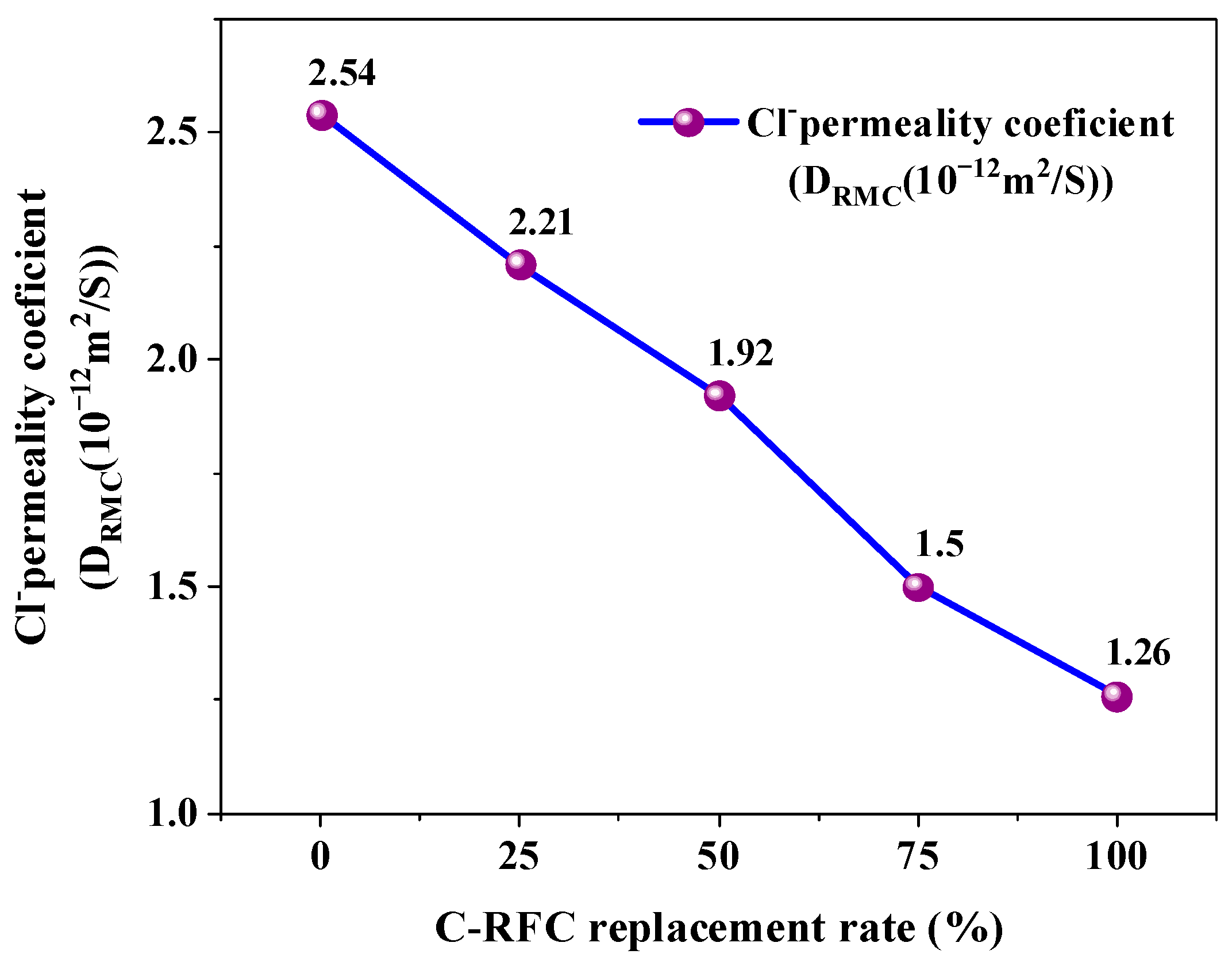
3.3.1. Chloride Ion Permeability of C-RFC
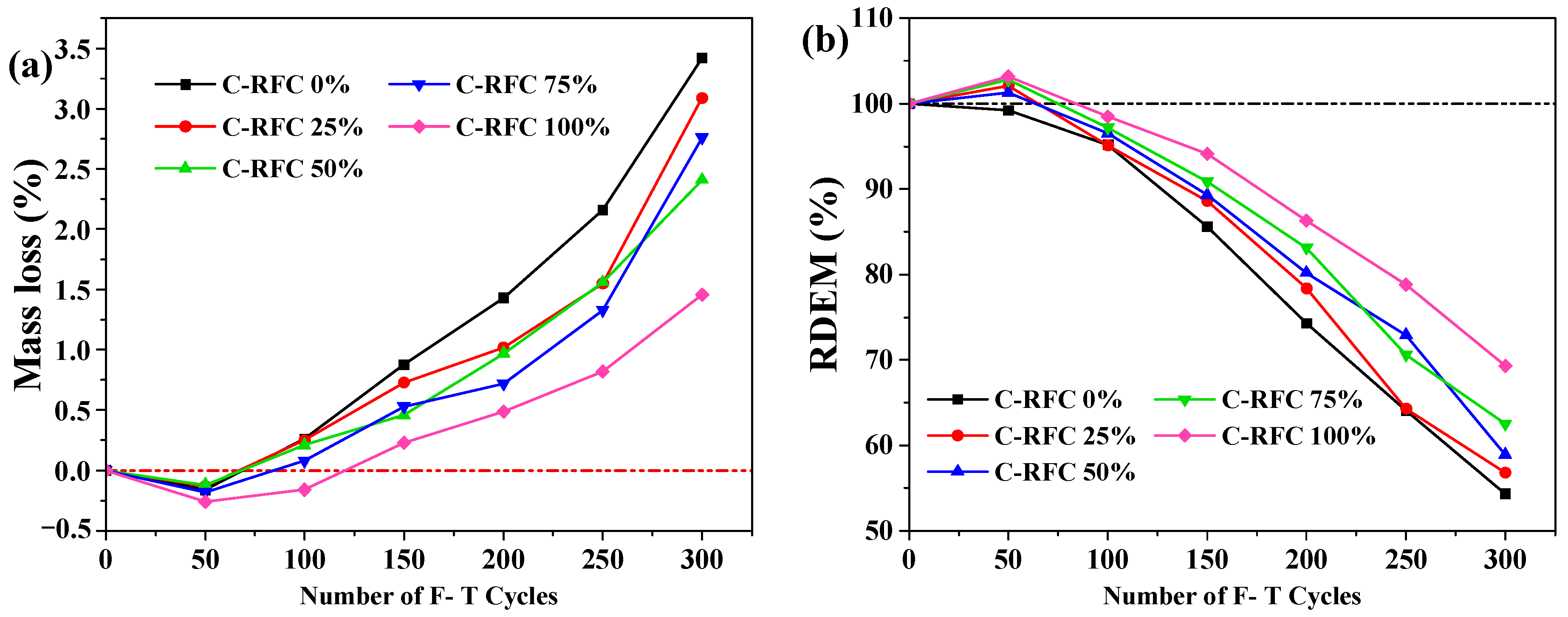
3.3.2. Frost Resistance
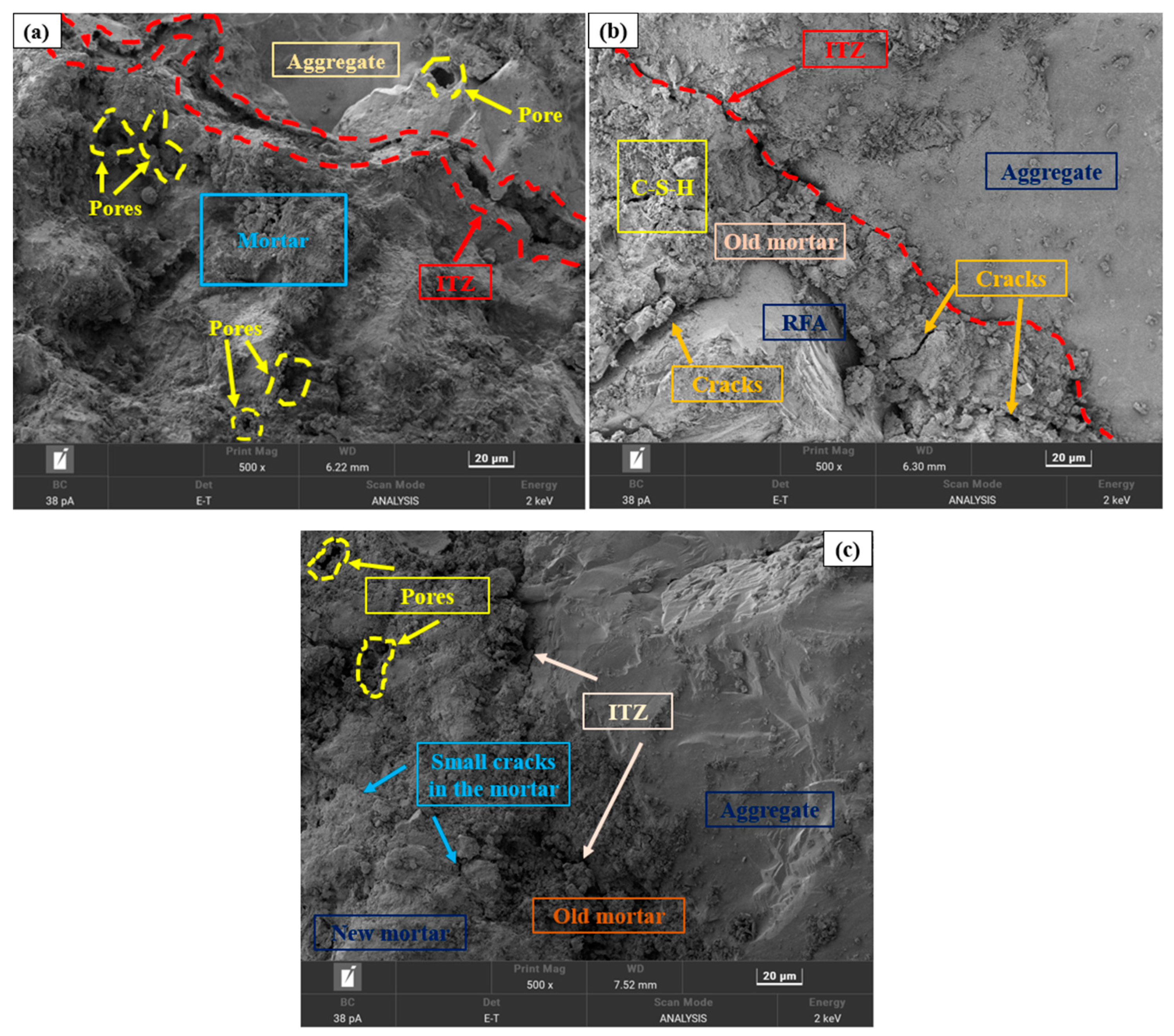
3.4. Microscopic Analysis of C-RFC
4. Conclusions
- (1)
- In comparison to untreated RFA, the apparent density of C-RFA enhanced by rapid carbonation treatment saw an increase of 4.1%. Concurrently, the 24-h water absorption and crushing values decreased by 21.6% and 22.9%, respectively. As a result of carbonation modification, the RFA was transformed from a Grade III material to a superior Grade I, affirming its enhanced suitability for use in concrete construction;
- (2)
- The carbonated recycled fine aggregate plays a positive role in concrete production. The compressive strength of C-RFC experienced a positive trajectory as the C-RFA content increased; with a 25% substitution rate, the strength achieved 40.7 MPa, exceeding the target threshold of 40 MPa. At full replacement, the strength further escalated to 46.05 MPa. This trend highlighted the potential of C-RFA to enhance the microstructure of recycled aggregate concrete (RAC), offering a proven approach to decrease water absorption and porosity, thereby augmenting the compressive strength of FRAC;
- (3)
- The incorporation of C-RFA into FRAC led to a discernible enhancement in its resistance to the rigors of freeze–thaw cycles. Upon reaching a 100% C-RFA mixture, a significant reduction of about 50.4% in the chloride permeability coefficients was observed; FRAC can satisfy the requirements of the standard for Type E chloride exposure environments for concrete structures with a service life of 100 years;
- (4)
- With the increase in C-RFA content, the frost resistance durability of FRAC was improved significantly. Across a substitution spectrum from 25% to 100% for C-RFA, C-RFC demonstrated a mass loss rate below 3.0% after withstanding 300 freeze–thaw cycles. Furthermore, as the number of freeze–thaw cycles increased, the RDEM of FRAC with 0~50% C-RFA content exceeded the 60% threshold. The frost resistance durability of FRAC was unable to meet the requirements of 300 freeze–thaw cycles;
- (5)
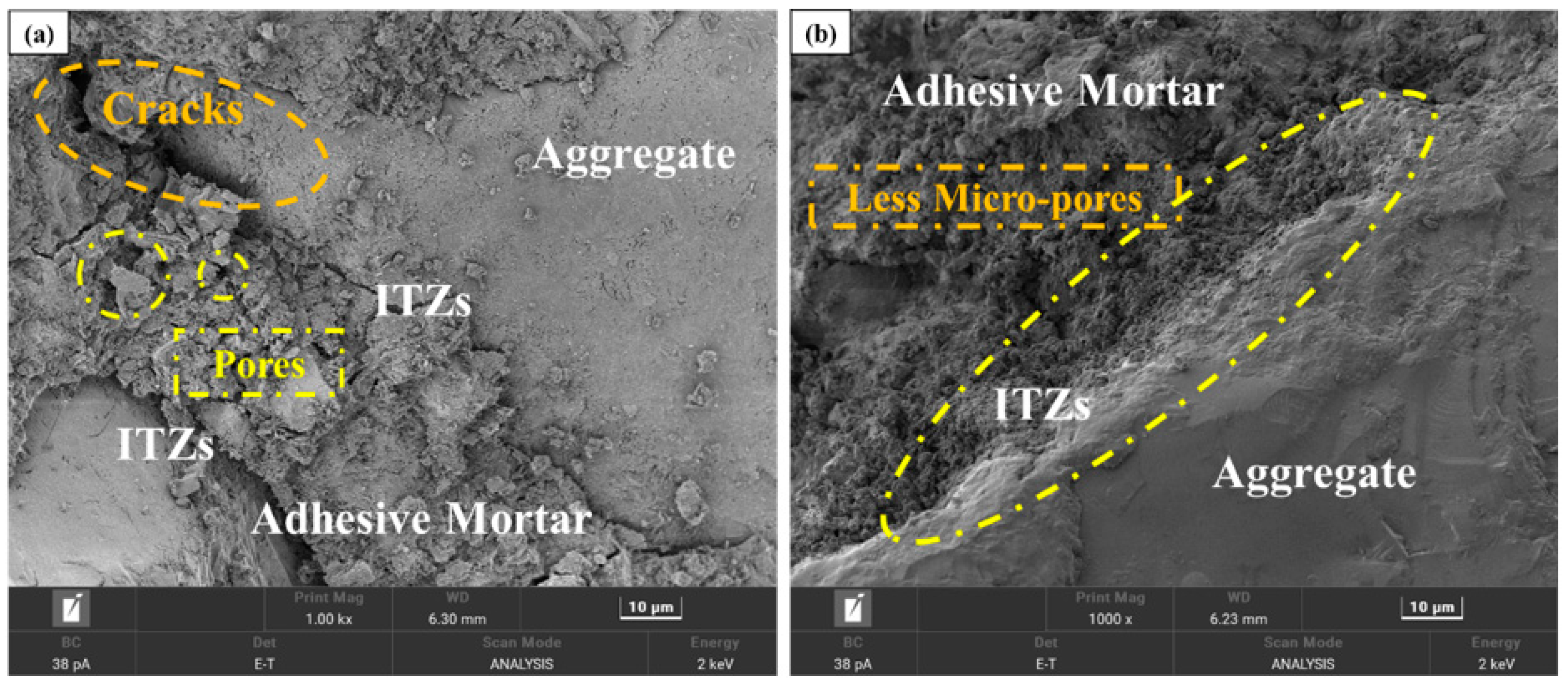
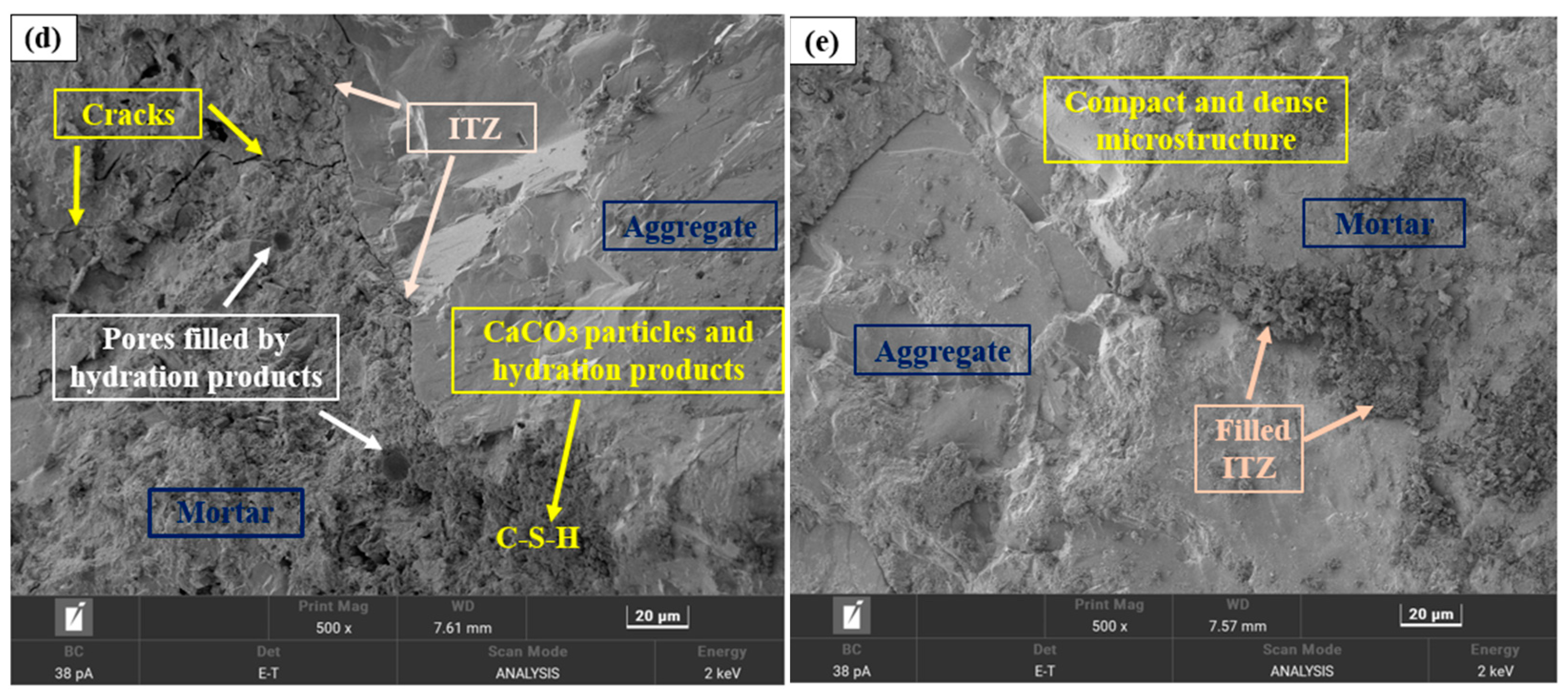
- Carbonation treatment served to densify the mortar structure attached to the surface of the RFA and strengthened the ITZ between the old mortar and the original aggregates, consequently enhancing the quality of the RFA. The CaCO3 particles encrusting the RFA surface were characterized by their considerable hardness and acted as inducers for the generation of cement hydration products, thus consolidating the porosity and ITZ between RFA and new mortar in the FRAC.
5. Limitations and Future Works
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Nomenclature
| FRAC | Fully recycled aggregate concrete |
| C-RFA | Carbonated recycled fine aggregate |
| C-RFC | Carbonated recycled fine aggregate concrete |
| C&DW | Construction and demolition waste |
| NCA | Natural coarse aggregate |
| FA | Fly ash |
| SF | Silica fume |
| F-T cycles | Freeze-thaw cycles |
| RCM | Rapid chloride migration |
| RDEM | Relative dynamic elastic modulus |
| ITZs | Interface transition zones |
| AEA | Air-entraining agent |
References
- Pellegrino, C.; Faleschini, F.; Meyer, C. Recycled materials in concrete. In Developments in the Formulation and Reinforcement of Concrete, 2nd ed.; Elsevier Ltd.: Amsterdam, The Netherlands, 2019; pp. 19–54. [Google Scholar] [CrossRef]
- Gao, Q.; Li, X.G.; Jiang, S.Q.; Lyu, X.J.; Gao, X.; Zhu, X.N.; Zhang, Y.Q. Review on zero waste strategy for urban construction and demolition waste: Full component resource utilization approach for sustainable and low-carbon. Constr. Build. Mater. 2023, 395, 132354. [Google Scholar] [CrossRef]
- Aytekin, B.; Mardani-Aghabaglou, A. Sustainable materials: A review of recycled concrete aggregate utilization as pavement material. Transp. Res. Rec. 2022, 2676, 468–491. [Google Scholar] [CrossRef]
- Bu, C.; Liu, L.; Lu, X.; Zhu, D.; Sun, Y.; Yu, L.; OuYang, Y.; Cao, X.; Wei, Q. The Durability of Recycled Fine Aggregate Concrete: A Review. Materials 2022, 15, 1110. [Google Scholar] [CrossRef]
- Aslam, M.S.; Huang, B.; Cui, L. Review of construction and demolition waste management in China and USA. J. Environ. Manag. 2020, 264, 110445. [Google Scholar] [CrossRef]
- Anike, E.E.; Saidani, M.; Olubanwo, A.O.; Anya, U.C. Flexural performance of reinforced concrete beams with recycled aggregates and steel fibres. In Structures; Elsevier: Amsterdam, The Netherlands, 2022; pp. 1264–1278. [Google Scholar]
- Ma, M.; Tam, V.W.; Le, K.N.; Li, W. Challenges in current construction and demolition waste recycling: A China study. Waste Manag. 2020, 118, 610–625. [Google Scholar] [CrossRef]
- Ohemeng, E.A.; Ekolu, S.O. Comparative analysis on costs and benefits of producing natural and recycled concrete aggregates: A South African case study. Case Stud. Constr. Mater. 2020, 13, e00450. [Google Scholar] [CrossRef]
- Liu, H.; Zhu, X.; Zhu, P.; Chen, C.; Wang, X.; Yang, W.; Zong, M. Carbonation treatment to repair the damage of repeatedly recycled coarse aggregate from recycled concrete suffering from coupling action of high stress and freeze-thaw cycles. Constr. Build. Mater. 2022, 349, 128688. [Google Scholar] [CrossRef]
- Makul, N.; Fediuk, R.; Amran, M.; Zeyad, A.M.; Murali, G.; Vatin, N.; Klyuev, S.; Ozbakkaloglu, T.; Vasilev, Y. Use of recycled concrete aggregates in production of green cement-based concrete composites: A review. Crystals 2021, 11, 232. [Google Scholar] [CrossRef]
- Ghaffar, S.H.; Burman, M.; Braimah, N. Pathways to circular construction: An integrated management of construction and demolition waste for resource recovery. J. Clean. Prod. 2020, 244, 118710. [Google Scholar] [CrossRef]
- Neupane, R.P.; Imjai, T.; Makul, N.; Garcia, R.; Kim, B.; Chaudhary, S. Use of recycled aggregate concrete in structural members: A review focused on Southeast Asia. J. Asian Archit. Build. Eng. 2023, 1–24. [Google Scholar] [CrossRef]
- Oltra-Badenes, R.; Guerola-Navarro, V.; Gil-Gómez, J.-A.; Botella-Carrubi, D. Design and Implementation of Teaching–Learning Activities Focused on Improving the Knowledge, the Awareness and the Perception of the Relationship between the SDGs and the Future Profession of University Students. Sustainability 2023, 15, 5324. [Google Scholar] [CrossRef]
- Kim, J. Properties of recycled aggregate concrete designed with equivalent mortar volume mix design. Constr. Build. Mater. 2021, 301, 124091. [Google Scholar] [CrossRef]
- Bahraq, A.A.; Jose, J.; Shameem, M.; Maslehuddin, M. A review on treatment techniques to improve the durability of recycled aggregate concrete: Enhancement mechanisms, performance and cost analysis. J. Build. Eng. 2022, 55, 104713. [Google Scholar] [CrossRef]
- Pavlu, T.; Pazderka, J.; Fořtová, K.; Řepka, J.; Mariaková, D.; Vlach, T. The Structural Use of Recycled Aggregate Concrete for Renovation of Massive External Walls of Czech Fortification. Buildings 2022, 12, 671. [Google Scholar] [CrossRef]
- Kim, J. Influence of quality of recycled aggregates on the mechanical properties of recycled aggregate concretes: An overview. Constr. Build. Mater. 2022, 328, 127071. [Google Scholar] [CrossRef]
- Patra, I.; Al-Awsi, G.R.L.; Hasan, Y.M.; Almotlaq, S.S.K. Mechanical properties of concrete containing recycled aggregate from construction waste. Sustain. Energy Technol. Assess. 2022, 53, 102722. [Google Scholar] [CrossRef]
- Sajan, K.; Adhikari, R.; Mandal, B.; Gautam, D. Mechanical characterization of recycled concrete under various aggregate replacement scenarios. Clean. Eng. Technol. 2022, 7, 100428. [Google Scholar] [CrossRef]
- Ibrahim, M.; Alimi, W.; Assaggaf, R.; Salami, B.A.; Oladapo, E.A. An overview of factors influencing the properties of concrete incorporating construction and demolition wastes. Constr. Build. Mater. 2023, 367, 130307. [Google Scholar] [CrossRef]
- Zhang, H.; Xiao, J.; Tang, Y.; Duan, Z.; Poon, C.-S. Long-term shrinkage and mechanical properties of fully recycled aggregate concrete: Testing and modelling. Cem. Concr. Compos. 2022, 130, 104527. [Google Scholar] [CrossRef]
- Ren, P.; Li, B.; Yu, J.-G.; Ling, T.-C. Utilization of recycled concrete fines and powders to produce alkali-activated slag concrete blocks. J. Clean. Prod. 2020, 267, 122115. [Google Scholar] [CrossRef]
- Li, L.; Lu, J.; Shen, P.; Sun, K.; Pua, L.E.L.; Xiao, J.; Poon, C.S. Roles of recycled fine aggregate and carbonated recycled fine aggregate in alkali-activated slag and glass powder mortar. Constr. Build. Mater. 2023, 364, 129876. [Google Scholar] [CrossRef]
- Rosa, L.; Becattini, V.; Gabrielli, P.; Andreotti, A.; Mazzotti, M. Carbon dioxide mineralization in recycled concrete aggregates can contribute immediately to carbon-neutrality. Resour. Conserv. Recycl. 2022, 184, 106436. [Google Scholar] [CrossRef]
- Li, L.; Wu, M. An overview of utilizing CO2 for accelerated carbonation treatment in the concrete industry. J. CO2 Util. 2022, 60, 102000. [Google Scholar] [CrossRef]
- Nedeljković, M.; Visser, J.; Šavija, B.; Valcke, S.; Schlangen, E. Use of fine recycled concrete aggregates in concrete: A critical review. J. Build. Eng. 2021, 38, 102196. [Google Scholar] [CrossRef]
- Singh, R.; Nayak, D.; Pandey, A.; Kumar, R.; Kumar, V. Effects of recycled fine aggregates on properties of concrete containing natural or recycled coarse aggregates: A comparative study. J. Build. Eng. 2022, 45, 103442. [Google Scholar] [CrossRef]
- Zhang, T.; Chen, M.; Wang, Y.; Zhang, M. Roles of carbonated recycled fines and aggregates in hydration, microstructure and mechanical properties of concrete: A critical review. Cem. Concr. Compos. 2023, 138, 104994. [Google Scholar] [CrossRef]
- Fang, X.; Xuan, D.; Shen, P.; Poon, C.S. Fast enhancement of recycled fine aggregates properties by wet carbonation. J. Clean. Prod. 2021, 313, 127867. [Google Scholar] [CrossRef]
- Shen, P.; Zhang, Y.; Jiang, Y.; Zhan, B.; Lu, J.; Zhang, S.; Xuan, D.; Poon, C.S. Phase assemblance evolution during wet carbonation of recycled concrete fines. Cem. Concr. Res. 2022, 154, 106733. [Google Scholar] [CrossRef]
- Chinzorigt, G.; Lim, M.K.; Yu, M.; Lee, H.; Enkbold, O.; Choi, D. Strength, shrinkage and creep and durability aspects of concrete including CO2 treated recycled fine aggregate. Cem. Concr. Res. 2020, 136, 106062. [Google Scholar] [CrossRef]
- Lu, B.; Shi, C.; Cao, Z.; Guo, M.; Zheng, J. Effect of carbonated coarse recycled concrete aggregate on the properties and microstructure of recycled concrete. J. Clean. Prod. 2019, 233, 421–428. [Google Scholar] [CrossRef]
- Liu, Q.; Tang, H.; Chen, K.; Sun, C.; Li, W.; Jiao, S.; Tam, V.W. Improving industrial drying process of recycled fine aggregates as a means of carbonation to improve the mechanical properties and plastic shrinkage of self-leveling mortar. Constr. Build. Mater. 2023, 403, 133001. [Google Scholar] [CrossRef]
- Jamil, S.; Shi, J.; Idrees, M. Effect of various parameters on carbonation treatment of recycled concrete aggregate using the design of experiment method. Constr. Build. Mater. 2023, 382, 131339. [Google Scholar] [CrossRef]
- Wang, X.; Wu, Y.; Zhu, P.; Yang, J.; Li, H.; Wang, F.; Yan, X. Improvement of mechanical properties and carbonation durability of recycled fine aggregate engineered cementitious composites for structural strengthening. J. Build. Eng. 2023, 76, 107277. [Google Scholar] [CrossRef]
- Huang, H.; Ren, X.; Liu, Z.; Wang, F. Development of low-carbon and cost-effective ultra-high performance concrete using carbonated recycled fine aggregate. Constr. Build. Mater. 2023, 399, 132575. [Google Scholar] [CrossRef]
- Lu, Z.; Tan, Q.; Lin, J.; Wang, D. Properties investigation of recycled aggregates and concrete modified by accelerated carbonation through increased temperature. Constr. Build. Mater. 2022, 341, 127813. [Google Scholar] [CrossRef]
- Verma, A.; Sarath Babu, V.; Arunachalam, S. Influence of mixing approaches on strength and durability properties of treated recycled aggregate concrete. Struct. Concr. 2021, 22, E121–E142. [Google Scholar] [CrossRef]
- GB/T14684-2011; Sand for Construction. China Architecture and Building Press: Beijing, China, 2011. (In Chinese)
- GB/T 50081-2019; Standard for Test Methods of Concrete Physical and Mechanical Properties. China Architecture and Building Press: Beijing, China, 2019. (In Chinese)
- GB/T 50082–2009; Test Methods of Long-Term Performance and Durability of Ordinary Concrete. National Standard of The People’s Republic of China: Beijing, China, 2009.
- Haitao, Y.; Shizhu, T. Preparation and properties of high-strength recycled concrete in cold areas. Mater. Construcción 2015, 65, e050. [Google Scholar] [CrossRef]
- GB/T 25176-2010; Recycled Fine Aggregate for Concrete and Mortar. Standards Press of China: Beijing, China, 2010.
- Zhang, J.; Shi, C.; Li, Y.; Pan, X.; Poon, C.-S.; Xie, Z. Influence of carbonated recycled concrete aggregate on properties of cement mortar. Constr. Build. Mater. 2015, 98, 1–7. [Google Scholar] [CrossRef]
- Etxeberria, M.; Castillo, S. How the carbonation treatment of different types of recycled aggregates affects the properties of concrete. Sustainability 2023, 15, 3169. [Google Scholar] [CrossRef]
- Gholizadeh-Vayghan, A.; Snellings, R. Beneficiation of recycled concrete fines through accelerated carbonation. Mater. Struct. 2022, 55, 171. [Google Scholar] [CrossRef]
- Algourdin, N.; Larbi, K.S.; Santos, I.; Mesticou, Z.; Pimienta, P.; Pinoteau, N.; Larbi, A.S. Experimental and numerical investigation of accelerated carbonation of recycled fines. Constr. Build. Mater. 2023, 382, 131286. [Google Scholar] [CrossRef]
- Xiao, J.; Lv, Z.; Duan, Z.; Zhang, C. Pore structure characteristics, modulation and its effect on concrete properties: A review. Constr. Build. Mater. 2023, 397, 132430. [Google Scholar] [CrossRef]
- Razak, S.; Zainal, F.F.; Shamsudin, S.R. Effect of porosity and water absorption on compressive strength of fly ash based geopolymer and OPC Paste. IOP Conf. Ser. Mater. Sci. Eng. 2020, 957, 012035. [Google Scholar] [CrossRef]
- Kumar, M.H.; Macharyulu, I.S.; Ray, T.; Mohanta, N.R.; Jain, M.; Samantaray, S.; Sahoo, A. Effect of water absorption and curing period on strength and porosity of triple blended concrete. Mater. Today Proc. 2021, 43, 2162–2169. [Google Scholar] [CrossRef]
- Russo, N.; Lollini, F. Effect of carbonated recycled coarse aggregates on the mechanical and durability properties of concrete. J. Build. Eng. 2022, 51, 104290. [Google Scholar] [CrossRef]
- Liang, C.; Pan, B.; Ma, Z.; He, Z.; Duan, Z. Utilization of CO2 curing to enhance the properties of recycled aggregate and prepared concrete: A review. Cem. Concr. Compos. 2020, 105, 103446. [Google Scholar] [CrossRef]
- Liu, K.; Xu, W.; Sun, D.; Tang, J.; Wang, A.; Chen, D. Carbonation of recycled aggregate and its effect on properties of recycled aggregate concrete: A review. Mater. Express 2021, 11, 1439–1452. [Google Scholar] [CrossRef]
- Wang, J.; Zhang, J.; Cao, D.; Dang, H.; Ding, B. Comparison of recycled aggregate treatment methods on the performance for recycled concrete. Constr. Build. Mater. 2020, 234, 117366. [Google Scholar] [CrossRef]
- Zheng, Y.; Xi, X.; Zhang, Y.; Zhang, P.; Du, C. Review of mechanical properties and strengthening mechanism of fully recycled aggregate concrete under high temperature. Constr. Build. Mater. 2023, 394, 132221. [Google Scholar] [CrossRef]
- Folić, R.; Zenunović, D.; Brujić, Z. Effects of carbonation and chloride ingress on the durability of concrete structures. J. Serbian Chem. Soc. 2024, 30. [Google Scholar] [CrossRef]
- Nisar, N.; Bhat, J.A. Effect of Coupled Deterioration Mechanisms on Corrosion of Steel Reinforcement: The Role of Chloride Ion Ingress, Freeze–Thaw Cycles and Green Corrosion Inhibitor. J. Bio-Tribo-Corros. 2021, 7, 129. [Google Scholar] [CrossRef]
- GB/T 50476-2019; Standard for Design of Concrete Structure Durability. Standardization Administration of the People’s Republic of China: Beijing, China, 2019.
- Chen, D.; Zou, J.; Zhao, L.; Xu, S.; Xiang, T.; Liu, C. Degradation of dynamic elastic modulus of concrete under periodic temperature-humidity action. Materials 2020, 13, 611. [Google Scholar] [CrossRef] [PubMed]
- Wu, Y.; Mehdizadeh, H.; Mo, K.H.; Ling, T.-C. High-temperature CO2 for accelerating the carbonation of recycled concrete fines. J. Build. Eng. 2022, 52, 104526. [Google Scholar] [CrossRef]
- Poon, C.S.; Shen, P.; Jiang, Y.; Ma, Z.; Xuan, D. Total recycling of concrete waste using accelerated carbonation: A review. Cem. Concr. Res. 2023, 173, 107284. [Google Scholar] [CrossRef]
- Zhan, B.J.; Xuan, D.X.; Poon, C.S.; Scrivener, K.L. Characterization of interfacial transition zone in concrete prepared with carbonated modeled recycled concrete aggregates. Cem. Concr. Res. 2020, 136, 106175. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Component | CaO | SiO2 | Al2O3 | Fe2O3 | MgO | MnO | K2O | TiO2 | SO3 |
|---|---|---|---|---|---|---|---|---|---|
| Cement | 61.01 | 20.41 | 7.42 | 3.74 | 1.26 | 0.15 | 0.75 | 0.28 | 2.07 |
| Silica Fume (SF) | 0.23 | 86.18 | 1.08 | 0.93 | 0.78 | 0.12 | -- | -- | 0.84 |
| Fly Ash (FA) | 3.82 | 52.5 | 28.33 | 3.67 | 1.12 | 0.20 | 1.69 | 0.97 | 1.75 |
| C-RFA (%) | RCA | RFA | C-RFA | Cement | Fly Ash | Silica Fume | Water | Water Reducing Agent | Air Entraining Agent |
|---|---|---|---|---|---|---|---|---|---|
| C-RFC0 | 906 | 658 | 0 | 319 | 64 | 43 | 166 | 2.13 | 0.13 |
| C-RFC25 | 906 | 493 | 171 | 319 | 64 | 43 | 166 | 2.13 | 0.13 |
| C-RFC50 | 906 | 329 | 342 | 319 | 64 | 43 | 166 | 2.13 | 0.13 |
| C-RFC75 | 906 | 164 | 513 | 319 | 64 | 43 | 166 | 2.13 | 0.13 |
| C-RFC100 | 906 | 0 | 685 | 319 | 64 | 43 | 166 | 2.13 | 0.13 |
| Name | Apparent Density (kg/m3) | Water Absorption (%) | Crushing Value (%) |
|---|---|---|---|
| RFA | 2476 | 8.8 | 25.7 |
| C-RFA | 2577 | 6.9 | 19.8 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jean, B.; Liu, H.; Zhu, X.; Wang, X.; Yan, X.; Ma, T. Enhancing the Mechanical and Durability Properties of Fully Recycled Aggregate Concrete Using Carbonated Recycled Fine Aggregates. Materials 2024, 17, 1715. https://doi.org/10.3390/ma17081715
Jean B, Liu H, Zhu X, Wang X, Yan X, Ma T. Enhancing the Mechanical and Durability Properties of Fully Recycled Aggregate Concrete Using Carbonated Recycled Fine Aggregates. Materials. 2024; 17(8):1715. https://doi.org/10.3390/ma17081715
Chicago/Turabian StyleJean, Birori, Hui Liu, Xudong Zhu, Xinjie Wang, Xiancui Yan, and Tianyu Ma. 2024. "Enhancing the Mechanical and Durability Properties of Fully Recycled Aggregate Concrete Using Carbonated Recycled Fine Aggregates" Materials 17, no. 8: 1715. https://doi.org/10.3390/ma17081715