
Experimental Investigation of Load-Bearing Capacity in EN AW-2024-T3 Aluminum Alloy Sheets Strengthened by SPIF-Fabricated Stiffening Rib


 , , ,
, , ,  and
and
Abstract
1. Introduction
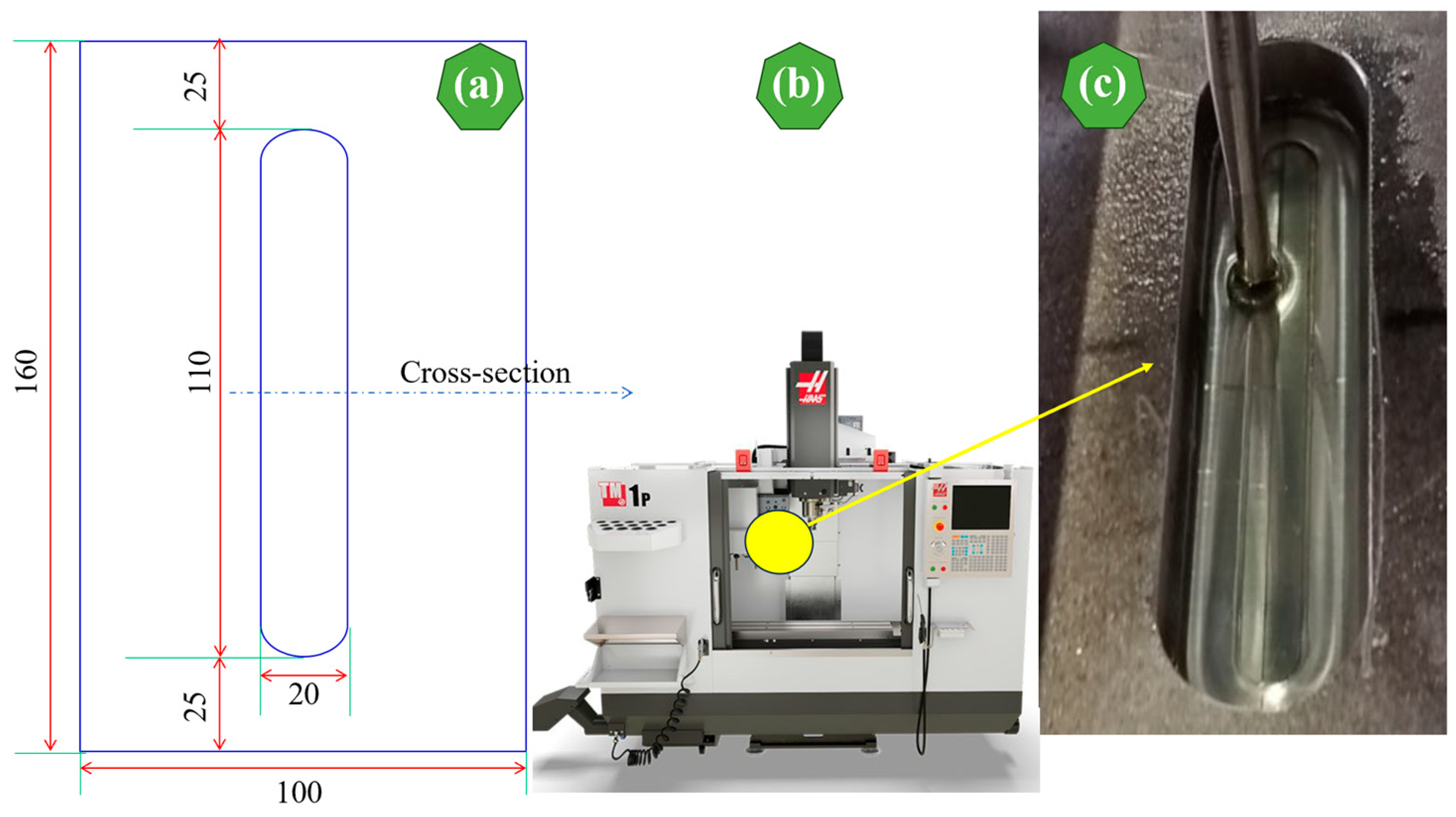
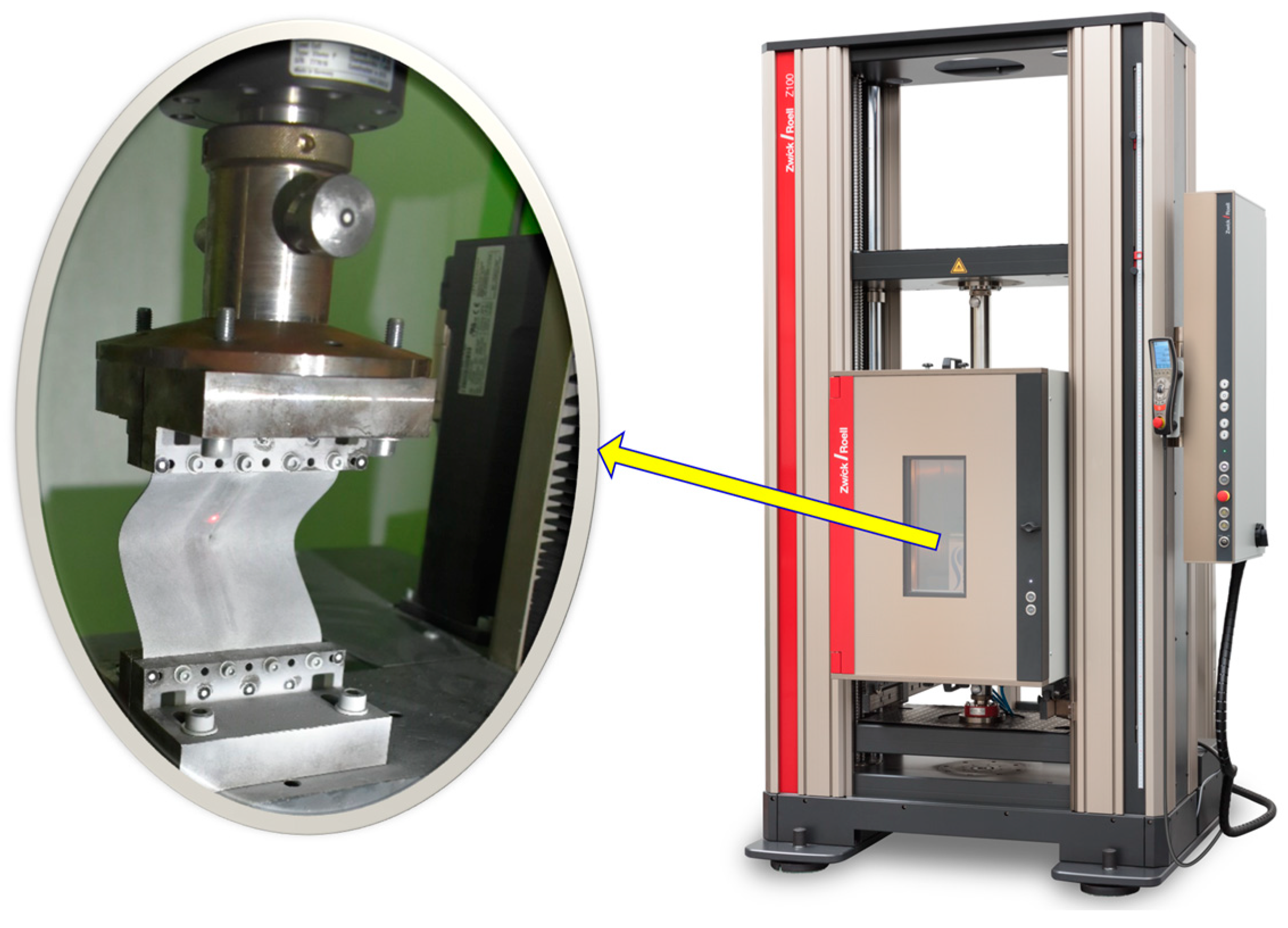
2. Materials and Methods
3. Results and Discussion
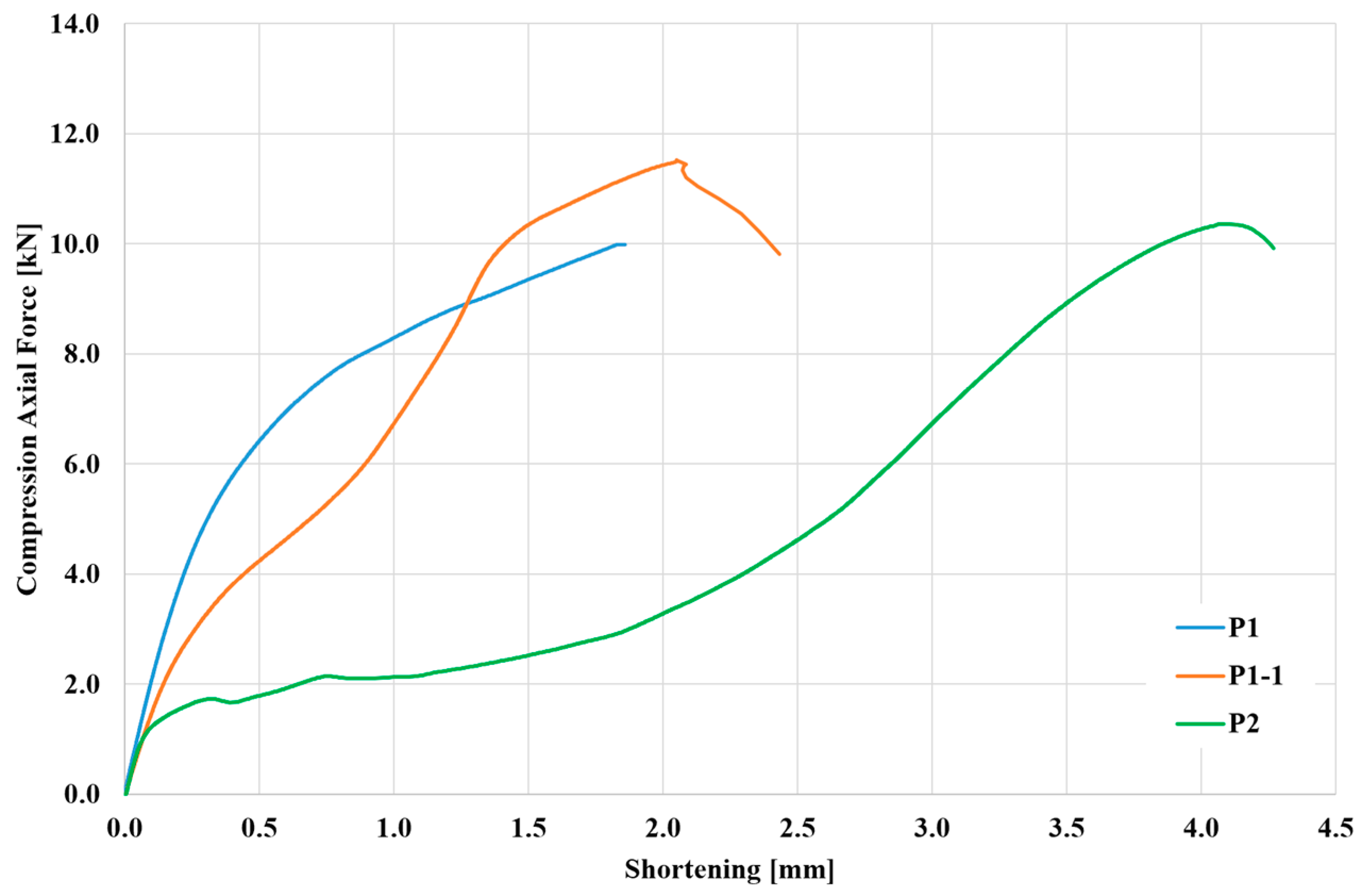
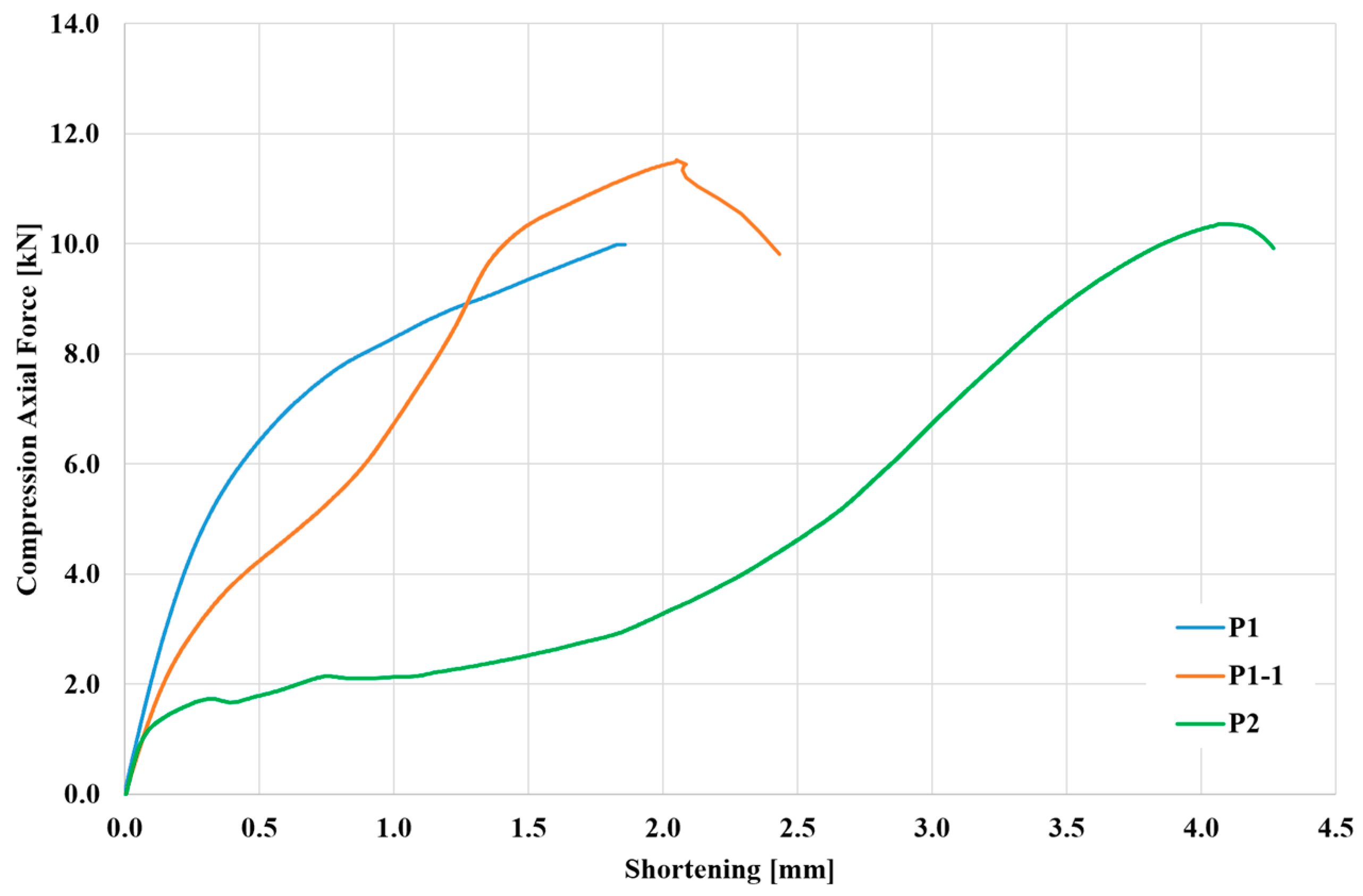
3.1. Axial-Load Shortening Curve
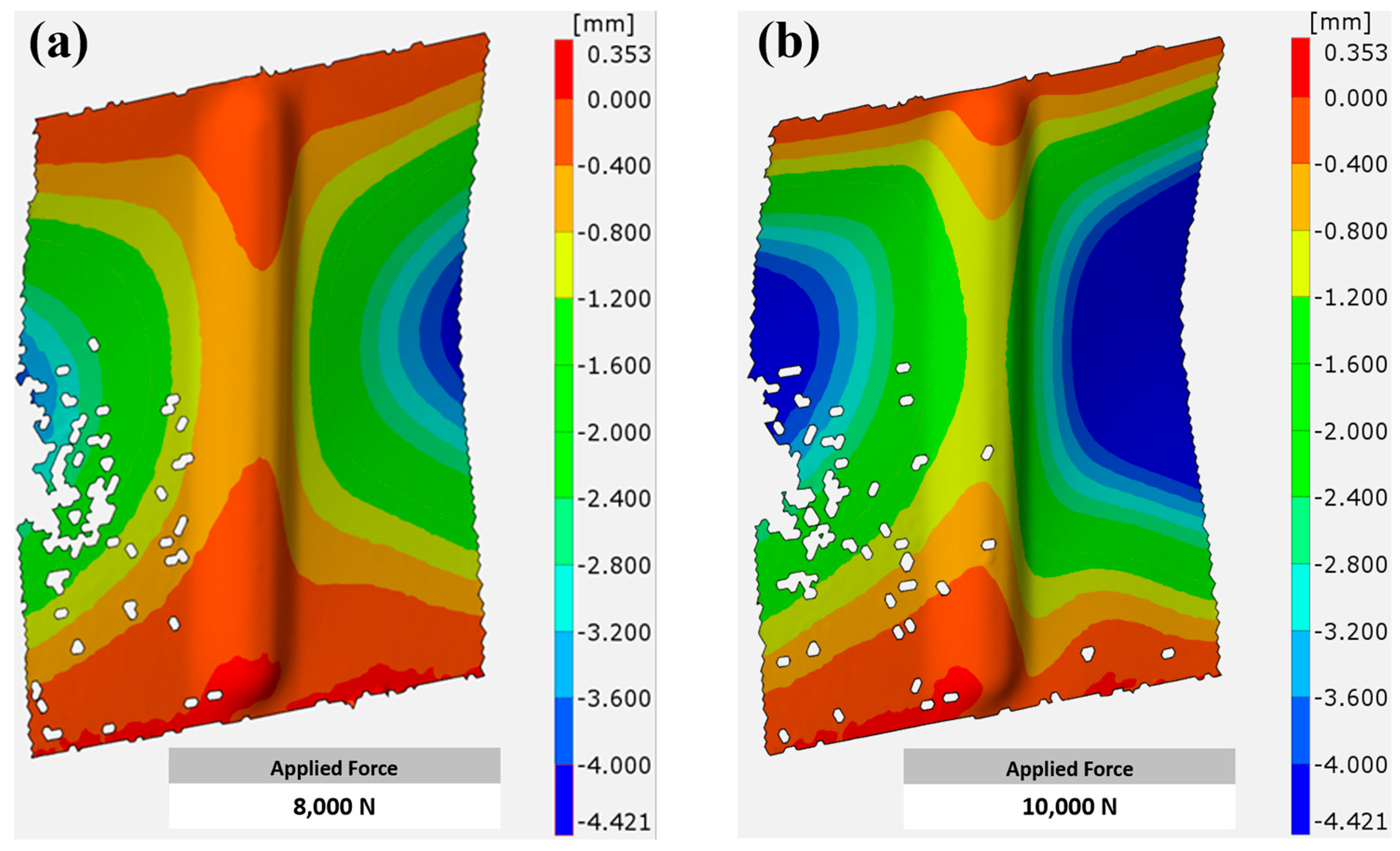
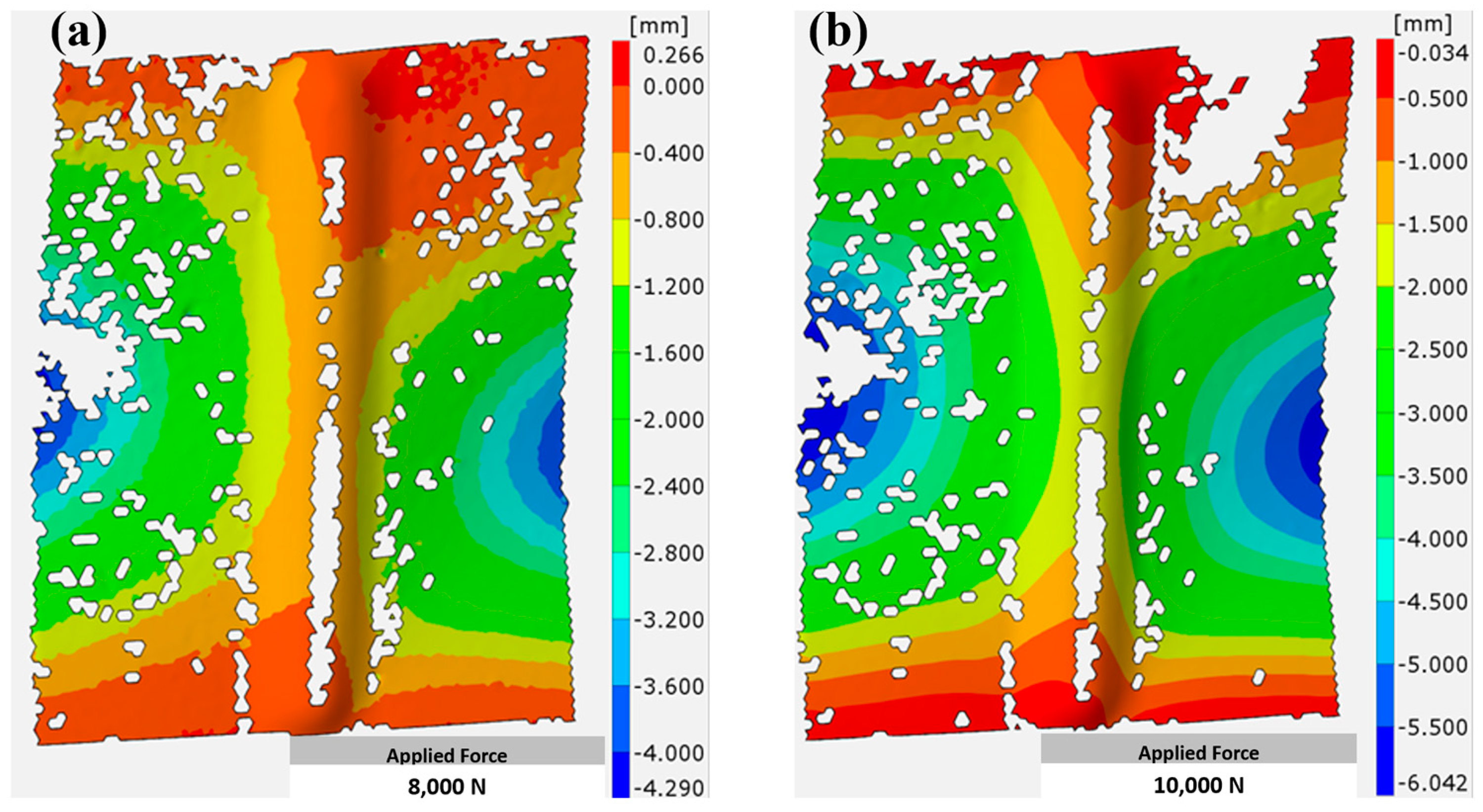
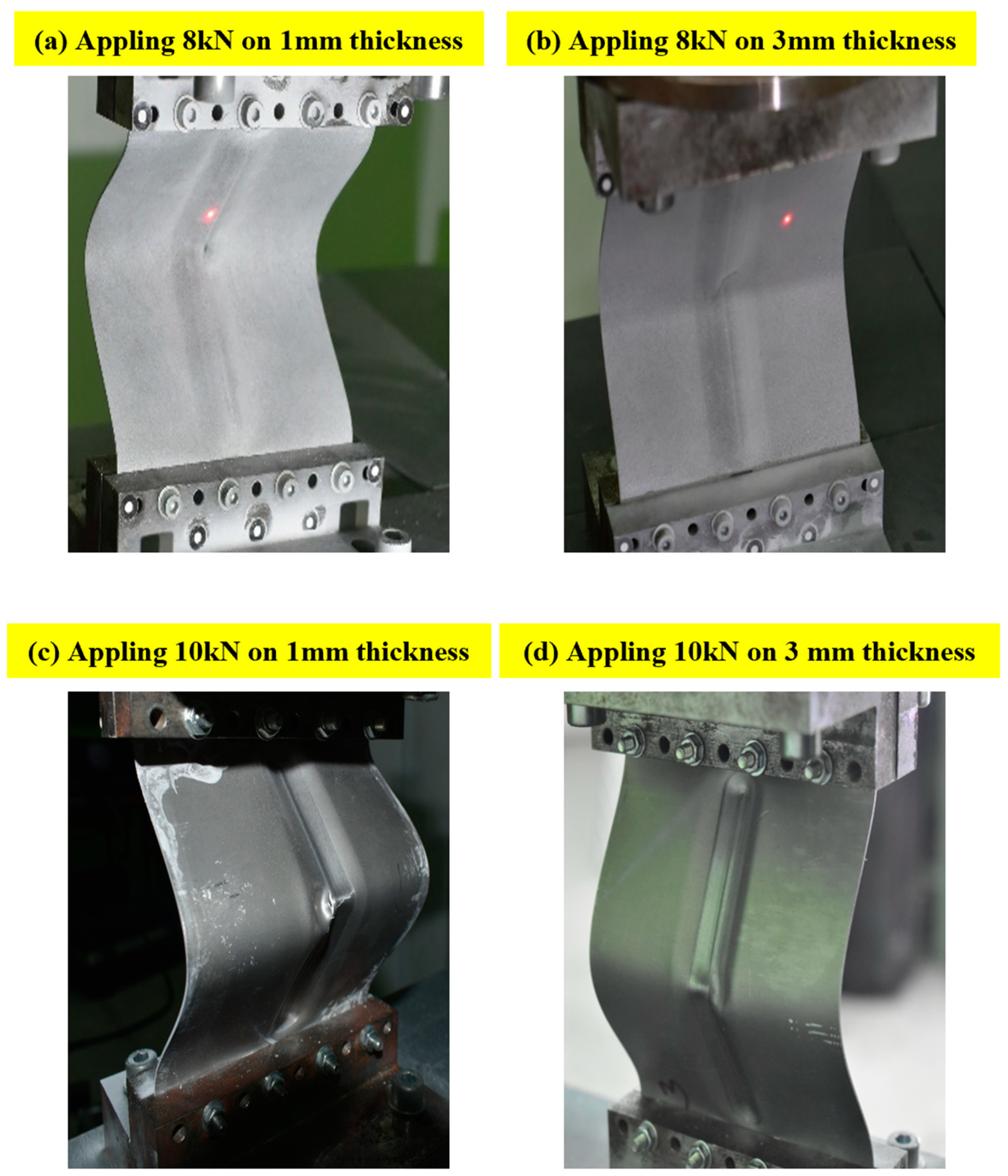
3.2. Deformation of SPIF-Strengthened Ribs
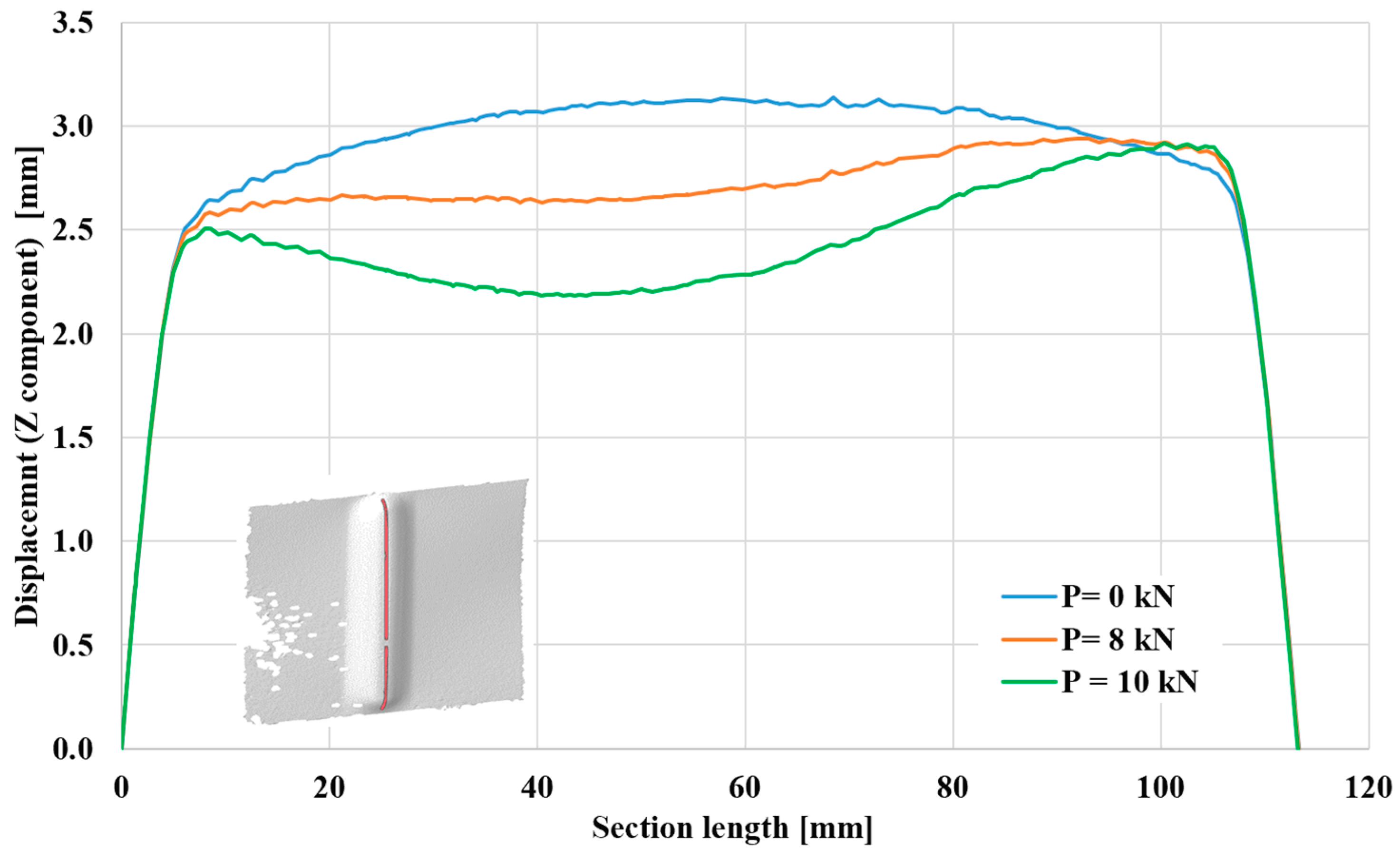
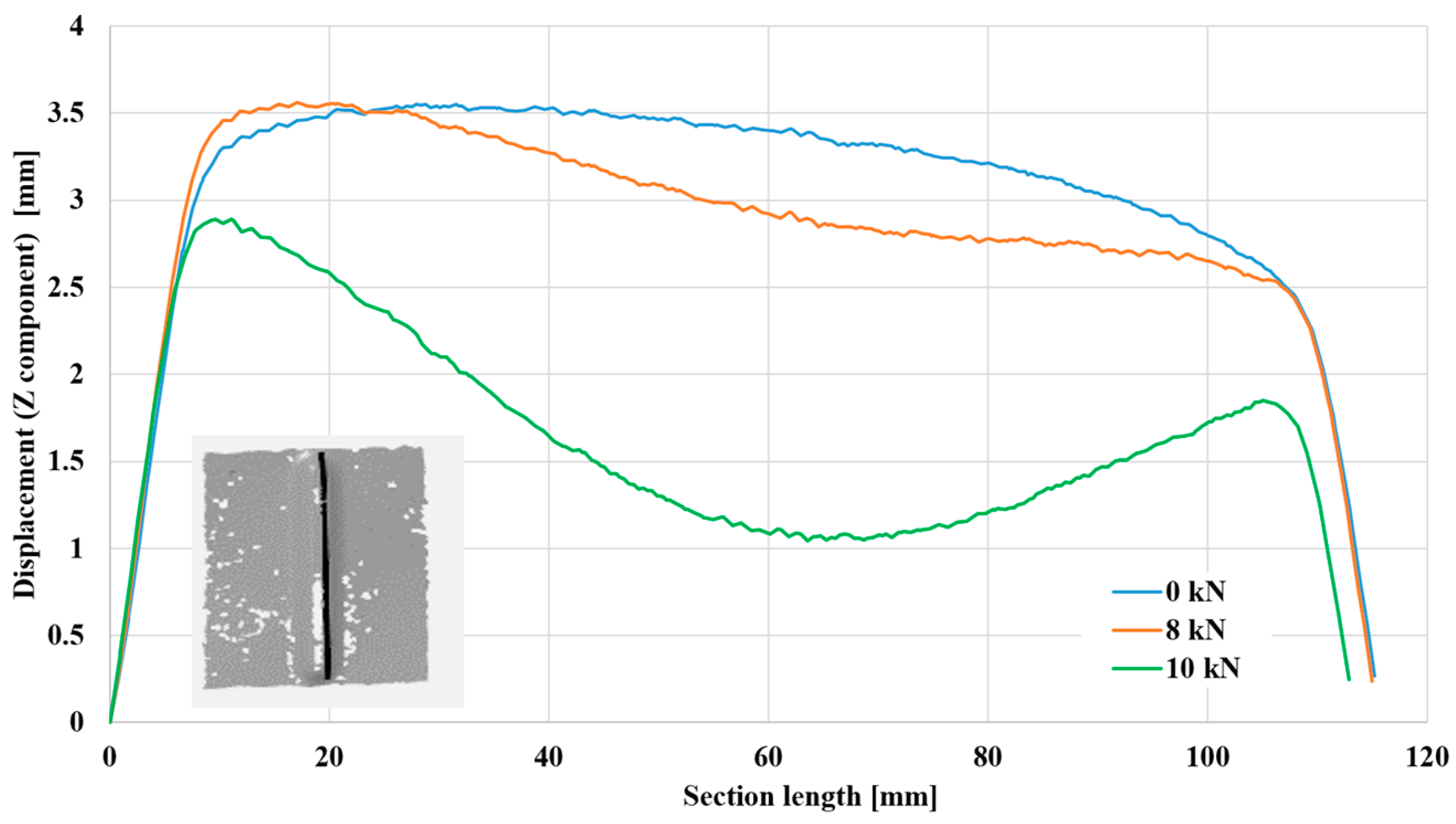
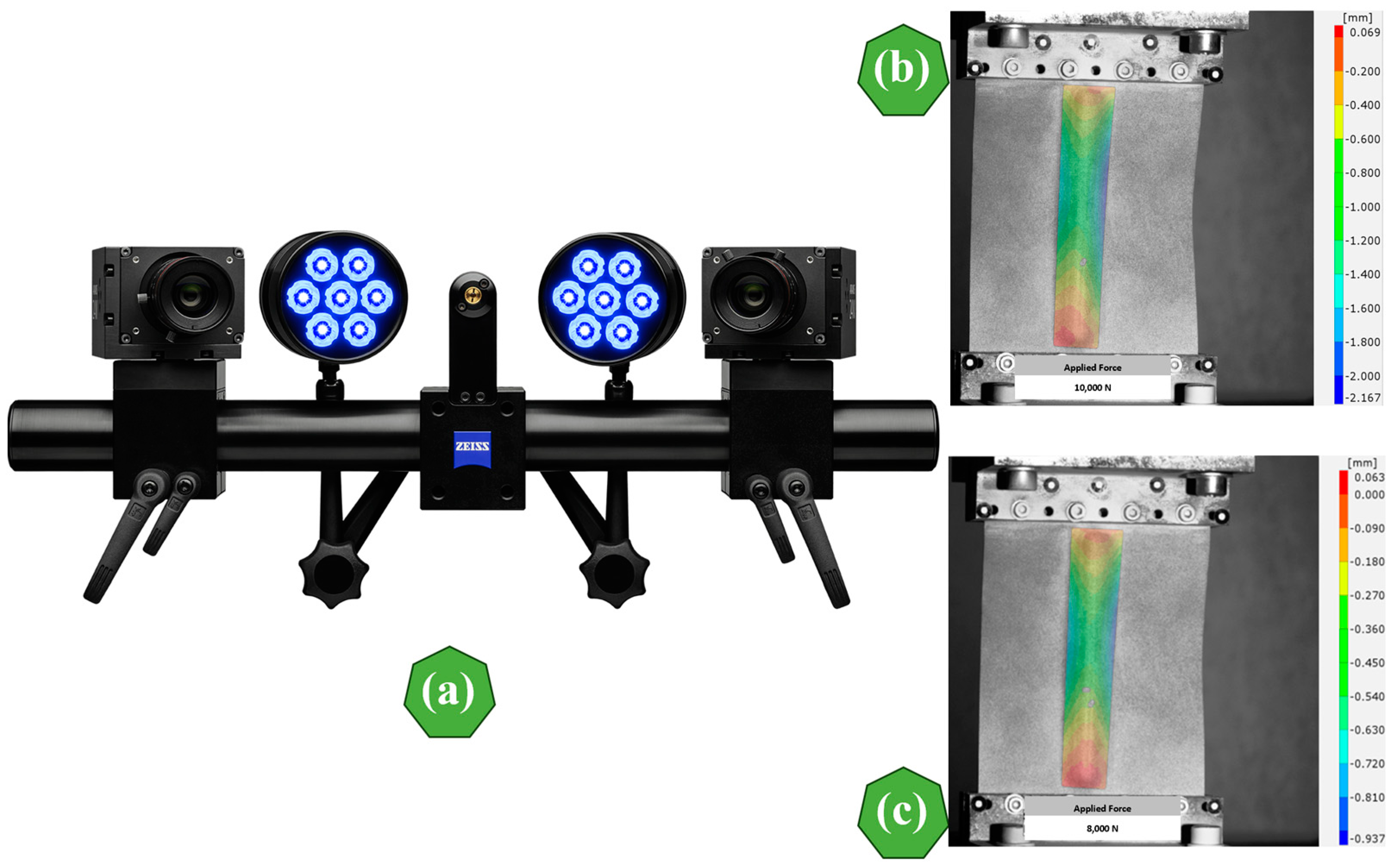
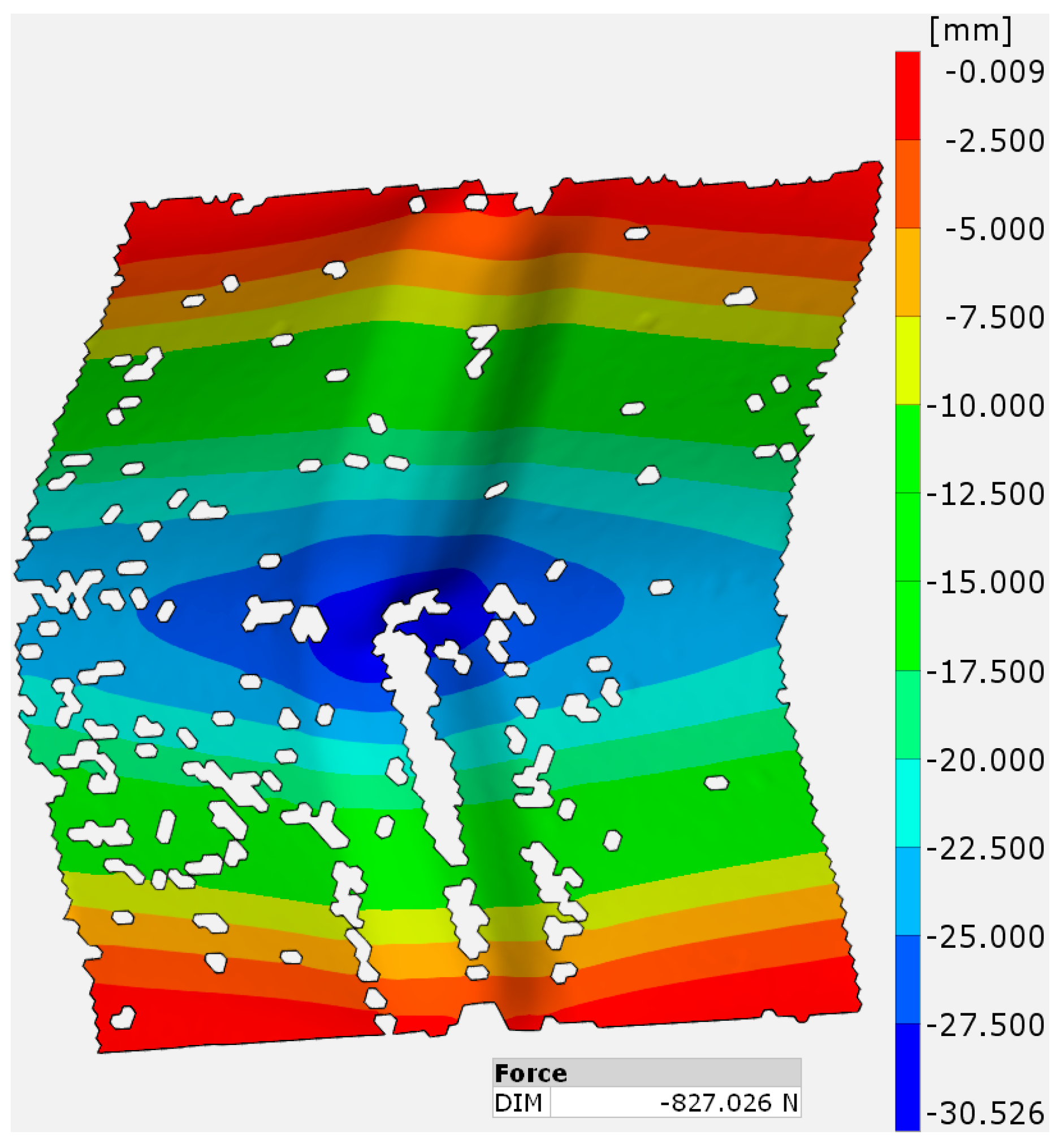
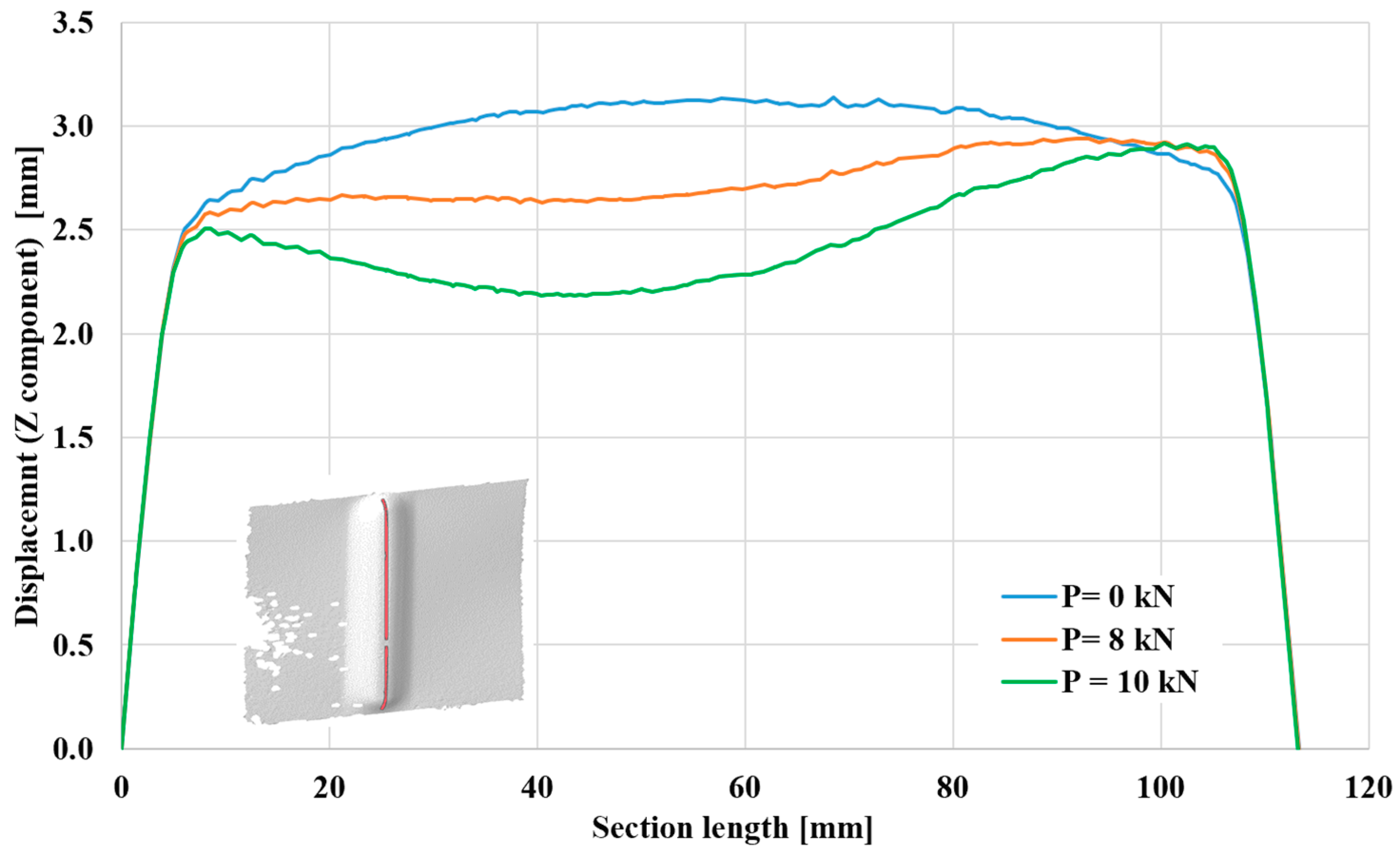
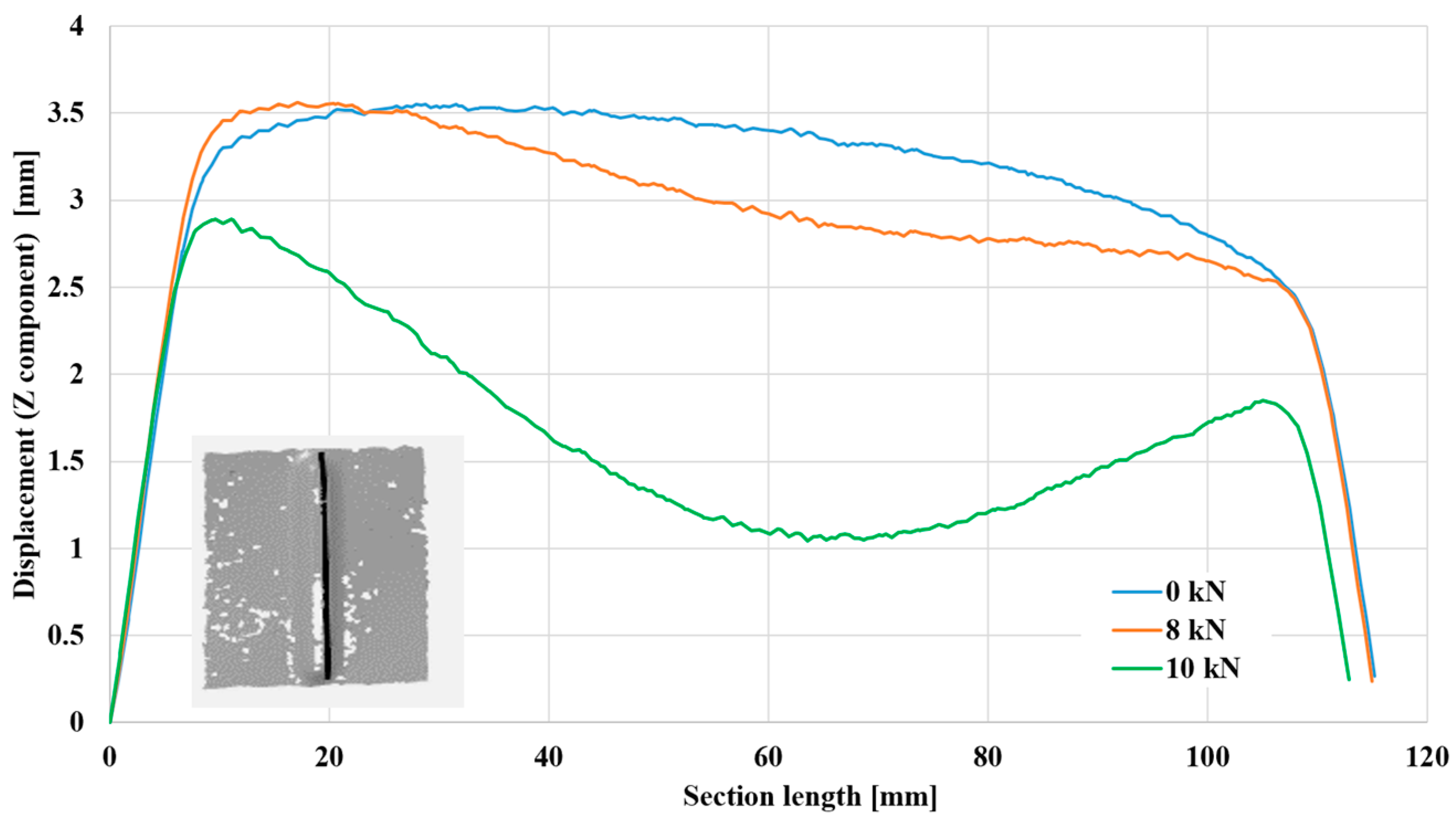
3.3. Deformation along Section Length
4. Conclusions
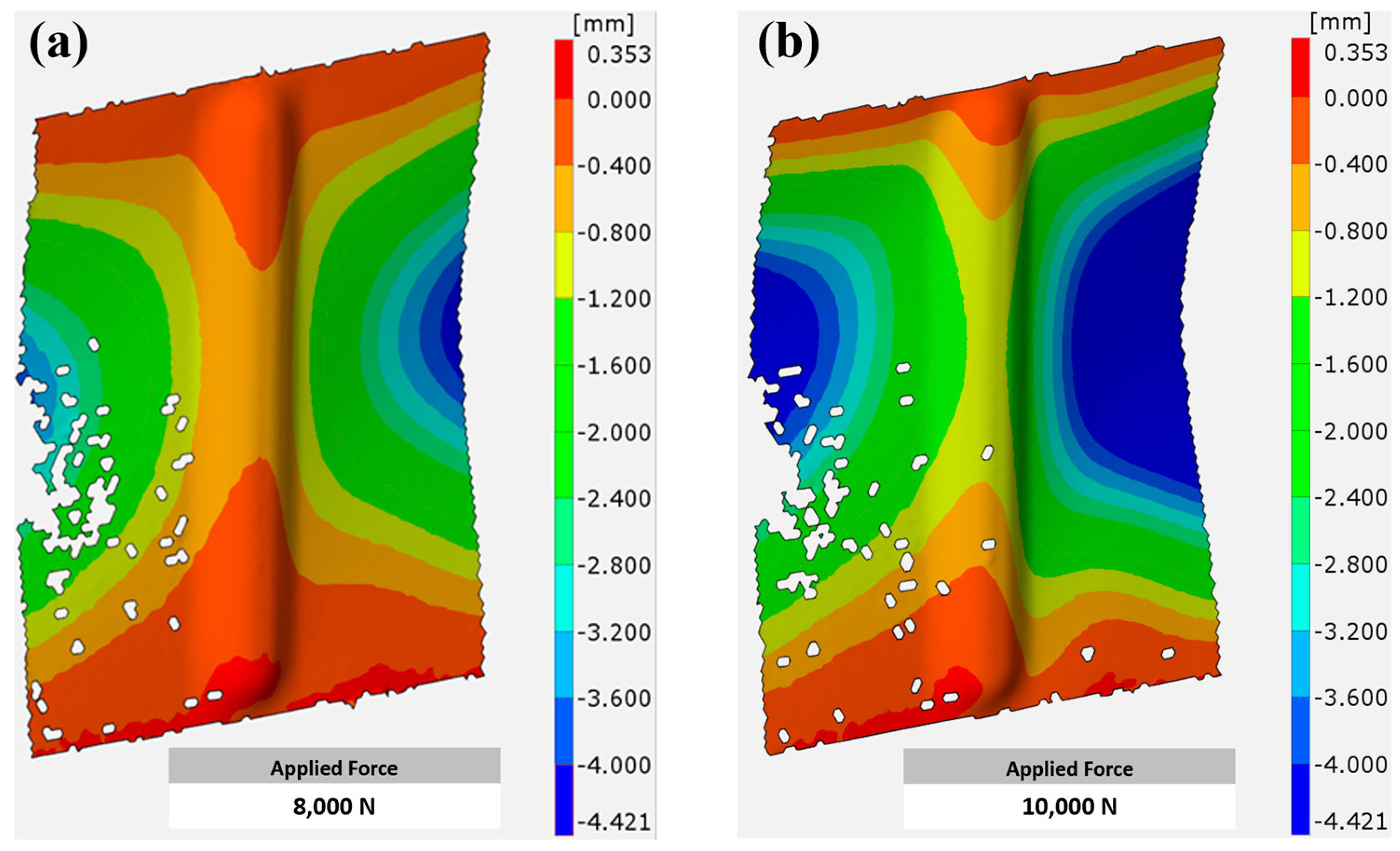
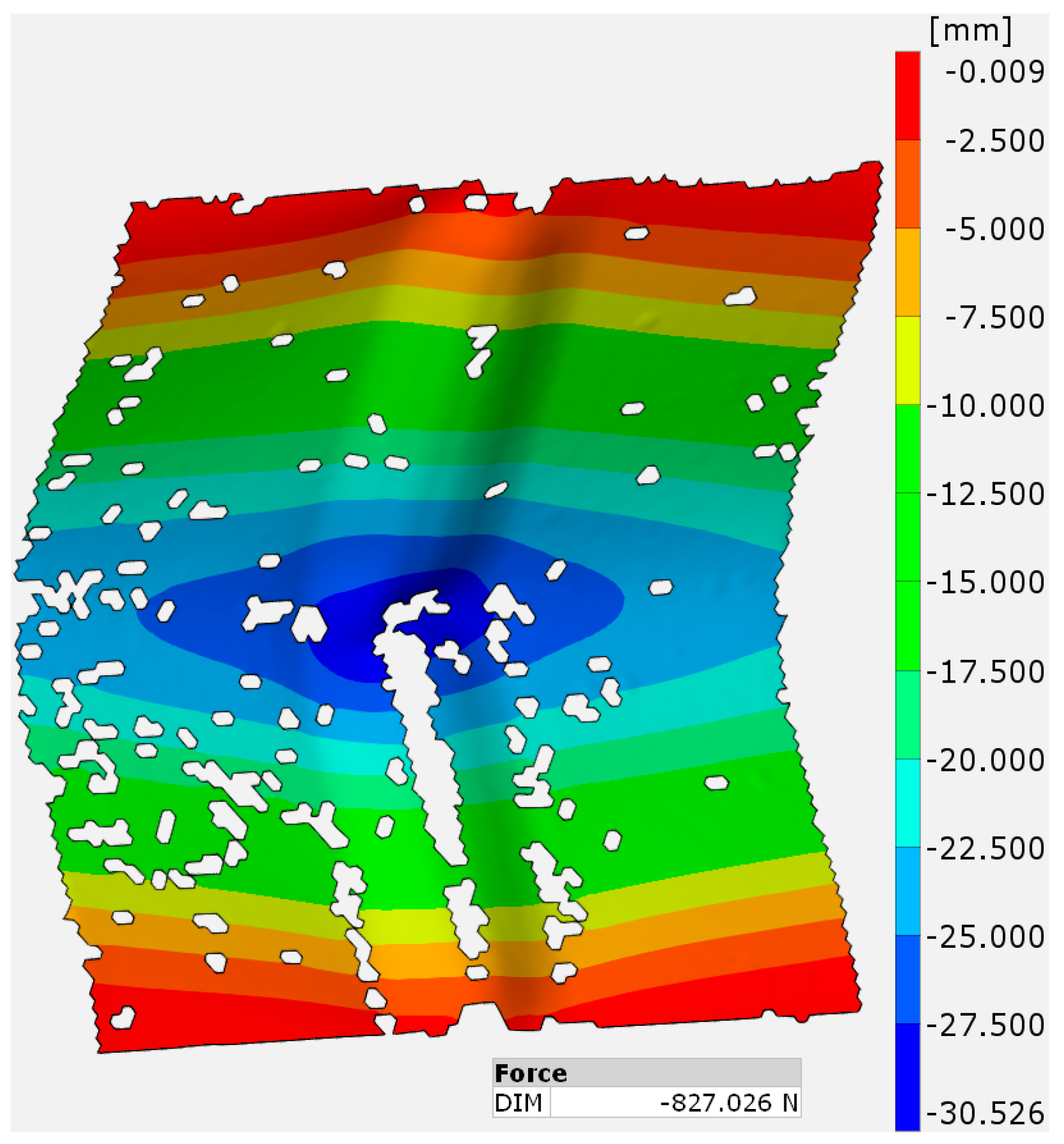
- The deformation gradually increased from the edges toward the center, and the highest buckling values were not recorded in the non-strengthened area.
- The specimens did not undergo significant deformation under a compressive load of 8 kN, which was limited, especially from the center of the strengthened area and the edges.
- Specimens with a larger thickness (3 mm) showed better effectiveness against buckling and bending under each applied load: 8 kN or 10 kN.
- Aluminum alloy EN AW-2024-T3 sheets reinforced with stiffening ribs could stack more, making them less likely to buckle, especially with thicker samples.
- During deformation resulting from the compression tests, the parts of the stiffening ribs converged. Thus, the displacement from the sheet surface decreased by 60% for sheets 3 mm thick and half of this ratio for sheets 1 mm thick, which reflected greater strength toward the resulting deformations.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Su, M.-N.; Young, B.; Gardner, L. Testing and Design of Aluminum Alloy Cross Sections in Compression. J. Struct. Eng. 2014, 140, 04014047. [Google Scholar] [CrossRef]
- Mavhungu, S.T.; Akinlabi, E.T.; Onitiri, M.A.; Varachia, F.M. Aluminum Matrix Composites for Industrial Use: Advances and Trends. Procedia Manuf. 2017, 7, 178–182. [Google Scholar] [CrossRef]
- Singh, A.K.; Ghosh, S.; Mula, S. Simultaneous improvement of strength, ductility and corrosion resistance of Al2024 alloy processed by cryoforging followed by ageing. Mater. Sci. Eng. A 2016, 651, 774–785. [Google Scholar] [CrossRef]
- EN AW-2024; The Aerospace Aluminum Alloy 2024 Clad (WL 3.1364) and Unclad (WL 3.1354) for Highly Stressed Parts—Very High Mechanical Strength & Good Mechanical Properties. robemetall GmbH: Rockenberg, Germany, 2024.
- Xiao, X.; Zhou, Z.; Liu, C.; Cao, L. Microstructure and Its Effect on the Intergranular Corrosion Properties of 2024-T3 Aluminum Alloy. Crystals 2022, 12, 3095. [Google Scholar] [CrossRef]
- Ech-chihbi, E.; Salim, R.; Ouakki, M.; Koudad, M.; Guo, L.; Azam, M.; Benchat, N.; Rais, Z.; Taleb, M. Corrosion resistance assessment of copper, mild steel, and aluminum alloy 2024-T3 in acidic solution by a novel imidazothiazole derivative. Mater. Today Sustain. 2023, 24, 100524. [Google Scholar] [CrossRef]
- Olsson, C.O.; Sundén, B. Experimental study of flow and heat transfer in rib-roughened rectangular channels. Exp. Therm. Fluid Sci. 1998, 16, 349–365. [Google Scholar] [CrossRef]
- Harvey, P.S.; Virgin, L.N. Effect of Stiffener Geometry on the Response of Grid-Stiffened Panels. J. Eng. Mech. 2018, 144, 06017021. [Google Scholar] [CrossRef]
- Cinar, K. Evaluation of sandwich panels with composite tube-reinforced foam core under bending and flatwise compression. J. Sandw. Struct. Mater. 2020, 22, 480–493. [Google Scholar] [CrossRef]
- Liu, D.; Bai, R.; Wang, R.; Lei, Z.; Yan, C. Experimental study on compressive buckling behavior of J-stiffened composite panels. Opt. Lasers Eng. 2019, 120, 31–39. [Google Scholar] [CrossRef]
- Luo, H.; Cao, Z.; Zhang, X.; Li, C.; Kong, D. Combining different forms of statistical energy analysis to predict vibrations in a steel box girder comprising periodic stiffening ribs. Steel Compos. Struct. 2022, 45, 119–131. [Google Scholar] [CrossRef]
- Wang, G.G.; MacKenzie, K.; Sweet, C.; Carter, J.T.; O’Kane, J.C.; Resch, S.A.; Sachdev, A.K.; Luo, A.A. Development of a Thin-Wall Magnesium Automotive Door Inner Panel. SAE Int. J. Mater. Manuf. 2020, 13, 199–208. [Google Scholar] [CrossRef]
- Zhu, Y.; Guan, W.; Wang, W.; Dong, C.; Zhang, J. Buckling performance of stiffened polymer composite cylindrical shell. Eng. Struct. 2023, 295, 116848. [Google Scholar] [CrossRef]
- Al-Sabur, R.; Kubit, A.; Khalaf, H.I.; Ochał, K.; Gradzik, A.; Korzeniowski, M.; Slota, J. Effects of forming techniques on residual stresses in stiffening ribs of sandwich panels. Discov. Appl. Sci. 2024, 6, 10. [Google Scholar] [CrossRef]
- Behera, A.K.; de Sousa, R.A.; Ingarao, G.; Oleksik, V. Single point incremental forming: An assessment of the progress and technology trends from 2005 to 2015. J. Manuf. Process. 2017, 27, 37–62. [Google Scholar] [CrossRef]
- Jeswiet, J.; Micari, F.; Hirt, G.; Bramley, A.; Duflou, J.; Allwood, J. Asymmetric single point incremental forming of sheet metal. CIRP Ann. Manuf. Technol. 2005, 54, 88–114. [Google Scholar] [CrossRef]
- Ingarao, G.; Di Lorenzo, R.; Micari, F. Sustainability issues in sheet metal forming processes: An overview. J. Clean. Prod. 2011, 19, 337–347. [Google Scholar] [CrossRef]
- Trzepieciński, T.; Oleksik, V.; Pepelnjak, T.; Najm, S.M.; Paniti, I.; Maji, K. Emerging trends in single point incremental sheet forming of lightweight metals. Metals 2021, 11, 1188. [Google Scholar] [CrossRef]
- Kubit, A.; Korzeniowski, M.; Bobusia, M.; Ochałek, K.; Slota, J. Analysis of the Possibility of Forming Stiffening Ribs in Litecor Metal-Plastic Composite Using the Single Point Incremental Forming Method. In Key Engineering Materials; Trans Tech Publications: Stafa-Zurich, Switzerland, 2022; pp. 802–814. [Google Scholar]
- Al-Sabur, R.; Kubit, A.; Khalaf, H.; Jurczak, W.; Dzierwa, A.; Korzeniowski, M. Analysis of Surface Texture and Roughness in Composites Stiffening Ribs Formed by SPIF Process. Materials 2023, 16, 2901. [Google Scholar] [CrossRef] [PubMed]
- Kubit, A.; Al-Sabur, R.; Gradzik, A.; Ochał, K.; Slota, J.; Korzeniowski, M. Investigating Residual Stresses in Metal-Plastic Composites Stiffening Ribs Formed Using the Single Point Incremental Forming Method. Materials 2022, 15, 8252. [Google Scholar] [CrossRef]
- Trzepieciński, T.; Kubit, A.; Dzierwa, A.; Krasowski, B.; Jurczak, W. Surface finish analysis in single point incremental sheet forming of rib-stiffened 2024-T3 and 7075-T6 alclad aluminium alloy panels. Materials 2021, 14, 1640. [Google Scholar] [CrossRef]
- Najm, S.M.; Paniti, I.; Trzepieciński, T.; Nama, S.A.; Viharos, Z.J.; Jacso, A. Parametric effects of single point incremental forming on hardness of AA1100 aluminium alloy sheets. Materials 2021, 14, 7263. [Google Scholar] [CrossRef] [PubMed]
- Habeeb, H.A.; Jweeg, M.J.; Khleif, A.A. Effect of the Single-Point Incremental Forming Process Parameters on the Surface Roughness of Aluminum Alloy Al 2024-O Draw Pieces. Adv. Sci. Technol. Res. J. 2023, 17, 155–163. [Google Scholar] [CrossRef]
- Slota, J.; Kubit, A.; Trzepieciński, T.; Krasowski, B.; Varga, J. Ultimate load-carrying ability of rib-stiffened 2024-t3 and 7075-t6 aluminium alloy panels under axial compression. Materials 2021, 14, 1176. [Google Scholar] [CrossRef] [PubMed]
- Kubit, A.; Trzepieciński, T.; Krasowski, B.; Slota, J.; Spišák, E. Strength analysis of a rib-stiffened glare-based thin-walled structure. Materials 2020, 13, 2929. [Google Scholar] [CrossRef] [PubMed]
- Mugnai, F.; Caporossi, P.; Mazzanti, P. Exploiting Image Assisted Total Station in Digital Image Correlation (DIC) displacement measurements: Insights from laboratory experiments. Eur. J. Remote Sens. 2022, 55, 115–128. [Google Scholar] [CrossRef]
- Weidner, A.; Biermann, H. Review on Strain Localization Phenomena Studied by High-Resolution Digital Image Correlation. Adv. Eng. Mater. 2021, 23, 2001409. [Google Scholar] [CrossRef]
- Hassan, G.M. Deformation measurement in the presence of discontinuities with digital image correlation: A review. Opt. Lasers Eng. 2021, 137, 106394. [Google Scholar] [CrossRef]
- Zhang, S.; Godfrey, A.; Zhang, C.; Liu, W.; Jensen, D.J. Surface patterning for combined digital image correlation and electron backscatter diffraction in-situ deformation experiments. Mater. Charact. 2020, 164, 110332. [Google Scholar] [CrossRef]
- Mariano, C.A.; Sattari, S.; Maghsoudi-Ganjeh, M.; Tartibi, M.; Lo, D.D.; Eskandari, M. Novel Mechanical Strain Characterization of Ventilated ex vivo Porcine and Murine Lung using Digital Image Correlation. Front. Physiol. 2020, 11, 600492. [Google Scholar] [CrossRef]
- ASTM Standard B209M-14; Standard Specification for Aluminum and Aluminum Alloy Sheet and Plate. ASTM International: West Conshohocken, PA, USA, 2014.
- British Standard EN ISO 6892-1:2019; Metallic Materials—Tensile Testing Part 1: Method of Test at Room Temperature. British Standards Institution: London, UK, 2019.
- Bakalarz, M.M.; Tworzewski, P.P. Application of Digital Image Correlation to Evaluate Strain, Stiffness and Ductility of Full-Scale LVL Beams Strengthened by CFRP. Materials 2023, 16, 1309. [Google Scholar] [CrossRef]
- Vergara, L.C.D.; Liebold, F.; Maas, H.G. Analysis of the Accuracy Potential of a Stereo High-Speed Camera System in 3D Measurements in Highly Dynamic Experiments. Sensors 2023, 23, 2158. [Google Scholar] [CrossRef] [PubMed]
- Xu, M.C.; Song, Z.J.; Pan, J.; Soares, C.G. Ultimate strength assessment of continuous stiffened panels under combined longitudinal compressive load and lateral pressure. Ocean. Eng. 2017, 139, 39–53. [Google Scholar] [CrossRef]
- Shanmugam, N.E.; Wang, C.M. Analysis and Design of Plated Structures: Volume 1: Stability; Woodhead Publishing: Cambridge, UK, 2021. [Google Scholar] [CrossRef]
- Teter, A.; Kolakowski, Z. On using load-axial shortening plots to determine the approximate buckling load of short, real angle columns under compression. Compos. Struct. 2019, 212, 175–183. [Google Scholar] [CrossRef]
- Zou, G.; Wang, Y.; Xue, Q.; Zhang, C. Buckling Analysis of Sandwich Plate Systems with Stiffening Ribs: Theoretical, Numerical, and Experimental Approaches. Adv. Civ. Eng. 2019, 2019, 8737561. [Google Scholar] [CrossRef]
- Davoodi, F.; Ashrafizadeh, F.; Atapour, M.; Rikhtehgaran, R. A novel approach for evaluation of load bearing capacity of duplex coatings on aluminum alloy using PLS and SVR models. Trans. Nonferr. Met. Soc. China Engl. Ed. 2022, 32, 1834–1851. [Google Scholar] [CrossRef]
- Hu, Y.; Rong, B.; Zhang, R.; Zhang, Y.; Zhang, S. Study of buckling behavior for 7A04-T6 aluminum alloy rectangular hollow columns. Thin-Walled Struct. 2021, 169, 108410. [Google Scholar] [CrossRef]
- Cui, G.; Meng, L.; Zhai, X. Buckling behaviors of aluminum foam-filled aluminum alloy composite columns under axial compression. Thin-Walled Struct. 2022, 177, 109399. [Google Scholar] [CrossRef]
- Apalak, M.K.; Gul, K.; Arslan, Y.E. Buckling and Post-Buckling Behaviours of Adhesively Bonded Aluminium Beams: A Review. Rev. Adhes. Adhes. 2022, 10, 1–46. [Google Scholar] [CrossRef]
- Yuan, L.; Zhang, Q. Buckling behavior and design of concentrically loaded T-section aluminum alloy columns. Eng. Struct. 2022, 260, 114221. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Cu | Mg | Fe | Si | Mn | Zn | Ti | Cr | Others | Al |
|---|---|---|---|---|---|---|---|---|---|
| 3.8–4.9 | 1.2–1.8 | 0.50 | 0.50 | 0.3–0.9 | 0.25 | 0.15 | 0.10 | 0.05–0.15 | rest |
| Property | Value |
|---|---|
| Yield Stress (MPa) | 332 ± 2.2 |
| Ultimate Tensile Stress (MPa) | 467 ± 1.9 |
| Young Modulus (GPa) | 71.6 ± 0.9 |
| Poisson Ratio | 0.33 ± 0.04 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Khalaf, H.I.; Al-Sabur, R.; Kubit, A.; Święch, Ł.; Żaba, K.; Novák, V. Experimental Investigation of Load-Bearing Capacity in EN AW-2024-T3 Aluminum Alloy Sheets Strengthened by SPIF-Fabricated Stiffening Rib. Materials 2024, 17, 1730. https://doi.org/10.3390/ma17081730
Khalaf HI, Al-Sabur R, Kubit A, Święch Ł, Żaba K, Novák V. Experimental Investigation of Load-Bearing Capacity in EN AW-2024-T3 Aluminum Alloy Sheets Strengthened by SPIF-Fabricated Stiffening Rib. Materials. 2024; 17(8):1730. https://doi.org/10.3390/ma17081730
Chicago/Turabian StyleKhalaf, Hassanein I., Raheem Al-Sabur, Andrzej Kubit, Łukasz Święch, Krzysztof Żaba, and Vit Novák. 2024. "Experimental Investigation of Load-Bearing Capacity in EN AW-2024-T3 Aluminum Alloy Sheets Strengthened by SPIF-Fabricated Stiffening Rib" Materials 17, no. 8: 1730. https://doi.org/10.3390/ma17081730
APA StyleKhalaf, H. I., Al-Sabur, R., Kubit, A., Święch, Ł., Żaba, K., & Novák, V. (2024). Experimental Investigation of Load-Bearing Capacity in EN AW-2024-T3 Aluminum Alloy Sheets Strengthened by SPIF-Fabricated Stiffening Rib. Materials, 17(8), 1730. https://doi.org/10.3390/ma17081730