
Optimizing the Heat Treatment Method to Improve the Aging Response of Al-Fe-Ni-Sc-Zr Alloys

Abstract
1. Introduction
2. Materials and Methods
2.1. Materials Fabrication
2.2. The Heat Treatment Procedure
2.3. Microstructure Characterization and Mechanical Testing
3. Results
3.1. Microstructure and Performance of As-Cast Alloys
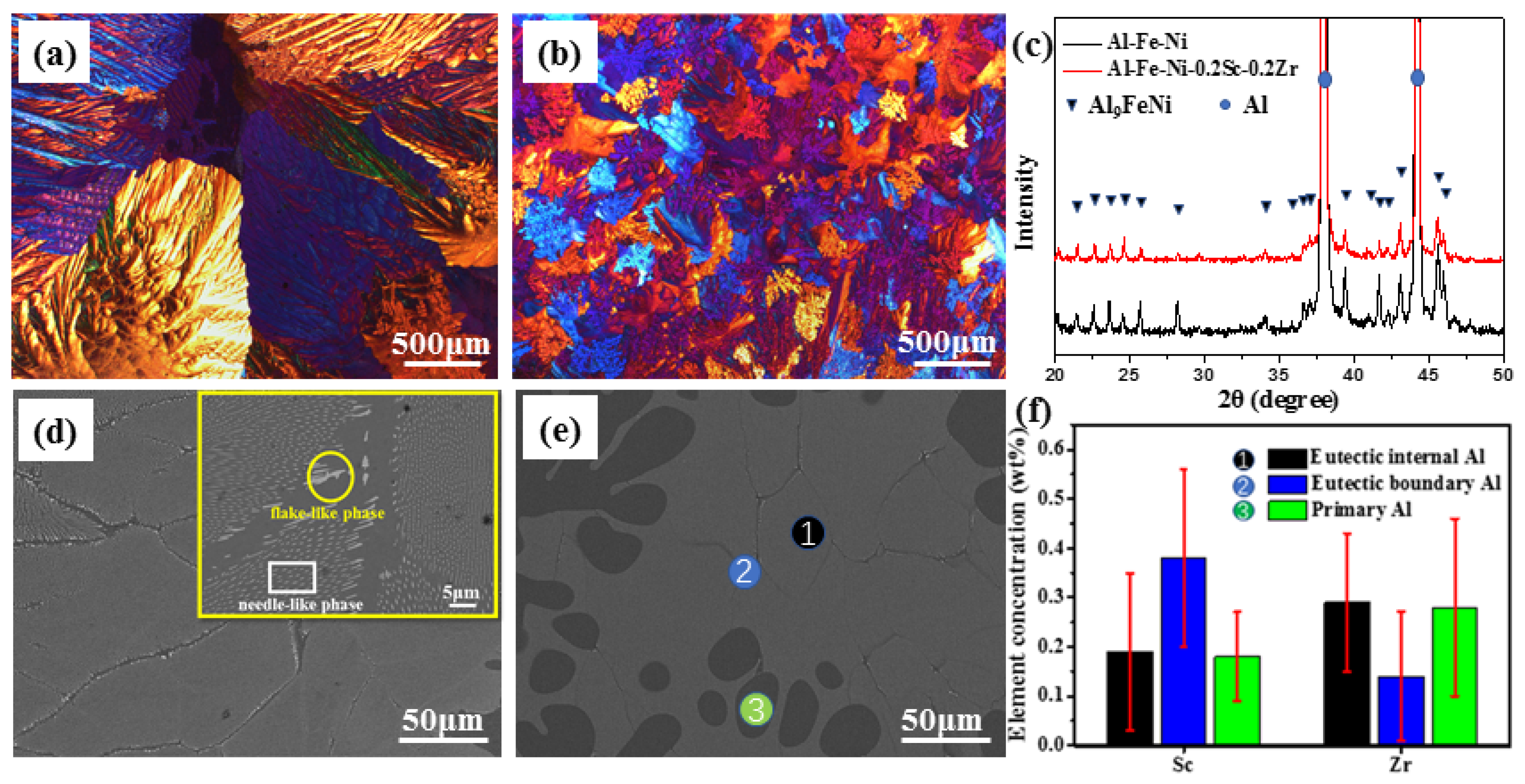
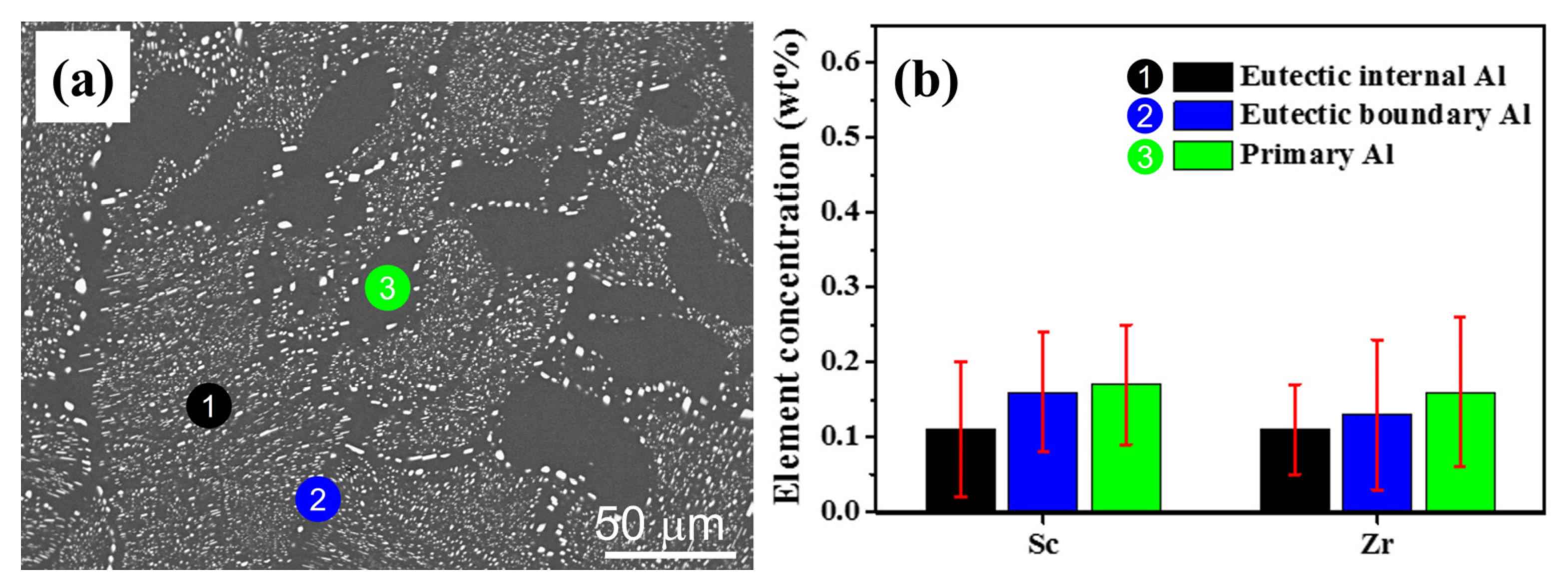
3.1.1. Microstructure Characterizations of As-Cast Alloys
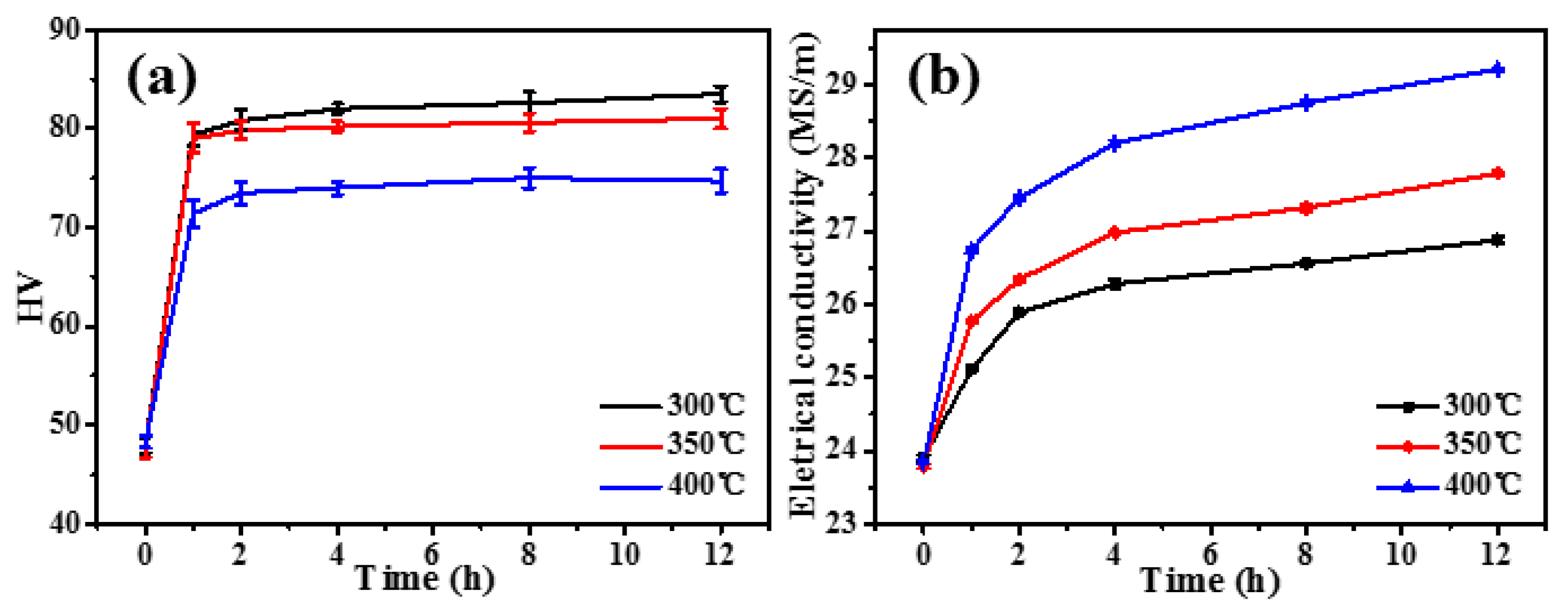
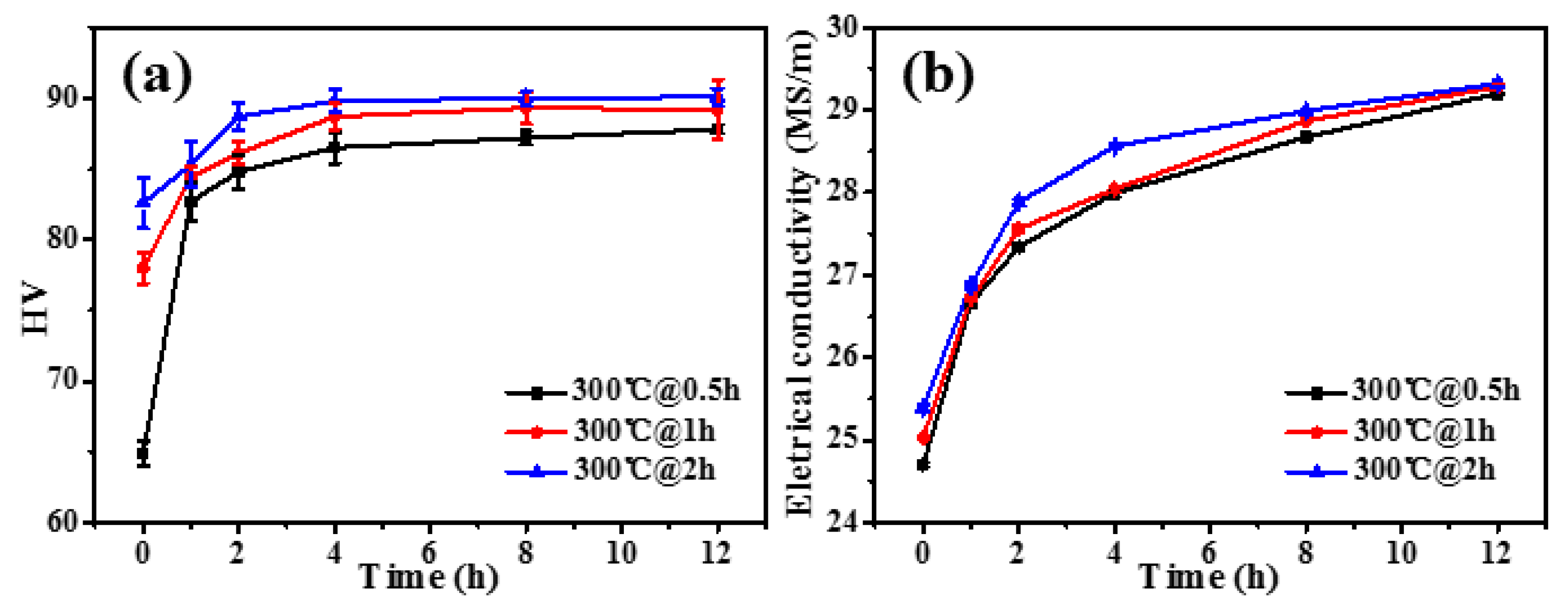
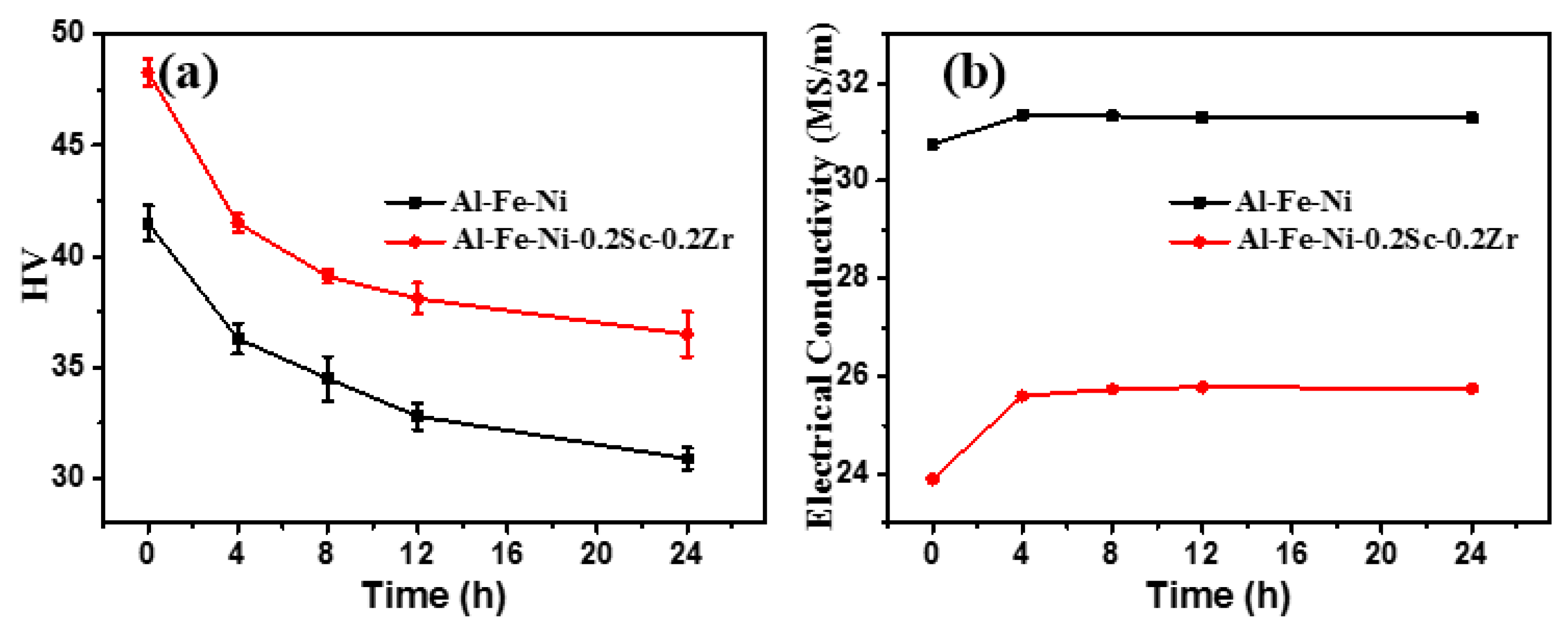
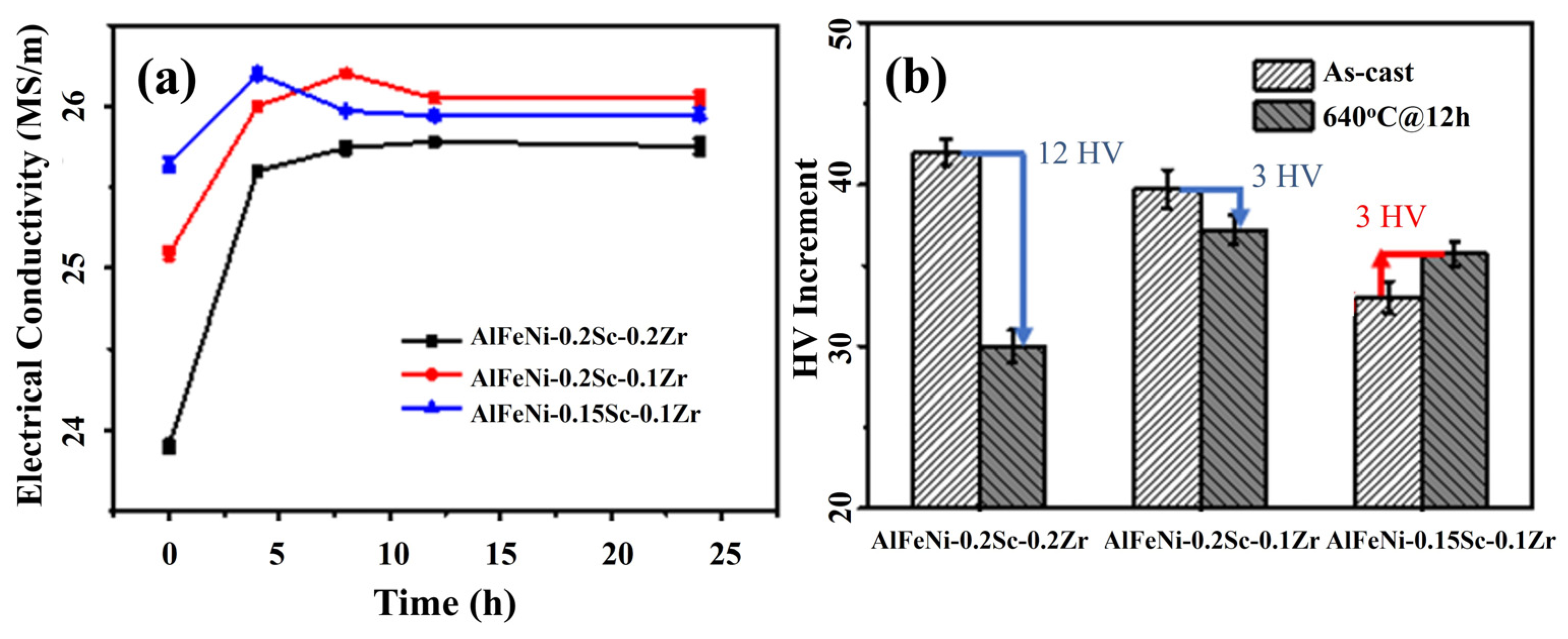
3.1.2. Influence of Aging Method on Hardness and Electrical Conductivity of As-Cast AlFeNi-0.2Sc-0.2Zr Alloy
3.2. Microstructure and Performance of As-Homogenized AlFeNi-0.2Sc-0.2Zr Alloys
3.2.1. Microstructure Characterizations of As-Cast Alloys
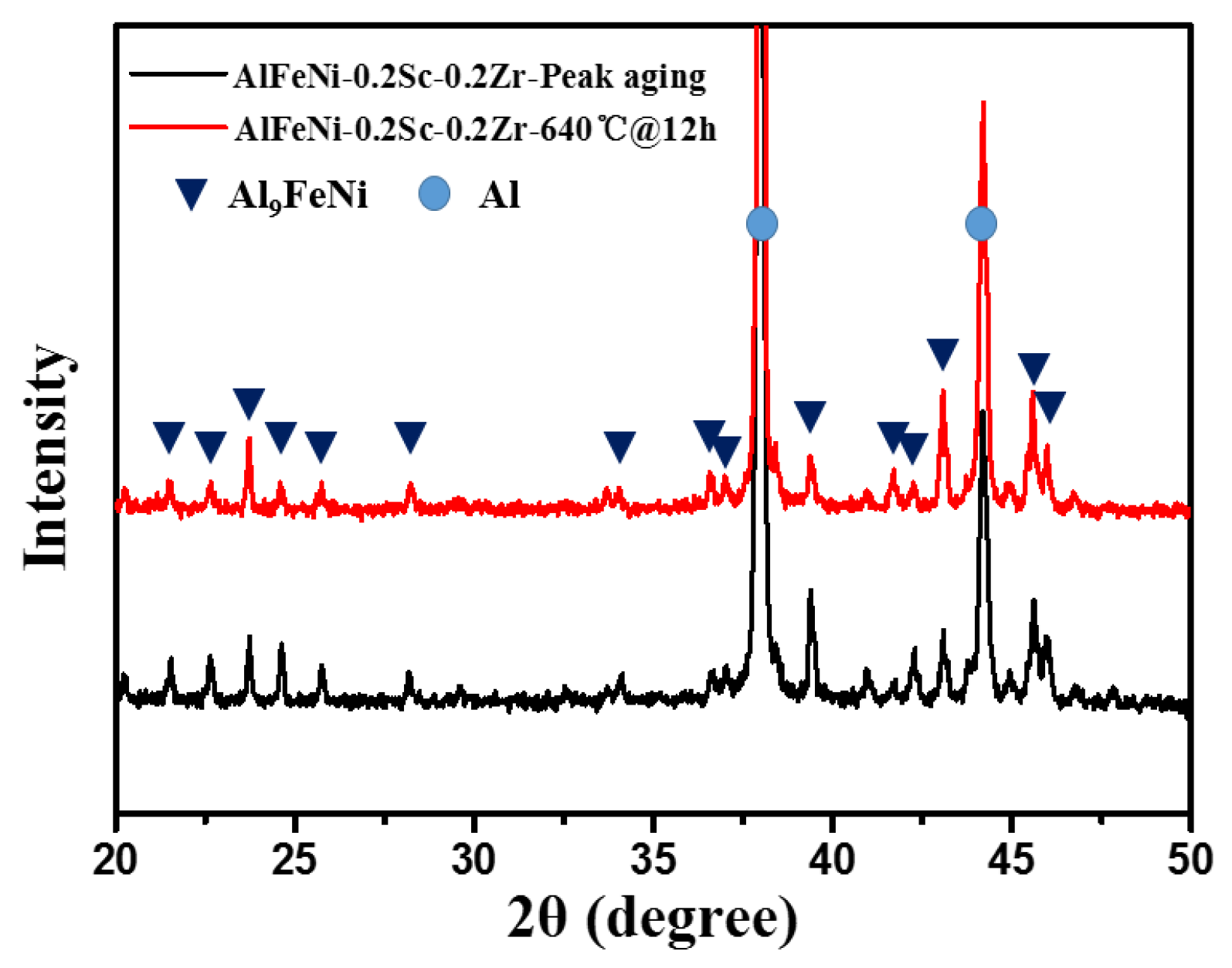
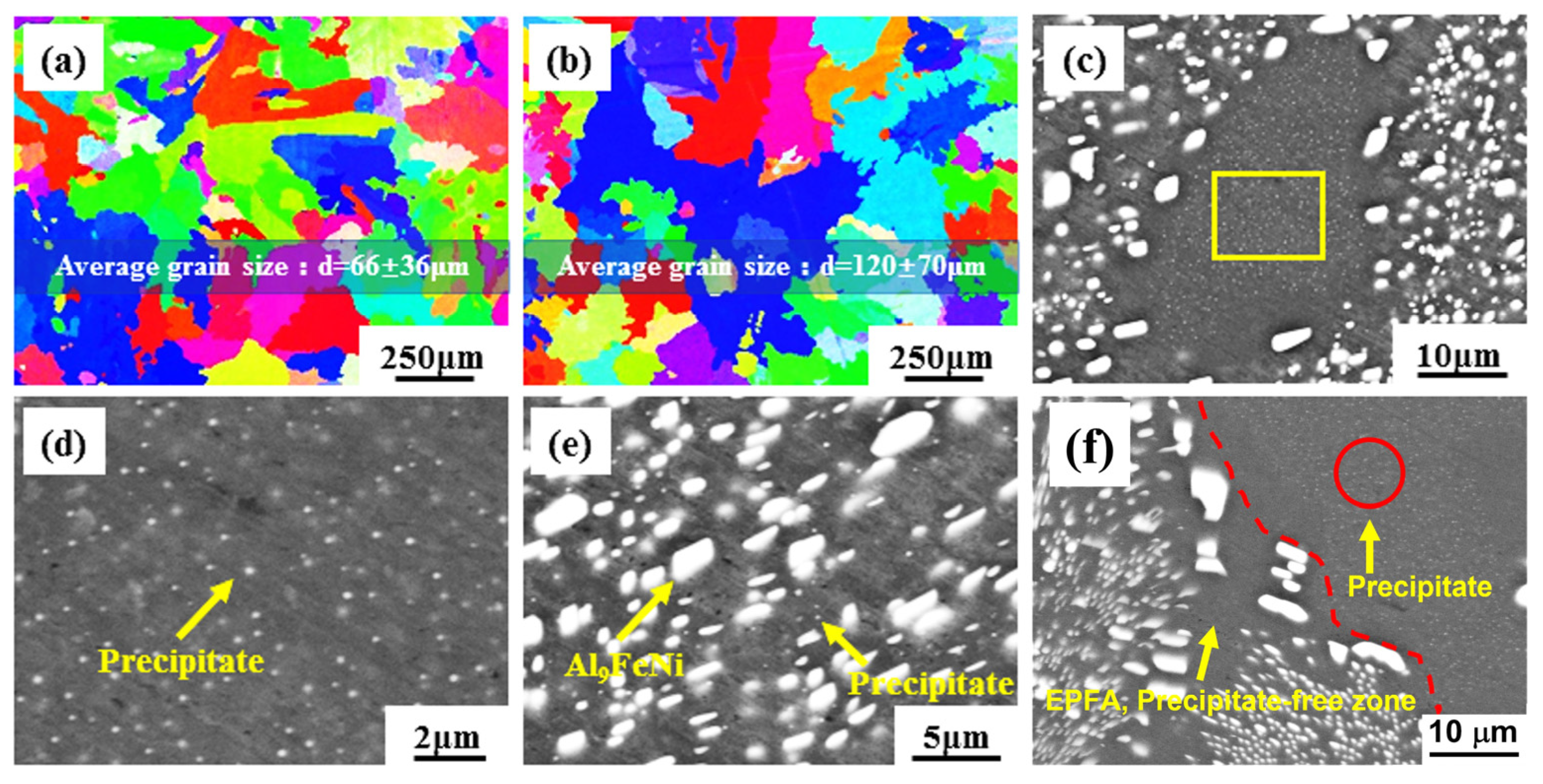
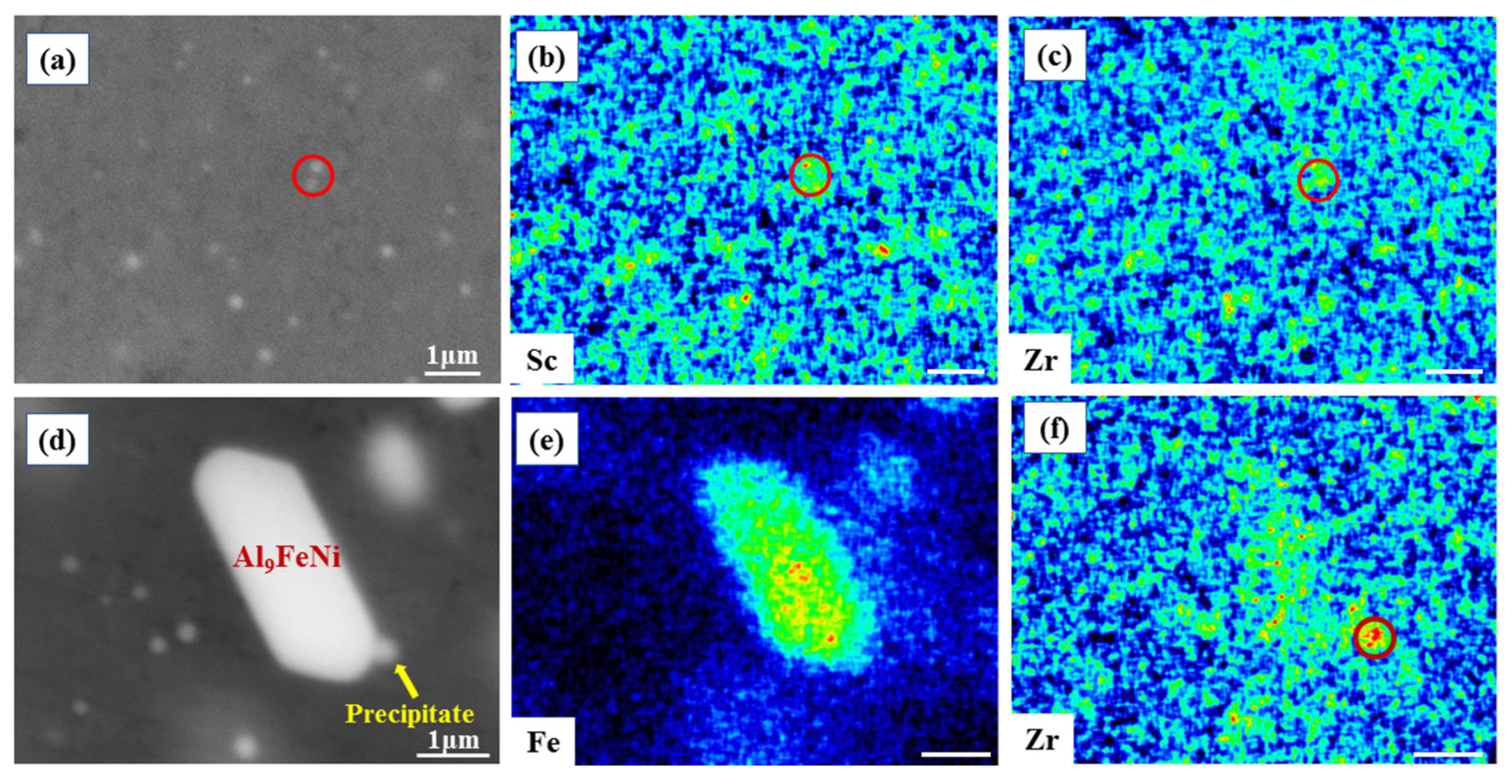
3.2.2. Microstructures of As-Homogenized AlFeNi-0.2Sc-0.2Zr Alloys
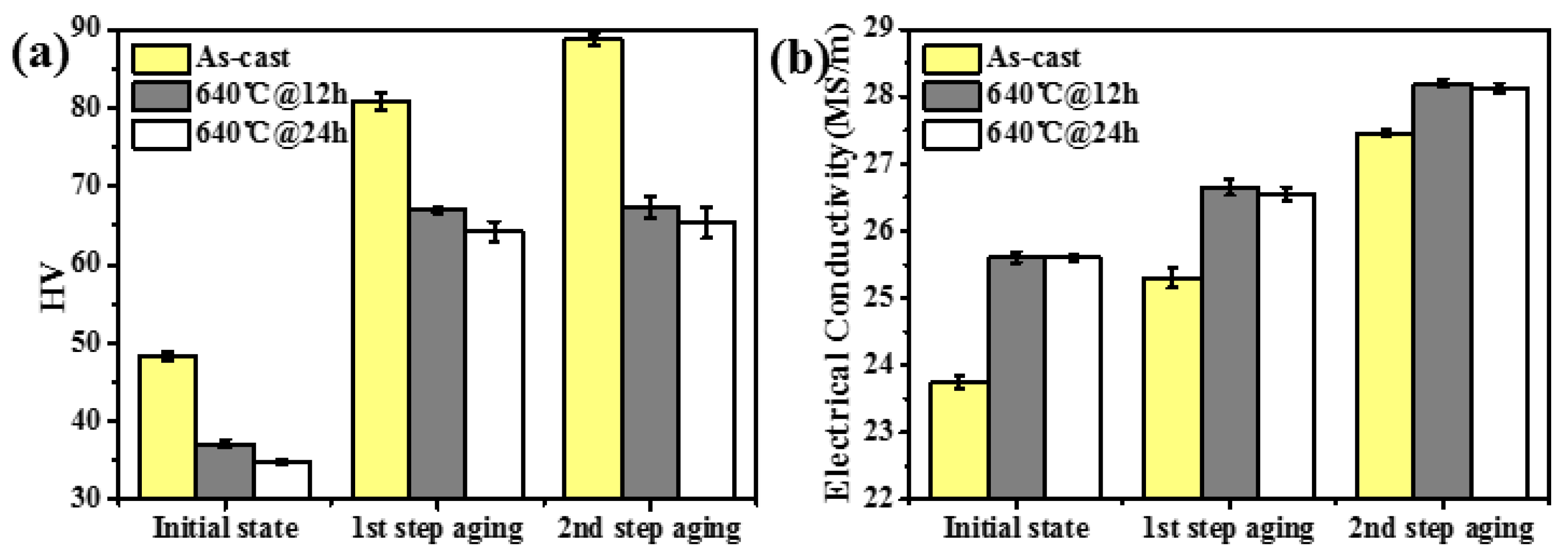
3.2.3. Hardness and Electrical Conductivity of As-Homogenized AlFeNi-0.2Sc-0.2Zr Alloy
4. Discussion
5. Conclusions
- (1)
- When the single-step aging treatment was carried out on the AlFeNi-0.2Sc-0.2Zr alloy, the aging response was improved with the reduced aging temperature. In this manner, 300 °C single-step aging can obtain the aging increment of ~36 HV.
- (2)
- In order to minimize the diffusion difference between Sc and Zr elements, the two-step aging method showed better results than those of single-step aging for the AlFeNi-0.2Sc-0.2Zr alloy. In detail, this alloy obtained the highest peak-aged hardness increase of ~42 HV by the two-step aging condition of 300 °C@ 2 h + 400 °C@ 4 h.
- (3)
- Since there was uneven distribution of both Sc and Zr alloying elements, the homogenization treatment for the alloy was discussed. Although the solid solubility of the Zr element was greater than 0.2wt% at 640 °C, the AlFeNi-0.2Sc-0.2Zr alloy was not suitable for homogenization treatment due to the precipitation of Al3(Sc, Zr) during homogenization influenced by element segregation.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Stadler, F.; Antrekowitsch, H.; Fragner, W.; Kaufmann, H.; Pinatel, E.R.; Uggowitzer, P.J. The effect of main alloying elements on the physical properties of Al–Si foundry alloys. Mater. Sci. Eng. A 2013, 560, 481–491. [Google Scholar] [CrossRef]
- Javidani, M.; Larouche, D. Application of cast Al–Si alloys in internal combustion engine components. Int. Mater. Rev. 2014, 59, 132–158. [Google Scholar] [CrossRef]
- Shyam, A.; Roy, S.; Shin, D.; Poplawsky, J.D.; Allard, L.F.; Yamamoto, Y.; Morris, J.R.; Mazumder, B.; Idrobo, J.C.; Rodriguez, A.; et al. Elevated temperature microstructural stability in cast AlCuMnZr alloys through solute segregation. Mater. Sci. Eng. A 2019, 765, 138279. [Google Scholar] [CrossRef]
- Asghar, Z.; Requena, G. Three dimensional post-mortem study of damage after compression of cast Al–Si alloys. Mater. Sci. Eng. A 2014, 591, 136–143. [Google Scholar] [CrossRef]
- Asghar, Z.; Requena, G.; Kubel, F. The role of Ni and Fe aluminides on the elevated temperature strength of an AlSi12 alloy. Mater. Sci. Eng. A 2010, 527, 5691–5698. [Google Scholar] [CrossRef]
- Amer, S.M.; Barkov, R.Y.; Prosviryakov, A.S.; Pozdniakov, A.V. Structure and Properties of New Wrought Al–Cu–Y- and Al–Cu–Er-Based Alloys. Phys. Met. Metallogr. 2021, 122, 915–922. [Google Scholar] [CrossRef]
- Amer, S.M.; Glavatskikh, M.V.; Barkov, R.Y.; Loginova, I.S.; Pozdnyakov, A.V. Effect of Chromium on Microstructure and Mechanical Properties of Al–Cu–Er–Zr Alloy. Metallurgist 2024, 67, 1448–1456. [Google Scholar] [CrossRef]
- Amer, S.; Barkov, R.; Pozdniakov, A. Microstructure and Mechanical Properties of Novel Quasibinary Al-Cu-Yb and Al-Cu-Gd Alloys. Metals 2021, 11, 476. [Google Scholar] [CrossRef]
- Koutsoukis, T.; Makhlouf, M.M. Rendering wrought aluminium alloys castable by means of minimum composition adjustments. Int. J. Cast Met. Res. 2017, 30, 231–243. [Google Scholar] [CrossRef]
- Plotkowski, A.; Rios, O.; Sridharan, N.; Sims, Z.; Unocic, K.; Ott, R.T.; Dehoff, R.R.; Babu, S.S. Evaluation of an Al-Ce alloy for laser additive manufacturing. Acta Mater. 2017, 126, 507–519. [Google Scholar] [CrossRef]
- Canté, M.V.; Brito, C.; Spinelli, J.E.; Garcia, A. Interrelation of cell spacing, intermetallic compounds and hardness on a directionally solidified Al–1.0Fe–1.0Ni alloy. Mater. Des. 2013, 51, 342–346. [Google Scholar] [CrossRef]
- Pandey, P.; Makineni, S.K.; Gault, B.; Chattopadhyay, K. On the origin of a remarkable increase in the strength and stability of an Al rich Al-Ni eutectic alloy by Zr addition. Acta Mater. 2019, 170, 205–217. [Google Scholar] [CrossRef]
- Liu, Y.; Bian, Z.; Chen, Z.; Wang, M.; Chen, D.; Wang, H. Effect of Mn on the elevated temperature mechanical properties of Al-La alloys. Mater. Charact. 2019, 155, 109821. [Google Scholar] [CrossRef]
- Koutsoukis, T.; Makhlouf, M.M. Alternatives to the Al–Si Eutectic System in Aluminum Casting Alloys. Int. J. Met. 2016, 10, 342–347. [Google Scholar] [CrossRef]
- Koutsoukis, T.; Makhlouf, M.M. An Alternative Eutectic System for Casting Aluminum Alloys I. Casting Ability and Tensile Properties. In Light Metals 2015; Hyland, M., Ed.; Springer International Publishing: Cham, Switzerland, 2016; pp. 277–281. [Google Scholar]
- Du, Y.; Chang, Y.A.; Huang, B.; Gong, W.; Jin, Z.; Xu, H.; Yuan, Z.; Liu, Y.; He, Y.; Xie, F.Y. Diffusion coefficients of some solutes in fcc and liquid Al: Critical evaluation and correlation. Mater. Sci. Eng. A 2003, 363, 140–151. [Google Scholar] [CrossRef]
- Bian, Z.; Dai, S.; Wu, L.; Chen, Z.; Wang, M.; Chen, D.; Wang, H. Thermal stability of Al–Fe–Ni alloy at high temperatures. J. Mater. Res. Technol. 2019, 8, 2538–2548. [Google Scholar] [CrossRef]
- Bian, Z.; Liu, Y.; Dai, S.; Chen, Z.; Wang, M.; Chen, D.; Wang, H. Regulating microstructures and mechanical properties of Al–Fe–Ni alloys. Prog. Nat. Sci. Mater. Int. 2020, 30, 54–62. [Google Scholar] [CrossRef]
- Bian, Z.; Yang, C.; Zhu, H.; Zhao, D.; Wang, M.; Zhang, H.; Chen, Z.; Wang, H. Understanding the creep property of heat-resistant Al alloy by analyzing eutectic phase/matrix interface structures. Mater. Res. Lett. 2023, 11, 205–212. [Google Scholar] [CrossRef]
- Hornbogen, E. Hundred years of precipitation hardening. J. Light Met. 2001, 1, 127–132. [Google Scholar] [CrossRef]
- Bayoumy, D.; Boll, T.; Karapuzha, A.S.; Wu, X.; Zhu, Y.; Huang, A. Effective Platform Heating for Laser Powder Bed Fusion of an Al-Mn-Sc-Based Alloy. Materials 2023, 16, 7586. [Google Scholar] [CrossRef] [PubMed]
- Dorin, T.; Ramajayam, M.; Vahid, A.; Langan, T. Aluminium Scandium Alloys. In Fundamentals of Aluminium Metallurgy; Lumley, R.N., Ed.; Woodhead Publishing: Cambridge, UK, 2018; Chapter 12; pp. 439–494. [Google Scholar]
- Røyset, J.; Ryum, N. Scandium in aluminium alloys. Int. Mater. Rev. 2005, 50, 19–44. [Google Scholar] [CrossRef]
- Booth-Morrison, C.; Dunand, D.C.; Seidman, D.N. Coarsening resistance at 400 °C of precipitation-strengthened Al–Zr–Sc–Er alloys. Acta Mater. 2011, 59, 7029–7042. [Google Scholar] [CrossRef]
- Tahmasbi, A.; Samuel, A.M.; Zedan, Y.; Songmene, V.; Samuel, F.H. Effect of Aging Treatment on the Strength and Microstructure of 7075-Based Alloys Containing 2% Li and/or 0.12% Sc. Materials 2023, 16, 7375. [Google Scholar] [CrossRef] [PubMed]
- Seidman, D.N.; Marquis, E.A.; Dunand, D.C. Precipitation strengthening at ambient and elevated temperatures of heat-treatable Al (Sc) alloys. Acta Mater. 2002, 50, 4021–4035. [Google Scholar] [CrossRef]
- Chen, B.A.; Pan, L.; Wang, R.H.; Liu, G.; Cheng, P.M.; Xiao, L.; Sun, J. Effect of solution treatment on precipitation behaviors and age hardening response of Al–Cu alloys with Sc addition. Mater. Sci. Eng. A 2011, 530, 607–617. [Google Scholar] [CrossRef]
- Luo, Y.; Pan, Q.; Sun, Y.; Liu, S.; Sun, Y.; Long, L.; Li, X.; Wang, X.; Li, M. Hardening behavior of Al-0.25Sc and Al-0.25Sc-0.12Zr alloys during isothermal annealing. J. Alloys Compd. 2020, 818, 152922. [Google Scholar] [CrossRef]
- Xu, P.; Jiang, F.; Tang, Z.; Yan, N.; Jiang, J.; Xu, X.; Peng, Y. Coarsening of Al3Sc precipitates in Al-Mg-Sc alloys. J. Alloys Compd. 2019, 781, 209–215. [Google Scholar] [CrossRef]
- Iwamura, S.; Miura, Y. Loss in coherency and coarsening behavior of Al3Sc precipitates. Acta Mater. 2004, 52, 591–600. [Google Scholar] [CrossRef]
- Pozdniakov, A.V.; Barkov, R.Y. Microstructure and mechanical properties of novel Al-Y-Sc alloys with high thermal stability and electrical conductivity. J. Mater. Sci. Technol. 2020, 36, 1–6. [Google Scholar] [CrossRef]
- Fuller, C.B.; Seidman, D.N.; Dunand, D.C. Mechanical properties of Al (Sc, Zr) alloys at ambient and elevated temperatures. Acta Mater. 2003, 51, 4803–4814. [Google Scholar] [CrossRef]
- Knipling, K.E.; Seidman, D.N.; Dunand, D.C. Ambient- and high-temperature mechanical properties of isochronally aged Al–0.06Sc, Al–0.06Zr and Al–0.06Sc–0.06Zr (at.%) alloys. Acta Mater. 2011, 59, 943–954. [Google Scholar] [CrossRef]
- Van Dalen, M.E.; Dunand, D.C.; Seidman, D.N. Microstructural evolution and creep properties of precipitation-strengthened Al–0.06Sc–0.02Gd and Al–0.06Sc–0.02Yb (at.%) alloys. Acta Mater. 2011, 59, 5224–5237. [Google Scholar] [CrossRef]
- Clouet, E.; Laé, L.; Épicier, T.; Lefebvre, W.; Nastar, M.; Deschamps, A. Complex precipitation pathways in multicomponent alloys. Nat. Mater. 2006, 5, 482–488. [Google Scholar] [CrossRef] [PubMed]
- Orthacker, A.; Haberfehlner, G.; Taendl, J.; Poletti, M.C.; Sonderegger, B.; Kothleitner, G. Diffusion-defining atomic-scale spinodal decomposition within nanoprecipitates. Nat. Mater. 2018, 17, 1101–1107. [Google Scholar] [CrossRef] [PubMed]
- Forbord, B.; Lefebvre, W.; Danoix, F.; Hallem, H.; Marthinsen, K. Three dimensional atom probe investigation on the formation of Al3(Sc,Zr)-dispersoids in aluminium alloys. Scr. Mater. 2004, 51, 333–337. [Google Scholar] [CrossRef]
- Kihoulou, B.; Králík, R.; Bajtošová, L.; Grydin, O.; Stolbchenko, M.; Schaper, M.; Cieslar, M. Near Net Shape Manufacturing of Sheets from Al-Cu-Li-Mg-Sc-Zr Alloy. Materials 2024, 17, 644. [Google Scholar] [CrossRef] [PubMed]
- Vo, N.Q.; Dunand, D.C.; Seidman, D.N. Role of silicon in the precipitation kinetics of dilute Al-Sc-Er-Zr alloys. Mater. Sci. Eng. A 2016, 677, 485–495. [Google Scholar] [CrossRef]
- Vo, N.Q.; Dunand, D.C.; Seidman, D.N. Improving aging and creep resistance in a dilute Al–Sc alloy by microalloying with Si, Zr and Er. Acta Mater. 2014, 63, 73–85. [Google Scholar] [CrossRef]
- Knipling, K.E.; Karnesky, R.A.; Lee, C.P.; Dunand, D.C.; Seidman, D.N. Precipitation evolution in Al–0.1Sc, Al–0.1Zr and Al–0.1Sc–0.1Zr (at.%) alloys during isochronal aging. Acta Mater. 2010, 58, 5184–5195. [Google Scholar] [CrossRef]
- Yamamoto, K.; Takahashi, M.; Kamikubo, Y.; Sugiura, Y.; Iwasawa, S.; Nakata, T.; Kamado, S. Optimization of Cu content for the development of high-performance T5-treated thixo-cast Al–7Si–0.5Mg–Cu (wt.%) alloy. J. Mater. Sci. Technol. 2021, 93, 178–190. [Google Scholar] [CrossRef]
- De Luca, A.; Dunand, D.C.; Seidman, D.N. Microstructure and mechanical properties of a precipitation-strengthened Al-Zr-Sc-Er-Si alloy with a very small Sc content. Acta Mater. 2018, 144, 80–91. [Google Scholar] [CrossRef]
- Kang, W.; Li, H.Y.; Zhao, S.X.; Han, Y.; Yang, C.L.; Ma, G. Effects of homogenization treatments on the microstructure evolution, microhardness and electrical conductivity of dilute Al-Sc-Zr-Er alloys. J. Alloys Compd. 2017, 704, 683–692. [Google Scholar] [CrossRef]
- Bian, Z.; Xiao, Y.; Hu, L.; Liu, Y.; Chen, Z.; Wang, M.; Chen, D.; Wang, H. Stimulated heterogeneous distribution of Sc element and its correlated local hardening effect in Al–Fe–Ni-Sc alloy. Mater. Sci. Eng. A 2020, 771, 138650. [Google Scholar] [CrossRef]
- Booth-Morrison, C.; Seidman, D.N.; Dunand, D.C. Effect of Er additions on ambient and high-temperature strength of precipitation-strengthened Al–Zr–Sc–Si alloys. Acta Mater. 2012, 60, 3643–3654. [Google Scholar] [CrossRef]
- Bian, Z.; Xiao, Y.; Geng, J.; Hu, L.; Chen, Z.; Wang, M.; Chen, D.; Wang, H. Optimizing Zr addition method to improve the comprehensive high temperature performance of Al-Fe-Ni-Sc eutectic alloy. J. Alloys Compd. 2021, 866, 158883. [Google Scholar] [CrossRef]
- Liu, Y.; Zhang, C.-C.; Zhang, X.-Y.; Huang, Y.-C. Understanding grain refinement of Sc addition in a Zr containing Al-Zn-Mg-Cu aluminum alloy from experiments and first-principles. Intermetallics 2020, 123, 106823. [Google Scholar] [CrossRef]
- Premkumar, M.K.; Lawley, A.; Koczak, M.J. Processing and microstructure of Powder Metallurgy Al-Fe-Ni Alloys. Metall. Trans. A 1992, 23, 3219–3230. [Google Scholar] [CrossRef]
- Jo, H.-H.; Fujikawa, S.-I. Kinetics of precipitation in Al–Sc alloys and low temperature solid solubility of scandium in aluminium studied by electrical resistivity measurements. Mater. Sci. Eng. A 1993, 171, 151–161. [Google Scholar] [CrossRef]
- Zhao, Q.; Qian, Z.; Cui, X.; Wu, Y.; Liu, X. Influences of Fe, Si and homogenization on electrical conductivity and mechanical properties of dilute Al–Mg–Si alloy. J. Alloys Compd. 2016, 666, 50–57. [Google Scholar] [CrossRef]
- Suwanpreecha, C.; Toinin, J.P.; Michi, R.A.; Pandee, P.; Dunand, D.C.; Limmaneevichitr, C. Strengthening mechanisms in AlNiSc alloys containing Al3Ni microfibers and Al3Sc nanoprecipitates. Acta Mater. 2019, 164, 334–346. [Google Scholar] [CrossRef]
- Okamoto, H. Al-Zr (aluminum-zirconium). J. Phase Equilibria 2002, 23, 455. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloy | Fe | Ni | Sc | Zr | |
|---|---|---|---|---|---|
| AlFeNi | * Nom. Comp. | 1.75 | 1.25 | - | - |
| ICP results | 1.67 ± 0.02 | 1.25 ± 0.015 | |||
| AlFeNi- 0.2Sc-0.2Zr | Nom. Comp. | 1.75 | 1.25 | 0.2 | 0.2 |
| ICP results | 1.66 ± 0.012 | 1.22 ± 0.03 | 0.19 ± 0.005 | 0.2 ± 0.002 |
| Alloy | YS/MPa | UTS/MPa | EL/% | |
|---|---|---|---|---|
| AlFeNi- 0.2Sc-0.2Zr | as-cast + peak-aging | 240 ± 3 | 297 ± 4.4 | 12.9 ± 0.3 |
| as-homogenized + peak-aging | 156 ± 0.9 | 206 ± 2.8 | 22.4 ± 0.6 | |
| AlFeNi- 0.15Sc-0.1Zr | as-cast + peak-aging | 165 ± 2.5 | 237 ± 5 | 11.2 ± 0.8 |
| as-homogenized + peak-aging | 164 ± 3 | 223 ± 3.1 | 24.4 ± 0.5 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, M.; Bian, Z.; Zhu, A.; Cai, Y.; Zhang, D.; Wu, Y.; Cui, S.; Chen, D.; Wang, H. Optimizing the Heat Treatment Method to Improve the Aging Response of Al-Fe-Ni-Sc-Zr Alloys. Materials 2024, 17, 1772. https://doi.org/10.3390/ma17081772
Wang M, Bian Z, Zhu A, Cai Y, Zhang D, Wu Y, Cui S, Chen D, Wang H. Optimizing the Heat Treatment Method to Improve the Aging Response of Al-Fe-Ni-Sc-Zr Alloys. Materials. 2024; 17(8):1772. https://doi.org/10.3390/ma17081772
Chicago/Turabian StyleWang, Mingliang, Zeyu Bian, Ailin Zhu, Yulong Cai, Dongdong Zhang, Yanlai Wu, Shuai Cui, Dong Chen, and Haowei Wang. 2024. "Optimizing the Heat Treatment Method to Improve the Aging Response of Al-Fe-Ni-Sc-Zr Alloys" Materials 17, no. 8: 1772. https://doi.org/10.3390/ma17081772
APA StyleWang, M., Bian, Z., Zhu, A., Cai, Y., Zhang, D., Wu, Y., Cui, S., Chen, D., & Wang, H. (2024). Optimizing the Heat Treatment Method to Improve the Aging Response of Al-Fe-Ni-Sc-Zr Alloys. Materials, 17(8), 1772. https://doi.org/10.3390/ma17081772