
Homogenization of the Color of Beech Sapwood and False Heartwood by the Steaming Process

Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
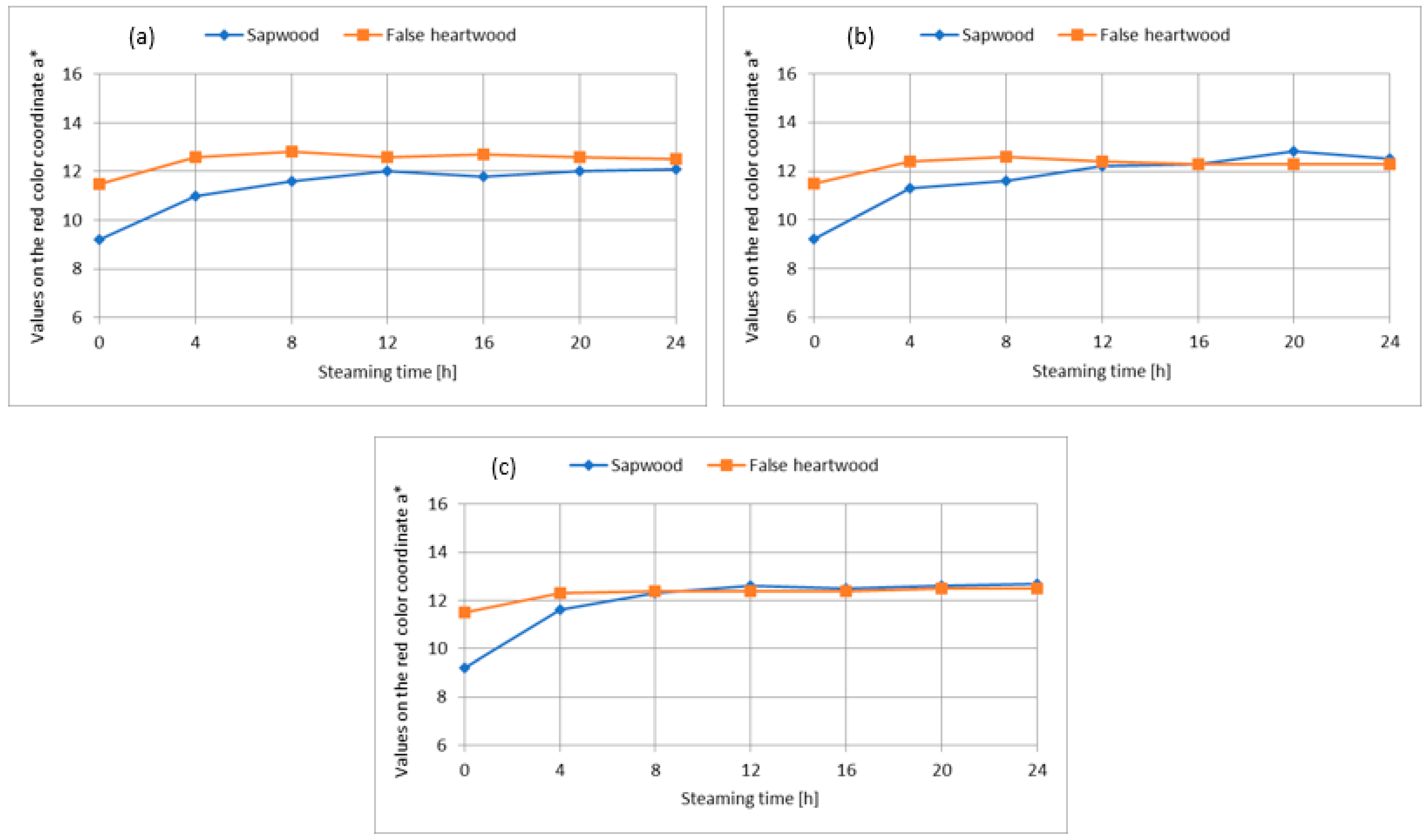
- (a)
- By steaming beech wood with saturated moist air with a temperature of tI = 95 °C, the unification of the color of the sapwood with the false heartwood does not occur within τ = 24 h. The sapwood darkens and takes on a pale brown color. The heartwood has lightened to a darker shade of pale brown than the sapwood. However, the significant color contrast between the sapwood zone and the heartwood zone, which is ∆E1* = 14.8 for unsteamed wood and reduced to ∆E1* = 5.5 for steamed wood at the steaming temperature tI = 95 °C, is removed. The mentioned changes occur in beech wood by a decrease in the values on the lightness coordinate by ∆L* = −7.5 and an increase in the values of the red color coordinate by ∆a* = +3.1. For wood with a false heartwood, the values increase, both for the lightness coordinate by ∆L* = +2.7 and for the red color coordinate by ∆a* = +1.0.
- (b)
- Through the process of steaming beech wood with saturated water steam at a temperature of tII ≈ 105 °C, the unification of the colors of sapwood and false heartwood occurs after 18 h of the technological process. The average values of the unified color of steamed sapwood and false heartwood in the color space are CIE L*a*b*: L* = 61.3 ± 2.2, a* = 12.4 ± 1.3 and b* = 19.5 ± 1.4. The mentioned uniform coloring of the steamed wood is achieved by the significant darkening of the sapwood and slight darkening of the wood of the false heartwood. The degree of darkening of steamed beech wood is quantified by the decrease in the values on the lightness coordinate by ∆L* = −17.0 and the increase in the values on the red color coordinate by ∆a* = +3.3, the slight darkening of the steamed wood of the false heartwood quantifies the decrease in the value of the lightness coordinate by ∆L* = −2.6 and the increase in the value of the red color official by ∆a* = +0.8.
- (c)
- Unification of the colors of the sapwood with the wood of the false heartwood by the process of steaming with saturated water steam with temperatures tIII ≈ 120 °C to a dark brown–gray color occurs after 9 h of steaming. The average values of the dark brown–gray color of steamed beech wood in the color space are L* = 55.9 ± 1.9, a* = 12.3 ± 1.2, b* = 19.6 ± 1.3. The unification of the colors by the steaming process is achieved both by a decrease in the values of the coordinate of the lightness of the sapwood by ∆L* = −22.5 and of the false heartwood by ∆L* = −15.2, as well as by an increase in the values of the coordinate of the red color of the sapwood by ∆a* = +3.1 and wood with false heartwood by ∆a* = +0.9.
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Gorczynski, T. Comparative anatomical studies on common beech wood (Fagus sylvatica L.). Rocz. Demdr. Polsk. Tow. Bot. 1951, 7, 3–114. [Google Scholar]
- Nečesaný, V. Beech Heartwood, Structure, Origin and Development; Publishing House of the Slovak Academy of Sciences: Bratislava, Slovakia, 1959; 256p. [Google Scholar]
- Požgaj, A.; Chovanec, D.; Kurjatko, S.; Babiak, M. Structure and Properties of Wood; Príroda: Bratislava, Slovakia, 1997; 485p. [Google Scholar]
- Bauch, J.; Koch, G. Biologische und Chemische Untersuchungen über Holzverfarbungen der Rotbuche (Fagus sylvatica L.) und Möglichkeiten Vorbeugender Maßnahmen; Abschlussbericht; Bundesforschungsanstalt für Forst- und Holzwirtschaft, Universität Hamburg: Hamburg, Germany, 2001. [Google Scholar]
- Račko, V.; Čunderlik, I. Qualitative and quantitative evaluation of false heartwood in beech logs of various age and qualitative structure. Wood Res. 2006, 51, 1–10. [Google Scholar]
- Račko, V.; Čunderlík, I. Mature wood as a limiting factor in the formation of a false heartwood beech (Fagus sylvatica L.). Acta Fac. Xylologiae Zvolen 2010, 52, 15–24. [Google Scholar]
- Kúdela, J.; Čunderlík, I. Beech Wood Structure, Properties, Use; Technical University in Zvolen: Zvolen, Slovakia, 2012; 152p, ISBN 80-228-2318-0. [Google Scholar]
- Mahler, G.; Höwecke, B. Verkernungserscheinungen bei der Buche in Baden-Württemberg in Abhängigkeit von Alter, Standort und Durchmesser. Schweiz. Z. Forstwes. 1991, 142, 375–390. [Google Scholar]
- Trenčiansky, M.; Lieskovský, M.; Merganič, J.; Šulek, R. Analysis and evaluation of the impact of stand age on the occurrence and metamorphosis of red heartwood. iForest—Biogeosciences For. 2017, 10, 605–610. [Google Scholar] [CrossRef]
- Deliiski, N. The method extends the assessment of the degree of beech sawn timber during its drying process. In Current Problems and Perspectives of Beech Lumber Drying; ES-VŠLD: Zvolen, Slovakia, 1911; pp. 37–44. [Google Scholar]
- Trebula, P.; Klement, I. Drying and Hydrothermal Treatment of Wood; Technical University in Zvolen: Zvolen, Slovakia, 2005; 449p. [Google Scholar]
- Tolvaj, L.; Molnar, S. Colour homogenisation of hardwood species by steaming. Acta Silv. Lign. Hung. 2006, 2, 39–47. [Google Scholar] [CrossRef]
- Gonzalez-Pena, M.M.; Hale, M.D.C. Colour in thermally modified wood of beech, Norway spruce and Scots pine. Part 1: Colour evolution and colour changes. Holzforschung 2009, 63, 385–393. [Google Scholar] [CrossRef]
- Esteves, M.B.; Pereira, H.M. Wood Modification by heat treatment: A Review. BioResources 2009, 4, 370–404. [Google Scholar] [CrossRef]
- Tolvaj, L.; Nemeth, R.; Varga, D.; Molnar, S. Colour homogenisation of beech wood by steam treatment. Drewno 2009, 52, 5–17. [Google Scholar]
- Todorović, N.; Popović, Z.; Milić, G.; Popadić, R. Estimation of heat treated beechwood properties by color change. BioResources 2012, 7, 798–815. [Google Scholar]
- Dzurenda, L. Colouring of Beech Wood during Thermal Treatment using Saturated Water Steam. Acta Fac. Xylologiae Zvolen 2014, 56, 13–22. [Google Scholar]
- Milić, G.; Todorović, N.; Popadić, R. Influence of steaming on drying quality and colour of beech timber. Glas. Šumar. Fak. 2015, 112, 83–96. [Google Scholar] [CrossRef]
- Hadjiski, M.; Deliiski, N. Advanced Control of the Wood Thermal Treatment Processing. Cybern. Inf. Technol. Bulg. Acad. Sci. 2016, 16, 176–197. [Google Scholar] [CrossRef]
- Geffert, A.; Vybohová, E.; Geffertová, J. Characterization of the changes of colour and some wood components on the surface of steamed beech wood. Acta Fac. Xylologiae Zvolen 2017, 59, 49–57. [Google Scholar]
- Dzurenda, L.; Dudiak, M. Cross-correlation of color and acidity of wet beech wood in the process of thermal treatment with saturated steam. Wood Res. 2021, 66, 105–116. [Google Scholar] [CrossRef]
- Čunderlík, I. Structure of Wood; Technical University in Zvolen: Zvolen, Slovakia, 2009; 135p. [Google Scholar]
- Drápela, J.; Humpolec, J.; Kamenický, J.; Konečný, L.; Pavlica, J.; Ráček, V.; Zapletal, J. Furniture Production—Technology; SNTL: Prague, Czech Republic, 1980; 485p. [Google Scholar]
- Makovíny, I. Useful Properties and Use of Different Types of Wood; Technical University in Zvolen: Zvolen, Slovakia, 2010; 104p. [Google Scholar]
- Meints, T.; Teischinger, A.; Stingl, R.; Hassmann, C. Wood colour of central European wood species: CIELAB characterisation and colour intensification. Eur. J. Wood Prod. 2017, 75, 499–509. [Google Scholar] [CrossRef]
- Molnár, S.; Németh, R.; Fehér, S.; Tolvaj, L.; Papp, G.; Varga, F. Technical and technological properties of Hungarian beech wood consider the red heart. Wood Res. 2001, 46, 21–30. [Google Scholar]
- Dzurenda, L.; Dudiak, M. Color diversity of beech wood with a false heartwood in the color space CIE L*a*b*. Wood Res. 2023, 68, 792–801. [Google Scholar] [CrossRef]
- Dzurenda, L.; Dudiak, M.; Kučerová, V. Differences in Some Physical and Chemical Properties of Beechwood with False Heartwood, Mature Wood and Sapwood. Forests 2023, 14, 1123. [Google Scholar] [CrossRef]
- Dzurenda, L. Natural Variability of the Color of Beech Wood in the Color Space CIE L*a*b*. Forests 2023, 14, 1103. [Google Scholar] [CrossRef]
- Dzurenda, L. Mode for hot air drying of steamed beech blanks while keeping the colors ac-quired in the steaming process. Acta Fac. Xylologiae Zvolen 2022, 64, 81–88. [Google Scholar]
- Bekhta, P.; Niemz, P. Effect of high temperature on color change, dimensional stability and mechanical properties of spruce wood. Holzforschung 2003, 57, 539–546. [Google Scholar] [CrossRef]
- Laskowska, A. The influence of ultraviolet radiation on the colour of thermo-mechanically modified beech and oak wood. Maderas Cienc. Tecnol. 2020, 22, 55–68. [Google Scholar] [CrossRef]
- Albert, L.; Hofmann, T.; Németh, Z.S.; Rétfalvi, T.; Koloszár, J.; Varga, S.Z.; Csepregi, I. Radial variation of total phenol content in beech (Fagus sylvatica L.) wood with and without red heartwood. Holz als Roh- und Werkst. 2003, 3, 227–230. [Google Scholar] [CrossRef]
- Hofmann, T.; Albert, L.; Rétfalvi, T.; Bányai, É.; Visiné Rajczi, E.; Börcsök, E.; Németh, Z.S. Quantitative TLC Analysis of (+)-Catechin and (-)-Epicatecin from Fagus sylvatica L. with and without Red Heartwood. J. Planar Chromatogr. 2004, 17, 350–354. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Temperature of Saturated Water Steam | tmin [°C] | tmax [°C] | t4 [°C] | Wood Color Homogenization Time | |||||
|---|---|---|---|---|---|---|---|---|---|
| Mode I | 92 | 98 | 92 | τ1 = 4 h | τ2 = 8 h * | τ3 = 12 h * | τ4 = 16 h * | τ5 = 20 h * | τ6 = 24 h |
| Mode II | 102 | 108 | 100 | ||||||
| Mode III | 117 | 123 | 100 | ||||||
| Beech Wood | Steaming Time [h] | Values in the Color Space CIE L*a*b* | The Difference between the Color of Sapwood and False Heartwood | Dispersion of Wood Color | |||
|---|---|---|---|---|---|---|---|
| L* | a* | b* | ∆E1* | ∆Esx* | |||
| Unsteamed | Sapwood | 0 | 78.5 ± 2.5 | 9.2 ± 1.6 | 19.5 ± 1.8 | 14.8 | 3.5 |
| False heartwood | 63.8 ± 3.6 | 11.5 ± 1.8 | 19.9 ± 1.6 | 4.3 | |||
| Mode I tI = 95 ± 3 °C | Sapwood | 24 | 71.0 ± 2.1 | 12.1 ± 1.2 | 19.3 ± 1.5 | 5.5 | 2.8 |
| False heartwood | 65.5 ± 2.8 | 12.5 ± 1.6 | 19.5 ± 1.4 | 3.5 | |||
| Mode II tII = 105 ± 3 °C | Sapwood | 18 | 61.5 ± 1.9 | 12.5 ± 1.2 | 19.4 ± 1.4 | 0.4 | 2.6 |
| False heartwood | 61.2 ± 2.3 | 12.3 ± 1.4 | 19.6 ± 1.4 | 3.0 | |||
| Mode III tIII = 120 ± 3 °C | Sapwood | 9 | 56.0 ± 1.8 | 12.3 ± 1.1 | 19.5 ± 1.2 | 0.3 | 2.4 |
| False heartwood | 55.8 ± 2.1 | 12.4 ± 1.3 | 19.7 ± 1.4 | 2.8 | |||
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Dzurenda, L.; Dudiak, M. Homogenization of the Color of Beech Sapwood and False Heartwood by the Steaming Process. Forests 2024, 15, 1009. https://doi.org/10.3390/f15061009
Dzurenda L, Dudiak M. Homogenization of the Color of Beech Sapwood and False Heartwood by the Steaming Process. Forests. 2024; 15(6):1009. https://doi.org/10.3390/f15061009
Chicago/Turabian StyleDzurenda, Ladislav, and Michal Dudiak. 2024. "Homogenization of the Color of Beech Sapwood and False Heartwood by the Steaming Process" Forests 15, no. 6: 1009. https://doi.org/10.3390/f15061009