

A Green Nanocatalyst for Fatty Acid Methyl Ester Conversion from Waste Cooking Oil

 and
and
Abstract
1. Introduction
2. Results and Discussion
2.1. Catalyst Characterizations
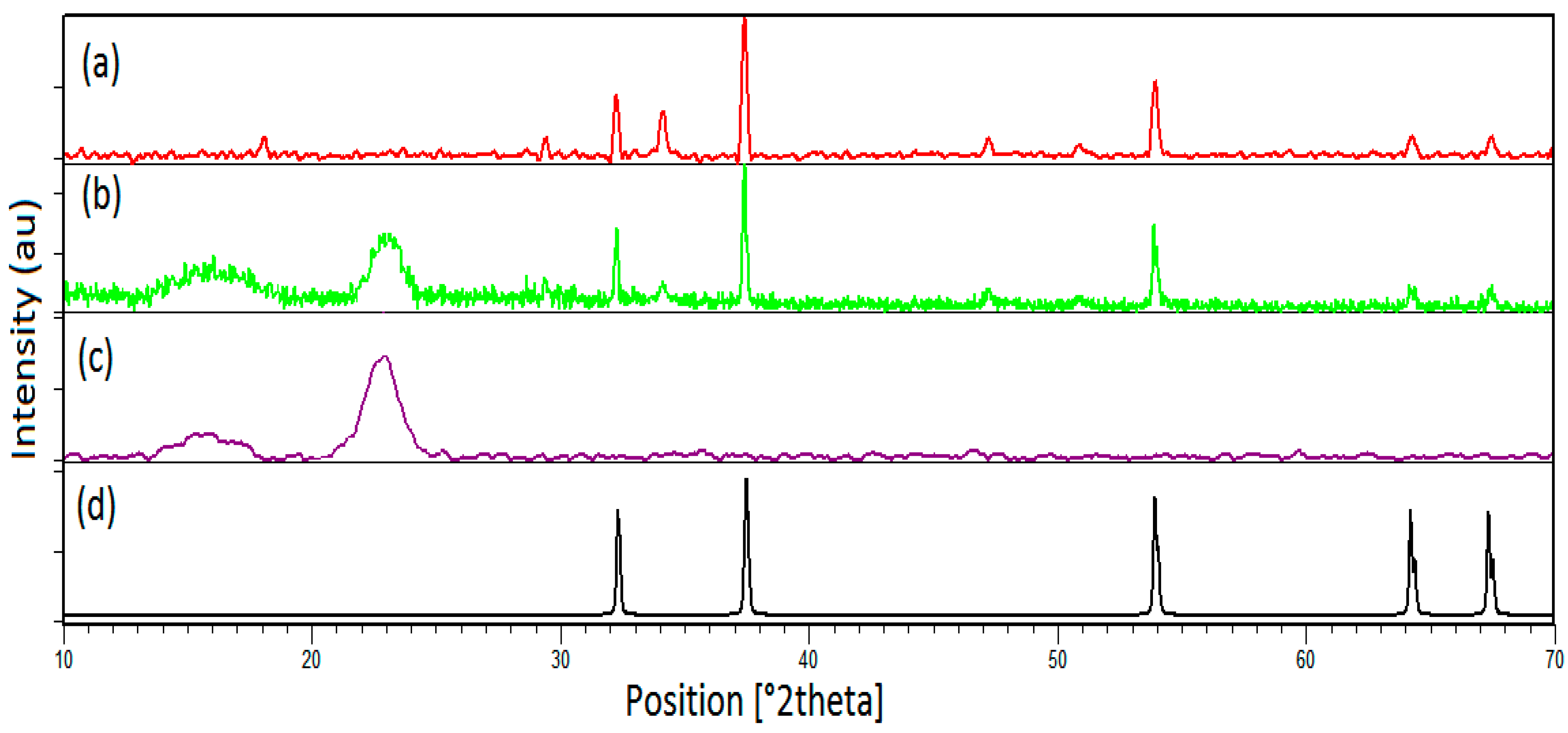
2.1.1. X-ray Diffraction
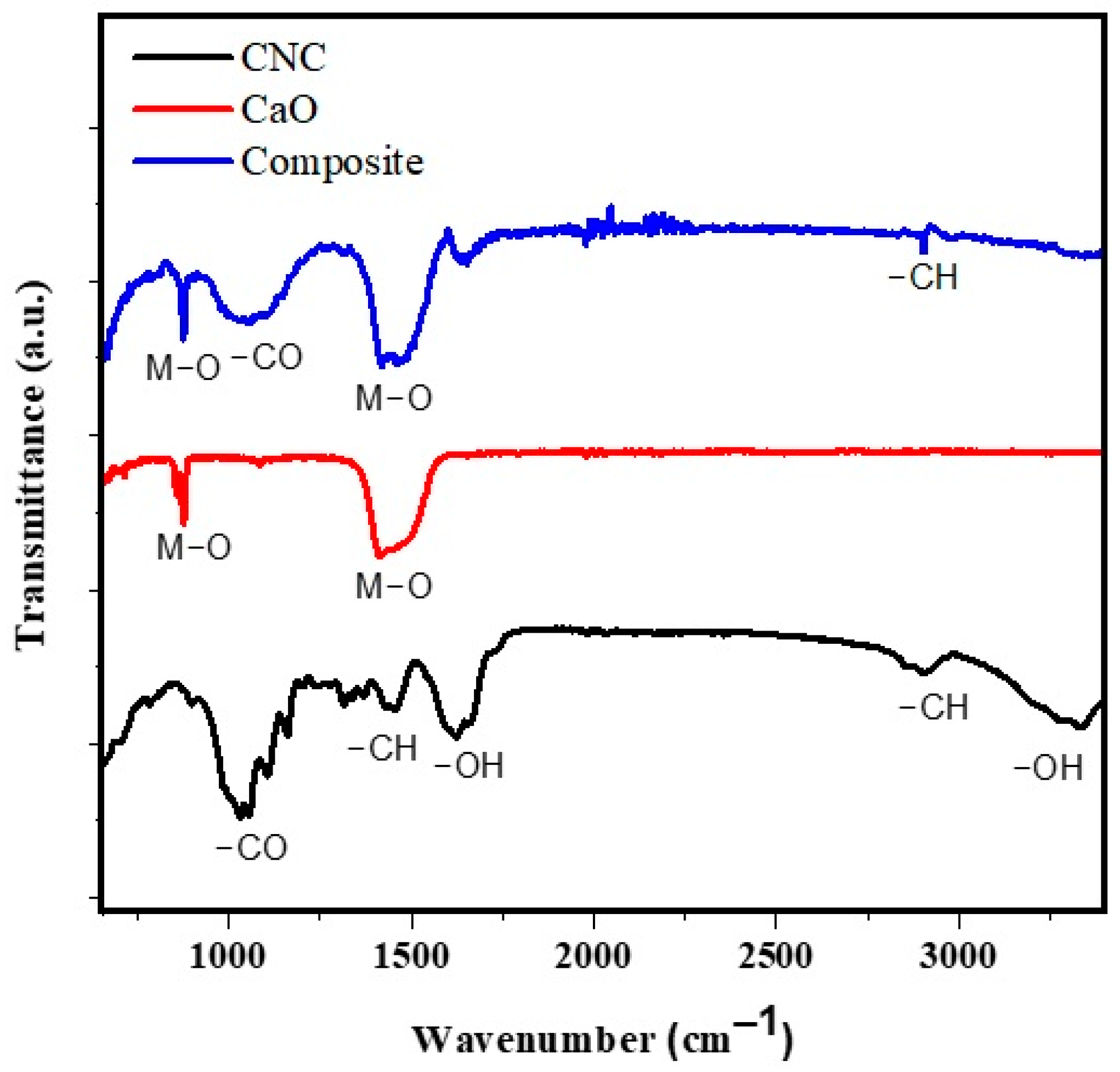
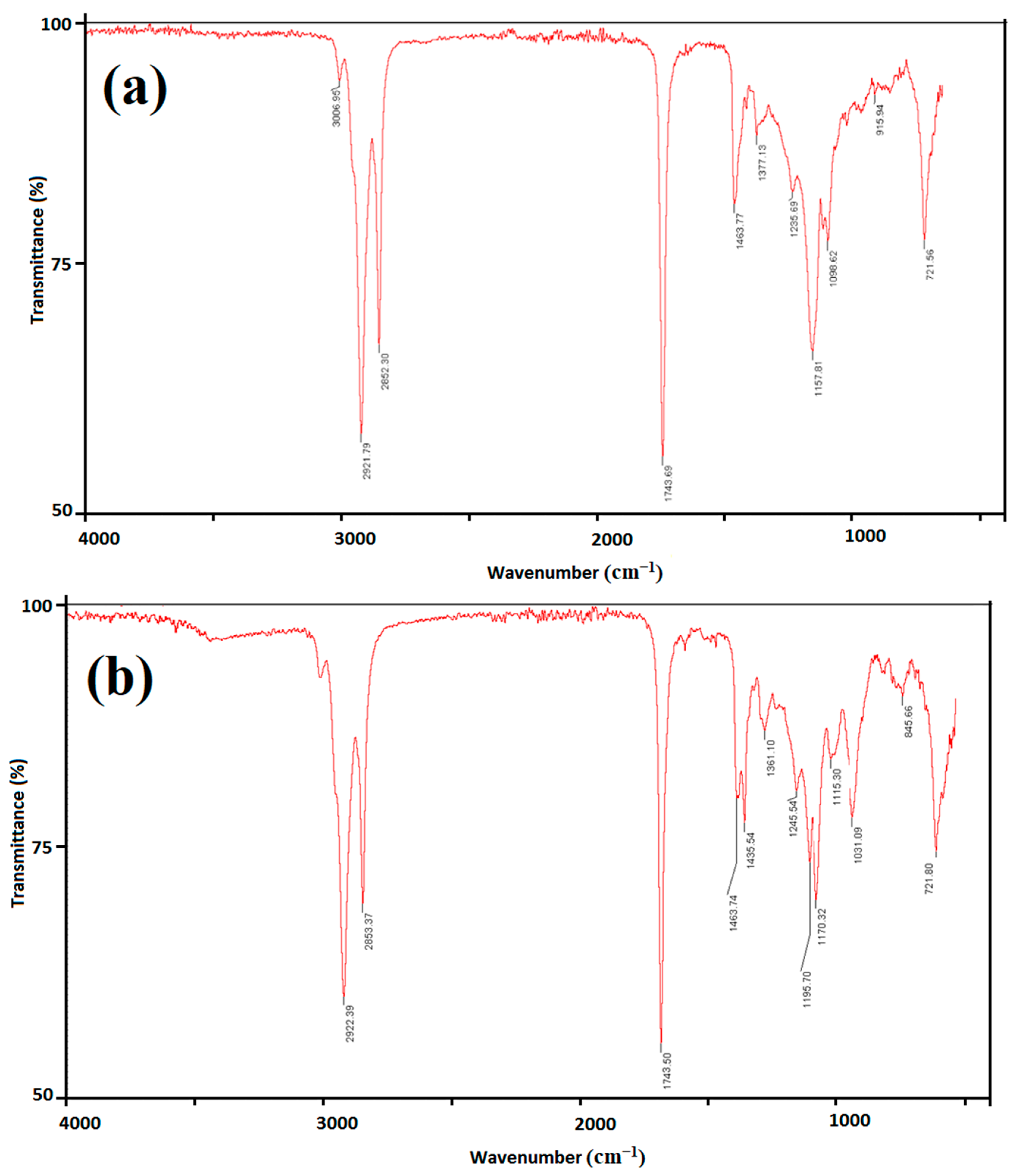
2.1.2. FTIR
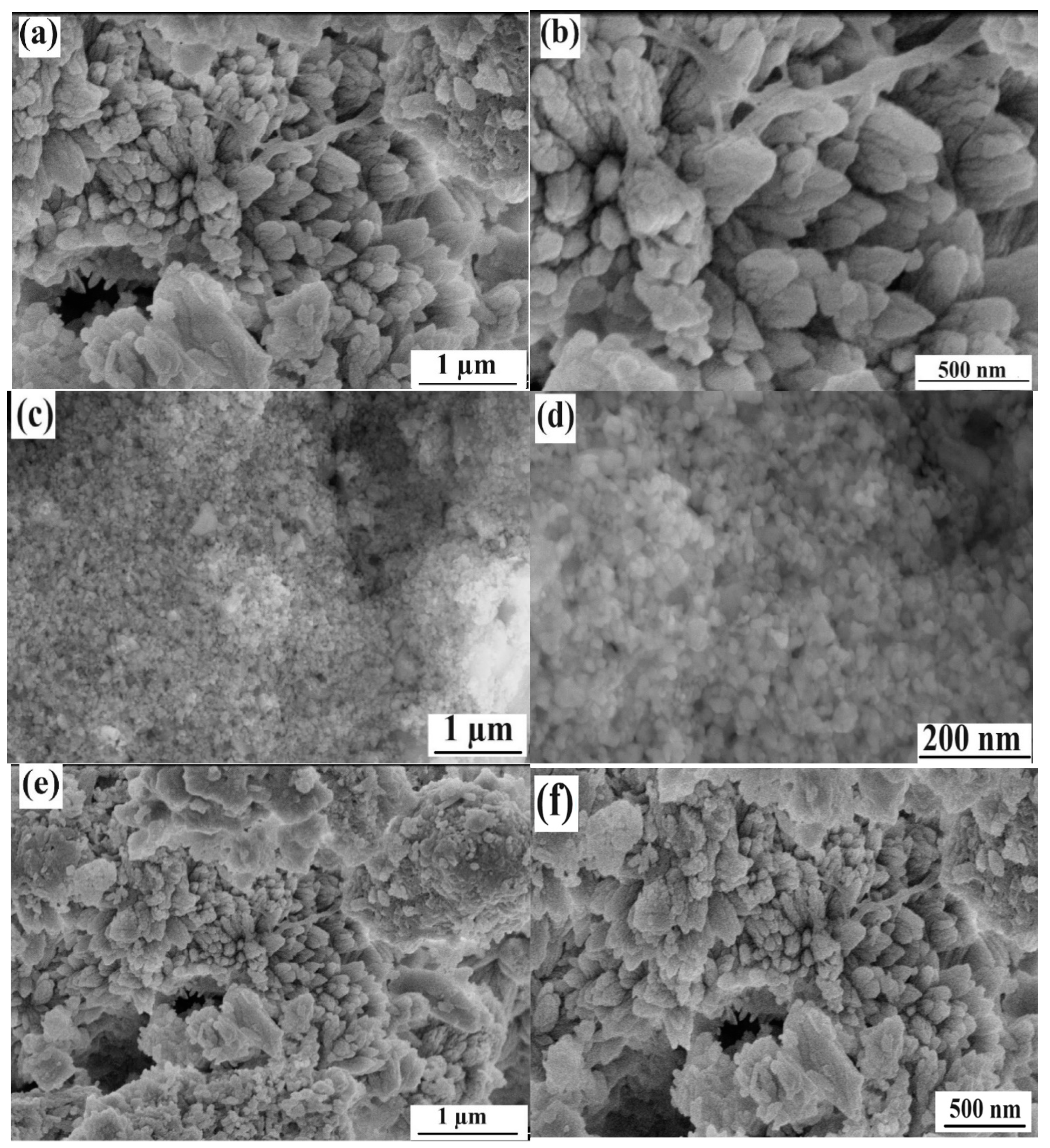
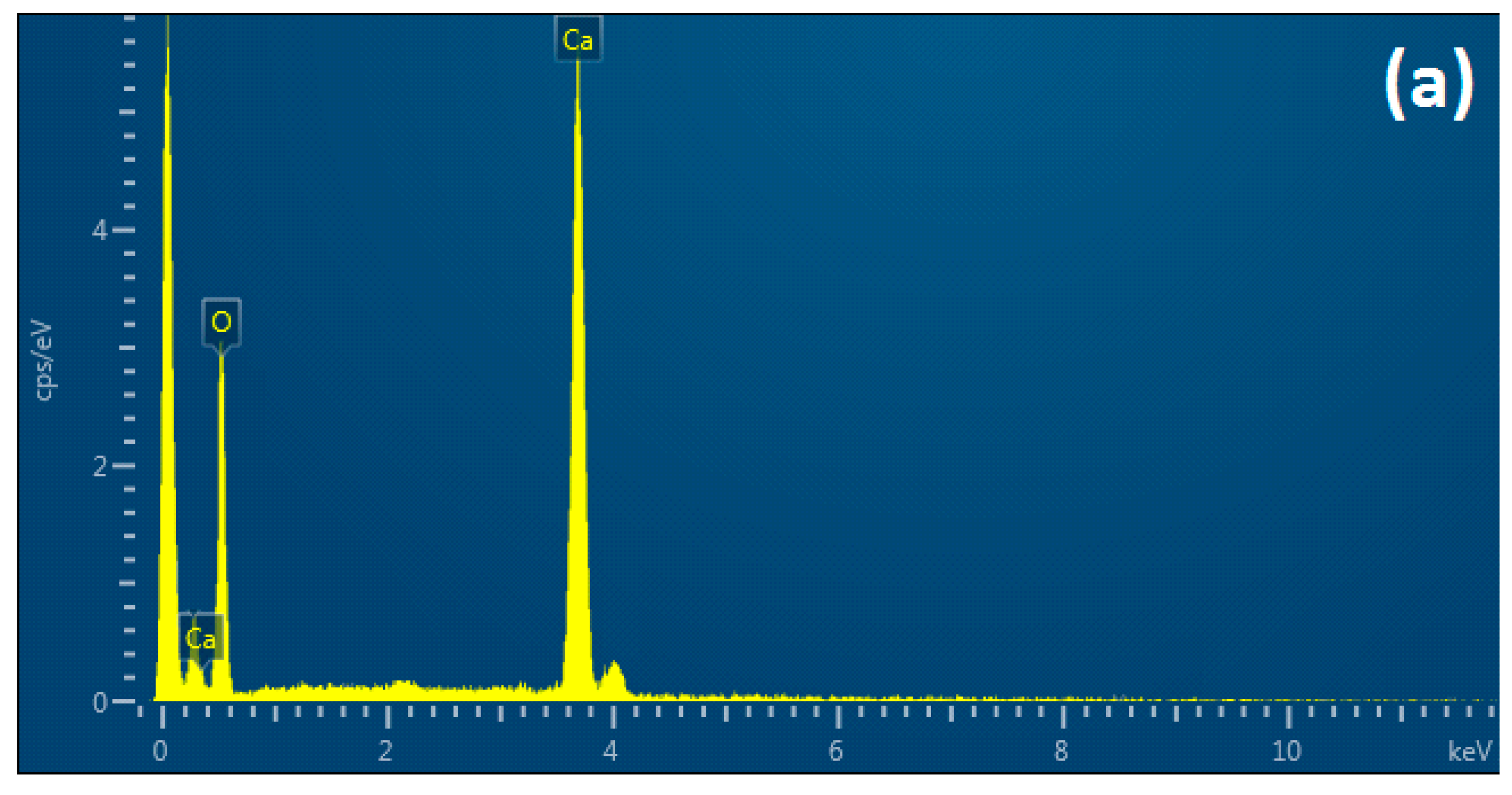
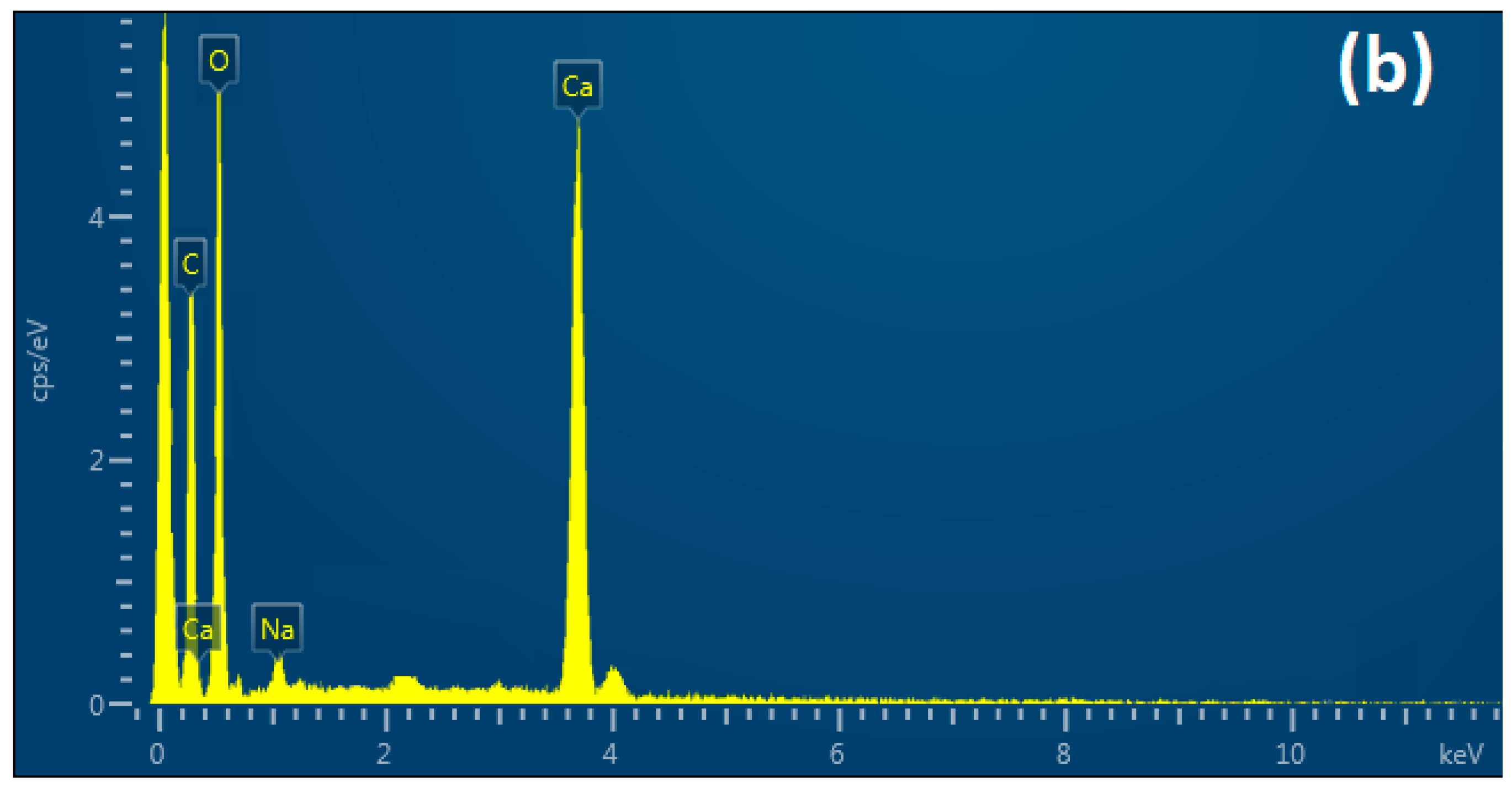
2.1.3. SEM and EDX
2.2. Effective Parameters of WCO Conversion to Biodiesel
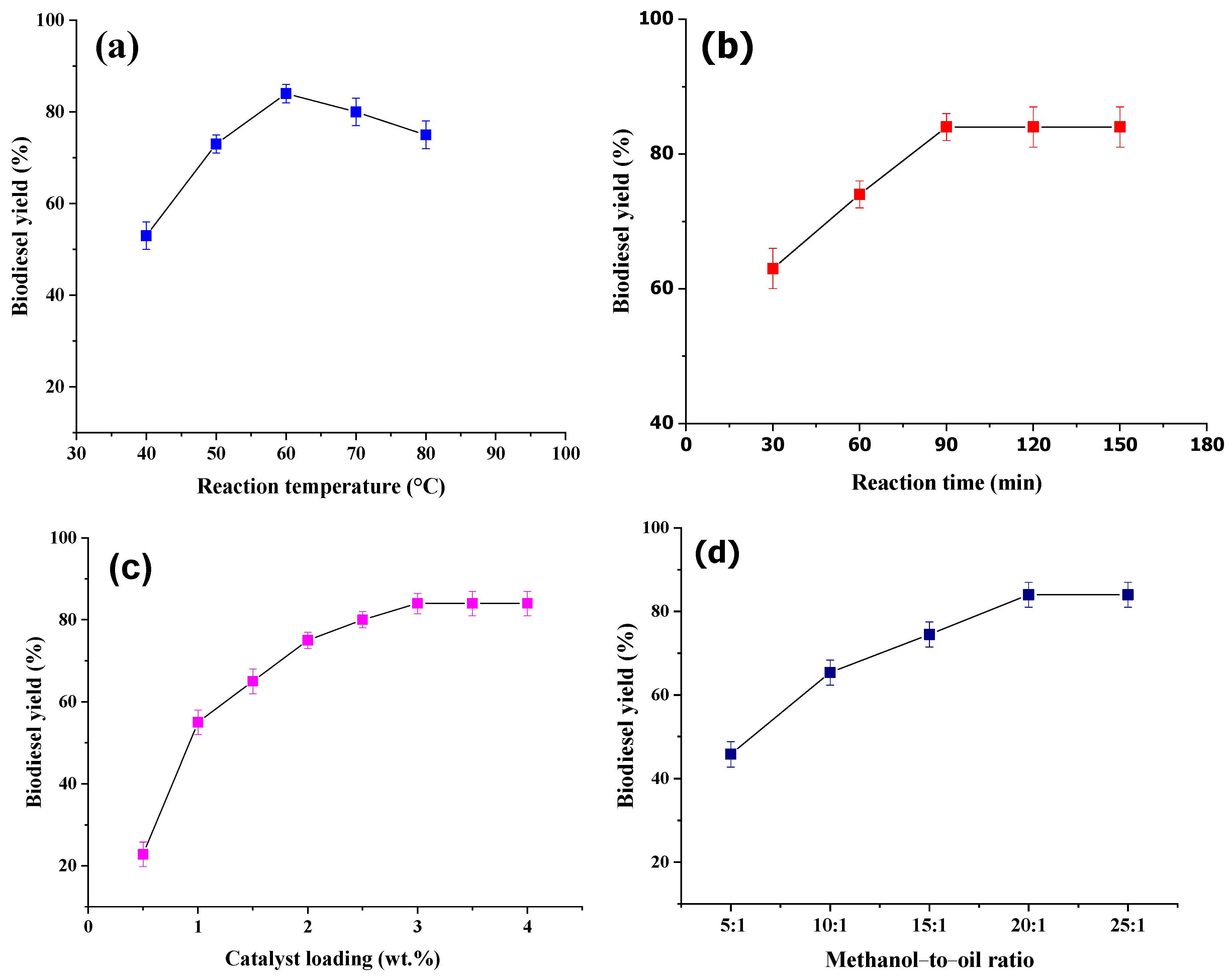
2.2.1. Impact of Reaction Temperature
2.2.2. Impact of Reaction Time
2.2.3. Impact of Catalyst Loading
2.2.4. Impact of the Methanol-to-Oil Ratio
2.3. Biodiesel Characterization
2.3.1. FTIR Analysis
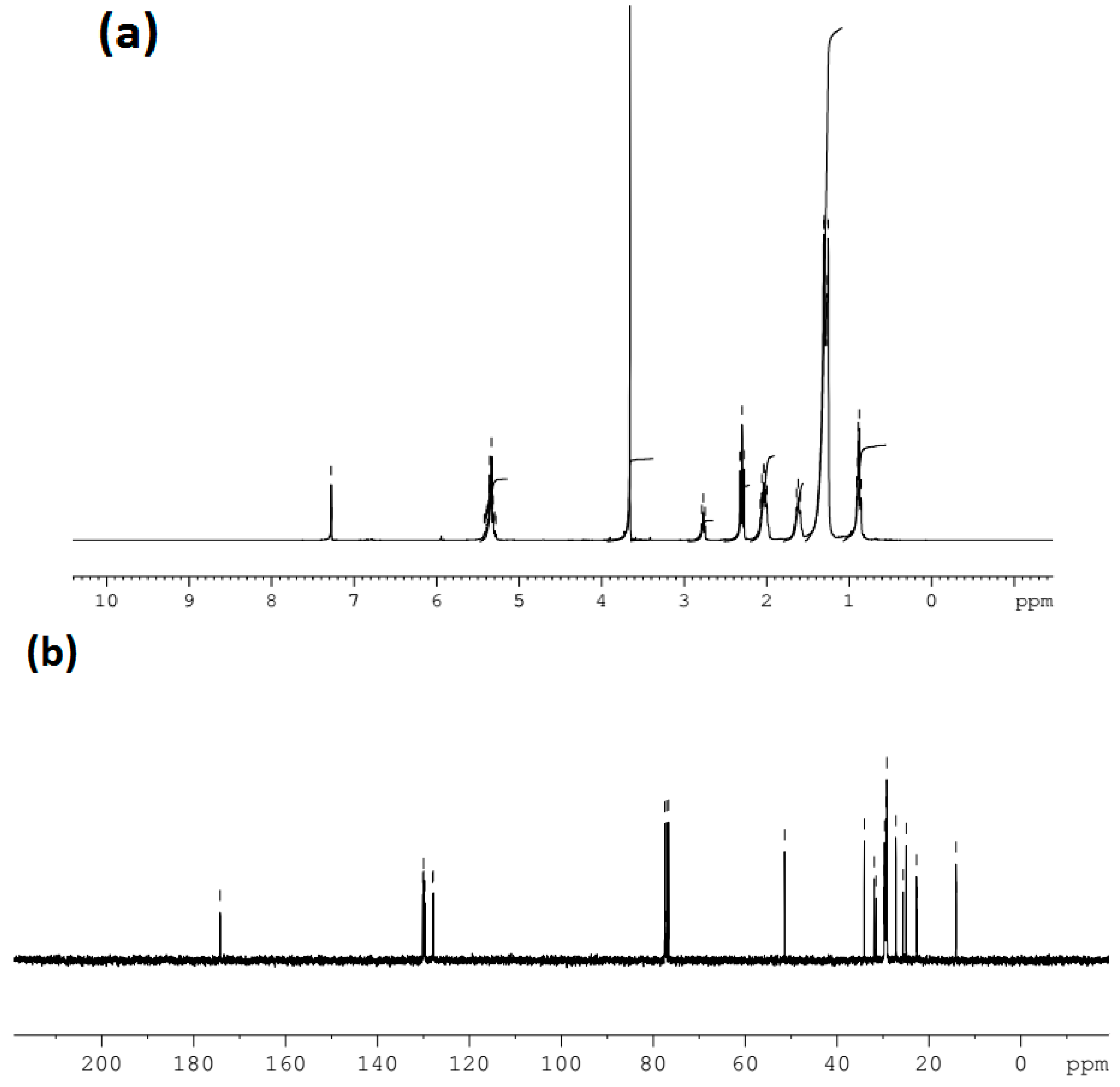
2.3.2. Nuclear Magnetic Resonance Analysis
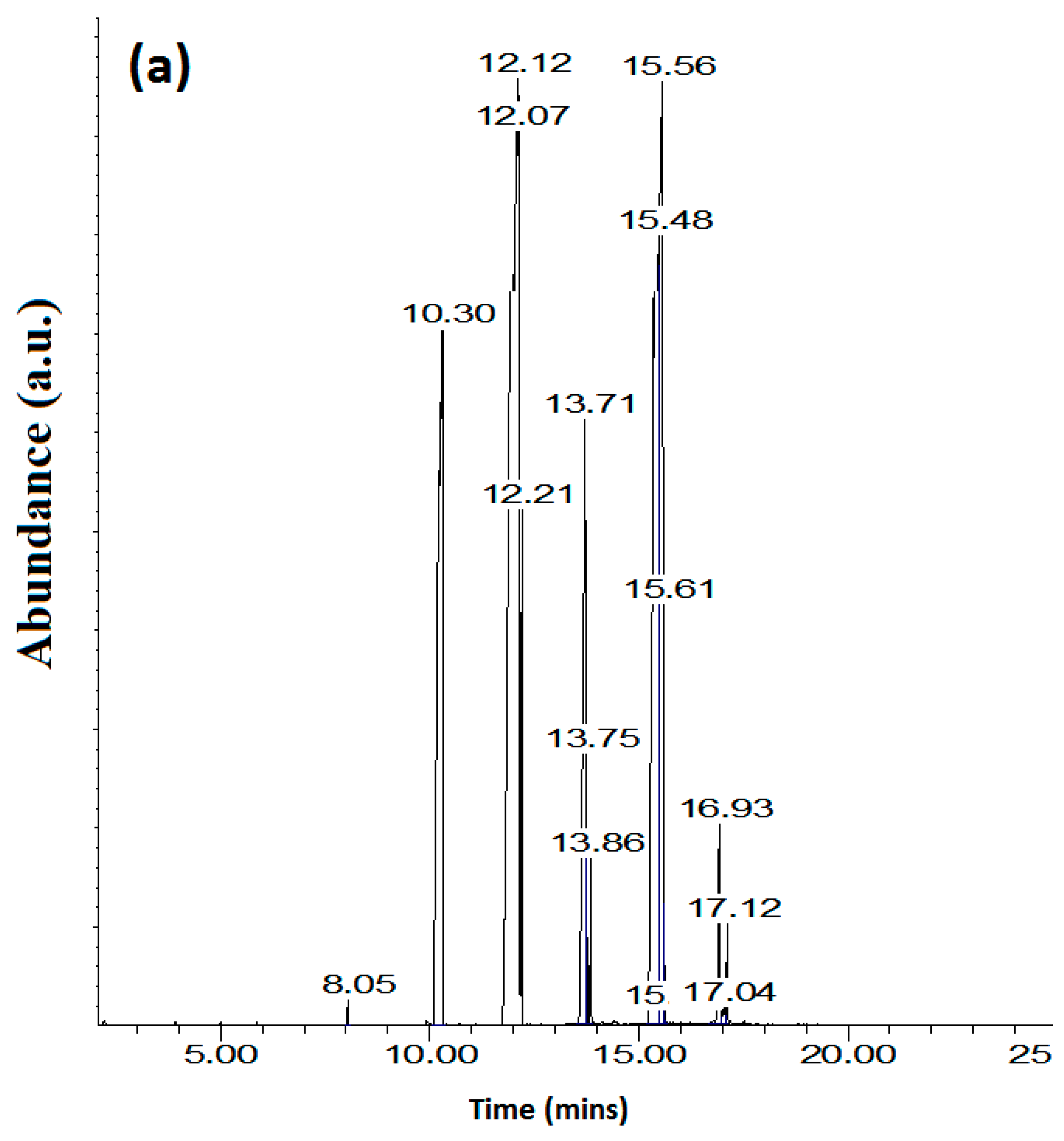
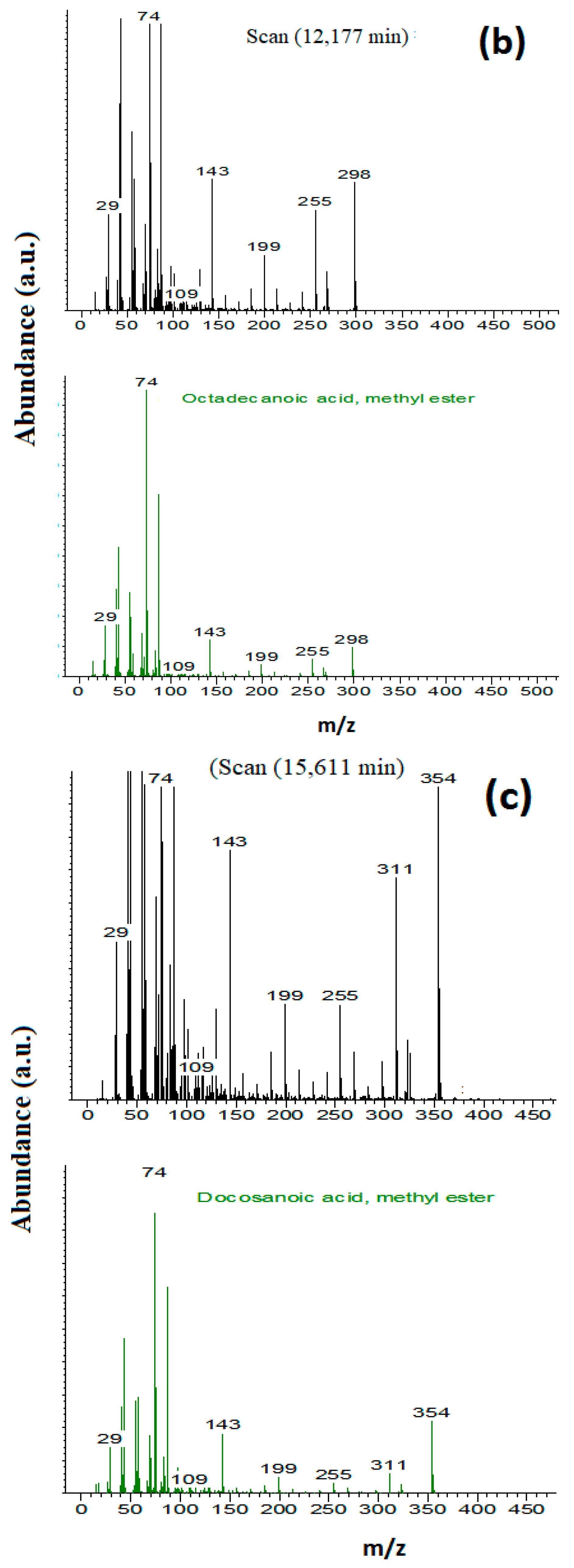
2.3.3. GC-MS Analysis
2.4. Comparison of Biodiesel Fuel Properties with International Standards
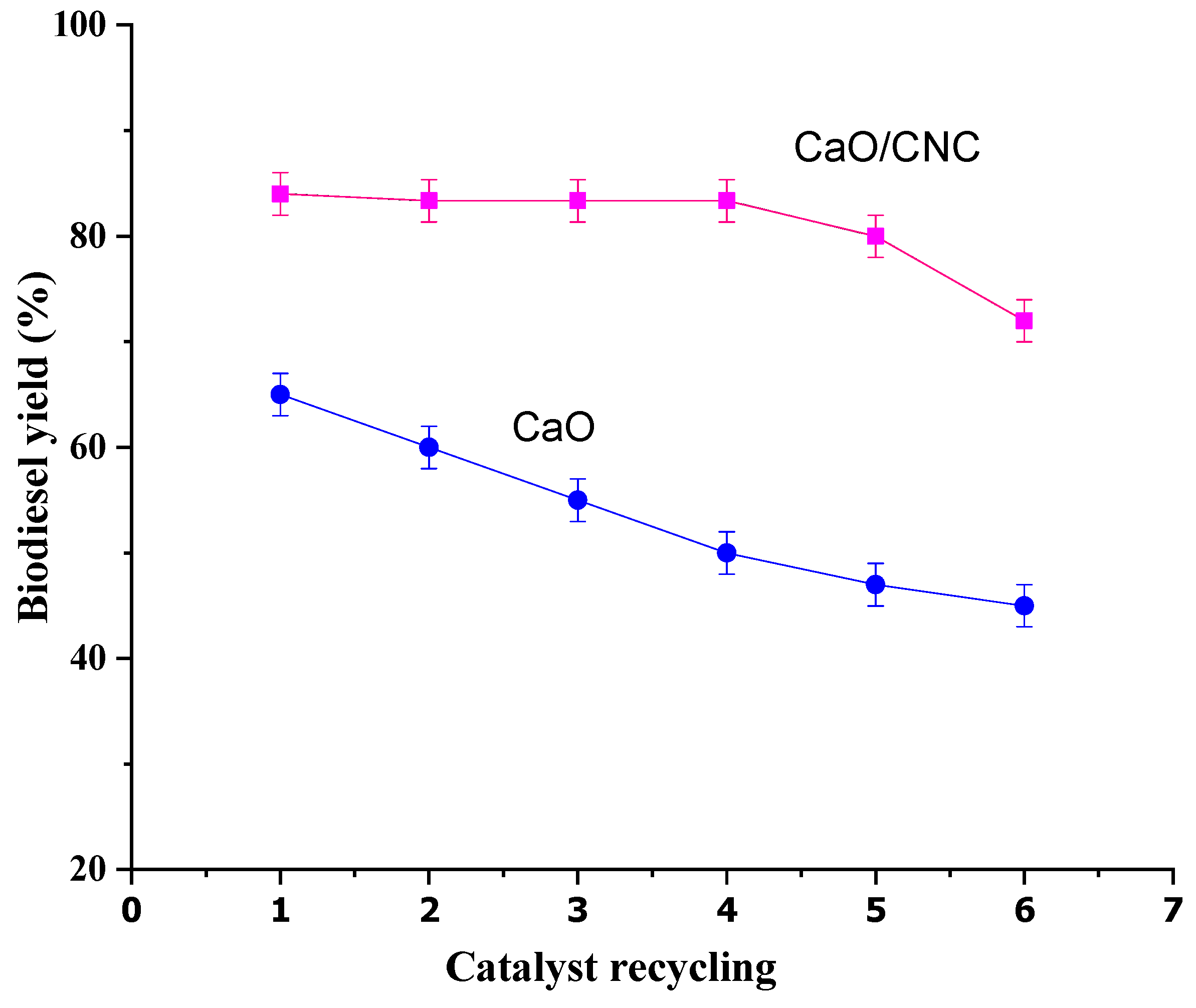
2.5. Reusability of Catalyst
3. Materials and Methodology
3.1. Materials
3.2. Cellulose Nanocrystal Synthesis (CNC)
3.3. CaO/CNC Nanocomposite
3.4. Free Fatty Acid Content (FFA) Determination of WCO
3.5. Process of Biodiesel Production
3.6. Instrumentation
- K = Shape factor, having a value of 0.9;
- λ = Wavelength of the incident X-ray, having a value of 1.542 Å;
- β = Full-width half maxima of the corresponding diffraction peak;
- θ = Bragg’s angle.
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Moradi, P.; Saidi, M. Biodiesel production from Chlorella Vulgaris microalgal-derived oil via electrochemical and thermal processes. Fuel Process. Technol. 2022, 228, 107158. [Google Scholar] [CrossRef]
- Osman, A.I.; Chen, L.; Yang, M.; Msigwa, G.; Farghali, M.; Fawzy, S.; Rooney, D.W.; Yap, P.-S. Cost, environmental impact, and resilience of renewable energy under a changing climate: A review. Environ. Chem. Lett. 2023, 21, 741–764. [Google Scholar] [CrossRef]
- Osman, A.I.; Elgarahy, A.M.; Eltaweil, A.S.; Abd El-Monaem, E.M.; El-Aqapa, H.G.; Park, Y.; Hwang, Y.; Ayati, A.; Farghali, M.; Ihara, I.; et al. Biofuel production, hydrogen production and water remediation by photocatalysis, biocatalysis and electrocatalysis. Environ. Chem. Lett. 2023, 21, 1315–1379. [Google Scholar] [CrossRef]
- Jabeen, M.; Munir, M.; Abbas, M.M.; Ahmad, M.; Waseem, A.; Saeed, M.; Kalam, M.A.; Zafar, M.; Sultana, S.; Mohamed, A.; et al. Sustainable Production of Biodiesel from Novel and Non-Edible Ailanthus altissima (Mill.) Seed Oil from Green and Recyclable Potassium Hydroxide Activated Ailanthus Cake and Cadmium Sulfide Catalyst. Sustainability 2022, 14, 10962. [Google Scholar] [CrossRef]
- Munir, M.; Saeed, M.; Ahmad, M.; Waseem, A.; Alsaady, M.; Asif, S.; Ahmed, A.; Shariq Khan, M.; Bokhari, A.; Mubashir, M.; et al. Cleaner production of biodiesel from novel non-edible seed oil (Carthamus lanatus L.) via highly reactive and recyclable green nano CoWO3@rGO composite in context of green energy adaptation. Fuel 2023, 332, 126265. [Google Scholar] [CrossRef]
- Emmanouilidou, E.; Mitkidou, S.; Agapiou, A.; Kokkinos, N.C. Solid waste biomass as a potential feedstock for producing sustainable aviation fuel: A systematic review. Renew. Energy 2023, 206, 897–907. [Google Scholar] [CrossRef]
- Emmanouilidou, E.; Lazaridou, A.; Mitkidou, S.; Kokkinos, N.C. A comparative study on biodiesel production from edible and non-edible biomasses. J. Mol. Struct. 2024, 1306, 137870. [Google Scholar] [CrossRef]
- Osman, A.I.; Mehta, N.; Elgarahy, A.M.; Al-Hinai, A.; Al-Muhtaseb, A.A.H.; Rooney, D.W. Conversion of biomass to biofuels and life cycle assessment: A review. Environ. Chem. Lett. 2021, 19, 4075–4118. [Google Scholar] [CrossRef]
- Munir, M.; Ahmad, M.; Mubashir, M.; Asif, S.; Waseem, A.; Mukhtar, A.; Saqib, S.; Siti Halimatul Munawaroh, H.; Lam, M.K.; Shiong Khoo, K.; et al. A practical approach for synthesis of biodiesel via non-edible seeds oils using trimetallic based montmorillonite nano-catalyst. Bioresour. Technol. 2021, 328, 124859. [Google Scholar] [CrossRef]
- Munir, M.; Ahmad, M.; Rehan, M.; Saeed, M.; Lam, S.S.; Nizami, A.S.; Waseem, A.; Sultana, S.; Zafar, M. Production of high quality biodiesel from novel non-edible Raphnus raphanistrum L. seed oil using copper modified montmorillonite clay catalyst. Environ. Res. 2021, 193, 110398. [Google Scholar] [CrossRef]
- Munir, M.; Ahmad, M.; Saeed, M.; Waseem, A.; Nizami, A.-S.; Sultana, S.; Zafar, M.; Rehan, M.; Srinivasan, G.R.; Ali, A.M. Biodiesel production from novel non-edible caper (Capparis spinosa L.) seeds oil employing Cu–Ni doped ZrO2 catalyst. Renew. Sustain. Energy Rev. 2021, 138, 110558. [Google Scholar] [CrossRef]
- Nasreen, S.; Liu, H.; Skala, D.; Waseem, A.; Wan, L. Preparation of biodiesel from soybean oil using La/Mn oxide catalyst. Fuel Process. Technol. 2015, 131, 290–296. [Google Scholar] [CrossRef]
- Munir, M.; Ahmad, M.; Saeed, M.; Waseem, A.; Rehan, M.; Nizami, A.-S.; Zafar, M.; Arshad, M.; Sultana, S. Sustainable production of bioenergy from novel non-edible seed oil (Prunus cerasoides) using bimetallic impregnated montmorillonite clay catalyst. Renew. Sustain. Energy Rev. 2019, 109, 321–332. [Google Scholar] [CrossRef]
- Munir, M.; Saeed, M.; Ahmad, M.; Waseem, A.; Sultana, S.; Zafar, M.; Srinivasan, G.R. Optimization of novel Lepidium perfoliatum Linn. Biodiesel using zirconium-modified montmorillonite clay catalyst. Energy Sources Part A Recovery Util. Environ. Eff. 2022, 44, 6632–6647. [Google Scholar] [CrossRef]
- Foroutan, R.; Peighambardoust, S.J.; Mohammadi, R.; Peighambardoust, S.H.; Ramavandi, B. Application of walnut shell ash/ZnO/K2CO3 as a new composite catalyst for biodiesel generation from Moringa oleifera oil. Fuel 2022, 311, 122624. [Google Scholar] [CrossRef]
- Yaakob, Z.; Mohammad, M.; Alherbawi, M.; Alam, Z.; Sopian, K. Overview of the production of biodiesel from Waste cooking oil. Renew. Sustain. Energy Rev. 2013, 18, 184–193. [Google Scholar] [CrossRef]
- Atabani, A.E.; Silitonga, A.S.; Badruddin, I.A.; Mahlia, T.; Masjuki, H.; Mekhilef, S. A comprehensive review on biodiesel as an alternative energy resource and its characteristics. Renew. Sustain. Energy Rev. 2012, 16, 2070–2093. [Google Scholar] [CrossRef]
- Huaping, Z.; Zongbin, W.; Yuanxiong, C.; Zhang, P.; Shijie, D.; Xiaohua, L.; Zongqiang, M. Preparation of biodiesel catalyzed by solid super base of calcium oxide and its refining process. Chin. J. Catal. 2006, 27, 391–396. [Google Scholar]
- Tang, Y.; Xu, J.; Zhang, J.; Lu, Y. Biodiesel production from vegetable oil by using modified CaO as solid basic catalysts. J. Clean. Prod. 2013, 42, 198–203. [Google Scholar] [CrossRef]
- Al-Muhtaseb, A.A.H.; Jamil, F.; Osman, A.I.; Tay Zar Myint, M.; Htet Kyaw, H.; Al-Hajri, R.; Hussain, M.; Ahmad, M.N.; Naushad, M. State-of-the-art novel catalyst synthesised from waste glassware and eggshells for cleaner fuel production. Fuel 2022, 330, 125526. [Google Scholar] [CrossRef]
- Talha, N.S.; Sulaiman, S. In situ transesterification of solid coconut waste in a packed bed reactor with CaO/PVA catalyst. Waste Manag. 2018, 78, 929–937. [Google Scholar] [CrossRef]
- Padalkar, S.; Capadona, J.R.; Rowan, S.J.; Weder, C.; Won, Y.-H.; Stanciu, L.A.; Moon, R.J. Natural biopolymers: Novel templates for the synthesis of nanostructures. Langmuir 2010, 26, 8497–8502. [Google Scholar] [CrossRef]
- Rezayat, M.; Blundell, R.K.; Camp, J.E.; Walsh, D.A.; Thielemans, W. Green one-step synthesis of catalytically active palladium nanoparticles supported on cellulose nanocrystals. ACS Sustain. Chem. Eng. 2014, 2, 1241–1250. [Google Scholar] [CrossRef]
- Zik, N.; Sulaiman, S.; Jamal, P. Biodiesel production from waste cooking oil using calcium oxide/nanocrystal cellulose/polyvinyl alcohol catalyst in a packed bed reactor. Renew. Energy 2020, 155, 267–277. [Google Scholar] [CrossRef]
- Besbes, I.; Alila, S.; Boufi, S. Nanofibrillated cellulose from TEMPO-oxidized eucalyptus fibres: Effect of the carboxyl content. Carbohydr. Polym. 2011, 84, 975–983. [Google Scholar] [CrossRef]
- Habte, L.; Shiferaw, N.; Mulatu, D.; Thenepalli, T.; Chilakala, R.; Ahn, J.W. Synthesis of nano-calcium oxide fromwaste eggshell by sol-gel method. Sustainability 2019, 11, 3196. [Google Scholar] [CrossRef]
- Mirghiasi, Z.; Bakhtiari, F.; Darezereshki, E.; Esmaeilzadeh, E. Preparation and characterization of CaO nanoparticles from Ca(OH)2 by direct thermal decomposition method. J. Ind. Eng. Chem. 2014, 20, 113–117. [Google Scholar] [CrossRef]
- Wang, Z.; Ding, Y.; Wang, J. Novel Polyvinyl Alcohol (PVA)/Cellulose Nanocrystal (CNC) Supramolecular Composite Hydrogels: Preparation and Application as Soil Conditioners. Nanomaterials 2019, 9, 1397. [Google Scholar] [CrossRef]
- Brahma, S.; Basumatary, B.; Basumatary, S.F.; Das, B.; Brahma, S.; Rokhum, S.L.; Basumatary, S. Biodiesel production from quinary oil mixture using highly efficient Musa chinensis based heterogeneous catalyst. Fuel 2023, 336, 127150. [Google Scholar] [CrossRef]
- Al-Muhtaseb, A.A.H.; Osman, A.I.; Jamil, F.; Al-Riyami, M.; Al-Haj, L.; Alothman, A.A.; Htet Kyaw, H.; Tay Zar Myint, M.; Abu-Jrai, A.; Ponnusamy, V.K. Facile technique towards clean fuel production by upgrading waste cooking oil in the presence of a heterogeneous catalyst. J. King Saud Univ. Sci. 2020, 32, 3410–3416. [Google Scholar] [CrossRef]
- Karkal, S.; Kudre, T. Valorization of marine fish waste biomass and Gallus Gallus eggshells as feedstock and catalyst for biodiesel production. Int. J. Environ. Sci. Technol. 2023, 20, 7993–8016. [Google Scholar] [CrossRef]
- Olutoye, M.A.; Wong, S.W.; Chin, L.H.; Amani, H.; Asif, M.; Hameed, B.H. Synthesis of fatty acid methyl esters via the transesterification of waste cooking oil by methanol with a barium-modified montmorillonite K10 catalyst. Renew. Energy 2016, 86, 392–398. [Google Scholar] [CrossRef]
- Ma, L.; Wei, P.; Li, J.; Liang, L.; Li, G. Synthesis of nano-crystal PVMo2W9@[Cu6O(TZI)3(H2O)6]4⋅nH2O for catalytically biodiesel preparation. J. Solid State Chem. 2024, 329, 124434. [Google Scholar] [CrossRef]
- Fatimah, I.; Rubiyanto, D.; Taushiyah, A.; Najah, F.B.; Azmi, U.; Sim, Y.-L. Use of ZrO2 supported on bamboo leaf ash as a heterogeneous catalyst in microwave-assisted biodiesel conversion. Sustain. Chem. Pharm. 2019, 12, 100129. [Google Scholar] [CrossRef]
- Mohebolkhames, E.; Kazemeini, M.; Sadjadi, S. Utilization of Salmon fish bone wastes as a novel bio-based heterogeneous catalyst-support toward the production of biodiesel: Process optimizations and kinetics studies. Mater. Chem. Phys. 2024, 311, 128522. [Google Scholar] [CrossRef]
- Saetiao, P.; Kongrit, N.; Cheng, C.K.; Jitjamnong, J.; Direksilp, C.; Khantikulanon, N. Catalytic conversion of palm oil into sustainable biodiesel using rice straw ash supported-calcium oxide as a heterogeneous catalyst: Process simulation and techno-economic analysis. Case Stud. Chem. Environ. Eng. 2023, 8, 100432. [Google Scholar] [CrossRef]
- Gelbard, G.; Brès, O.; Vargas, R.M.; Vielfaure, F.; Schuchardt, U.F. 1H nuclear magnetic resonance determination of the yield of the transesterification of rapeseed oil with methanol. J. Am. Oil Chem. Soc. 1995, 72, 1239–1241. [Google Scholar] [CrossRef]
- Meher, L.C.; Vidya Sagar, D.; Naik, S.N. Technical aspects of biodiesel production by transesterification—A review. Renew. Sustain. Energy Rev. 2006, 10, 248–268. [Google Scholar] [CrossRef]
- Nomgboye, A.; Hansen, A. Prediction of cetane number of biodiesel fuel from the fatty acid methyl ester [FAME] composition. Int. Agrophysics 2008, 22, 21–29. [Google Scholar]
- Sokoto, M.; Hassan, L.; Dangoggo, S.; Ahmad, H.; Uba, A. Influence of fatty acid methyl esters on fuel properties of biodiesel produced from the seeds oil of Curcubita pepo. Niger. J. Basic Appl. Sci. 2011, 19, 81–86. [Google Scholar] [CrossRef]
- Amenaghawon, A.N.; Obahiagbon, K.; Isesele, V.; Usman, F. Optimized biodiesel production from waste cooking oil using a functionalized bio-based heterogeneous catalyst. Clean. Eng. Technol. 2022, 8, 100501. [Google Scholar] [CrossRef]
- Patil, P.D.; Deng, S. Optimization of biodiesel production from edible and non-edible vegetable oils. Fuel 2009, 88, 1302–1306. [Google Scholar] [CrossRef]
- Marques Correia, L.; Cecilia, J.A.; Rodríguez-Castellón, E.; Cavalcante, C.L.; Vieira, R.S. Relevance of the physicochemical properties of calcined quail eggshell (CaO) as a catalyst for biodiesel production. J. Chem. 2017, 2017, 5679512. [Google Scholar] [CrossRef]
- Kirubakaran, M. Eggshell as heterogeneous catalyst for synthesis of biodiesel from high free fatty acid chicken fat and its working characteristics on a CI engine. J. Environ. Chem. Eng. 2018, 6, 4490–4503. [Google Scholar]
- Pirani, S.; Hashaikeh, R. Nanocrystalline cellulose extraction process and utilization of the byproduct for biofuels production. Carbohydr. Polym. 2013, 93, 357–363. [Google Scholar] [CrossRef]
- Habibi, Y.; Lucia, L.A.; Rojas, O.J. Cellulose nanocrystals: Chemistry, self-assembly, and applications. Chem. Rev. 2010, 110, 3479–3500. [Google Scholar] [CrossRef]
- Siqueira, G.; Bras, J.; Dufresne, A. Luffa cylindrica as a lignocellulosic source of fiber, microfibrillated cellulose, and cellulose nanocrystals. BioResources 2010, 5, 727–740. [Google Scholar] [CrossRef]
- Iranmahboob, J.; Nadim, F.; Monemi, S. Optimizing acid-hydrolysis: A critical step for production of ethanol from mixed wood chips. Biomass Bioenergy 2002, 22, 401–404. [Google Scholar] [CrossRef]
- Duran, N.; Lemes, A.P.; Duran, M.; Freer, J.; Baeza, J. A minireview of cellulose nanocrystals and its potential integration as co-product in bioethanol production. J. Chil. Chem. Soc. 2011, 56, 672–677. [Google Scholar] [CrossRef]
- Khine, E.E.; Koncz-Horvath, D.; Kristaly, F.; Ferenczi, T.; Karacs, G.; Baumli, P.; Kaptay, G. Synthesis and characterization of calcium oxide nanoparticles for CO2 capture. J. Nanopart. Res. 2022, 24, 139. [Google Scholar] [CrossRef]
- Varona, E.; Tres, A.; Rafecas, M.; Vichi, S.; Barroeta, A.C.; Guardiola, F. Methods to determine the quality of acid oils and fatty acid distillates used in animal feeding. MethodsX 2021, 8, 101334. [Google Scholar] [CrossRef]
- Chai, M.; Tu, Q.; Lu, M.; Yang, Y.J. Esterification pretreatment of free fatty acid in biodiesel production, from laboratory to industry. Fuel Process. Technol. 2014, 125, 106–113. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | Unit | Test Method | Typical Values of Diesel (Market) | Observed Values |
|---|---|---|---|---|
| Specific gravity (15.6 °C) | No unit | ASTMD1298 | <0.860 | 0.904 |
| Color | No unit | ASTMD1500 | Min. 3 | 4 |
| Flash point | °C | ASTM D93 | Min. 54 | 77 |
| Cloud point | °C | ASTMD2500 | Max. 9 | −3 |
| Pour point | °C | ASTM D97 | Max. 9 | −5 |
| Viscosity (kinematic at 50 °C) | cSt or mm2/s | ASTM D445 | Max. 12 | 5.88 |
| Sulfur | wt.% | ASTMD4294 | Max. 1.8 | 0.0001 |
| Sediments | wt.% | ASTM D473 | Max. 0.05 | 0.014 |
| Water content | wt.% | ASTM D95 | Max. 0.25 | 0.046 |
| Total acid number | mg KOH/gm | ASTM D664 | Max. 0.5 | 0.31 |
| Cetane number | No unit | ASTM D976 | Min. 35 | 29 |
| Copper strip (3 h corrosion at 100 °C) | No unit | ASTM D130 | Max. 1 | 1a |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Khosa, S.; Rani, M.; Saeed, M.; Ali, S.D.; Alhodaib, A.; Waseem, A. A Green Nanocatalyst for Fatty Acid Methyl Ester Conversion from Waste Cooking Oil. Catalysts 2024, 14, 244. https://doi.org/10.3390/catal14040244
Khosa S, Rani M, Saeed M, Ali SD, Alhodaib A, Waseem A. A Green Nanocatalyst for Fatty Acid Methyl Ester Conversion from Waste Cooking Oil. Catalysts. 2024; 14(4):244. https://doi.org/10.3390/catal14040244
Chicago/Turabian StyleKhosa, Sadaf, Madeeha Rani, Muhammad Saeed, Syed Danish Ali, Aiyeshah Alhodaib, and Amir Waseem. 2024. "A Green Nanocatalyst for Fatty Acid Methyl Ester Conversion from Waste Cooking Oil" Catalysts 14, no. 4: 244. https://doi.org/10.3390/catal14040244
APA StyleKhosa, S., Rani, M., Saeed, M., Ali, S. D., Alhodaib, A., & Waseem, A. (2024). A Green Nanocatalyst for Fatty Acid Methyl Ester Conversion from Waste Cooking Oil. Catalysts, 14(4), 244. https://doi.org/10.3390/catal14040244