Design and Fabrication of Strong Parts from Poly (Lactic Acid) with a Desktop 3D Printer: A Case with Interrupted Shell

 ,
, 
Abstract
:
1. Introduction
2. Methods and Materials
2.1. Sample Shapes
2.2. Samples Fabrication
- -
- extrusion temperature (210 °C);
- -
- nozzle diameter (0.6 mm);
- -
- heated bed temperature (60 °C);
- -
- first and subsequent layer thickness (0.3 mm);
- -
- first layer printing speed (25 mm/s);
- -
- subsequent layers printing speed (30 mm/s);
- -
- flow rate (5.4 mm3/s).
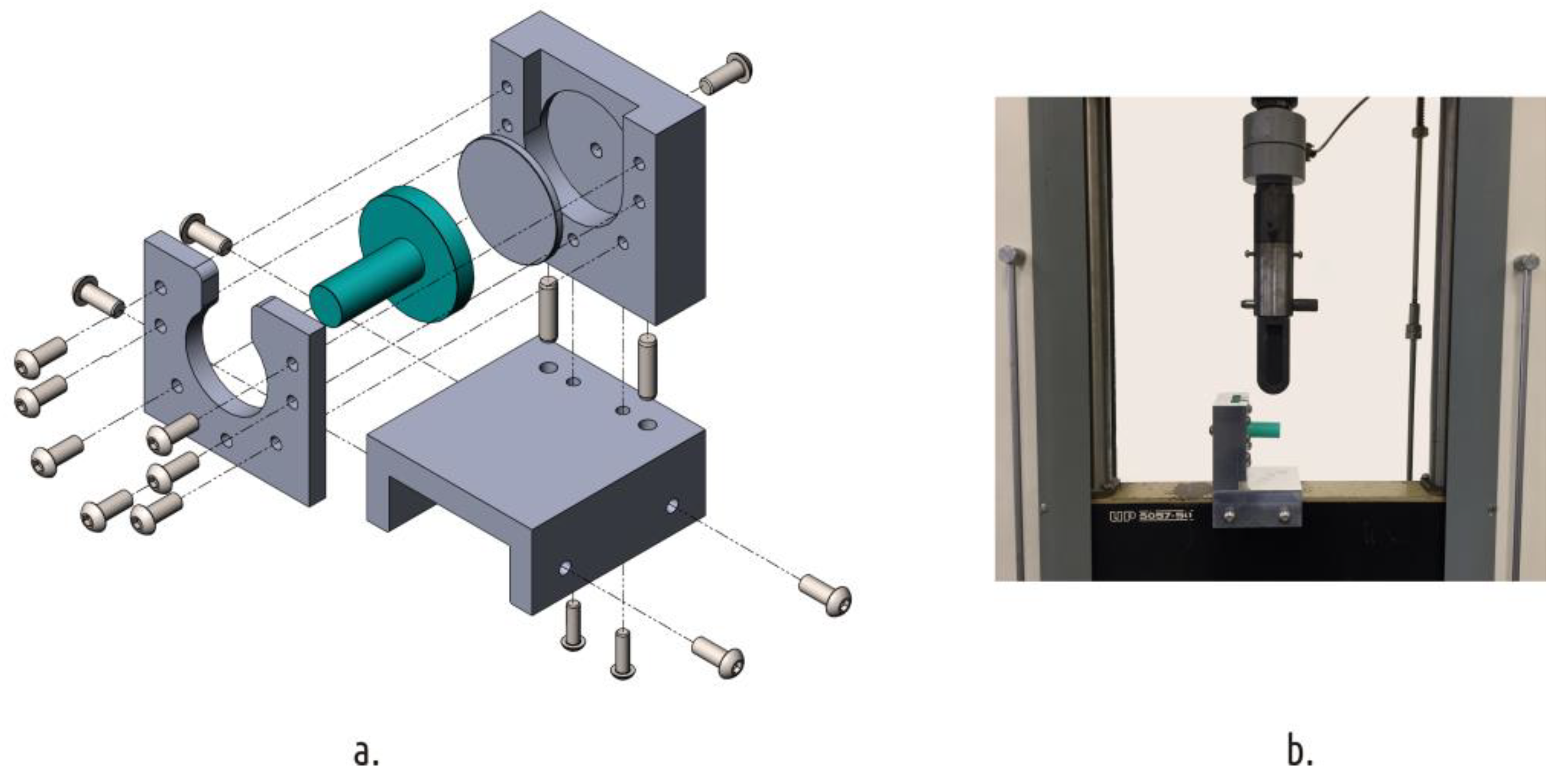
2.3. Mechanical Testing
3. Results and Discussion
3.1. Basic Shape
3.2. Shape Modification—The Traditional Approach (Shape 2)
3.3. Modifying the Shape with FFF Technology Specificity in Mind (Shape 3)
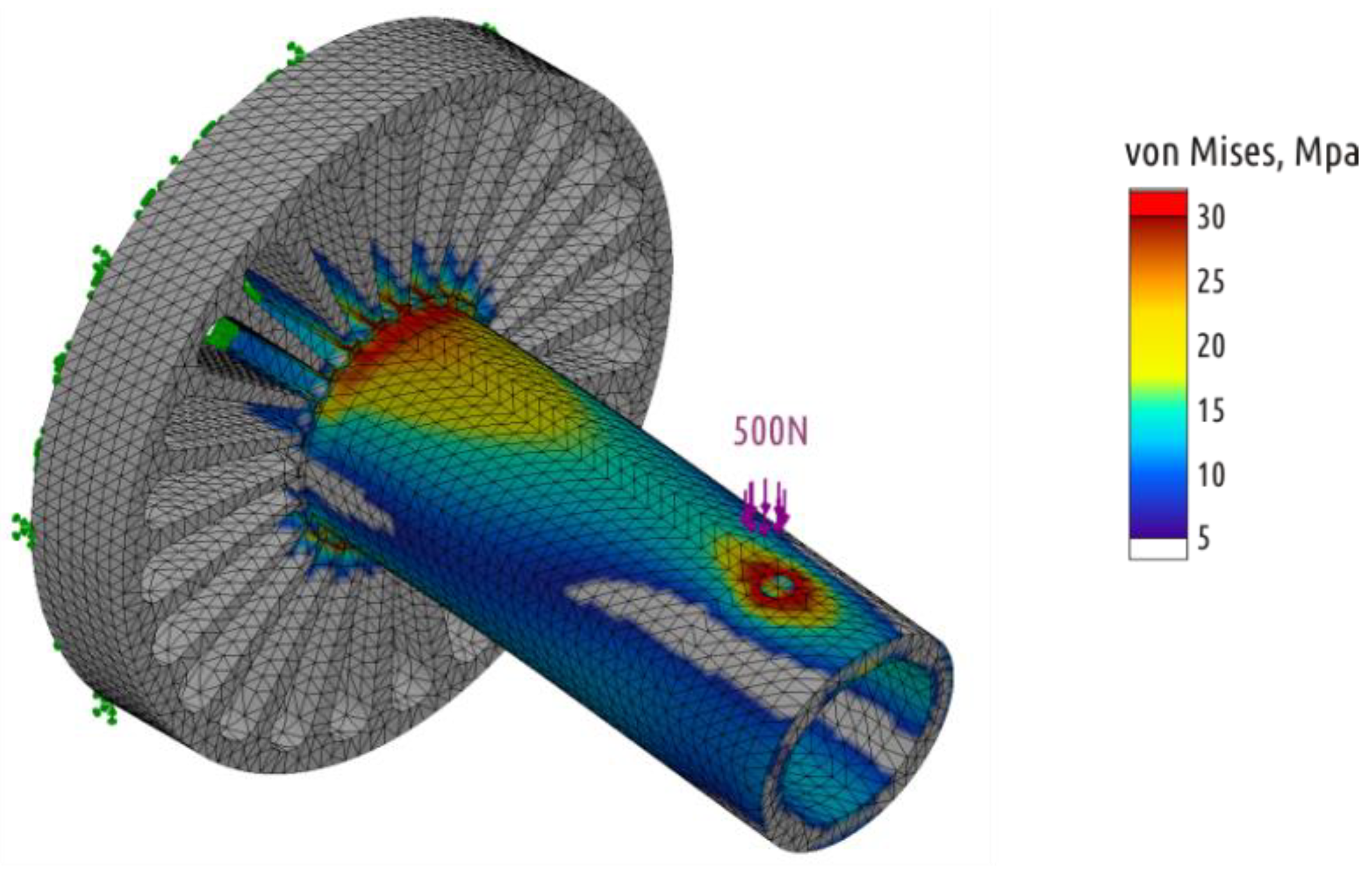
3.4. Shape Optimization Using CAE (Shape 4)
3.5. Combining Approaches (Shape 5)
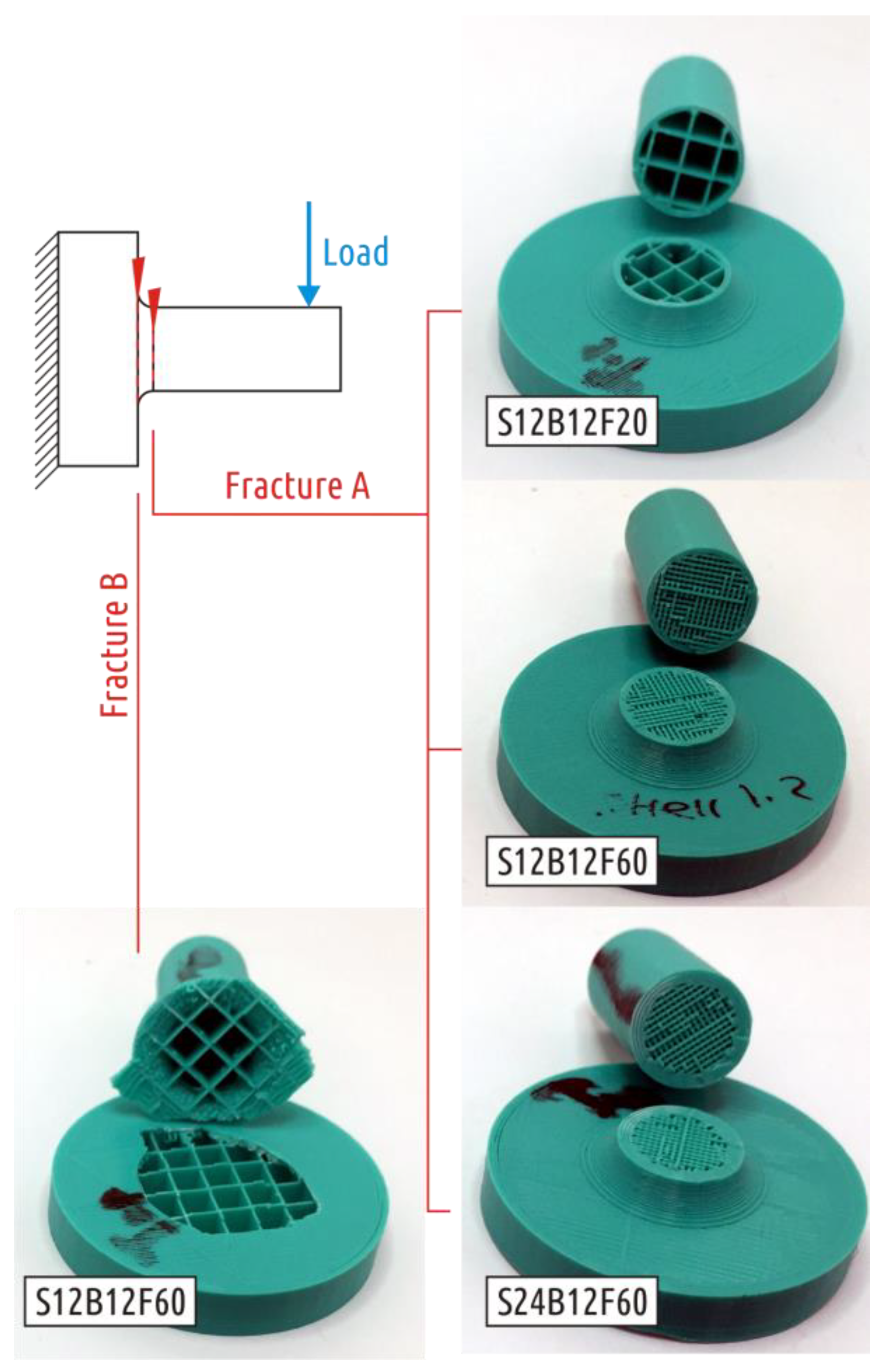
3.6. Summary
- -
- for the model with a sharp transition between the boss and the shaft (Shape 1 to Shape 4) by 1.37 times (1.83 times);
- -
- for the model with a smooth transition between the boss and the shaft (Shape 2 to Shape 5) by 1.13 times (1.40 times).
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
Abbreviations
| FDM | Fused Deposition Modeling is a technology of digital additive manufacturing based on layered deposition of melted thermoplastic; |
| FFF | Fused Filament Fabrication, which is the same as FDM, with the only difference being that the FDM is a trademark of Stratasys Inc., while the FFF is a term coined inside the RepRap community. Since the current study involves open-source 3D printer, the term FFF is used; |
| Filament | Plastic in the filament form used as supply in FFF process; |
| Thread | Extruded and deposited thread of plastic mimicking the FFF part; |
| Shell | A component of FFF part, reproducing the lateral surface of 3D model. The shell of a layer consists of single or multiple equidistant perimeters formed by the thread. The number of perimeters and the thread wideness are responsible for the shell thickness; |
| Infill | An internal component of FFF part, formed by threads in orthogonal straight lines. The distance between the threads defines the infill density; |
| Base | A component of FFF part, reproducing flat surfaces parallel to the 3D printer bed. Base may consist of multiple layers, usually printed mutually orthogonally in XY directions, and can be disabled; |
| Fracture load | The load observed during mechanical testing at which the sample exhibits the first crack, in the context of the study, the fracture load is the sample strength; |
| Relative Strength | A ratio of sample fracture load to its mass; |
| Flow rate (mm3/s) | The volume of plastic delivered through the nozzle per unit time; |
| Printing speed or Feed rate | The speed of nozzle traveling across XY plane while extruding the plastic. |
Appendix A. Typical Loading Curves of Tested Samples





References
- Wohlers, T. Wohlers Report 2016: 3D Printing and Additive Manufacturing State of the Industry Annual Worldwide Progress Report; Wohlers Associates Inc.: Fort Collins, CO, USA, 2016. [Google Scholar]
- Frauenfelder, M. Make: Ultimate Guide to 3D Printing (2014); Maker Media Inc.: San Francisco, CA, USA, 2013. [Google Scholar]
- Fuse 1 3D Printer. Available online: https://formlabs.com/3d-printers/fuse-1/ (accessed on 12 April 2019).
- Crump, S. Apparatus and Method for Creating Three-Dimensional Objects. U.S. Patent 5121329, 30 October 1989. [Google Scholar]
- Crump, S. Fast, Precise, Safe Prototype with FDM. ASME PED 1991, 50, 53–60. [Google Scholar]
- Crump, S. The extrusion process of fused deposition modeling. In Proceedings of the 3rd International Conference on Rapid Prototyping, Dayton, OH, USA, 7–10 June 1992. [Google Scholar]
- Sells, E.; Bailard, S.; Smith, Z.; Bowyer, A.; Olliver, V. RepRap: The Replicating Rapid Prototyper-Maximizing Customizability by Breeding the Means of Production. In Proceedings of the World Conference on Mass Customization and Personalization, Cambridge, MA, USA, 7–10 October 2007. [Google Scholar]
- Available online: https://reprap.org (accessed on 17 March 2019).
- Jones, R.; Haufe, P.; Sells, E.; Iravani, P.; Olliver, V.; Palmer, C.; Bowyer, A. RepRap-the Replicating Rapid Prototyper. Robotica 2011, 29, 177–191. [Google Scholar] [CrossRef]
- Bowyer, A. 3D Printing and Humanity’s First Imperfect Replicator. 3D Print. Addit. Manuf. 2014, 1, 4–5. [Google Scholar] [CrossRef]
- 3D Hubs: Manufanturing Capabilities. Available online: https://www.3dhubs.com/ (accessed on 14 January 2019).
- Geyer, R.; Jambeck, J.R.; Law, K.L. Production, use, and fate of all plastics ever made. Sci. Adv. 2017, 3, e1700782. [Google Scholar] [CrossRef]
- The Star Trek Replicator. Available online: https://en.wikipedia.org/wiki/Replicator_(Star_Trek) (accessed on 14 January 2019).
- Hollow, M. Confronting a New ‘Era of Duplication’? 3D Printing, Replicating Technology and the Search for Authenticity in George O. Smith’s Venus Equilateral Series. SSRN Electron. J. 2013. [Google Scholar] [CrossRef]
- Gershenfeld, N. How to make almost anything. Foreign Aff. 2012, 91, 43–57. [Google Scholar]
- Gwamuri, J.; Wittbrodt, B.; Anzalone, N.; Pearce, J. Reversing the Trend of Large Scale and Centralization in Manufacturing: The Case of Distributed Manufacturing of Customizable 3-D-Printable Self-Adjustable Glasses. Chall. Sustain. 2014, 2, 30–40. [Google Scholar] [CrossRef]
- Wittbrodt, B.; Laureto, J.; Tymrak, B.; Pearce, J. Distributed Manufacturing with 3-D Printing: A Case Study of Recreational Vehicle Solar Photovoltaic Mounting Systems. J. Frugal Innov. 2015, 1, 1–7. [Google Scholar] [CrossRef]
- Woern, A.L.; Pearce, J.M. Distributed Manufacturing of Flexible Products: Technical Feasibility and Economic Viability. Technologies 2017, 5, 71. [Google Scholar] [CrossRef]
- Petersen, E.E.; Pearce, J. Emergence of Home Manufacturing in the Developed World: Return on Investment for Open-Source 3-D Printers. Technologies 2017, 5, 7. [Google Scholar] [CrossRef]
- Wittbrodt, B.T.; Glover, A.G.; Laureto, J.; Anzalone, G.C.; Oppliger, D.; Irwin, J.L.; Pearce, J.M. Life-cycle economic analysis of distributed manufacturing with open-source 3-D printers. Mechatronics 2013, 23, 713–726. [Google Scholar] [CrossRef]
- Anderson, P.; Sherman, C.A. A discussion of new business models for 3D printing. Int. J. Technol. Mark. 2007, 2, 280–294. [Google Scholar] [CrossRef]
- Laplume, A.; Anzalone, G.; Pearce, J. Open-source, self-replicating 3-D printer factory for small-business manufacturing. Int. J. Adv. Manuf. Technol. 2015, 85, 633–642. [Google Scholar] [CrossRef]
- Laplume, A.; Petersen, B.; Pearce, J. Global value chains from a 3D printing perspective. J. Int. Bus. Stud. 2016, 47, 595–609. [Google Scholar] [CrossRef]
- Rifkin, J. The Zero Marginal Cost Society: The Internet of Things, the Collaborative Commons, and the Eclipse of Capitalism; Palgrave Macmillan: Basingstoke, UK, 2014. [Google Scholar]
- Pearce, J. Building Research Equipment with Free, Open-Source Hardware. Science 2012, 337, 1303–1304. [Google Scholar] [CrossRef] [PubMed]
- Pearce, J. Open-Source Lab.: How to Build Your Own Hardware and Reduce Research Costs, 1st ed.; Elsevier: Waltham, MA, USA, 2014. [Google Scholar]
- Baden, T.; Chagas, A.; Marzullo, T.; Prieto-Godino, L.; Euler, T. Open Laware: 3-D Printing Your Own Lab Equipment. PLoS Biol. 2015, 13, e1002175. [Google Scholar]
- Hietanen, I.; Heikkinen, I.T.; Savin, H.; Pearce, J.M. Approaches to Open Source 3-D Printable Probe Positioners and Micromanipulators for Probe Stations. HardwareX 2018, 4, e00042. [Google Scholar] [CrossRef]
- Oberloier, S.; Pearce, J.M. General Design Procedure for Free and Open-Source Hardware for Scientific Equipment. Designs 2018, 2, 2. [Google Scholar] [CrossRef]
- Petersen, E.E.; Kidd, R.W.; Pearce, J.M. Impact of DIY Home Manufacturing with 3D Printing on the Toy and Game Market. Technologies 2017, 5, 45. [Google Scholar] [CrossRef]
- Space Station 3-D Printer Builds Ratchet Wrench to Complete First Phase Of Operations. Available online: https://www.nasa.gov/mission_pages/station/research/news/3Dratchet_wrench/ (accessed on 23 December 2014).
- Wong, J.Y.; Pfahnl, A.C. 3D Printing of Surgical Instruments for Long-Duration Space missions. Aviat. Space Environ. Med. 2014, 85, 758–763. [Google Scholar] [CrossRef]
- Pearce, J.M. Applications of open source 3-D printing on small farms. Org. Farming 2015, 1, 19–35. [Google Scholar] [CrossRef]
- Saunders, S. 3D Printing Agricultural Uses. Available online: https://3dprint.com/tag/3d-printing-agricultural-uses/ (accessed on 17 March 2019).
- Guido, A.O. Adam, Detmar Zimmer, Design for Additive Manufacturing—Element transitions and aggregated structures. CIRP J. Manuf. Sci. Technol. 2014, 7, 20–28. [Google Scholar] [CrossRef]
- Hague, R.; Mansour, S.; Saleh, N. Material and design considerations for rapid manufacturing. Int. J. Prod. Res. 2004, 42, 4691–4708. [Google Scholar] [CrossRef]
- Cantrell, J.; Rohde, S.; Damiani, D. Experimental Characterization of the Mechanical Properties of 3D Printed ABS and Polycarbonate Parts. In Advancement of Optical Methods in Experimental Mechanics, Proceedings of the 2016 Annual Conference on Experimental and Applied Mechanics; Springer: New York, NY, USA, 2017; Volume 3. [Google Scholar] [CrossRef]
- Carneiro, P.M.C.; Gamboa, P. Structural analysis of wing ribs obtained by additive manufacturing. Rapid Prototyp. J. 2019. [Google Scholar] [CrossRef]
- Rezaie, R.; Badrossamay, M.; Ghaei, A.; Moosavi, H. Topology optimization for fused deposition modeling process. Procedia CIRP 2013, 6, 521–526. [Google Scholar] [CrossRef]
- Flat Stand. Available online: https://www.thingiverse.com/thing:3475564 (accessed on 13 March 2019).
- Knuckle Duster 3D Model. Available online: https://www.thingiverse.com/thing:596768 (accessed on 14 January 2019).
- Shopping Handle. Available online: https://www.thingiverse.com/thing:26767 (accessed on 14 January 2019).
- Parametric Fixing Angle. Available online: https://www.thingiverse.com/thing:581036 (accessed on 14 January 2019).
- Hammer for 3D Printing. Available online: https://www.youmagine.com/designs/3d-printed-hammer (accessed on 17 March 2019).
- Box Spanner Adapter 3D Monitor. Available online: https://www.youmagine.com/designs/box-spanner-adapter (accessed on 12 April 2019).
- Kuznetsov, V.E.; Solonin, A.N.; Urzhumtsev, O.D.; Schilling, R.; Tavitov, A.G. Strength of PLA Components Fabricated with Fused Deposition Technology Using a Desktop 3D Printer as a Function of Geometrical Parameters of the Process. Polymers 2018, 10, 313. [Google Scholar] [CrossRef]
- Kuznetsov, V.E.; Solonin, A.N.; Tavitov, A.G.; Urzhumtsev, O.D.; Vakulik, A.H. Increasing of Strength of FDM (FFF) 3D Printed Parts by Influencing on Temperature-Related Parameters of the Process. Preprints 2018, 2018030102. [Google Scholar] [CrossRef]
- Spool Holder. Available online: https://www.thingiverse.com/thing:408288 (accessed on 14 January 2019).
- Stanley Plane Handle 3D Model. Available online: https://www.thingiverse.com/thing:2172679 (accessed on 14 January 2019).
- The Hook. Available online: https://www.thingiverse.com/thing:3004805 (accessed on 17 March 2019).
- Mercado-Colmenero, J.M.; Rubio-Paramio, M.A.; la Rubia-Garcia, M.D.; Lozano-Arjona, D.; Martin-Doñate, C. A numerical and experimental study of the compression uniaxial properties of PLA manufactured with FDM technology based on product specifications. Int. J. Adv. Manuf. Technol. 2019. [Google Scholar] [CrossRef]
- Stephens, B.; Azimi, P.; Orch, Z.; Ramos, T. Ultrafine particle emissions from desktop 3D printers. Atmos. Environ. 2013, 79, 334–339. [Google Scholar] [CrossRef]
- West, C.; McTaggart, R.; Letcher, T.; Raynie, D.; Roy, R. Effects of Gamma Irradiation upon the Mechanical and Chemical Properties of 3D-Printed Samples of Poly Lactic Acid. J. Manuf. Sci. Eng. 2019, 141, 041002. [Google Scholar] [CrossRef]
- Suzuki, M.; Yonezawa, A.; Takeda, K.; Yamada, A. Evaluation of the Deterioration of the Mechanical Properties of Poly(lactic acid) Structures Fabricated by a Fused Filament Fabrication 3D Printer. Inventions 2019, 4, 21. [Google Scholar] [CrossRef]
- Wittbrodt, B.; Pearce, J.M. The effects of PLA color on material properties of 3-D printed components. Addit. Manuf. 2015, 8, 110–116. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Lot# | Code | Shell, mm | Base, mm | Infill, % | Sample Mass, g * | Fracture Load, N | Relative Strength, N/g |
|---|---|---|---|---|---|---|---|
| 1 | S12B06F20 ** | 1.2 | 0.6 | 20 | 17.6 (0.1) | 187 (13) | 10.6 |
| 2 | S12B06F60 | 1.2 | 0.6 | 60 | 33.4 (0.2) | 365 (24) | 10.9 |
| 3 | S12B12F20 | 1.2 | 1.2 | 20 | 21.0 (0.1) | 275 (18) | 13.1 |
| 4 | S12B12F60 | 1.2 | 1.2 | 60 | 34.9 (0.2) | 462 (24) | 13.2 |
| 5 | S24B06F20 | 2.4 | 0.6 | 20 | 22.1 (0.1) | 201 (28) | 9.1 |
| 6 | S24B06F60 | 2.4 | 0.6 | 60 | 35.6 (0.1) | 357 (23) | 10.0 |
| 7 | S24B12F20 | 2.4 | 1.2 | 20 | 24.8 (0.1) | 290 (28) | 11.7 |
| 8 | S24B12F60 | 2.4 | 1.2 | 60 | 36.9 (0.2) | 483 (27) | 13.1 |
| Lot | Code | Shell, mm | Base, mm | Infill, % | Mass, g | Fracture Load, N | Relative Strength, N/g |
|---|---|---|---|---|---|---|---|
| 1 | S12B06F20 | 1.2 | 0.6 | 20 | 20.0 (0.1) | 508 (30) | 25.4 |
| 2 | S12B06F60 | 1.2 | 0.6 | 60 | 34.1 (0.2) | 648 (12) | 19.0 |
| 3 | S12B12F20 | 1.2 | 1.2 | 20 | 21.3 (0.2) | 506 (36) | 23.8 |
| 4 | S12B12F60 | 1.2 | 1.2 | 60 | 35.4 (0.2) | 650 (28) | 18.4 |
| 5 | S24B06F20 | 2.4 | 0.6 | 20 | 23.6 (0.1) | 620 (36) | 26.3 |
| 6 | S24B06F60 | 2.4 | 0.6 | 60 | 35.9 (0.2) | 896 (38) | 25.0 |
| 7 | S24B12F20 | 2.4 | 1.2 | 20 | 24.9 (0.2) | 644 (45) | 25.9 |
| 8 | S24B12F60 | 2.4 | 1.2 | 60 | 37.2 (0.2) | 906 (52) | 24.4 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kuznetsov, V.E.; Tavitov, A.G.; Urzhumtsev, O.D.; Mikhalin, M.V.; Solonin, A.N. Design and Fabrication of Strong Parts from Poly (Lactic Acid) with a Desktop 3D Printer: A Case with Interrupted Shell. Polymers 2019, 11, 760. https://doi.org/10.3390/polym11050760
Kuznetsov VE, Tavitov AG, Urzhumtsev OD, Mikhalin MV, Solonin AN. Design and Fabrication of Strong Parts from Poly (Lactic Acid) with a Desktop 3D Printer: A Case with Interrupted Shell. Polymers. 2019; 11(5):760. https://doi.org/10.3390/polym11050760
Chicago/Turabian StyleKuznetsov, Vladimir E., Azamat G. Tavitov, Oleg D. Urzhumtsev, Mikhail V. Mikhalin, and Alexey N. Solonin. 2019. "Design and Fabrication of Strong Parts from Poly (Lactic Acid) with a Desktop 3D Printer: A Case with Interrupted Shell" Polymers 11, no. 5: 760. https://doi.org/10.3390/polym11050760