
Process Behavior of Short Glass Fiber Filled Systems during Powder Bed Fusion and Its Effect on Part Dimensions

Abstract
:1. Introduction
2. State of the Art
3. Materials and Methods
3.1. Materials
3.2. Methodology
3.2.1. Composite Dry-Blending and Processing
3.2.2. Powder Analysis
DRIFTS (Diffuse Reflection Fourier Transformation Infrared Spectroscopy)
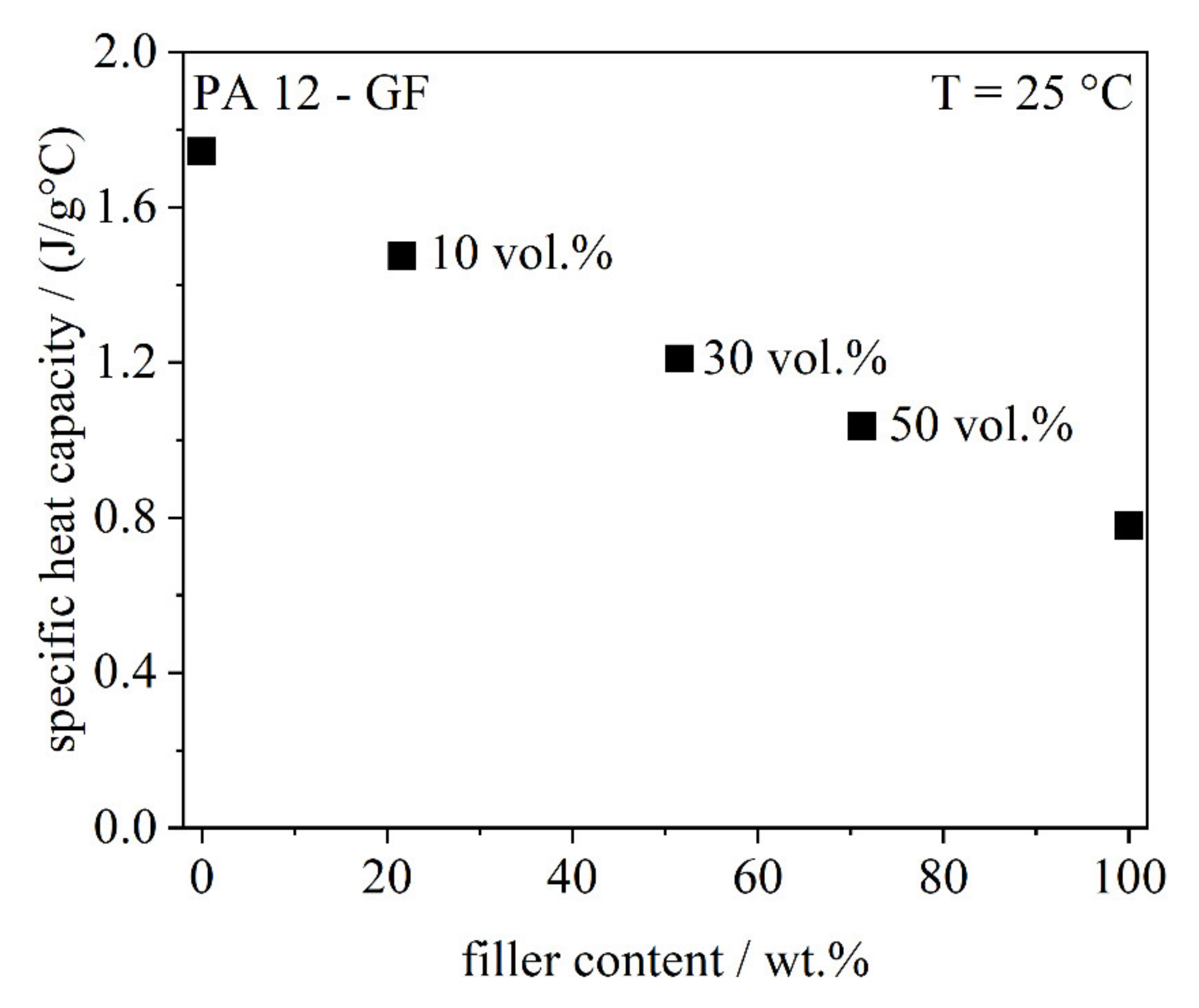
Specific Heat Capacity
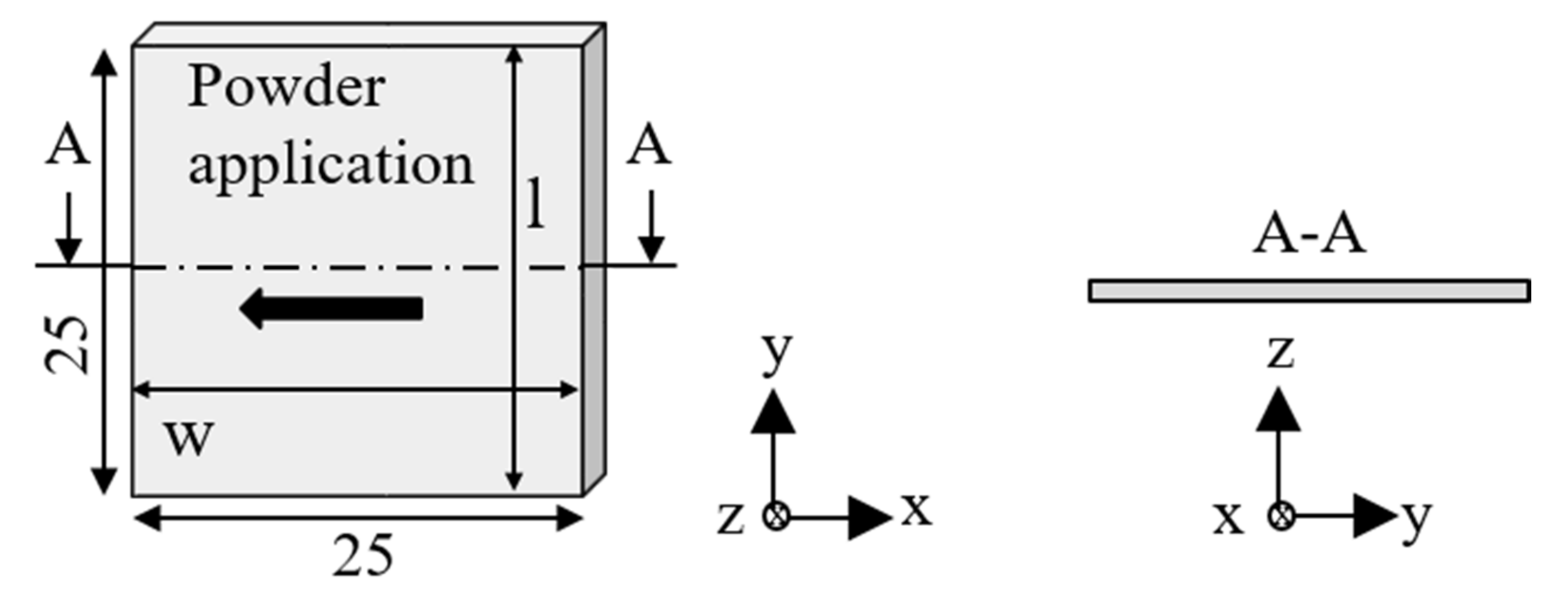
3.2.3. Sample Parts and Measurement
Single Layers
Parts
Optical Measurement
4. Results and Discussion
4.1. Powder Properties
4.1.1. Optical Behavior
4.1.2. Specific Heat Capacity
4.2. Part Dimensions
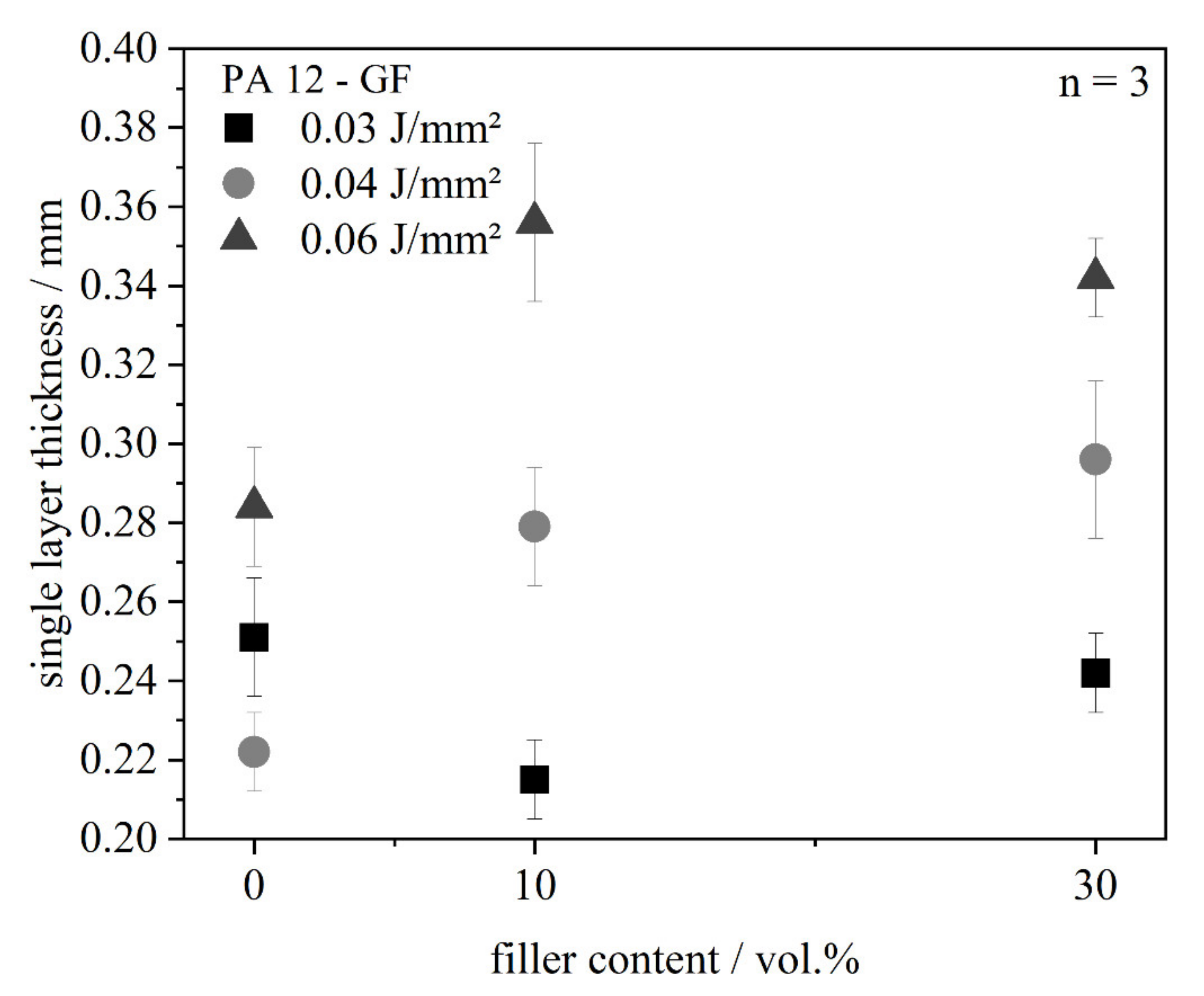
4.2.1. Single Layer Dimensions
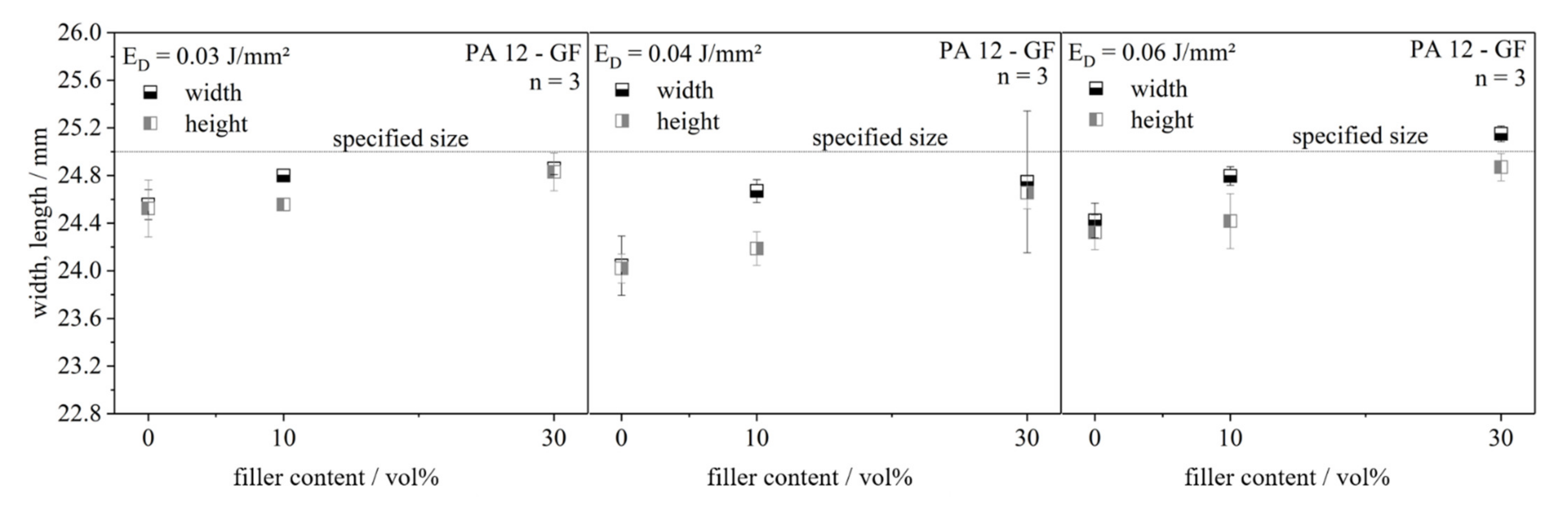
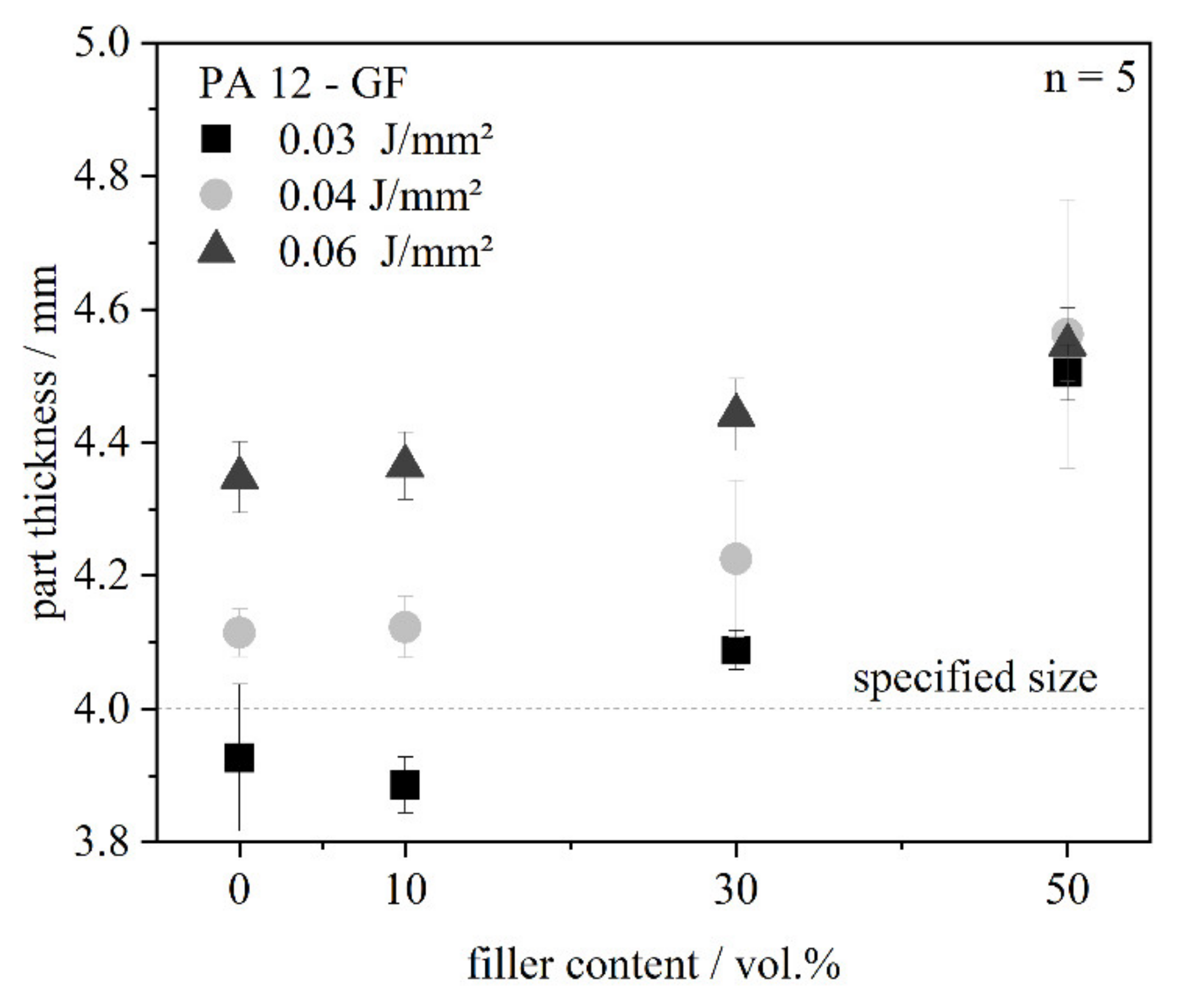
4.2.2. Part Dimensions
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Wohlers, T.T.; Caffrey, T.; Campbell, R.I. Wohlers Report 2016: 3D Printing and Additive Manufacturing State of the Industry Annual Worldwide Progress Report; Wohlers Associates: Fort Collins, CO, USA, 2016. [Google Scholar]
- Tofail, S.A.; Koumoulos, E.P.; Bandyopadhyay, A.; Bose, S.; O’Donoghue, L.; Charitidis, C. Additive manufacturing: Scientific and technological challenges, market uptake and opportunities. Mater. Today 2018, 21, 22–37. [Google Scholar] [CrossRef]
- Chatham, C.A.; Long, T.E.; Williams, C.B. A review of the process physics and material screening methods for polymer powder bed fusion additive manufacturing. Prog. Polym. Sci. 2019, 93, 68–95. [Google Scholar] [CrossRef]
- Yuan, S.; Shen, F.; Chua, C.K.; Zhou, C.K. Polymeric composites for powder-based additive manufacturing: Materials and applications. Prog. Polym. Sci. 2019, 91, 141–168. [Google Scholar] [CrossRef]
- Lanzl, L.; Wudy, K.; Drummer, D. The effect of short glass fibers on the process behavior of polyamide 12 during selective laser beam melting. Polym. Test. 2020, 83, 106313. [Google Scholar] [CrossRef]
- Osmanlic, F.; Wudy, K.; Laumer, T.; Schmidt, M.; Drummer, D.; Körner, C. Modeling of Laser Beam Absorption in a Polymer Powder Bed. Polymers 2018, 10, 784. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Wudy, K.; Lanzl, L.; Drummer, D. Selective Laser Sintering of Filled Polymer Systems: Bulk Properties and Laser Beam Material Interaction. Phys. Procedia 2016, 83, 991–1002. [Google Scholar] [CrossRef] [Green Version]
- Arai, S.; Tsunoda, S.; Yamaguchi, A.; Ougizawa, T. Effects of short-glass-fiber content on material and part properties of poly(butylene terephthalate) processed by selective laser sintering. Addit. Manuf. 2018, 21, 683–693. [Google Scholar] [CrossRef]
- Arai, S.; Tsunoda, S.; Yamaguchi, A.; Ougizawa, T. Effect of anisotropy in the build direction and laser-scanning conditions on characterization of short-glass-fiber-reinforced PBT for laser sintering. Opt. Laser Technol. 2019, 113, 345–356. [Google Scholar] [CrossRef]
- Brecher, C.; Emonts, M.; Schares, R.L.; Stimpfl, J. CO2-Laser-Assisted Processing of Glass Fiber-Reinforced Thermoplastic Composites. In Proceedings of the High-Power Laser Materials Processing: Lasers, Beam Delivery, Diagnostics, and Applications II, San Francisco, CA, USA, 2–7 February 2013; Volume 8603, p. 86030H. [Google Scholar] [CrossRef]
- Dickey, F.M.; Holswade, S.C. (Eds.) Laser Beam Shaping: Theory and Techniques; Marcel Dekker: New York, NY, USA, 2000. [Google Scholar]
- Tolochko, N.K.; Khlopkov, Y.V.; Mozzharov, S.E.; Ignatiev, M.B.; Laoui, T.; Titov, V.I. Absorptance of powder materials suitable for laser sintering. Rapid Prototyp. J. 2000, 6, 155–161. [Google Scholar] [CrossRef]
- Boyd, K. Techniques for the CO2 Laser Fabrication of Soft Glass Optical Fibre Devices and Measurement of Their Optical and Physical Properties. Ph.D. Thesis, The University of Adelaide, Adelaide, Australia, 2013. [Google Scholar]
- Childs, T.H.C.; Tontowi, A.E. Selective laser sintering of a crystalline and a glass-filled crystalline polymer: Experiments and simulations. Proc. Inst. Mech. Eng. B J. Eng. Manuf. 2001, 215, 1481–1495. [Google Scholar] [CrossRef]
- Kleijnen, R.G.; Sesseg, J.P.W.; Schmid, M.; Wegener, K. Insights into the development of a short-fiber reinforced polypropylene for laser sintering. AIP Conf. Proc. 2017, 1914, 190002. [Google Scholar] [CrossRef] [Green Version]
- Mousa, A.A. The Effects of Content and Surface Modification of Filler on the Mechanical Properties of Selective Laser Sintered Polyamide12 Composites. Jordan J. Mech. Ind. Eng. 2014, 8, 265–274. [Google Scholar]
- Negi, S.; Sharma, R.K.; Dhiman, S. Experimental Investigation of SLS Process for Flexural Strength Improvement of PA-3200GF Parts. Mater. Manuf. Process. 2014, 30, 644–653. [Google Scholar] [CrossRef]
- Laumer, T.; Stichel, T.; Bock, T.; Amend, P.; Schmidt, M. Characterization of temperature-dependent optical material properties of polymer powders. AIP Conf. Proc. 2015, 1664, 160001. [Google Scholar] [CrossRef]
- Cui, X.; Yan, D. Preparation, characterization and crystalline transitions of odd–even polyamides 11,12 and 11,10. Eur. Polym. J. 2005, 41, 863–870. [Google Scholar] [CrossRef]
- DIN EN ISO 3167:2014-03: Kunststoffe-Vielzweckprobekörper 2014. Available online:. (accessed on 14 September 2021).
- Frick, T. Untersuchung der Prozessbestimmenden Strahl-Stoff-Wechselwirkungen Beim Laserstrahlschweissen von Kunststoffen; Meisenbach: Bamberg, Germany, 2007. [Google Scholar]
- Ehrenstein, G.W.; Riedel, G.; Trawiel, P. Praxis der thermischen Analyse von Kunststoffen; Hanser: München, Germany; Wien, Austria, 1998. [Google Scholar]
- Rechtenwald, T. Quasi-Isothermes Laserstrahlsintern von Hochtemperatur-Thermoplasten; Eine Betrachtung werkstoff- und Prozessspezifischer Aspekte am Beispiel PEEK; Meisenbach: Bamberg, Germany, 2011. [Google Scholar]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Polymer | PA 12 | REM |
|---|---|---|
| type | PA 2200 |  |
| supplier | EOS GmbH | |
| raw density [g/cm3] | 1.01 | |
| melting temperature Tm [°C] 1 (dT/dt) = 10 K/min | 185 | |
| crystallization temperature Tc [°C] 1 (dT/dt)= 10 K/min | 150 | |
| d10.3/d50.3/d90.3 [µm] 1 | 46/61/83 |
| Filler | Glass Fiber | REM |
|---|---|---|
| type | EMG 10 70 |  |
| supplier | ECTA Handels-gesellschaft mbH | |
| raw density [g/cm3] 1 | 2.5 | |
| bulk density [g/cm3] 1 | 1.96 | |
| Fiber diameter [µm] | 10 | |
| d10.3/d50.3/d90.3 [µm] 1 | 21/67/241 |
| PA 12/SGF Vol/Vol.% | TB °C | PL W | vs mm/s | ED J/mm2 |
|---|---|---|---|---|
| 90/10 70/30 60/40 50/50 | 168 | 9.3 16.3 23.9 | 1900 | 0.03 0.04 0.06 |
| Source | DF | Adj SS | Adj MS | F-Value | p-Value |
|---|---|---|---|---|---|
| Energy density | 2 | 0.013025 | 0.006512 | 6.71 | 0.053 |
| Filler content | 2 | 0.002742 | 0.001371 | 1.41 | 0.343 |
| Error | 4 | 0.003879 | 0.000970 | ||
| Total | 8 | 0.019646 |
| Source | DF | Adj SS | Adj MS | F-Value | p-Value |
|---|---|---|---|---|---|
| Energy density | 2 | 0.20999 | 0.104993 | 10.66 | 0.011 |
| Filler content | 3 | 0.33824 | 0.112747 | 11.44 | 0.007 |
| Error | 6 | 0.05912 | 0.009853 | ||
| Total | 11 | 0.60734 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lanzl, L.; Drummer, D. Process Behavior of Short Glass Fiber Filled Systems during Powder Bed Fusion and Its Effect on Part Dimensions. Polymers 2021, 13, 3144. https://doi.org/10.3390/polym13183144
Lanzl L, Drummer D. Process Behavior of Short Glass Fiber Filled Systems during Powder Bed Fusion and Its Effect on Part Dimensions. Polymers. 2021; 13(18):3144. https://doi.org/10.3390/polym13183144
Chicago/Turabian StyleLanzl, Lydia, and Dietmar Drummer. 2021. "Process Behavior of Short Glass Fiber Filled Systems during Powder Bed Fusion and Its Effect on Part Dimensions" Polymers 13, no. 18: 3144. https://doi.org/10.3390/polym13183144
APA StyleLanzl, L., & Drummer, D. (2021). Process Behavior of Short Glass Fiber Filled Systems during Powder Bed Fusion and Its Effect on Part Dimensions. Polymers, 13(18), 3144. https://doi.org/10.3390/polym13183144