
Thermal Effects on Mechanical Strength of Additive Manufactured CFRP Composites at Stable and Cyclic Temperature

 , , and
, , and
Abstract
:1. Introduction
2. Experimental Work
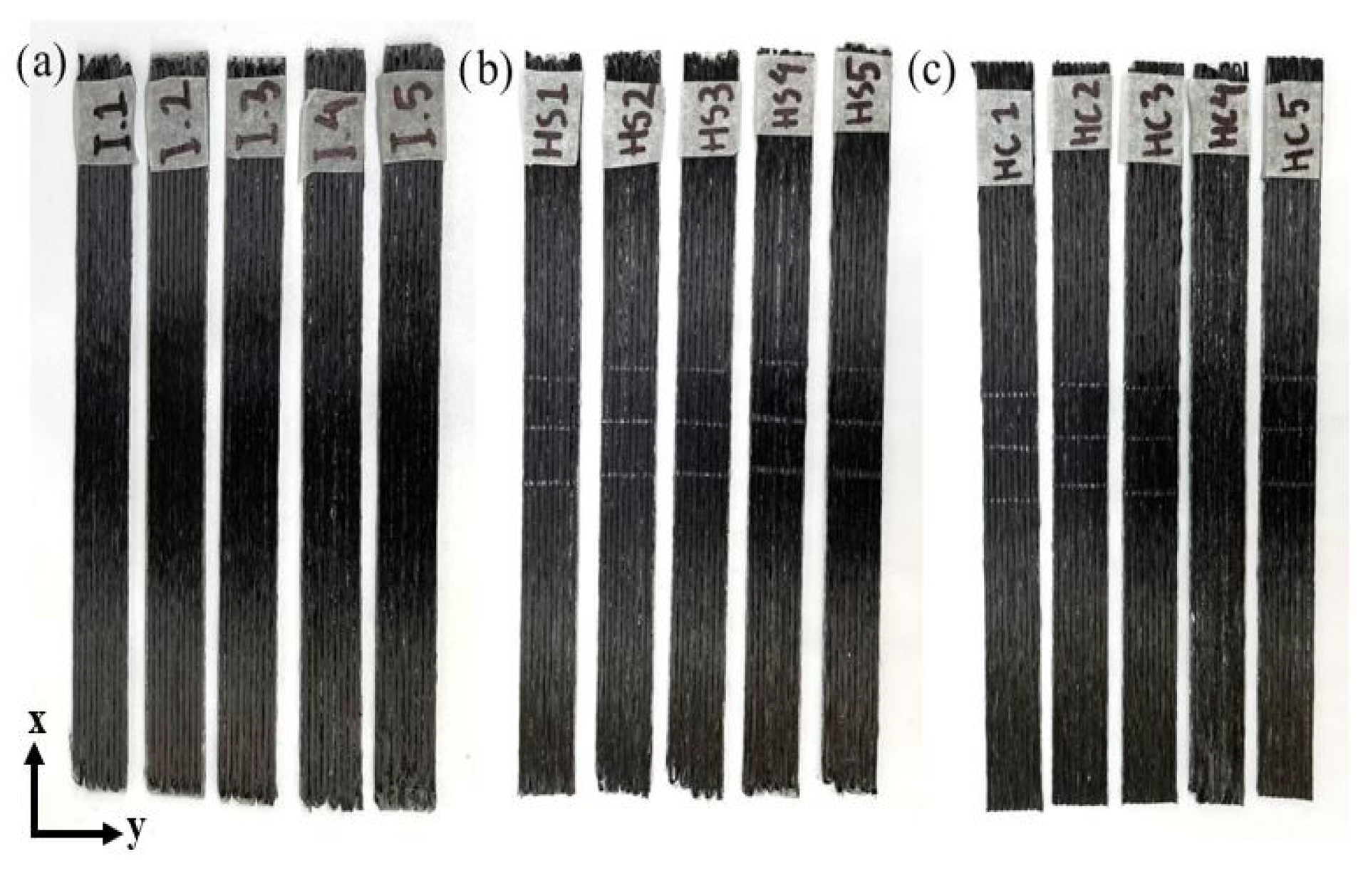
2.1. Additive Manufacturing of CFRP Composite Samples
2.2. Thermal Treatment on Printed Specimens
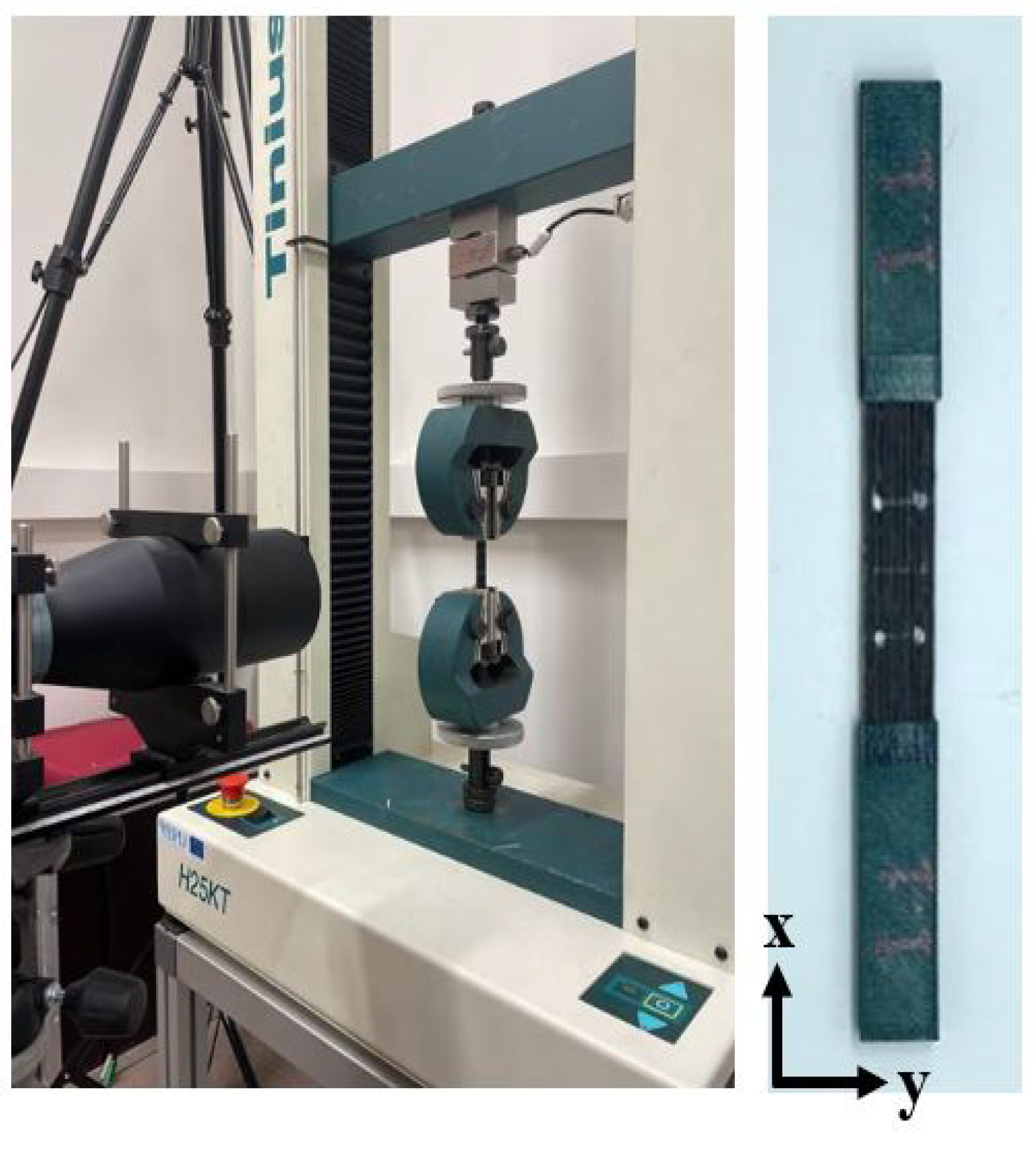
2.3. Static Tensile Testing
2.4. Morphological Investigation
3. Results
3.1. Dimensional Change
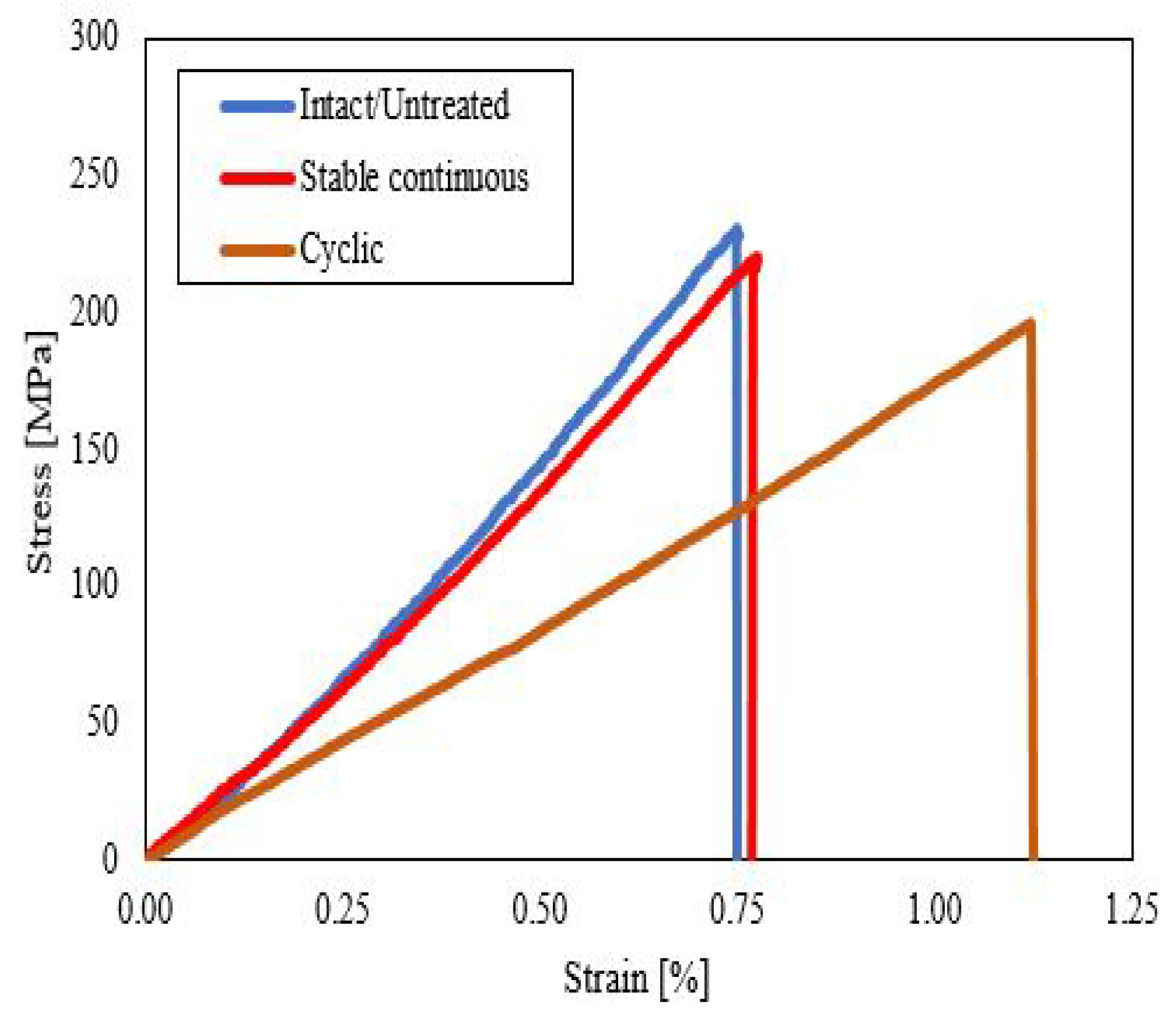
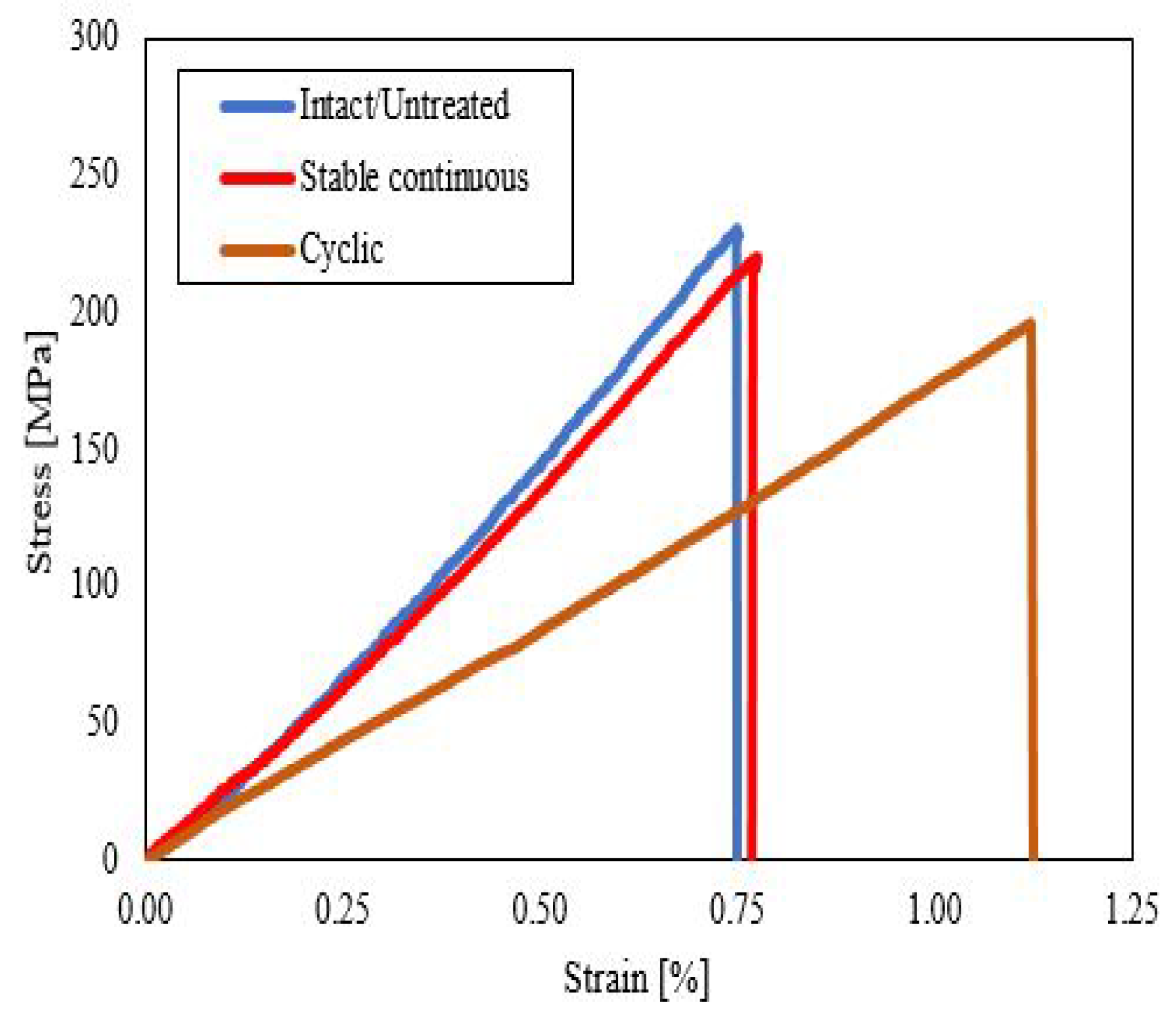
3.2. Static Tensile Results
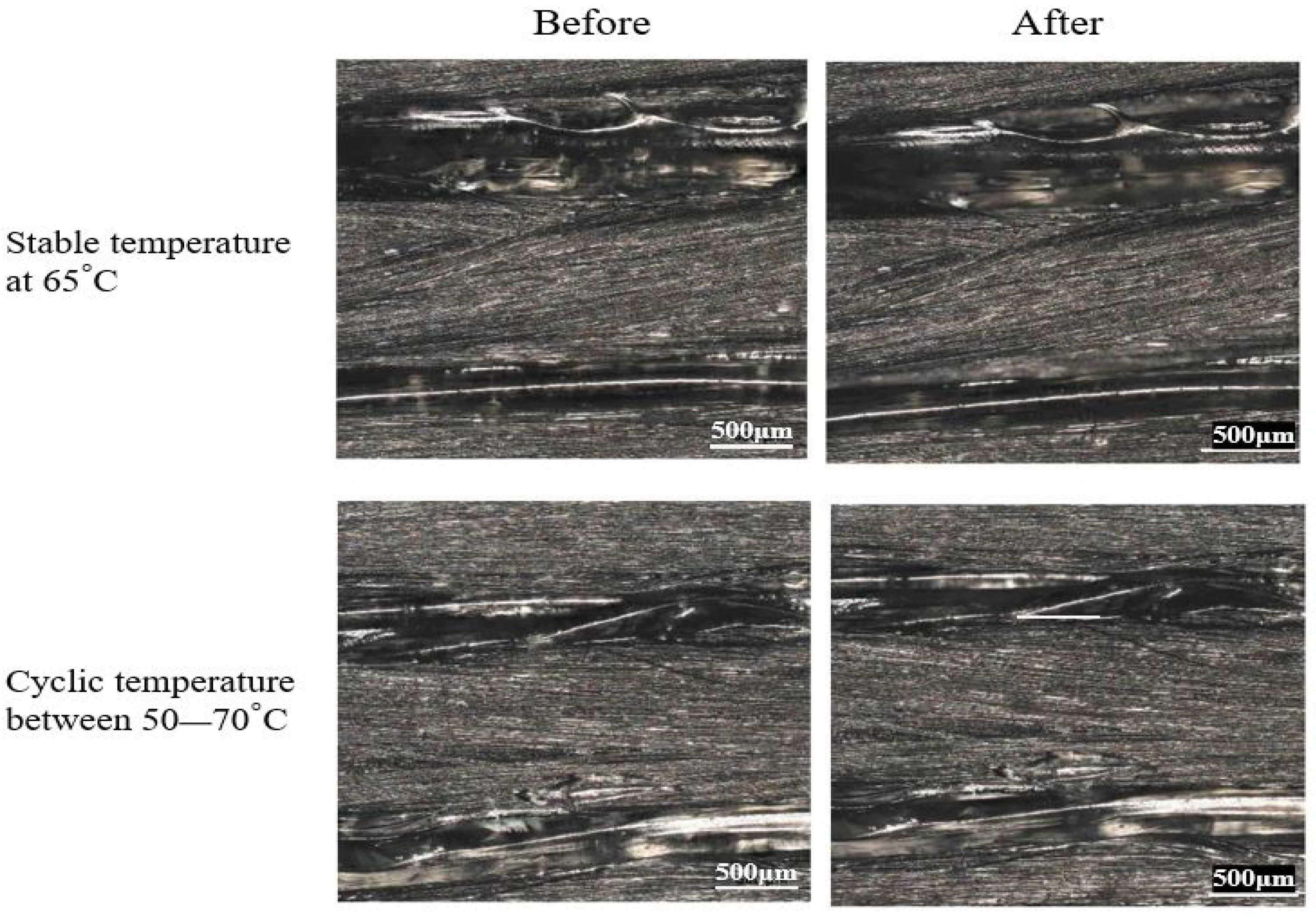
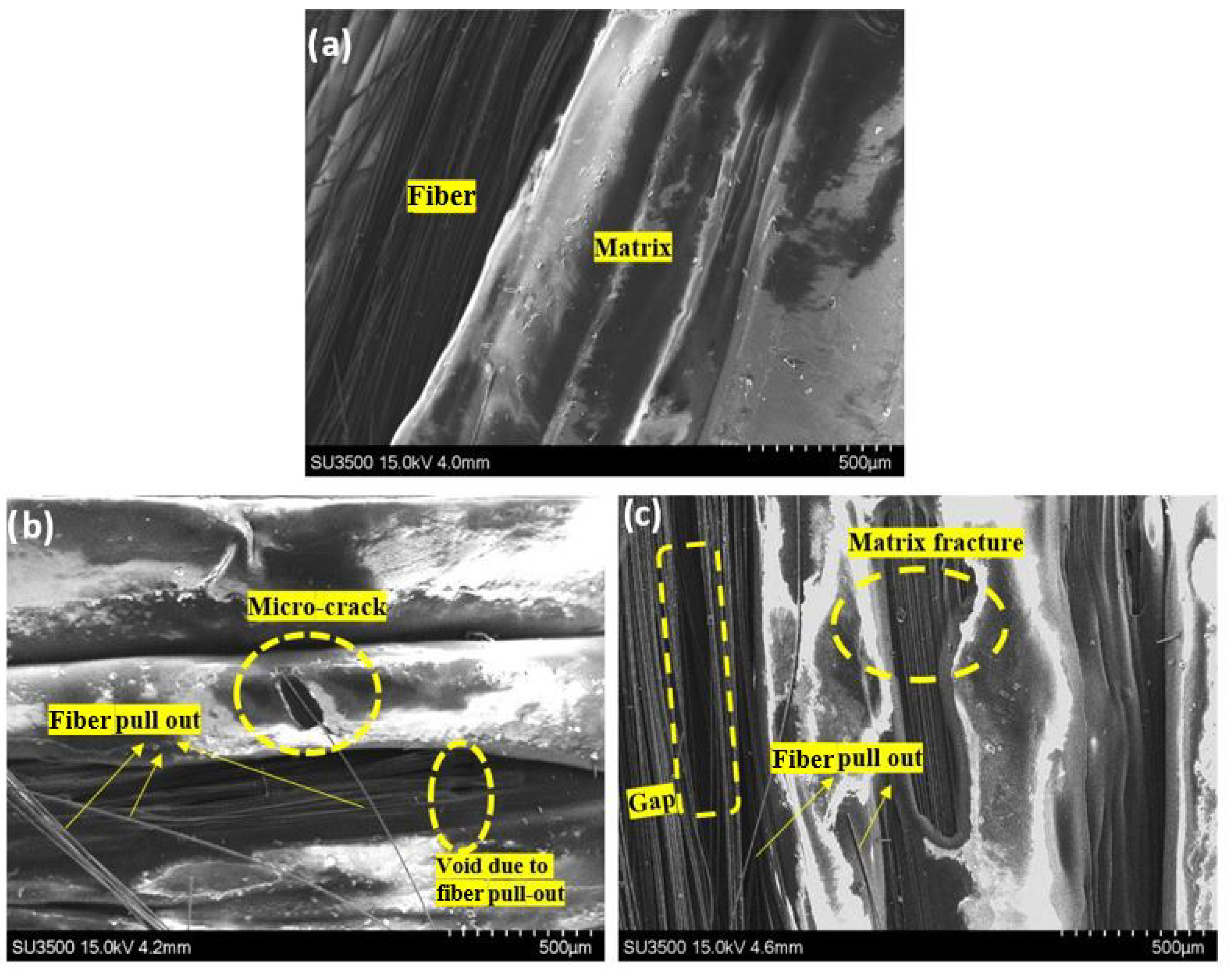
3.3. Morphological Investigation
4. Discussion
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Hou, Z.; Kobayashi, H.; Tanaka, K.; Takarada, W.; Kikutani, T.; Takasaki, M. Laser-Assisted Melt Electrospinning of Poly (L-lactide-co-ε-caprolactone): Analyses on Processing Behavior and Characteristics of Prepared Fibers. Polymers 2022, 14, 2511. [Google Scholar] [CrossRef] [PubMed]
- Jiang, C.; Wang, K.; Jiang, X.; Zhang, C.; Wang, B. Quantitative investigation of the process parameters of electrohydrodynamic direct-writing and their effects on fiber surface roughness and cell adhesion. Polymers 2020, 12, 2475. [Google Scholar] [CrossRef] [PubMed]
- Habibi, M.; Shili, C.N.; Sutton, J.; Goodarzi, P.; Pezeshki, A. Dietary branched-chain amino acids modulate the dynamics of calcium absorption and reabsorption in protein-restricted pigs. J. Anim. Sci. Biotechnol. 2022, 13, 1–16. [Google Scholar] [CrossRef] [PubMed]
- Böhm, R.; Hornig, A.; Weber, T.; Grüber, B.; Gude, M. Experimental and Numerical Impact Analysis of Automotive Bumper Brackets Made of 2D Triaxially Braided CFRP Composites. Materials 2020, 13, 3554. [Google Scholar] [CrossRef] [PubMed]
- Rahman, A.S. Design of cost-effective and efficient fiber-reinforced composite blades for wind turbines. Reinf. Plast. 2019, 63, 21–25. [Google Scholar] [CrossRef]
- Abdullah, F.; Okuyama, K.i.; Morimitsu, A.; Yamagata, N. Effects of thermal cycle and ultraviolet radiation on 3D-printed carbon fiber/polyether ether Ketone Ablator. Aerospace 2020, 7, 95. [Google Scholar] [CrossRef]
- Zhang, M.; Sun, B.; Gu, B. Accelerated thermal ageing of epoxy resin and 3-D carbon fiber/epoxy braided composites. Compos. Part A Appl. Sci. 2016, 85, 163–171. [Google Scholar] [CrossRef] [Green Version]
- Pascual-González, C.; San Martín, P.; Lizarralde, I.; Fernández, A.; León, A.; Lopes, C.; Fernández-Blázquez, J. Post-processing effects on microstructure, interlaminar and thermal properties of 3D-printed continuous carbon fiber composites. Compos. B Eng. 2021, 210, 108652. [Google Scholar] [CrossRef]
- Arjun, P.; Bidhun, V.; Lenin, U.; Amritha, V.; Pazhamannil, R.V.; Govindan, P. Effects of process parameters and annealing on the tensile strength of 3D-printed carbon fiber reinforced polylactic acid. Mater. Today Proc. 2022, 62, 7379–7384. [Google Scholar] [CrossRef]
- Nassar, A.; Younis, M.; Elzareef, M.; Nassar, E. Effects of Heat-Treatment on Tensile Behavior and Dimension Stability of 3D Printed Carbon Fiber Reinforced Composites. Polymers 2021, 13, 4305. [Google Scholar] [CrossRef]
- Handwerker, M.; Wellnitz, J.; Marzbani, H.; Tetzlaff, U. Annealing of chopped and continuous fiber reinforced polyamide 6 produced by fused filament fabrication. Compos. B Eng. 2021, 223, 109119. [Google Scholar] [CrossRef]
- Wang, K.; Long, H.; Chen, Y.; Baniassadi, M.; Rao, Y.; Peng, Y. Heat-treatment effects on dimensional stability and mechanical properties of 3D-printed continuous carbon-fiber-reinforced composites. Compos. Part A Appl. Sci. 2021, 147, 106460. [Google Scholar] [CrossRef]
- Gutiérrez, E.; Barreto, J.d.J.; Garcia-Hernandez, S.; Morales, R.; González-Solorzano, M.G. Decrease of nozzle clogging through fluid flow control. Metals 2020, 10, 1420. [Google Scholar] [CrossRef]
- Rimašauskas, M.; Kuncius, T.; Rimašauskienė, R. Processing of carbon fiber for 3D-printed continuous composite structures. Mater. Manuf. 2019, 34, 1528–1536. [Google Scholar] [CrossRef]
- Tofan, T.; Borodinas, S.; Kačianauskas, R.; Jasevičius, R. Modeling 3D Droplet Movement Using a Drop-on-Demand Inkjet Printhead Model. Processes 2022, 10, 1467. [Google Scholar] [CrossRef]
- Jia, Z.; Li, T.; Chiang, F.p.; Wang, L. An experimental investigation of the temperature effect on the mechanics of carbon fiber reinforced polymer composites. Compos. Sci. Technol. 2018, 154, 53–63. [Google Scholar] [CrossRef]
- Ghasemi, A.; Tabatabaeian, A.; Moradi, M. Residual stress and failure analyses of polymer matrix composites considering thermal cycling and temperature effects based on classical laminate plate theory. J. Compos. Mater. 2019, 53, 3021–3032. [Google Scholar] [CrossRef]
- González, S.; Laera, G.; Koussios, S.; Domínguez, J.; Lasagni, F.A. Simulation of thermal cycle aging process on fiber-reinforced polymers by extended finite element method. J. Compos. Mater. 2018, 52, 1947–1958. [Google Scholar] [CrossRef]
- Lafarie-Frenot, M.; Rouquie, S.; Ho, N.; Bellenger, V. Comparison of damage development in C/epoxy laminates during isothermal ageing or thermal cycling. Compos. Part A Appl. Sci. 2006, 37, 662–671. [Google Scholar] [CrossRef]
- Muna, I.I.; Mieloszyk, M. Temperature Influence on Additive Manufactured Carbon Fiber Reinforced Polymer Composites. Materials 2021, 14, 6413. [Google Scholar] [CrossRef]
- Sampedro, G.A.R.; Agron, D.J.S.; Amaizu, G.C.; Kim, D.S.; Lee, J.M. Design of an In-Process Quality Monitoring Strategy for FDM-Type 3D Printer Using Deep Learning. Appl. Sci. 2022, 12, 8753. [Google Scholar] [CrossRef]
- Agron, D.J.S.; Lee, J.M.; Kim, D.S. Nozzle thermal estimation for fused filament fabricating 3d printer using temporal convolutional neural networks. Appl. Sci. 2021, 11, 6424. [Google Scholar] [CrossRef]
- Maqsood, N.; Rimašauskas, M. Influence of printing process parameters and controlled cooling effect on the quality and mechanical properties of additively manufactured CCFRPC. Compos. Commun. 2022, 35, 101338. [Google Scholar] [CrossRef]
- Al Abadi, H.; Thai, H.T.; Paton-Cole, V.; Patel, V. Elastic properties of 3D-printed fiber-reinforced structures. Compos. Struct. 2018, 193, 8–18. [Google Scholar] [CrossRef]
- Azimpour-Shishevan, F.; Akbulut, H.; Mohtadi-Bonab, M. Thermal shock behavior of twill woven carbon fiber reinforced polymer composites. J. Compos. Sci. 2021, 5, 33. [Google Scholar] [CrossRef]
- Chung, D.D. 4-Polymer-Matrix Composites: Mechanical Properties and Thermal Performance. Carbon Compos. 2017, 218–255. [Google Scholar]
- Maqsood, N.; Rimašauskas, M. Characterization of carbon fiber reinforced PLA composites manufactured by fused deposition modeling. JCOMC 2021, 4, 100112. [Google Scholar] [CrossRef]
- Ghasemi, A.; Moradi, M. Low thermal cycling effects on mechanical properties of laminated composite materials. Mech. Mater. 2016, 96, 126–137. [Google Scholar] [CrossRef]
- Razak, Z.; Sulong, A.B.; Muhamad, N.; Haron, C.H.C.; Radzi, M.K.F.M.; Ismail, N.F.; Tholibon, D.; Tharazi, I. Effects of thermal cycling on physical and tensile properties of injection moulded kenaf/carbon nanotubes/polypropylene hybrid composites. Compos. B Eng. 2019, 168, 159–165. [Google Scholar] [CrossRef]
- Marcuello, C.; Foulon, L.; Chabbert, B.; Molinari, M.; Aguié-Béghin, V. Langmuir–Blodgett Procedure to Precisely Control the Coverage of Functionalized AFM Cantilevers for SMFS Measurements: Application with Cellulose Nanocrystals. Langmuir 2018, 34, 9376–9386. [Google Scholar] [CrossRef]
- Berzin, F.; Lemkhanter, L.; Marcuello, C.; Chabbert, B.; Aguié-Béghin, V.; Molinari, M.; Castellani, R.; Vergnes, B. Influence of the polarity of the matrix on the breakage mechanisms of lignocellulosic fibers during twin-screw extrusion. Polym. Compos. 2020, 41, 1106–1117. [Google Scholar] [CrossRef]
- Russell-Stevens, M.; Todd, R.; Papakyriacou, M. The effect of thermal cycling on the properties of a carbon fiber reinforced magnesium composite. Mater. Sci. Eng. A 2005, 397, 249–256. [Google Scholar] [CrossRef]
- Jensen, M.; Jakobsen, J. Effect of cure cycle on enthalpy relaxation and post shrinkage in neat epoxy and epoxy composites. J. Non. Cryst. Solids 2016, 452, 109–113. [Google Scholar] [CrossRef]
- Korolev, A.; Mishnev, M.; Vatin, N.I.; Ignatova, A. Prolonged thermal relaxation of the thermosetting polymers. Polymers 2021, 13, 4104. [Google Scholar] [CrossRef] [PubMed]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Elastic Strength | Elastic Modulus | Strain at Failure | Density | |
|---|---|---|---|---|
| (MPa) | (GPa) | (%) | (g/cm3) | |
| Fiber | 3530 | 230 | 1.5 | 1.76 |
| Matrix | 46.6 | 2.636 | 1.9 | 1.17 |
| Parameter | Value |
|---|---|
| Nozzle diameter | 1.5 mm |
| Extrusion multiplier | 0.7 |
| Primary layer height | 0.5 mm |
| Interior infill | 100% |
| Infill pattern | rectilinear |
| Nozzle temperature | 220 C |
| Bed temperature | 90 C |
| Printing speed | 3 mm/s |
| Test Group | Before Treatment | After Treatment | ||||
|---|---|---|---|---|---|---|
| (mm) | (mm) | (mm) | (mm) | (mm) | (mm) | |
| Untreated | 148.32 ± 1.04 | 12.65 ± 0.21 | 2.14 ± 0.02 | - | ||
| Stable | 149.88 ± 0.28 | 13.19 ± 0.25 | 2.18 ± 0.05 | no variation | ||
| Cyclic | 149.97 ± 0.42 | 12.95 ± 0.12 | 2.08 ± 0.02 | 150.37 ± 0.42 | 12.1 ± 0.21 | 1.74 ± 0.07 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Muna, I.I.; Mieloszyk, M.; Rimasauskiene, R.; Maqsood, N.; Rimasauskas, M. Thermal Effects on Mechanical Strength of Additive Manufactured CFRP Composites at Stable and Cyclic Temperature. Polymers 2022, 14, 4680. https://doi.org/10.3390/polym14214680
Muna II, Mieloszyk M, Rimasauskiene R, Maqsood N, Rimasauskas M. Thermal Effects on Mechanical Strength of Additive Manufactured CFRP Composites at Stable and Cyclic Temperature. Polymers. 2022; 14(21):4680. https://doi.org/10.3390/polym14214680
Chicago/Turabian StyleMuna, Isyna Izzal, Magdalena Mieloszyk, Ruta Rimasauskiene, Nabeel Maqsood, and Marius Rimasauskas. 2022. "Thermal Effects on Mechanical Strength of Additive Manufactured CFRP Composites at Stable and Cyclic Temperature" Polymers 14, no. 21: 4680. https://doi.org/10.3390/polym14214680
APA StyleMuna, I. I., Mieloszyk, M., Rimasauskiene, R., Maqsood, N., & Rimasauskas, M. (2022). Thermal Effects on Mechanical Strength of Additive Manufactured CFRP Composites at Stable and Cyclic Temperature. Polymers, 14(21), 4680. https://doi.org/10.3390/polym14214680