

Comparative Investigation of Nano-Sized Silica and Micrometer-Sized Calcium Carbonate on Structure and Properties of Natural Rubber Composites



Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Sample Preparation
2.3. Characterizations
2.3.1. Rheometric Testing
2.3.2. Morphological Characteristics
2.3.3. Equilibrium Swelling Testing
2.3.4. Rubber–Filler Interactions Testing
2.3.5. Temperature Scanning Stress Relaxation (TSSR) Testing
2.3.6. Tensile Testing
2.3.7. Dynamic Mechanical Property Testing
2.3.8. Wide-Angle X-ray Scattering (WAXS) Testing
3. Results
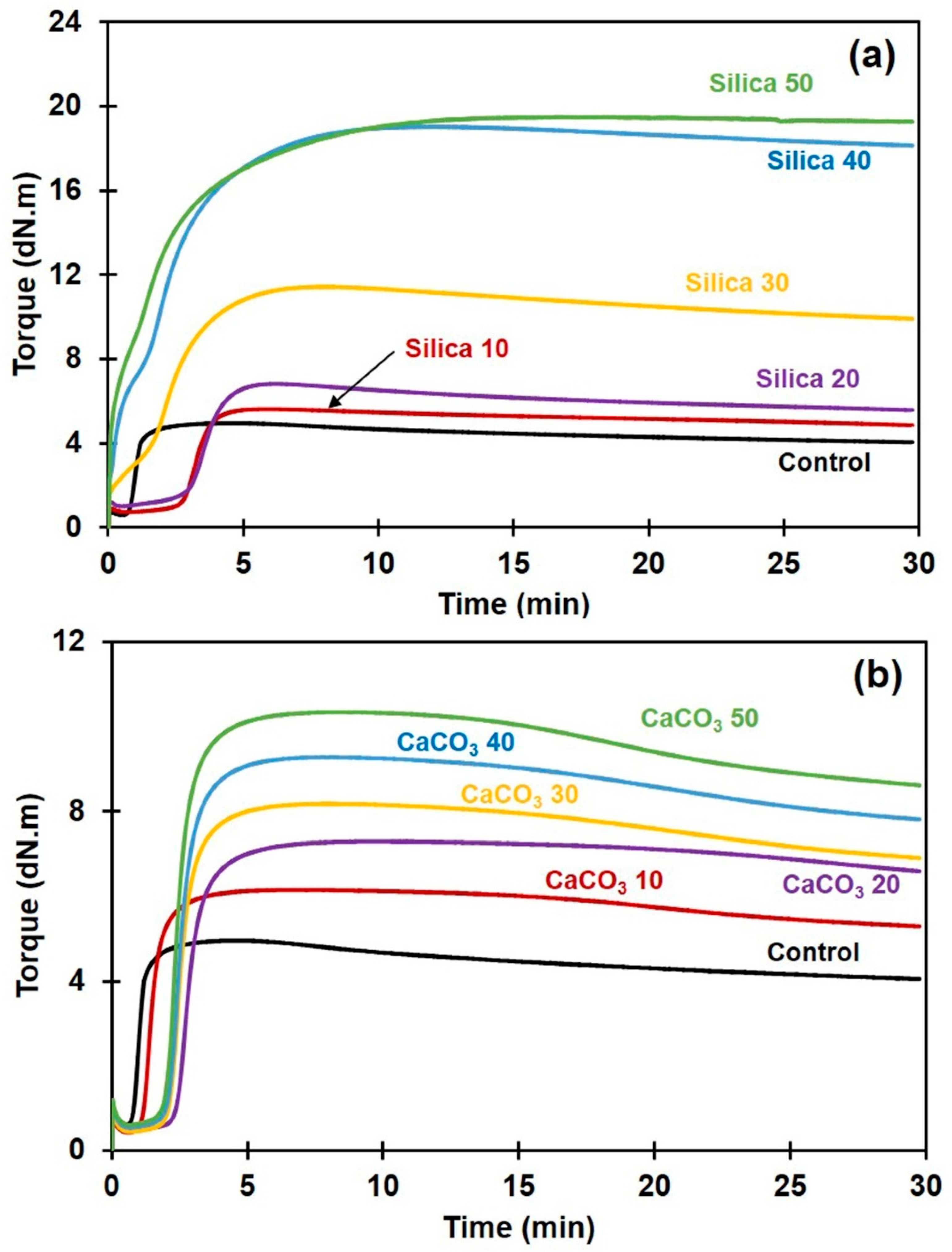
3.1. Curing Characteristics
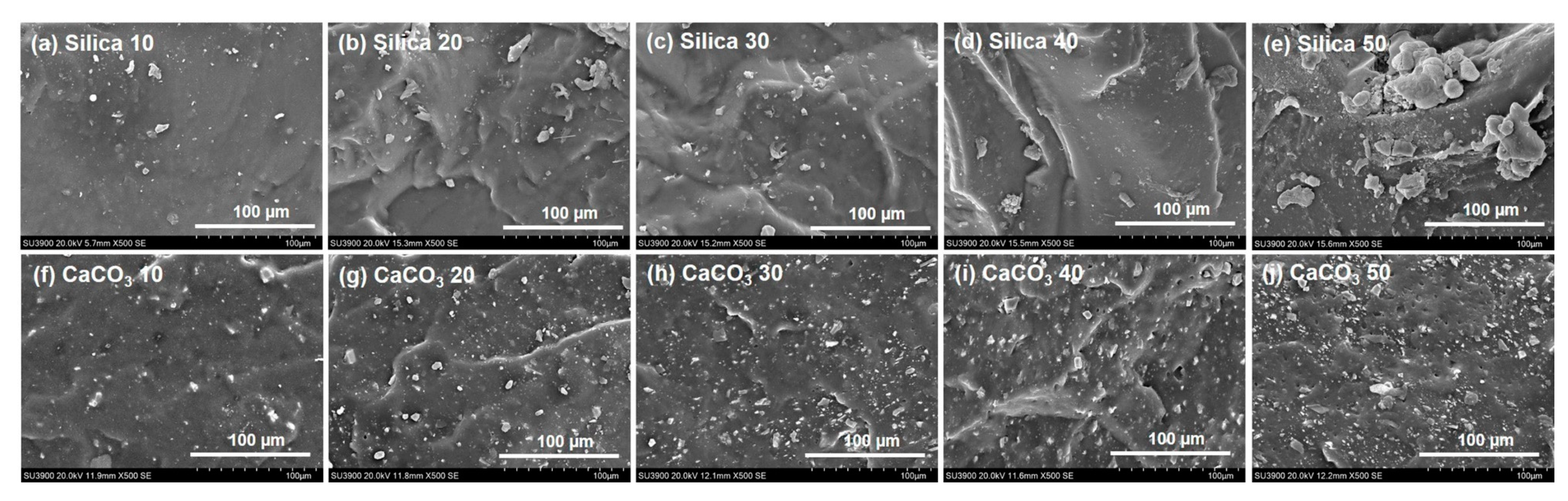
3.2. Morphological Properties
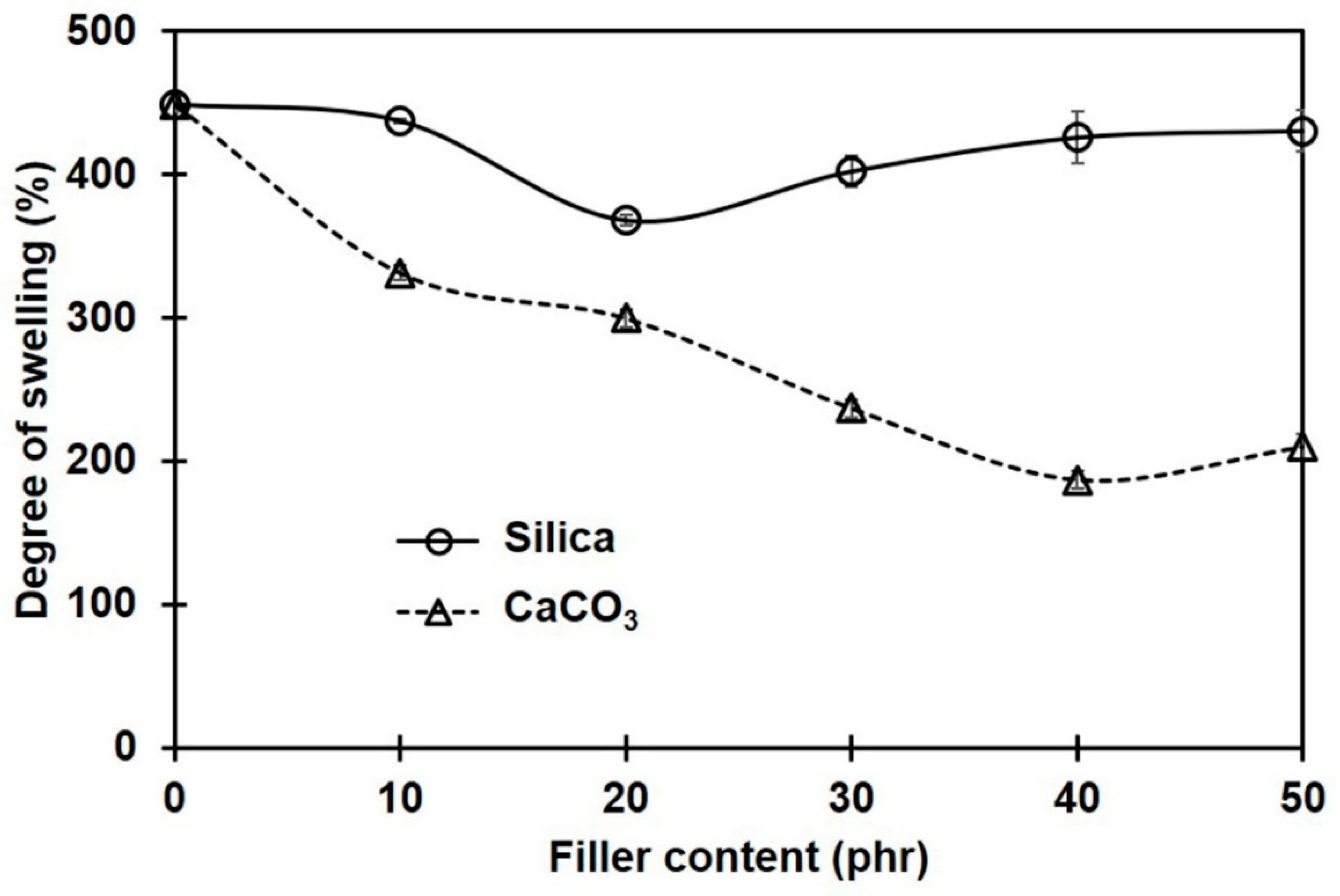
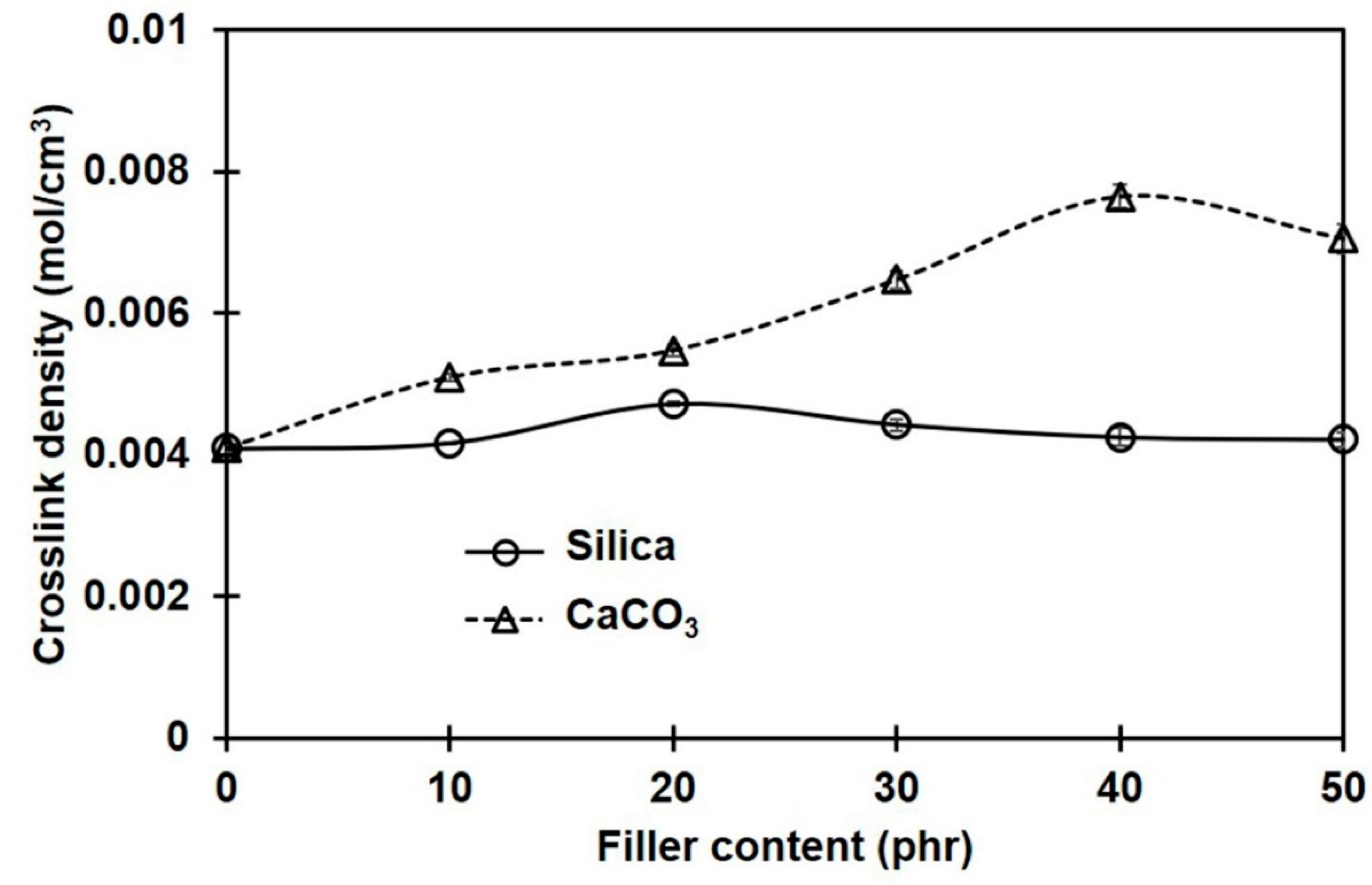
3.3. Equilibrium Swelling and Crosslink Density
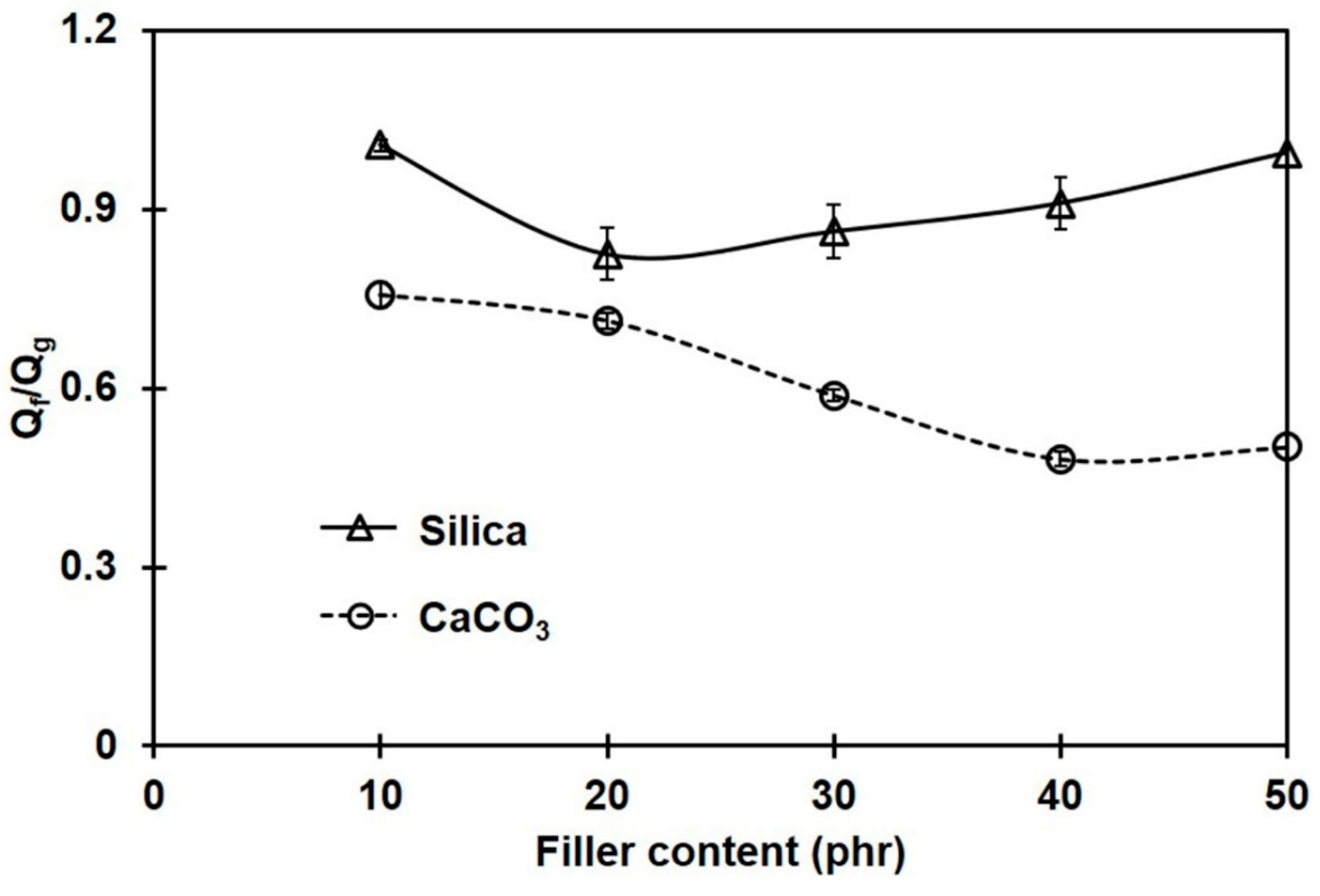
3.4. Rubber–Filler Interactions
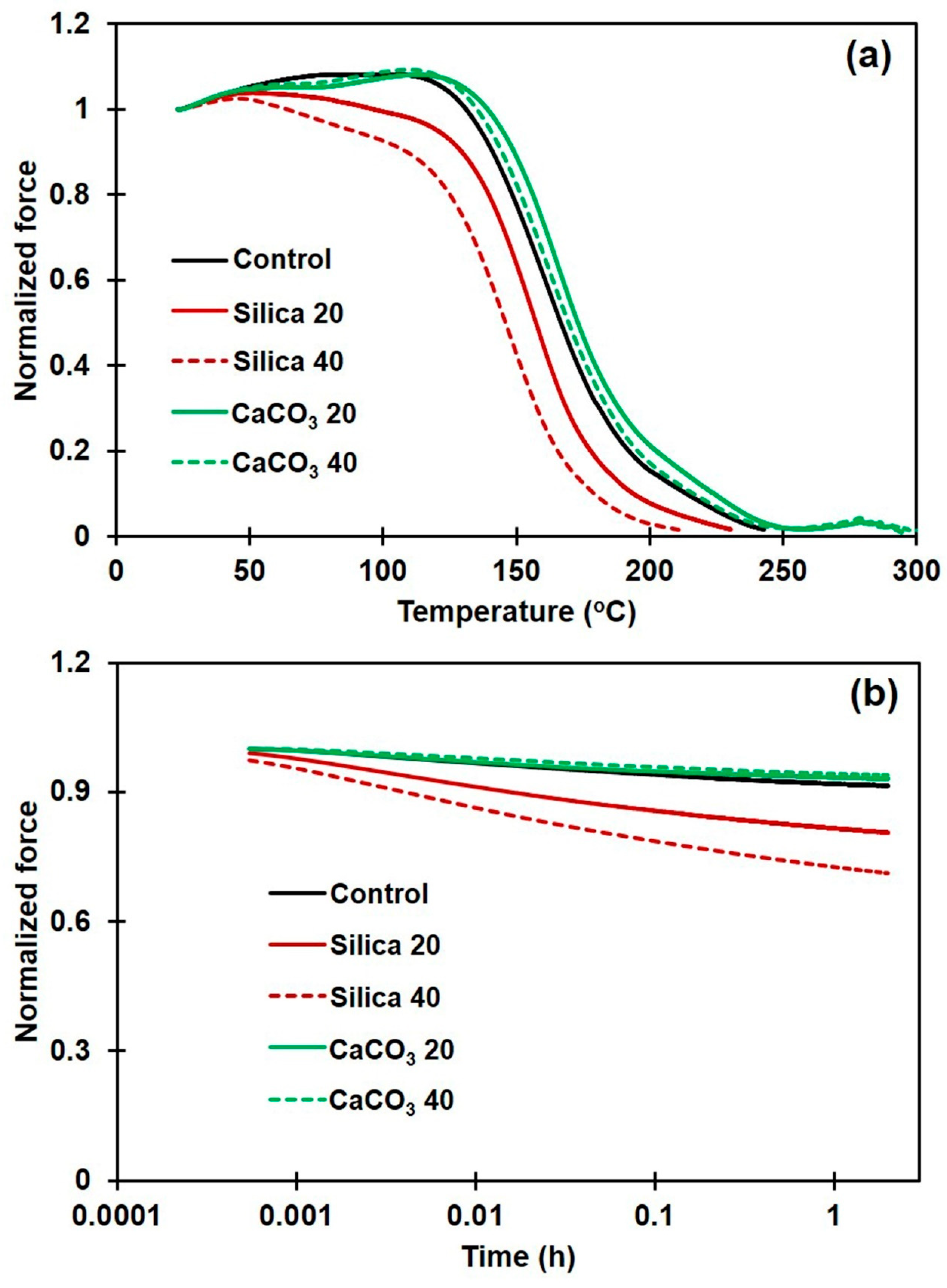
3.5. Stress Relaxation
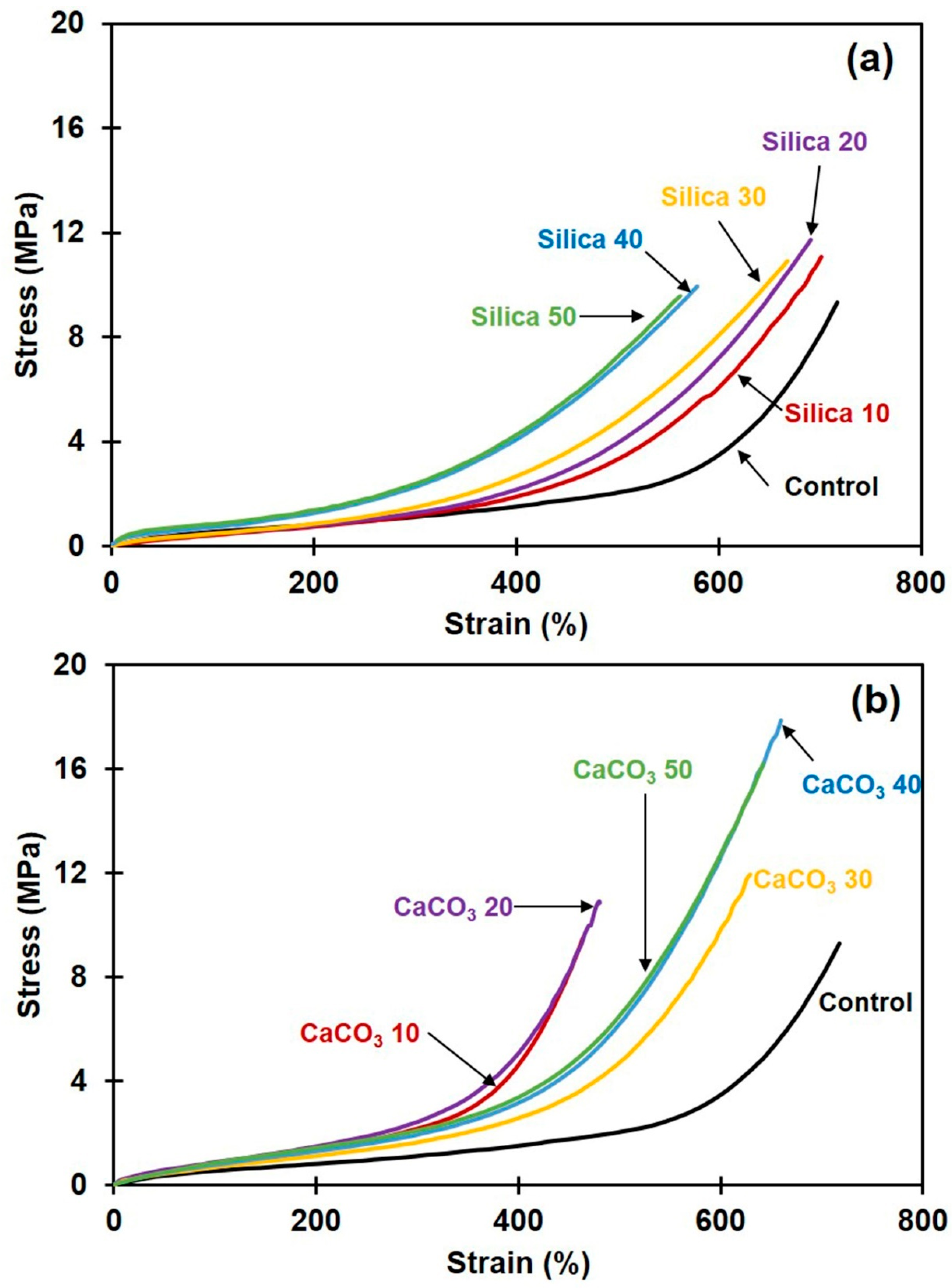
3.6. Tensile Properties
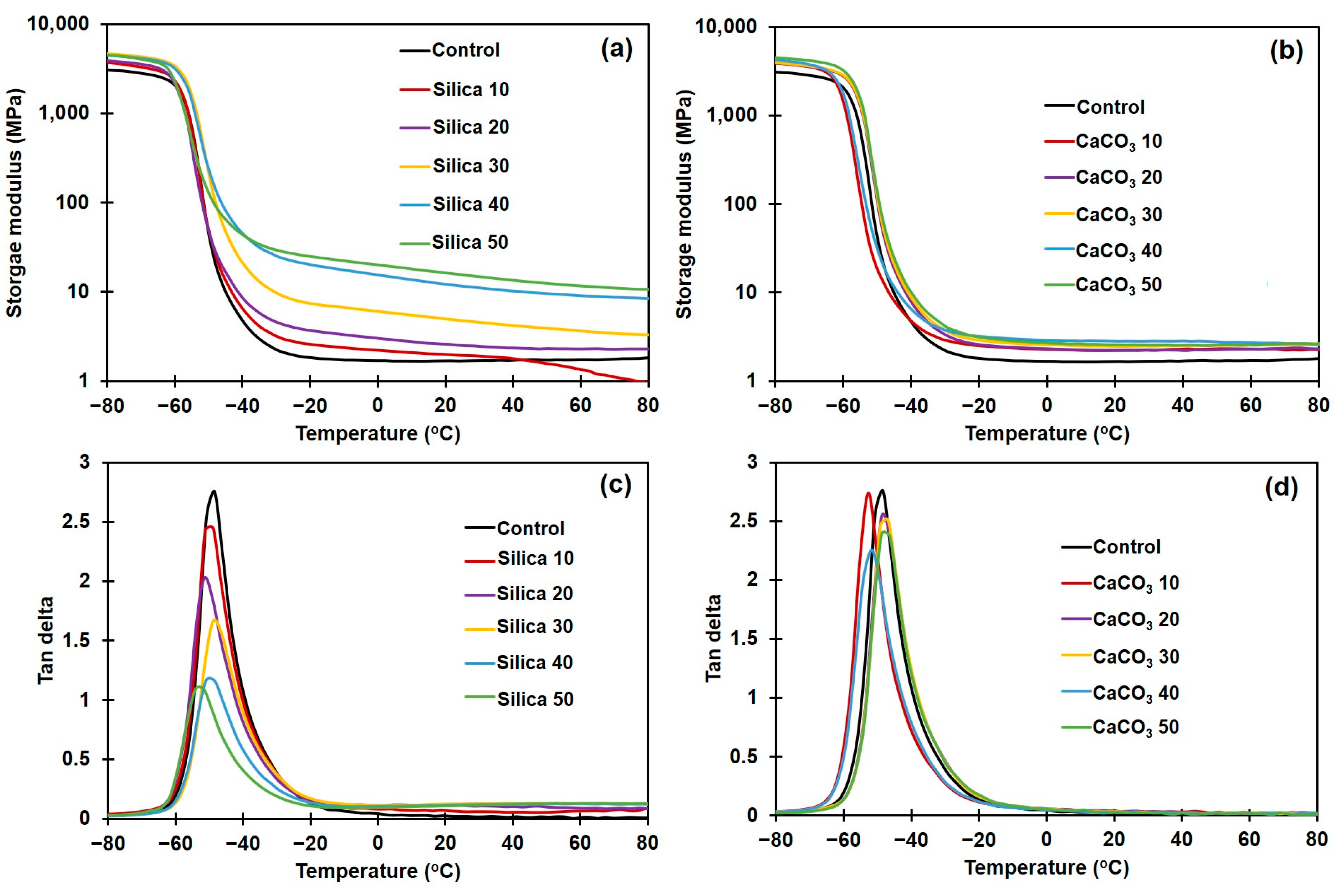
3.7. Dynamic Mechanical Properties
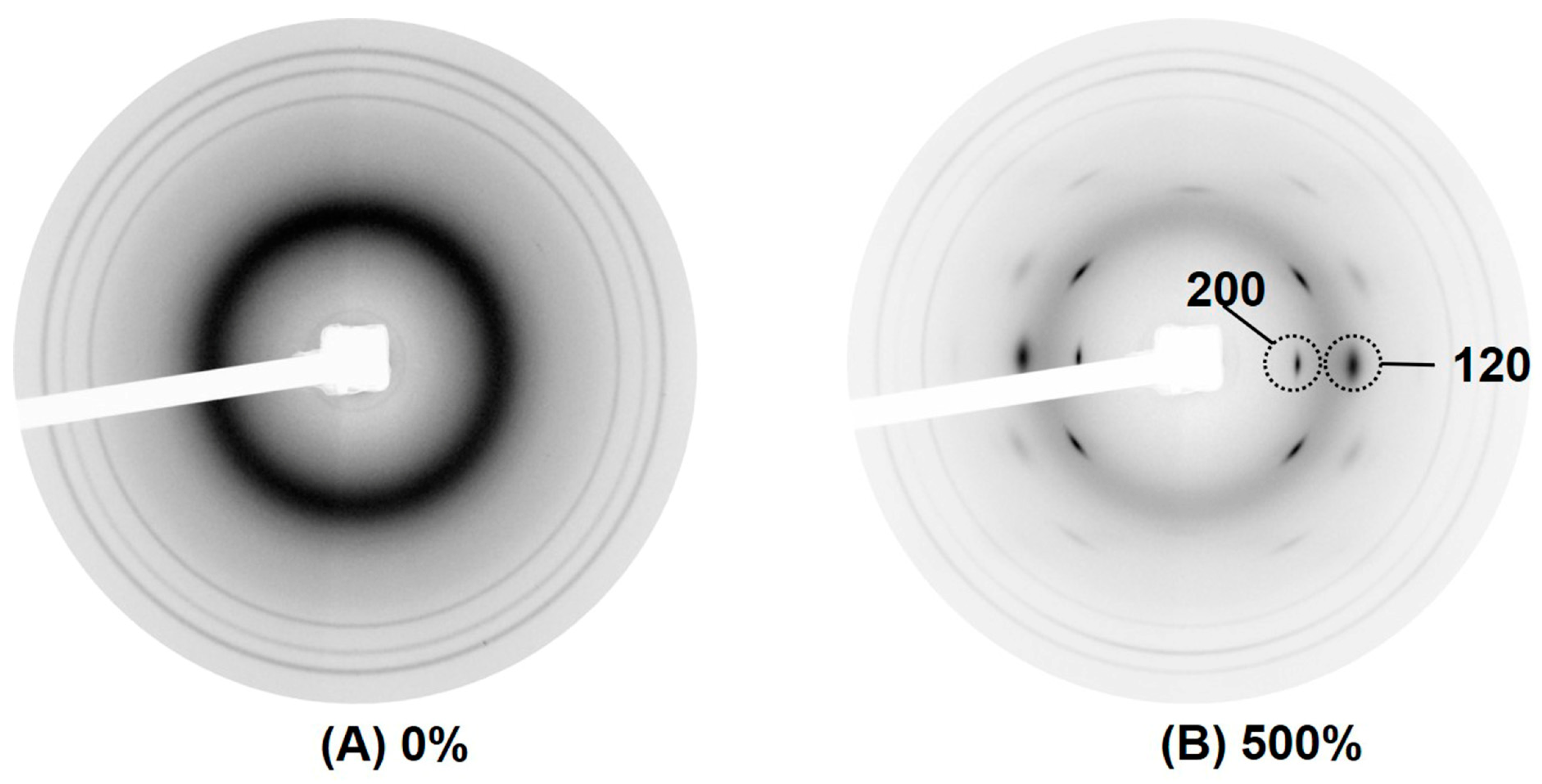
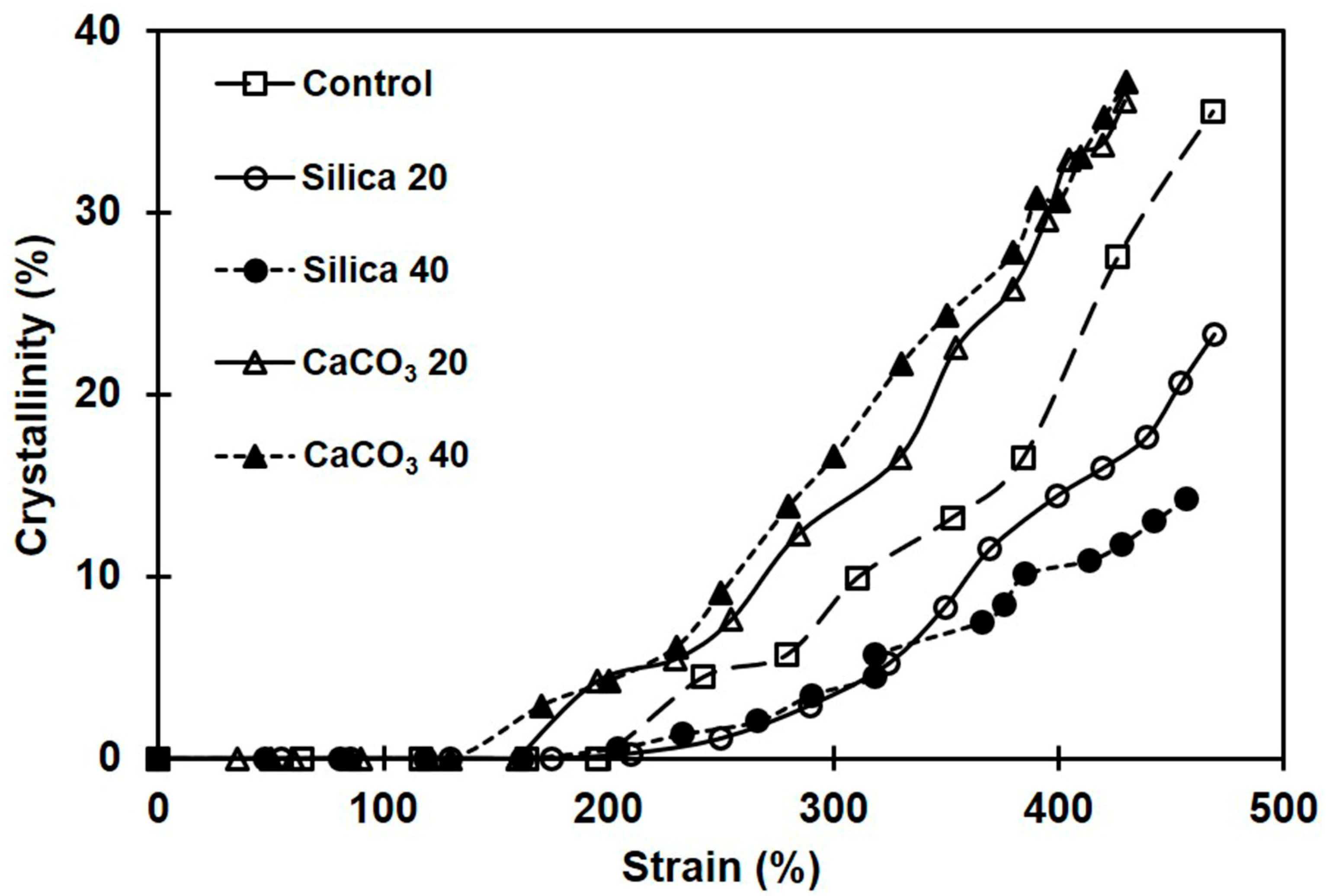
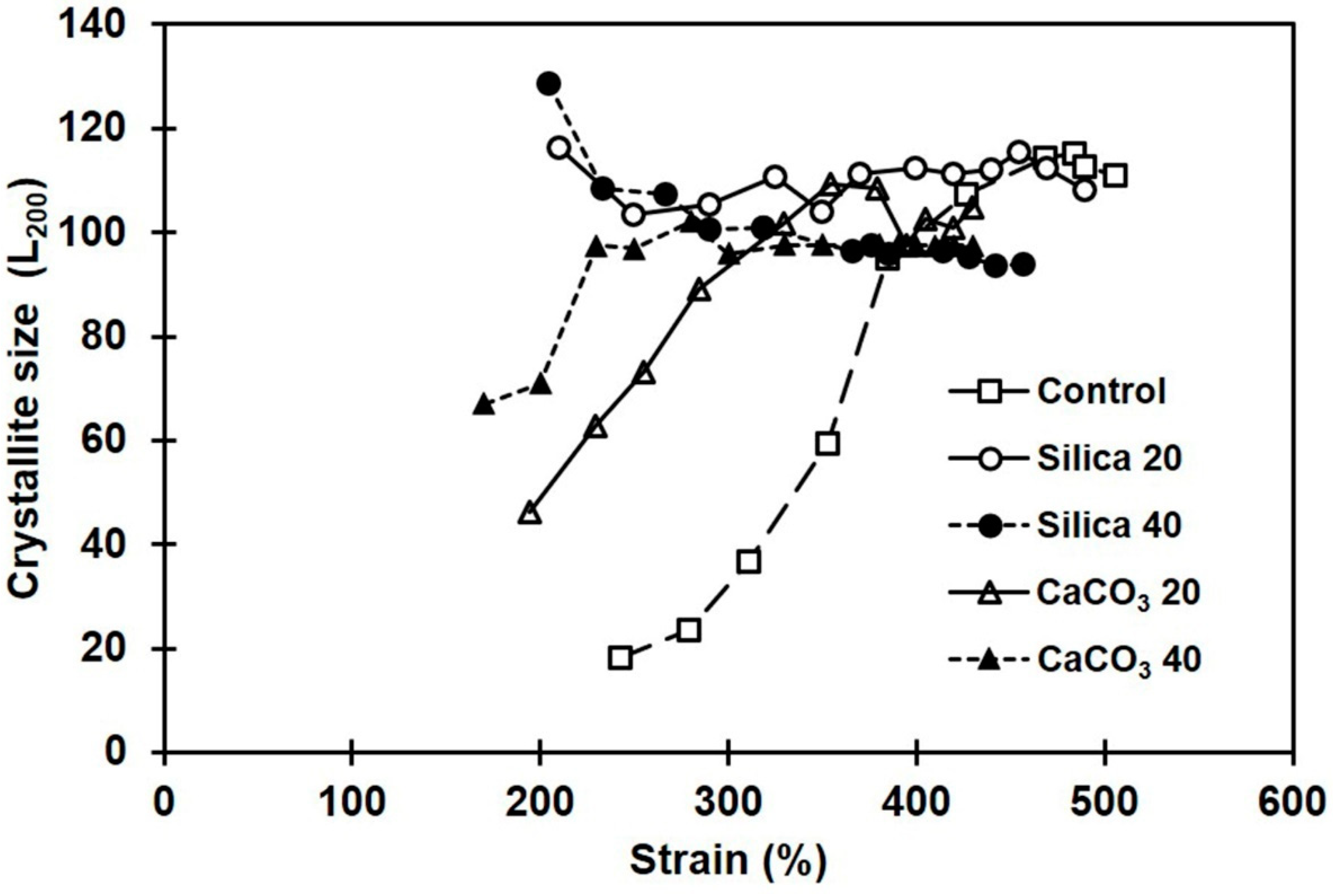
3.8. Strain-Induced Crystallization
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Chenal, J.M.; Gauthier, C.; Chazeau, L.; Guy, L.; Bomal, Y. Parameters governing strain induced crystallization in filled natural rubber. Polymer 2007, 48, 6893–6901. [Google Scholar] [CrossRef]
- Roy, K.; Debnath, S.C.; Potiyaraj, P. A critical review on the utilization of various reinforcement modifiers in filled rubber composites. J. Elastomers Plast. 2020, 52, 167–193. [Google Scholar] [CrossRef]
- Pajarito, B.B. Differentiation of non-black fillers in rubber composites using linear discriminant analysis of principal components. Sci. Eng. Compos. Mater. 2019, 26, 282–291. [Google Scholar] [CrossRef]
- Pongdong, W.; Nakason, C.; Kummerlowe, C.; Vennemann, N. Influence of filler from a renewable resource and silane coupling agent on the properties of epoxidized natural rubber vulcanizates. J. Chem. 2015, 2015, 796459. [Google Scholar] [CrossRef]
- Ismail, H.; Mathialagan, M. Comparative study on the effect of partial replacement of silica or calcium carbonate by bentonite on the properties of EPDM composites. Polym. Test. 2012, 31, 199–208. [Google Scholar] [CrossRef]
- Mouri, H.; Akutagawa, K. Improved tire wet traction through the use of mineral fillers. Rubber Chem. Technol. 1999, 72, 960–968. [Google Scholar] [CrossRef]
- Ward, A.A.; Stoll, B.; von Soden, W.; Herminghaus, S.; Mansour, A.A. Effect of cyclic deformations on the dynamic-mechanical properties of silica-filled butyl rubber. Macromol. Mater. Eng. 2003, 288, 971–979. [Google Scholar] [CrossRef]
- Choi, S.S. Influence of the silica content on rheological behaviour and cure characteristics of silica-filled styrene–butadiene rubber compounds. Polym. Int. 2001, 50, 524–530. [Google Scholar] [CrossRef]
- Ismail, H.; Mega, L. The effects of a compatibilizer and a silane coupling agent on the mechanical properties of white rice husk ash filled polypropylene/natural rubber blend. Polym.-Plast. Technol. Eng. 2001, 40, 463–478. [Google Scholar] [CrossRef]
- Surya, I.; Ismail, H.; Azura, A.R. The comparison of alkanolamide and silane coupling agent on the properties of silica-filled natural rubber (SMR-L) compounds. Polym. Test. 2014, 40, 24–32. [Google Scholar] [CrossRef]
- Chandran, V.; Manvel Raj, T.; Lakshmanan, T.; Senthil Kumar, M. Influence of natural rubber composites on different fillers to assess mechanical performance. Int. J. Eng. Trans. C Asp. 2015, 28, 932–939. [Google Scholar]
- Song, X.; Yoshino, H.; Shibata, H.; Nagatani, A.; Ueda, Y. Mechanical properties of styrene–butadiene–styrene block copolymer composites filled with calcium carbonate treated by liquid polybutadienes. J. Appl. Polym. Sci. 2009, 113, 3661–3670. [Google Scholar] [CrossRef]
- Arayapranee, W.; Rempel, G.L. A comparison of the properties of rice husk ash, silica, and calcium carbonate filled 75: 25 NR/EPDM blends. J. Appl. Polym. Sci. 2008, 110, 1165–1174. [Google Scholar] [CrossRef]
- Poompradub, S.; Ikeda, Y.; Kokubo, Y.; Shiono, T. Cuttlebone as reinforcing filler for natural rubber. Eur. Polym. J. 2008, 44, 4157–4164. [Google Scholar] [CrossRef]
- Moonchai, D.; Moryadee, N.; Poosodsang, N. Comparative properties of natural rubber vulcanisates filled with defatted rice bran, clay and calcium carbonate. Maejo Int. J. Sci. Technol. 2012, 6, 249–258. [Google Scholar]
- Surya, I.; Maulina, S.; Ismail, H. Effect of epoxidised natural rubbers a calcium carbonate-filled natural rubber compounds. Malays. J. Anal. Sci. 2018, 22, 1014–1022. [Google Scholar]
- Flory, P.J. Statistical mechanics of swelling of network structures. J. Chem. Phys. 1950, 18, 108–111. [Google Scholar] [CrossRef]
- Carretero-Gonzalez, J.; Retsos, H.; Verdejo, R.; Toki, S.; Hsiao, B.S.; Giannelis, E.P.; Lopez-Manchado, M.A. Effect of nanoclay on natural rubber microstructure. Macromolecules 2008, 41, 6763–6772. [Google Scholar] [CrossRef]
- Lorenz, O.; Parks, C.R. The crosslinking efficiency of some vulcanizing agents in natural rubber. J. Polym. Sci. 1961, 50, 299–312. [Google Scholar] [CrossRef]
- Hayeemasae, N.; Zakaria, N.H.; Ismail, H. Epoxidized natural rubber/modified sepiolite composites. KGK-Kautsch. Gummi Kunst. 2017, 7–8, 18–25. [Google Scholar]
- ISO 527-2; Plastics—Determination of Tensile Properties—Part 2: Test Conditions for Moulding and Extrusion Plastics. ISO: Geneva, Switzerland, 2012.
- ISO 37; Rubber, Vulcanized or Thermoplastic—Determination of Tensile Stress-Strain Properties. ISO: Geneva, Switzerland, 2017.
- Hernandez, M.; Lopez-Manchado, M.A.; Sanz, A.; Nogales, A.; Ezquerra, T.A. Effects of strain-induced crystallization on the segmental dynamics of vulcanized natural rubber. Macromolecules 2011, 44, 6574–6580. [Google Scholar] [CrossRef]
- Huneau, B. Strain-induced crystallization of natural rubber: A review of X-ray diffraction investigations. Rubber Chem. Technol. 2011, 84, 425–452. [Google Scholar] [CrossRef]
- Surya, I.; Ismail, H. Alkanolamide as a novel accelerator and vulcanising agent in carbon black-filled polychloroprene rubber compounds. Plast. Rubber Compos. 2016, 45, 287–293. [Google Scholar] [CrossRef]
- Pongdong, W.; Kummerlowe, C.; Vennemann, N.; Thitithammawong, A.; Nakason, C. A comparative study of rice husk ash and siliceous earth as reinforcing fillers in epoxidized natural rubber composites. Polym. Compos. 2018, 39, 414–426. [Google Scholar] [CrossRef]
- Abdallah Khalaf, E.S. A comparative study for the main properties of silica and carbon black Filled bagasse-styrene butadiene rubber composites. Polym. Polym. Compos. 2023, 31, 09673911231171035. [Google Scholar] [CrossRef]
- Younan, A.F.; Abd-El-Messieh, S.L.; Gasser, A.A. Electrical and mechanical properties of ethylene propylene diene monomerchloroprene rubber blend loaded with white and black fillers. J. Appl. Polym. Sci. 1998, 70, 2061–2068. [Google Scholar] [CrossRef]
- Saramolee, P.; Trubmusik, S.; Sunthondecha, T.; Nisoa, M.; Johns, J. Effect of plasma-polymerised acetylene-coated silica on the compound properties of natural rubber composites. Heliyon 2021, 7, e08120. [Google Scholar] [CrossRef] [PubMed]
- Meera, A.P.; Said, S.; Grohens, Y.; Luyt, A.S.; Thomas, S. Tensile stress relaxation studies of TiO2 and nanosilica filled natural rubber composites. Ind. Eng. Chem. Res. 2009, 48, 3410–3416. [Google Scholar] [CrossRef]
- Sattayanurak, S.; Noordermeer, J.W.M.; Sahakaro, K.; Kaewsakul, W.; Dierkes, W.K.; Blume, A. Silica-reinforced natural rubber: Synergistic effects by addition of small amounts of secondary fillers to silica-reinforced natural rubber tire tread compounds. Adv. Mater. Sci. Eng. 2019, 2019, 5891051. [Google Scholar] [CrossRef]
- Fernandez, S.S.; Kunchandy, S. Comparative study of the cure and mechanical properties of natural rubber/expandable graphite vulcanizate filled with nano and precipitated calcium carbonate. Asian J. Chem. 2013, 25, 8638–8642. [Google Scholar] [CrossRef]
- Ismail, H.; Poh, B.T.; Tan, K.S.; Moorthy, M. Effect of filler loading on cure time and swelling behaviour of SMR L/ENR 25 and SMR L/SBR blends. Polym. Int. 2003, 52, 685–691. [Google Scholar] [CrossRef]
- Ahmed, K.; Nizami, S.S.; Raza, N.Z.; Mahmood, K. Mechanical, swelling, and thermal aging properties of marble sludge-natural rubber composites. Int. J. Ind. Chem. 2012, 3, 21. [Google Scholar] [CrossRef]
- Ismail, H.; Abdul Khalil, H.P.S. The effects of partial replacement of oil palm wood flour by silica and silane coupling agent on properties of natural rubber compounds. Polym. Test. 2001, 20, 33–41. [Google Scholar] [CrossRef]
- Hayeemasae, N.; Waesateh, K.; Soontaranon, S.; Masa, A. Effect of vulcanization systems and crosslink density on tensile properties and network structure of natural rubber. J. Teknol. 2022, 84, 181–187. [Google Scholar] [CrossRef]
- Salgueiro, W.; Marzocca, A.; Somoza, A.; Consolati, G.; Cerveny, S.; Quasso, F.; Goyanes, S. Dependence of the network structure of cured styrene butadiene rubber on the sulphur content. Polymer 2004, 45, 6037–6044. [Google Scholar] [CrossRef]
- Ismail, H.; Omar, N.; Othman, N. Effect of carbon black loading on curing characteristics and mechanical properties of waste tyre dust/carbon black hybrid filler filled natural rubber compounds. J. Appl. Polym. Sci. 2011, 121, 1143–1150. [Google Scholar] [CrossRef]
- Promsung, R.; Nakaramontri, Y.; Uthaipan, N.; Kummerloewe, C.; Johns, J.; Vennemann, N.; Kalkornsurapranee, E. Effects of protein contents in different natural rubber latex forms on the properties of natural rubber vulcanized with glutaraldehyde. Express Polym. Lett. 2021, 15, 308–318. [Google Scholar] [CrossRef]
- Vennemann, N.; Wu, M. Thermoelastic properties and relaxation behavior of S-SBR/silica vulcanizates. Rubber World 2021, 246, 18–23. [Google Scholar]
- Nakaramontri, Y.; Kummerlowe, C.; Vennemann, N.; Wisunthorn, S.; Pichaiyut, S.; Nakason, C. Effect of bis (triethoxysilylpropyl) tetrasulfide (TESPT) on properties of carbon nanotubes and conductive carbon black hybrid filler filled natural rubber nanocomposites. Express Polym. Lett. 2018, 12, 867–884. [Google Scholar] [CrossRef]
- da Rocha, E.B.D.; Linhares, F.N.; Gabriel, C.F.S.; de Sousa, A.M.F.; Furtado, C.R.G. Stress relaxation of nitrile rubber composites filled with a hybrid metakaolin/carbon black filler under tensile and compressive forces. Appl. Clay Sci. 2018, 151, 181–188. [Google Scholar] [CrossRef]
- Costa, H.M.; Visconte, L.L.Y.; Nunesand, R.C.R.; Furtado, C.R.G. The effect of coupling agent and chemical treatment on ricehusk ash-filled natural rubber composites. J. Appl. Polym. Sci. 2000, 76, 1019–1027. [Google Scholar] [CrossRef]
- Khan, I.; Bhat, A.H. Micro and nano calcium carbonate filled natural rubber composites and nanocomposites. In Natural Rubber Materials, Vol 2: Composites and Nanocomposites; Thomas, S., Maria, H.J., Joy, J.P., Chan, C.H., Pothens, L.A., Eds.; The Royal Society of Chemistry: Cambridge, UK, 2014; pp. 467–487. [Google Scholar]
- Jong, L. Synergistic effect of calcium carbonate and biobased particles for rubber reinforcement and comparison to silica reinforced rubber. J. Compos. Sci. 2020, 4, 113. [Google Scholar] [CrossRef]
- Phumnok, E.; Khongprom, P.; Ratanawilai, S. Preparation of natural rubber composites with high silica contents using a wet mixing process. ACS Omega 2022, 7, 8364–8376. [Google Scholar] [CrossRef] [PubMed]
- Hayeemasae, N.; Adair, A.; Masa, A. Comparative study on viscosities, stress relaxation, curing and mechanical properties of sepiolite and silica filled natural rubber composites. Malays. J. Anal. Sci. 2022, 26, 176–190. [Google Scholar]
- George, K.M.; Varkey, J.K.; George, B.; Joseph, S.; Thomas, K.T.; Mathew, N.M. Physical and dynamic mechanical properties of silica filled nitrile rubber modified with epoxidised natural rubber. Kautsch. Gummi Kunstst. 2006, 59, 544–549. [Google Scholar]
- Liang, J.Z. Dynamic mechanical properties and characterization of inorganic particulate-filled polymer composites. J. Thermoplast. Compos. Mater. 2011, 24, 207–220. [Google Scholar] [CrossRef]
- Datta, J.; Kosiorek, P.; Wloch, M. Effect of high loading of titanium dioxide particles on the morphology, mechanical and thermo-mechanical properties of the natural rubber-based composites. Iran. Polym. J. 2016, 25, 1021–1035. [Google Scholar] [CrossRef]
- Castillo, F.Y.; Socher, R.; Krause, B.; Headrick, R.; Grady, B.P.; Prada-Silvy, R.; Potschke, P. Electrical, mechanical, and glass transition behavior of polycarbonate-based nanocomposites with different multi-walled carbon nanotubes. Polymer 2011, 52, 3835–3845. [Google Scholar] [CrossRef]
- Hsieh, A.J.; Moy, P.; Beyer, F.L.; Madison, P.; Napadensky, E.; Ren, J.; Krishnamoorti, R. Mechanical response and rheological properties of polycarbonate layered-silicate nanocomposites. Polym. Eng. Sci. 2004, 44, 825–837. [Google Scholar] [CrossRef]
- Potschke, P.; Bhattacharyya, A.R.; Janke, A.; Goering, H. Melt mixing of polycarbonate/multi-wall carbon nanotube composites. Compos. Interfaces 2003, 10, 389–404. [Google Scholar] [CrossRef]
- Sengloyluan, K.; Sahakaro, K.; Dierkes, W.K.; Noordermeer, J.W.M. Silane grafted natural rubber and its compatibilization effect on silica-reinforced rubber tire compounds. Express Polym. Lett. 2017, 11, 1003–1022. [Google Scholar] [CrossRef]
- Bandyopadhyaya, S.; Kitey, R.; Upadhyay, C.S. The effect of carbon black content on viscoelastic properties of vulcanized natural rubber. Phys. Sci. Forum 2022, 4, 9. [Google Scholar] [CrossRef]
- Babal, A.S.; Gupta, R.; Singh, B.P.; Dhakate, S.R. Depression in glass transition temperature of multiwalled carbon nanotubes reinforced polycarbonate composites: Effect of functionalization. RSC Adv. 2015, 5, 43462–43472. [Google Scholar] [CrossRef]
- Hayeemasae, N.; Soontaranon, S.; Masa, A. Influence of different vulcanizing agents on structures and properties of sepiolite-filled natural rubber composites. Express Polym. Lett. 2023, 17, 181–195. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Chemical | Quantity (phr) | |
|---|---|---|
| Silica | CaCO3 | |
| STR 20 | 100 | 100 |
| ZnO | 3 | 3 |
| Strearic acid | 1 | 1 |
| TMQ | 1 | 1 |
| Filler | 0, 10, 20, 30, 40 and 50 | 0, 10, 20, 30, 40 and 50 |
| CBS | 1.2 | 1.2 |
| Sulfur | 1.5 | 1.5 |
| Sample\Property | ML (dNm) | MH (dNm) | MH − ML (dNm) | CRI (min−1) |
|---|---|---|---|---|
| Control | 0.60 | 4.95 | 4.35 | 166.67 |
| Silica 10 | 0.73 | 5.62 | 4.89 | 101.01 |
| Silica 20 | 1.01 | 6.82 | 5.81 | 73.53 |
| Silica 30 | 1.62 | 11.43 | 9.81 | 74.63 |
| Silica 40 | 2.29 | 19.04 | 16.75 | 20.37 |
| Silica 50 | 2.61 | 19.50 | 16.89 | 17.21 |
| Control | 0.60 | 4.95 | 4.35 | 166.67 |
| CaCO3 10 | 0.42 | 6.15 | 5.73 | 100.00 |
| CaCO3 20 | 0.48 | 7.29 | 6.81 | 78.50 |
| CaCO3 30 | 0.44 | 8.18 | 7.74 | 75.76 |
| CaCO3 40 | 0.54 | 9.28 | 8.74 | 73.00 |
| CaCO3 50 | 0.60 | 10.34 | 9.74 | 72.46 |
| Parameter\Sample | Control | Silica 20 | Silica 40 | CaCO3 20 | CaCO3 40 |
|---|---|---|---|---|---|
| σ0 (MPa) | 0.31 | 0.31 | 0.33 | 0.4 | 0.47 |
| T10 (°C) | 141.2 | 129.6 | 109.1 | 149.3 | 144.7 |
| T50 (°C) | 166.8 | 157.4 | 146 | 173.1 | 169.6 |
| T90 (°C) | 213.8 | 193.9 | 179.2 | 224.2 | 216.4 |
| Slope value | −0.0125 | −0.0253 | −0.0371 | −0.0086 | −0.0092 |
| Sample\Property | 100M (MPa) | TS (MPa) | EB (%) |
|---|---|---|---|
| Control | 0.57 ± 0.02 | 9.24 ± 1.21 | 702 ± 39 |
| Silica 10 | 0.43 ± 0.02 | 10.98 ± 0.15 | 697 ± 7 |
| Silica 20 | 0.47± 0.03 | 11.11 ± 0.89 | 700 ± 13 |
| Silica 30 | 0.49 ± 0.00 | 10.56 ± 0.48 | 686 ± 25 |
| Silica 40 | 0.68 ± 0.08 | 9.99 ± 0.59 | 594 ± 33 |
| Silica 50 | 0.87 ± 0.12 | 9.37 ± 0.27 | 586 ± 36 |
| Control | 0.57 ± 0.02 | 9.24 ± 1.21 | 702 ± 39 |
| CaCO3 10 | 0.74 ± 0.05 | 8.82 ± 0.98 | 466 ± 4 |
| CaCO3 20 | 0.84 ± 0.02 | 10.42 ± 0.60 | 477 ± 5 |
| CaCO3 30 | 0.71 ± 0.10 | 12.85 ± 0.79 | 681 ± 73 |
| CaCO3 40 | 0.80 ± 0.02 | 17.37 ± 0.72 | 663 ± 4 |
| CaCO3 50 | 0.86 ± 0.02 | 16.62 ± 0.18 | 648 ± 18 |
| Sample | E′ (MPa) | tan δmax | Tg (°C) | Sample | E′ (MPa) | tan δmax | Tg (°C) |
|---|---|---|---|---|---|---|---|
| Control | 1.68 | 2.76 | −48 | Control | 1.68 | 2.76 | −48 |
| Silica 10 | 1.95 | 2.45 | −49 | CaCO3 10 | 2.23 | 2.74 | −53 |
| Silica 20 | 2.50 | 2.02 | −51 | CaCO3 20 | 2.25 | 2.54 | −49 |
| Silica 30 | 4.75 | 1.67 | −49 | CaCO3 30 | 2.48 | 2.52 | −47 |
| Silica 40 | 11.66 | 1.17 | −51 | CaCO3 40 | 2.84 | 2.25 | −52 |
| Silica 50 | 15.18 | 1.09 | −54 | CaCO3 50 | 2.58 | 2.40 | −49 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hayeemasae, N.; Soontaranon, S.; Masa, A. Comparative Investigation of Nano-Sized Silica and Micrometer-Sized Calcium Carbonate on Structure and Properties of Natural Rubber Composites. Polymers 2024, 16, 1051. https://doi.org/10.3390/polym16081051
Hayeemasae N, Soontaranon S, Masa A. Comparative Investigation of Nano-Sized Silica and Micrometer-Sized Calcium Carbonate on Structure and Properties of Natural Rubber Composites. Polymers. 2024; 16(8):1051. https://doi.org/10.3390/polym16081051
Chicago/Turabian StyleHayeemasae, Nabil, Siriwat Soontaranon, and Abdulhakim Masa. 2024. "Comparative Investigation of Nano-Sized Silica and Micrometer-Sized Calcium Carbonate on Structure and Properties of Natural Rubber Composites" Polymers 16, no. 8: 1051. https://doi.org/10.3390/polym16081051
APA StyleHayeemasae, N., Soontaranon, S., & Masa, A. (2024). Comparative Investigation of Nano-Sized Silica and Micrometer-Sized Calcium Carbonate on Structure and Properties of Natural Rubber Composites. Polymers, 16(8), 1051. https://doi.org/10.3390/polym16081051