
Enhancing Wear Resistance and Adhesion of Primer Coatings on Laser-Textured Milled Carbon Fiber-Filled Basalt Composites

 , ,
, ,  ,
,  , and
, and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials and Manufacturing of the Composites
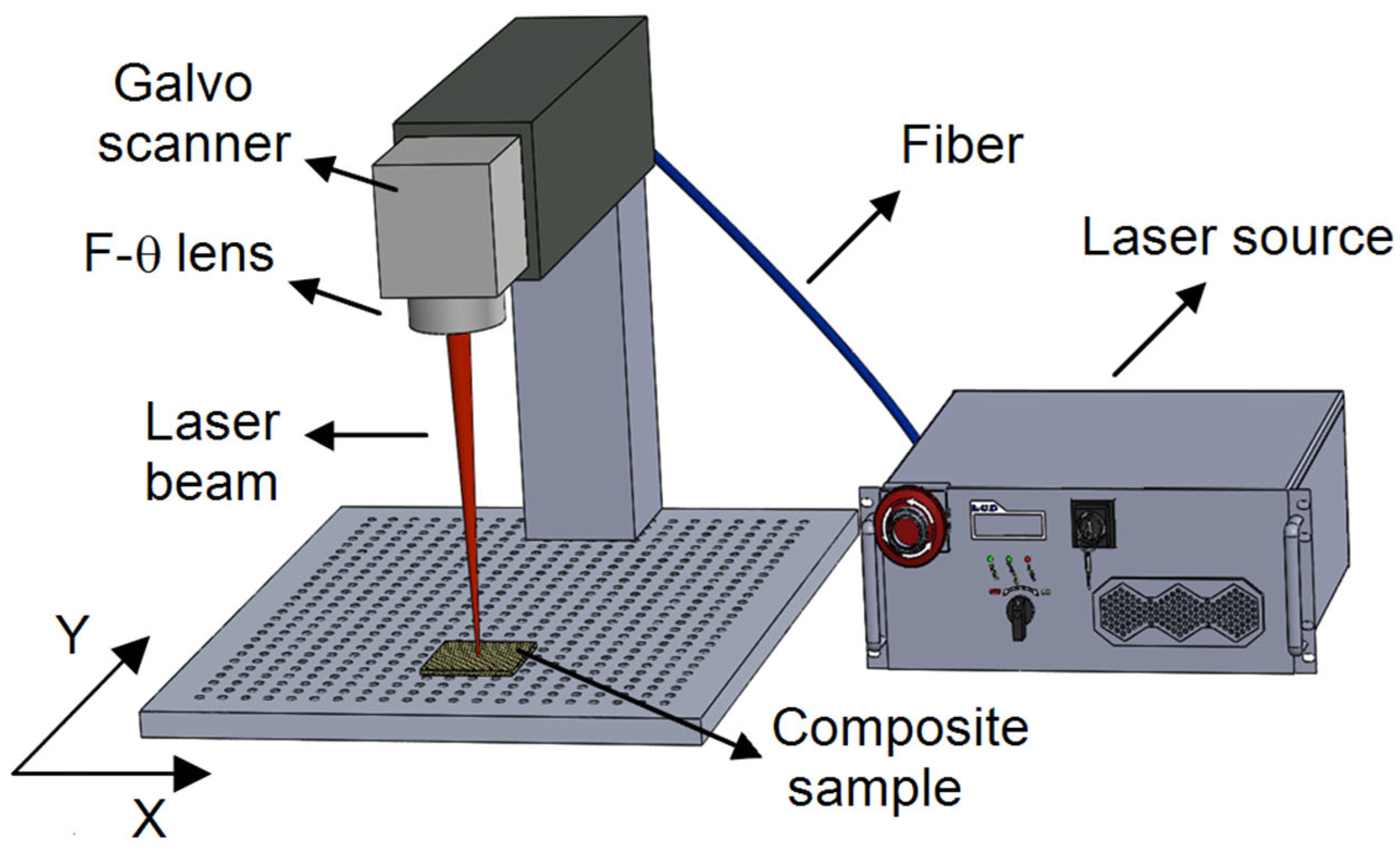
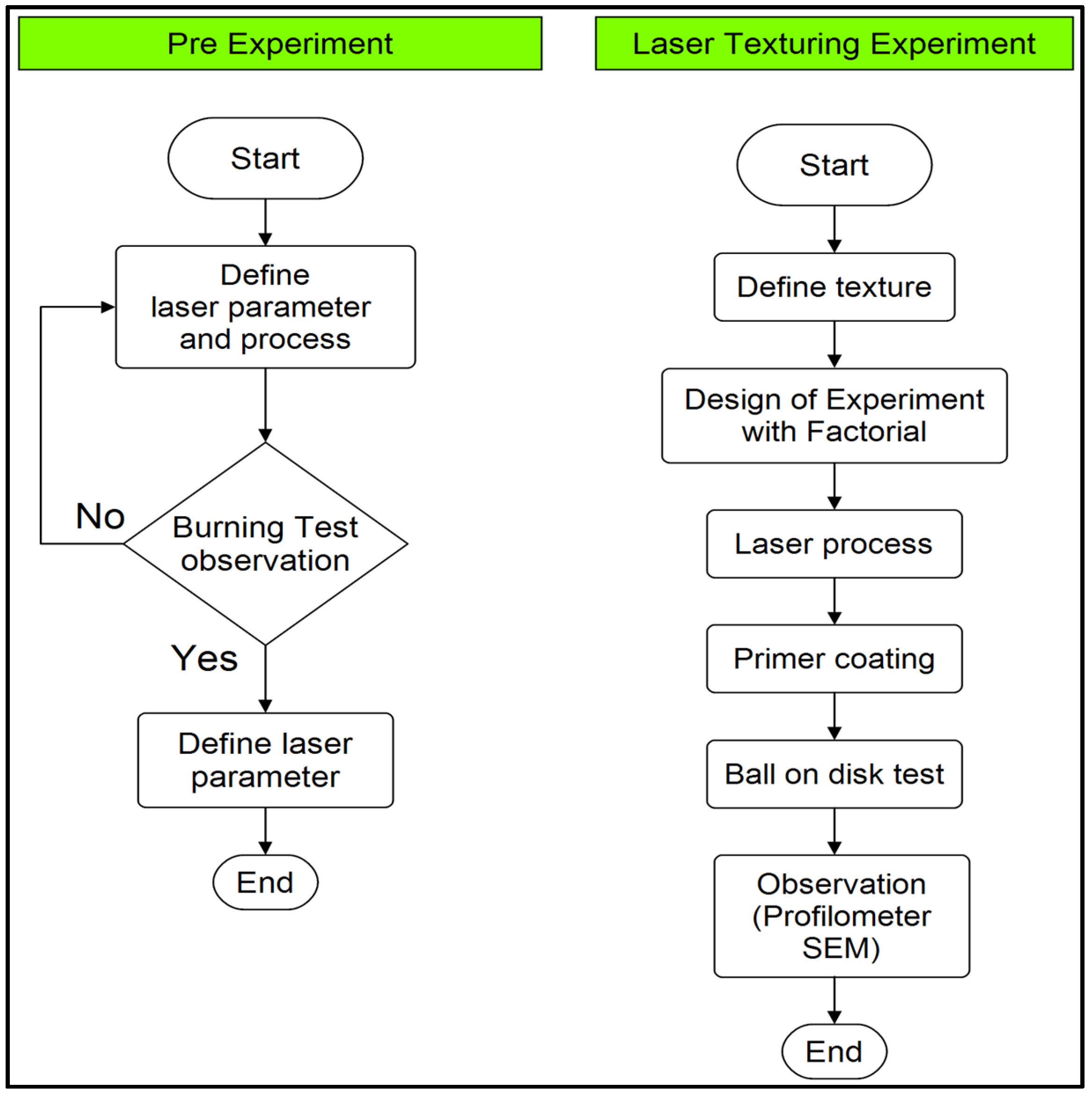
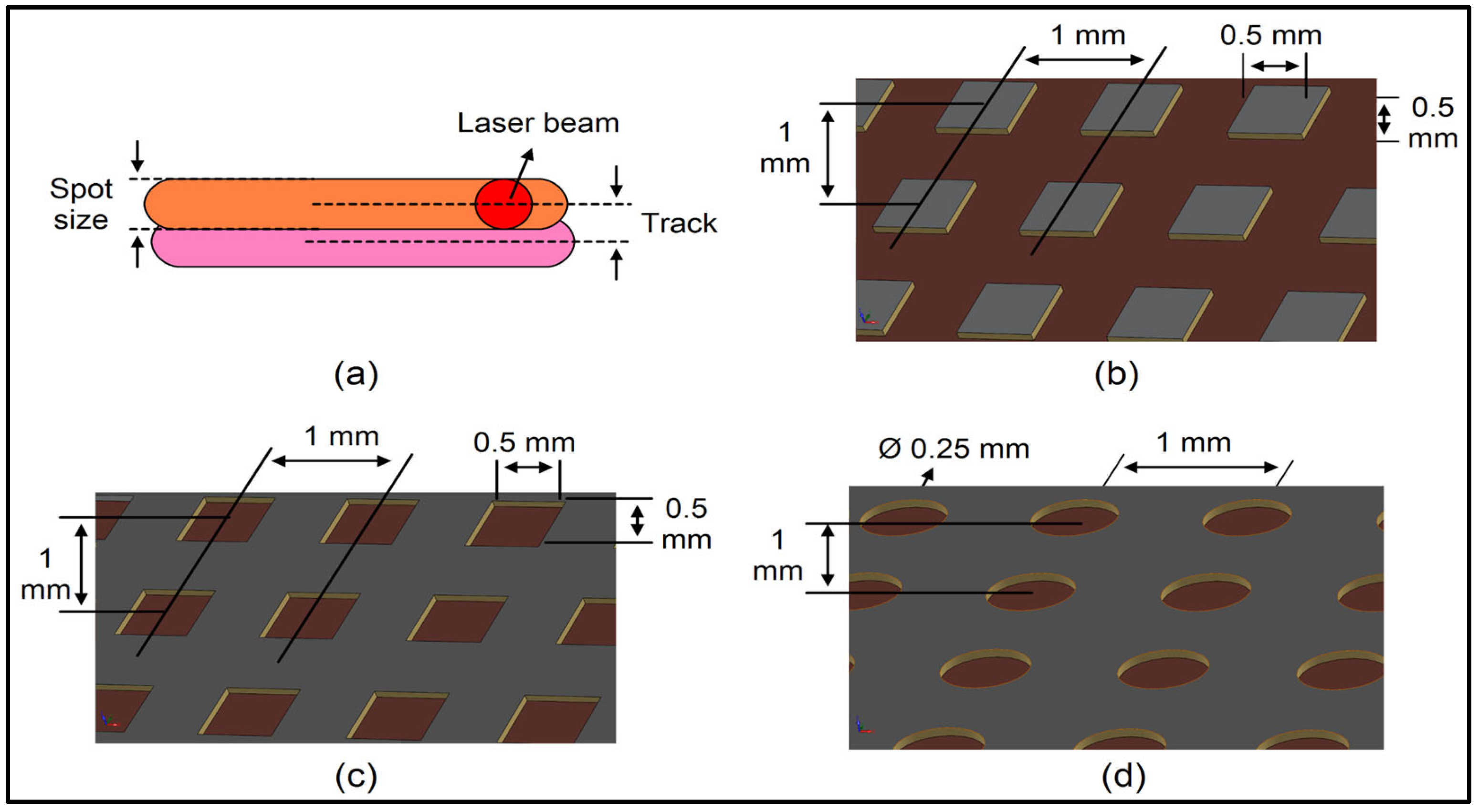
2.2. Laser Processing
2.3. Pre-Coating Application
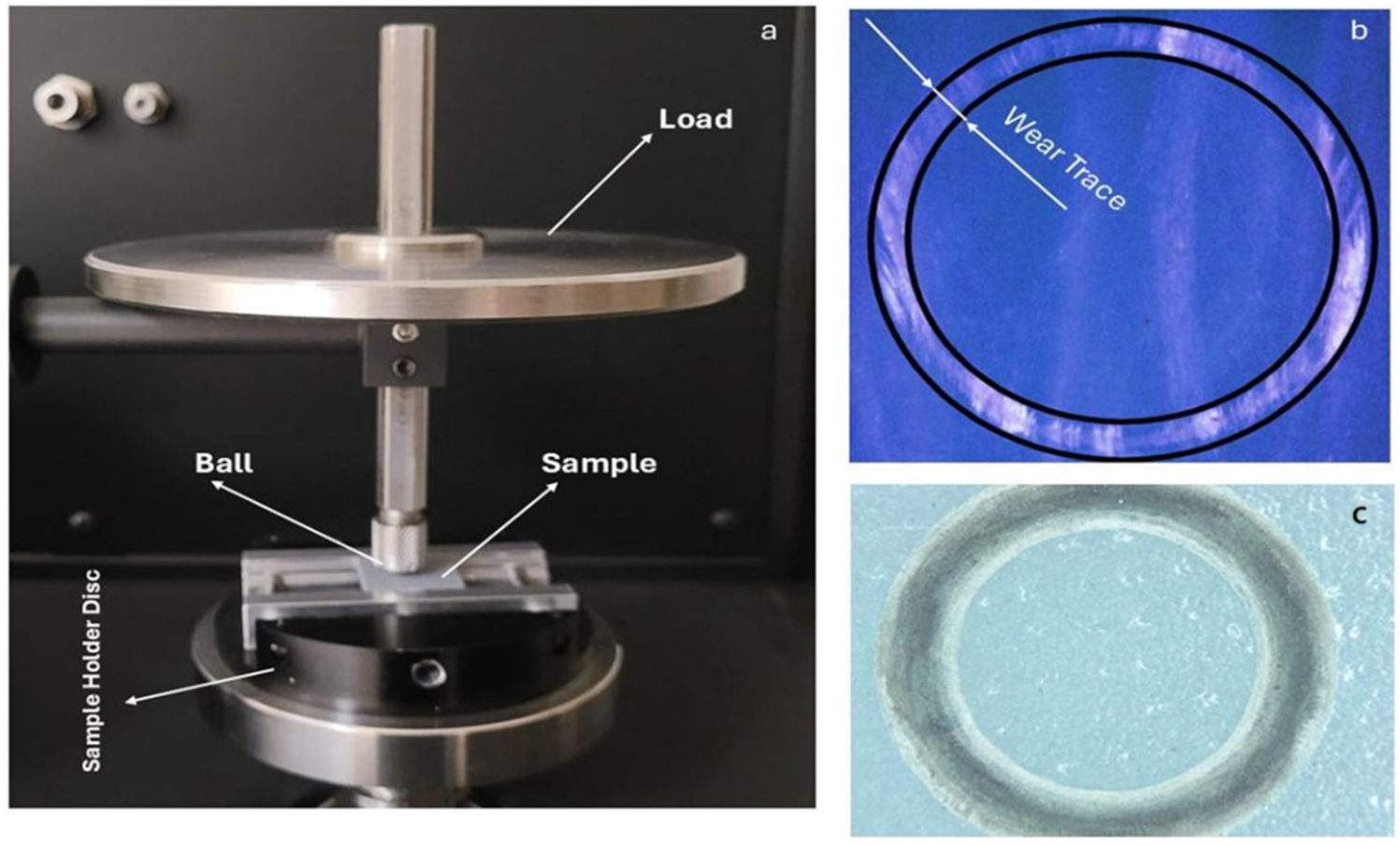
2.4. Wear Test
2.5. Profilometer Surface Analysis
2.6. Scanning Electron Microscope (SEM) Analysis
3. Results
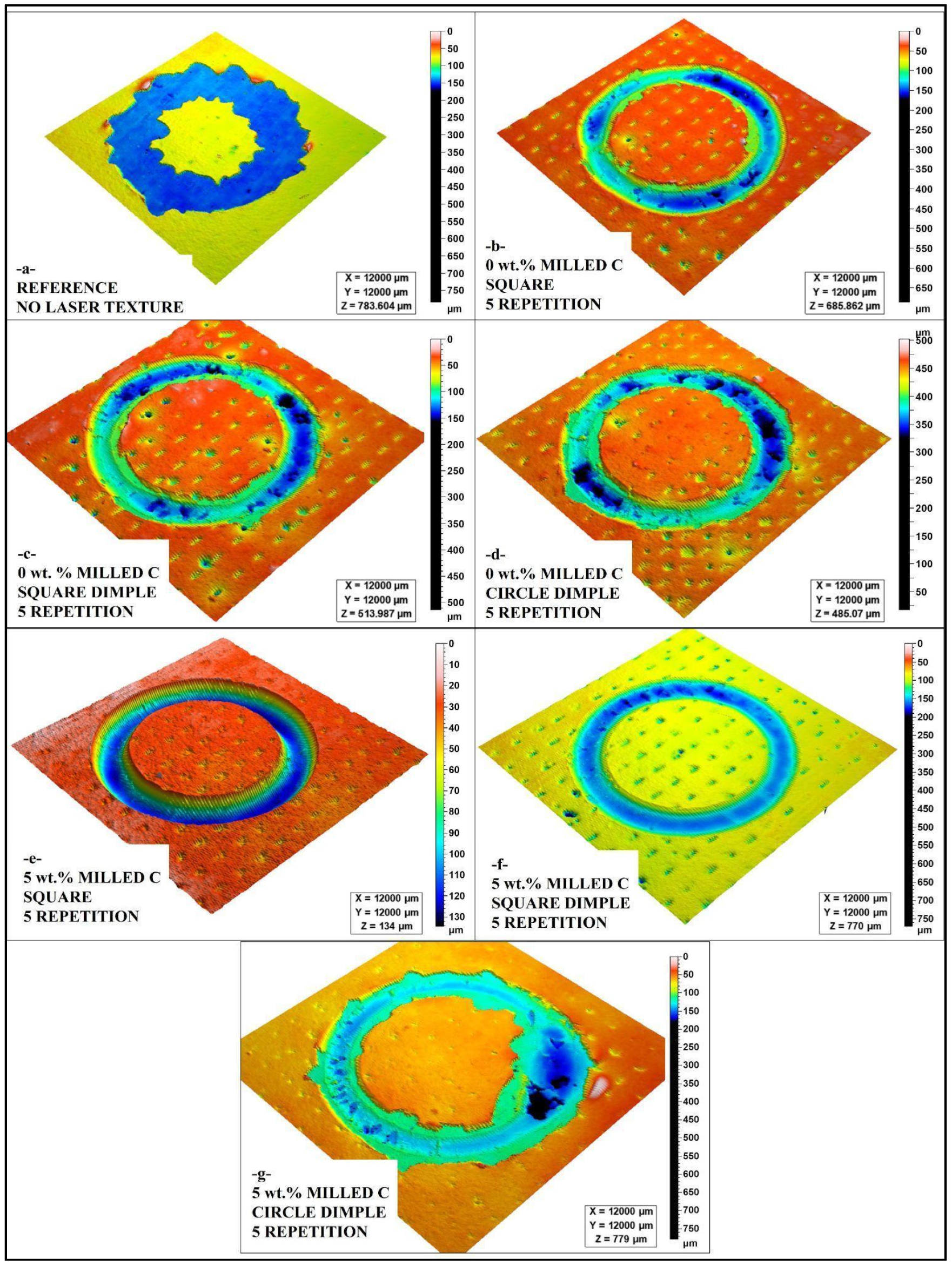
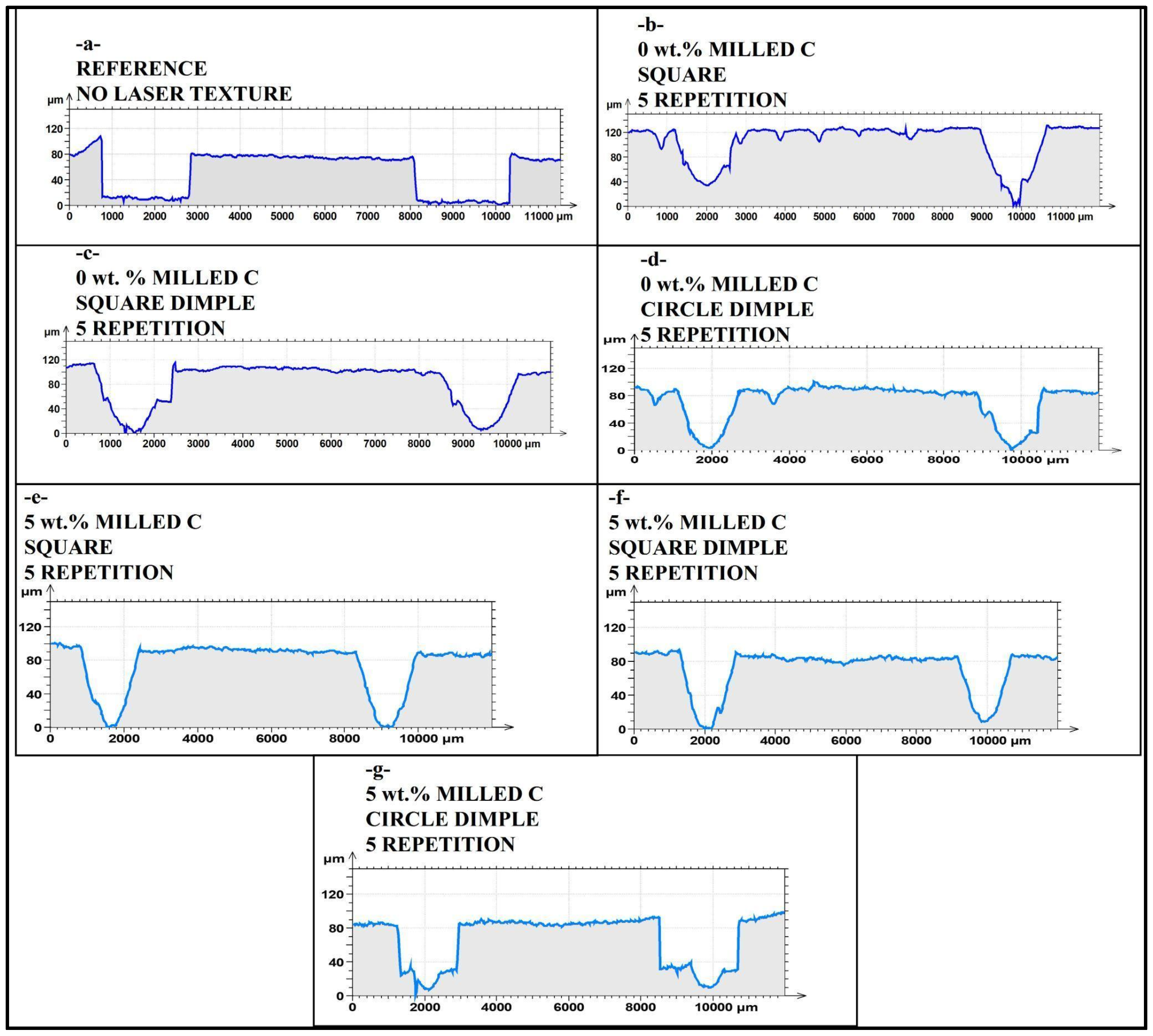
3.1. Surface Morphology and Wear Track Analyses
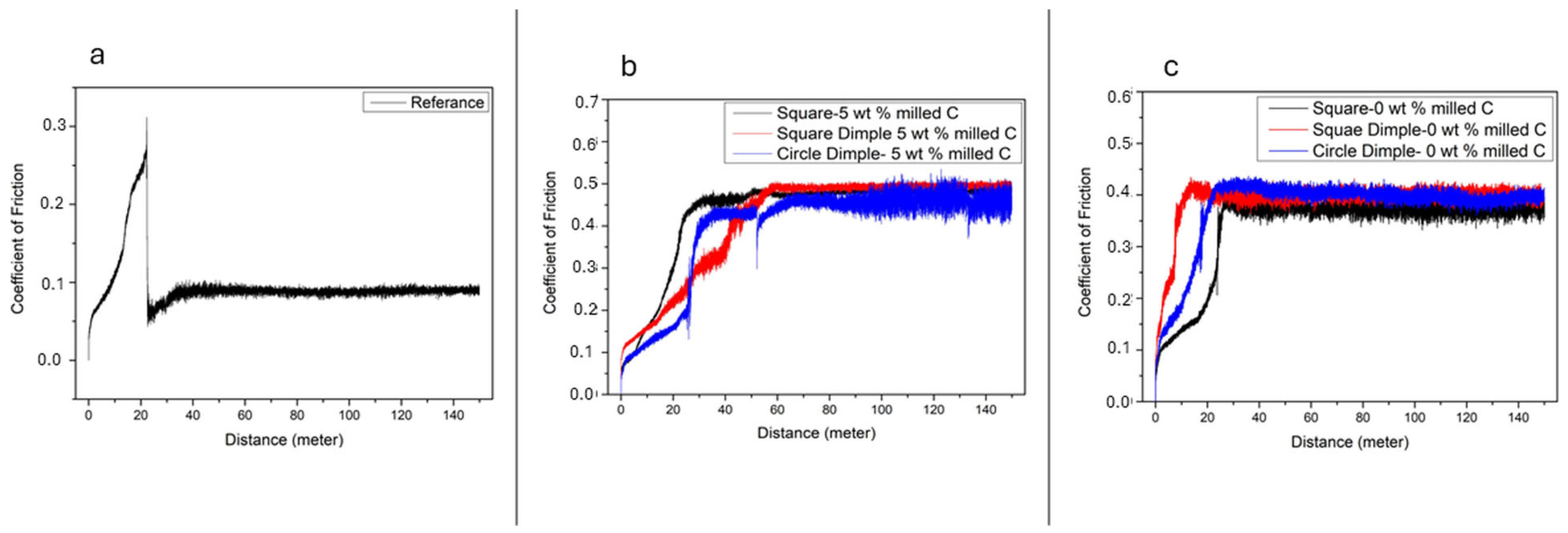
3.2. Coefficient of Friction Results
3.3. SEM Examination of Wear Tracks
3.4. ANOVA Analysis
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Conflicts of Interest
Abbreviations
| SEM | Scanning electron microscope |
| FRPCs | Fiber-reinforced polymer composites |
| NFRCs | Natural fiber-reinforced composites |
| CFRPs | Carbon fiber-reinforced polymer composites |
| ANOVA | Analysis of Variance |
References
- Baig, M.M.A.; Samad, M.A. Epoxy\Epoxy Composite\Epoxy Hybrid Composite Coatings for Tribological Applications—A Review. Polymers 2021, 13, 179. [Google Scholar] [CrossRef] [PubMed]
- Erkliğ, A.; Çakır, M.V.; Bozkurt, Ö.Y. Nano Clay Additive Effect on Shear Strength of GFRP Joints. Sak. Univ. J. Sci. 2019, 23, 1115–1122. [Google Scholar] [CrossRef]
- Xu, H.; Feng, Z.; Chen, J.; Zhou, H. Tribological behavior of the carbon fiber reinforced polyphenylene sulfide (PPS) composite coating under dry sliding and water lubrication. Mater. Sci. Eng. A 2006, 416, 66–73. [Google Scholar] [CrossRef]
- Ren, Y.; Zhang, L.; Xie, G.; Li, Z.; Chen, H.; Gong, H.; Xu, W.; Guo, D.; Luo, J. A review on tribology of polymer composite coatings. Friction 2021, 9, 429–470. [Google Scholar] [CrossRef]
- Çamyurdu, C.; Ateş, Ş.; Öksüz, K.E.; Demirkıran, A.Ş. Characterization of C/C Composites Produced Using 3D-preforms by CVD/CVI Method for Biomedical Applications. Sak. Univ. J. Sci. 2025, 29, 39–49. [Google Scholar] [CrossRef]
- Okokpujie, I.P.; Tartibu, L.K.; Musa-Basheer, H.O.; Adeoye, A.O.M. Effect of Coatings on Mechanical, Corrosion and Tribological Properties of Industrial Materials: A Comprehensive Review. J. Bio-Tribo-Corros. 2024, 10, 2. [Google Scholar] [CrossRef]
- Okutan, M.S.; Genel, K. Effect of inner reinforcement on the torsional load-bearing performance of holed aluminum/composite thin-walled tubes. Thin-Walled Struct. 2025, 208, 112805. [Google Scholar] [CrossRef]
- Yalçın, M.M.; Özsoy, M.İ. Enhanced Crashworthiness Parameters of Nested Thin-Walled Carbon Fiber-Reinforced Polymer and Al Structures: Effect of Using Expanded Polypropylene Foam. Appl. Sci. 2024, 14, 9635. [Google Scholar] [CrossRef]
- Özsoy, M.İ.; Yalçın, M.M.; Yaren, M.F. Investigation on quasi-static compression of circular CFRP tubes: Effect of EPP foam filling. J. Braz. Soc. Mech. Sci. Eng. 2023, 45, 442. [Google Scholar] [CrossRef]
- Ekşi, S.; Danyildiz, F.E.; Özsoy, N.; Özsoy, M. Tensile, bending, and impact properties of laminated carbon/aramid/glass hybrid fiber composites. Mater. Test. 2023, 65, 1826–1835. [Google Scholar] [CrossRef]
- Demircan, G. Effect of Sampling Orientation on The Mechanical Properties of Glass Fiber Reinforced Epoxy Nanocomposites. Sak. Univ. J. Sci. 2024, 28, 58–72. [Google Scholar] [CrossRef]
- Özsoy, M.İ. Investigation of the energy absorption behavior and damage mechanisms of aramid/carbon/jute fiber hybrid epoxy composites. Polym. Compos. 2024, 45, 11515–11531. [Google Scholar] [CrossRef]
- Öztürk, H.O.; Kahraman, Y. Effects of glass fiber reinforcement to tensile strength in epoxy matrix granular composite materials. Sak. Univ. J. Sci. 2019, 23, 736–743. [Google Scholar] [CrossRef]
- Ravikumar, P.; Suresh, A.R.; Rajeshkumar, G. An Investigation into the Tribological Properties of Bidirectional Jute/Carbon Fiber Reinforced Polyester Hybrid Composites. J. Nat. Fibers 2020, 19, 943–953. [Google Scholar] [CrossRef]
- Karacor, B.; Özcanlı, M. Characterization of Jute/Aramid Hybrid Composite Materials with Using Different Resins. Sak. Univ. J. Sci. 2022, 26, 915–930. [Google Scholar] [CrossRef]
- Chandgude, S.; Salunkhe, S. Biofiber-reinforced polymeric hybrid composites: An overview on mechanical and tribological performance. Polym. Compos. 2020, 41, 3908–3939. [Google Scholar] [CrossRef]
- Prasanna, S.M.; Yogesha, K.B.; Mruthunjaya, M.; Shivakumar, B.P.; Siddappa, P.N.; Raju, B.R. Mechanical and Tribological Characterization of Hybrid Composites: A Review. Mater. Today Proc. 2020, 22, 2351–2358. [Google Scholar] [CrossRef]
- Kishore, M.; Amrita, M.; Kamesh, B. Tribological properties of basalt-jute hybrid composite with graphene as nanofiller. Mater. Today Proc. 2021, 43, 244–249. [Google Scholar] [CrossRef]
- Toorchi, D.; Tohidlou, E.; Khosravi, H. Enhanced flexural and tribological properties of basalt fiber-epoxy composite using nano-zirconia/graphene oxide hybrid system. J. Ind. Text. 2022, 51, 3238S–3252S. [Google Scholar] [CrossRef]
- Sukur, E.F.; Onal, G. Graphene nanoplatelet modified basalt/epoxy multi-scale composites with improved tribological performance. Wear 2020, 460–461, 203481. [Google Scholar] [CrossRef]
- Talib, A.A.A.; Jumahat, A.; Jawaid, M.; Sapiai, N.; Leao, A.L. Effect of Wear Conditions, Parameters and Sliding Motions on Tribological Characteristics of Basalt and Glass Fibre Reinforced Epoxy Composites. Materials 2021, 14, 701. [Google Scholar] [CrossRef] [PubMed]
- Boobalan, V.; Sathish, T. Optimization of tribological properties of natural basalt/Synthetic E-Glass Fiber/Polymer nanocomposites modified with MWCNTs + SiO2 using box behnken design (RSM). Interactions 2024, 245, 209. [Google Scholar] [CrossRef]
- Liu, H.; Fan, X.; Pan, B.; Zhou, Y.; Zhang, L.; Li, M.; Li, Z.; Pang, X. Simultaneously enhancing tribological and mechanical properties of epoxy composites using basalt fiber/reduced graphene oxide/paraffin wax. Polym. Compos. 2024, 45, 3343–3354. [Google Scholar] [CrossRef]
- Manoharan, S.; Vijay, R.; Singaravelu, D.L.; Krishnaraj, S.; Suresha, B. Tribological characterization of recycled basalt-aramid fiber reinforced hybrid friction composites using grey-based Taguchi approach. Mater. Res. Express 2019, 6, 065301. [Google Scholar] [CrossRef]
- Miniappan, P.; Marimuthu, S.; Kumar, S.; Gokilakrishnan, G.; Sharma, S.; Li, C.; Dwivedi, S.; Abbas, M. Mechanical, fracture-deformation, and tribology behavior of fillers-reinforced sisal fiber composites for lightweight automotive applications. Rev. Adv. Mater. Sci. 2023, 62, 20230342. [Google Scholar] [CrossRef]
- Ürgün, S.; Fidan, S.; Özsoy, M.İ.; Bora, M.Ö. Decomposition of matrix in basalt fiber-reinforced composites using laser processing parameters for clear unveiling of fibers without damage. Polym. Compos. 2024, 46, 4281–4301. [Google Scholar] [CrossRef]
- Zhang, A.O.; Jiang, H.; Li, Y.; Hu, R.; Ren, Y.; Jiang, S. Effects of surface micro-texturing laser-etching on adhesive property and failure behaviors of basalt fiber composite single-lap-joint. Int. J. Adhes. Adhes. 2024, 135, 103831. [Google Scholar] [CrossRef]
- Canel, T.; Kayahan, E.; Fidan, S.; Sinmazcelik, T. Laser process parameter optimization of dimple created on oriented carbon fiber reinforced epoxy composites. J. Compos. Mater. 2021, 55, 4029–4043. [Google Scholar] [CrossRef]
- Jaeschke, P.; Wippo, V.; Suttmann, O.; Overmeyer, L. Advanced laser welding of high-performance thermoplastic composites. J. Laser Appl. 2015, 27, S29004. [Google Scholar] [CrossRef]
- Contuzzi, N.; Mortello, M.; Casalino, G. On the laser scarfing of epoxy resin matrix composite with copper reinforcement. Manuf. Lett. 2021, 27, 1–3. [Google Scholar] [CrossRef]
- Yang, Y.; Tian, X.; Ma, Z.; Liu, H.; Gao, H.; Tian, W.; Liu, X.; Zhou, Z.; Rogachev, A.A.; Gao, L. Laser Irradiation Behavior of Carbon Fiber Epoxy Resin Composites with Laminar Structure. Crystals 2022, 12, 1767. [Google Scholar] [CrossRef]
- Gebauer, J.; Burkhardt, M.; Franke, V.; Lasagni, A.F. On the Ablation Behavior of Carbon Fiber-Reinforced Plastics during Laser Surface Treatment Using Pulsed Lasers. Materials 2020, 13, 5682. [Google Scholar] [CrossRef] [PubMed]
- Sharma, S.P.; Vilar, R. Femtosecond laser micromachining of carbon fiber-reinforced epoxy matrix composites. J. Manuf. Process. 2022, 84, 1568–1579. [Google Scholar] [CrossRef]
- İplikçi, H.; Barisik, M.; Türkdoğan, C.; Martin, S.; Yeke, M.; Nuhoğlu, K.; Esenoğlu, G.; Tanoğlu, M.; Aktaş, E.; Dehneliler, S. Effects of nanosecond laser ablation parameters on surface modification of carbon fiber reinforced polymer composites. J. Compos. Mater. 2023, 57, 2843–2855. [Google Scholar] [CrossRef]
- Piscitelli, F.; De Palo, R.; Volpe, A. Enhancing Coating Adhesion on Fibre-Reinforced Composite by Femtosecond Laser Texturing. Coatings 2023, 13, 928. [Google Scholar] [CrossRef]
- See, T.L.; Liu, Z.; Cheetham, S.; Dilworth, S.; Li, L. Laser abrading of carbon fibre reinforced composite for improving paint adhesion. Appl. Phys. A 2014, 117, 1045–1054. [Google Scholar] [CrossRef]
- Al-Mahdy, A.; Ahuir-Torres, J.I.; Öpöz, T.T.; Kotadia, H.R.; Mullett, J.; Sharp, M.C. An investigation into the use of incoherent UV light to augment IR nanosecond pulsed laser texturing of CFRP composites for improved adhesion. Opt. Laser Technol. 2025, 181, 111626. [Google Scholar] [CrossRef]
- Alsarani, M.M.; Alsadon, O.; Alageel, O.; Alfrisany, N.; Almutairi, Z.; Al-Gawati, M.A.; Almozainy, M. The Effect of Femtosecond Laser Surface Patterns on the Effectiveness of Resin Composite to Zirconia Bonding. J. Funct. Biomater. 2023, 14, 508. [Google Scholar] [CrossRef]
- ASTM D7091-22; Standard Practice for Nondestructive Measurement of Dry Film Thickness of Nonmagnetic Coatings Applied to Ferrous Metals and Nonmagnetic, Nonconductive Coatings Applied to Non-Ferrous Metals. ASTM International: West Conshohocken, PA, USA, 2025.
- Yifan, L.; Jianhui, S.; Caiwang, T.; Ziwei, F.; Hao, Z.; Laijun, W.; Chen, B.; Song, X. Effect of laser texturing on mechanical strength and microstructural properties of hot-pressing joining of carbon fiber reinforced plastic to Ti6Al4V. J. Manuf. Process. 2021, 65, 30–41. [Google Scholar] [CrossRef]
- Zou, X.; Liu, L.; Chen, T.; Wu, L.; Chen, K.; Kong, L.; Wang, M. Laser surface treatment to enhance the adhesive bonding between steel and CFRP: Effect of laser spot overlapping and pulse fluence. Opt. Laser Technol. 2023, 159, 109002. [Google Scholar] [CrossRef]
- Shivakoti, I.; Kibria, G.; Cep, R.; Pradhan, B.B.; Sharma, A. Laser Surface Texturing for Biomedical Applications: A Review. Coatings 2021, 11, 124. [Google Scholar] [CrossRef]
- Joshi, B.; Tripathi, K.; Gyawali, G.; Wohn Lee, S. The effect of laser surface texturing on the tribological performance of different Sialon ceramic phases. Prog. Nat. Sci. Mater. Int. 2016, 26, 415–421. [Google Scholar] [CrossRef]
- Obilor, A.F.; Pacella, M.; Wilson, A.; Silberschmidt, V.V. Micro-texturing of polymer surfaces using lasers: A review. Int. J. Adv. Manuf. Technol. 2022, 120, 103–135. [Google Scholar] [CrossRef]
- Wang, L.T.; Wang, R.Z.; Zhu, L.N.; Yue, W.; Kang, J.J.; Fu, Z.Q.; She, D.S.; Feng, M.G.; Wang, C.B. Hydrophobicity and Wear Resistance of Textured Carbon Fiber/Polytetrafluoroethylene Composite Coatings. J. Mater. Eng. Perform. 2022, 31, 9200–9208. [Google Scholar] [CrossRef]
- Qi, X.; Wang, H.; Dong, Y.; Fan, B.; Zhang, W.; Zhang, Y.; Ma, J.; Zhou, Y. Experimental analysis of the effects of laser surface texturing on tribological properties of PTFE/Kevlar fabric composite weave structures. Tribol. Int. 2019, 135, 104–111. [Google Scholar] [CrossRef]
- Atlioglu, M.; Kaynak, C. Influences of laser and plasma surface treatments on the primer paint adhesion for PPS/CF thermoplastic composite laminates. J. Thermoplast. Compos. Mater. 2024, 37, 953–982. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Input Parameter | Range |
|---|---|
| Material | 0 wt.% milled carbon, 5 wt.% milled carbon |
| Texture | T1 (square) T2 (square dimple) T3 (circle dimple) |
| Repetition of textures | 5, 10 |
| Material | Texture | Laser Repetition | Primer Coating Deformed Area (%) |
|---|---|---|---|
| M0 | T1 | 5 | 24 |
| M0 | T1 | 10 | 30 |
| M0 | T2 | 5 | 33 |
| M0 | T2 | 10 | 34 |
| M0 | T3 | 5 | 23 |
| M0 | T3 | 10 | 25 |
| M5 | T1 | 5 | 22 |
| M5 | T1 | 10 | 22 |
| M5 | T2 | 5 | 20 |
| M5 | T2 | 10 | 22 |
| M5 | T3 | 5 | 27 |
| M5 | T3 | 10 | 23 |
| Source | DF | Seq SS | Contribution | Adj SS | Adj MS |
|---|---|---|---|---|---|
| Model | 11 | 232.917 | 100.00% | 232.917 | 21.174 |
| Linear | 4 | 115 | 49.37% | 115 | 28.75 |
| Material | 1 | 90.75 | 38.96% | 90.75 | 90.75 |
| Texture | 2 | 20.167 | 8.66% | 20.167 | 10.083 |
| Laser Repetition | 1 | 4.083 | 1.75% | 4.083 | 4.083 |
| 2-Way Interactions | 5 | 109.75 | 47.12% | 109.75 | 21.95 |
| Material × Texture | 2 | 91.5 | 39.28% | 91.5 | 45.75 |
| Material × Laser Repetition | 1 | 10.083 | 4.33% | 10.083 | 10.083 |
| Texture × Laser Repetition | 2 | 8.167 | 3.51% | 8.167 | 4.083 |
| 3-Way Interactions | 2 | 8.167 | 3.51% | 8.167 | 4.083 |
| Material × Texture × Laser Repetition | 2 | 8.167 | 3.51% | 8.167 | 4.083 |
| Total | 11 | 232.917 | 100.00% |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Coşkun, Ö.; Fidan, S.; Özsoy, M.İ.; Bora, M.Ö.; Ürgün, S.; Şahin, A.E.; Yılmaz, T. Enhancing Wear Resistance and Adhesion of Primer Coatings on Laser-Textured Milled Carbon Fiber-Filled Basalt Composites. Polymers 2025, 17, 1150. https://doi.org/10.3390/polym17091150
Coşkun Ö, Fidan S, Özsoy Mİ, Bora MÖ, Ürgün S, Şahin AE, Yılmaz T. Enhancing Wear Resistance and Adhesion of Primer Coatings on Laser-Textured Milled Carbon Fiber-Filled Basalt Composites. Polymers. 2025; 17(9):1150. https://doi.org/10.3390/polym17091150
Chicago/Turabian StyleCoşkun, Özer, Sinan Fidan, Mehmet İskender Özsoy, Mustafa Özgür Bora, Satılmış Ürgün, Alp Eren Şahin, and Taner Yılmaz. 2025. "Enhancing Wear Resistance and Adhesion of Primer Coatings on Laser-Textured Milled Carbon Fiber-Filled Basalt Composites" Polymers 17, no. 9: 1150. https://doi.org/10.3390/polym17091150
APA StyleCoşkun, Ö., Fidan, S., Özsoy, M. İ., Bora, M. Ö., Ürgün, S., Şahin, A. E., & Yılmaz, T. (2025). Enhancing Wear Resistance and Adhesion of Primer Coatings on Laser-Textured Milled Carbon Fiber-Filled Basalt Composites. Polymers, 17(9), 1150. https://doi.org/10.3390/polym17091150