
Research on Acoustic Signal Identification Mechanism and Denoising Methods of Combine Harvesting Loss

Abstract
:1. Introduction
2. Materials and Methods
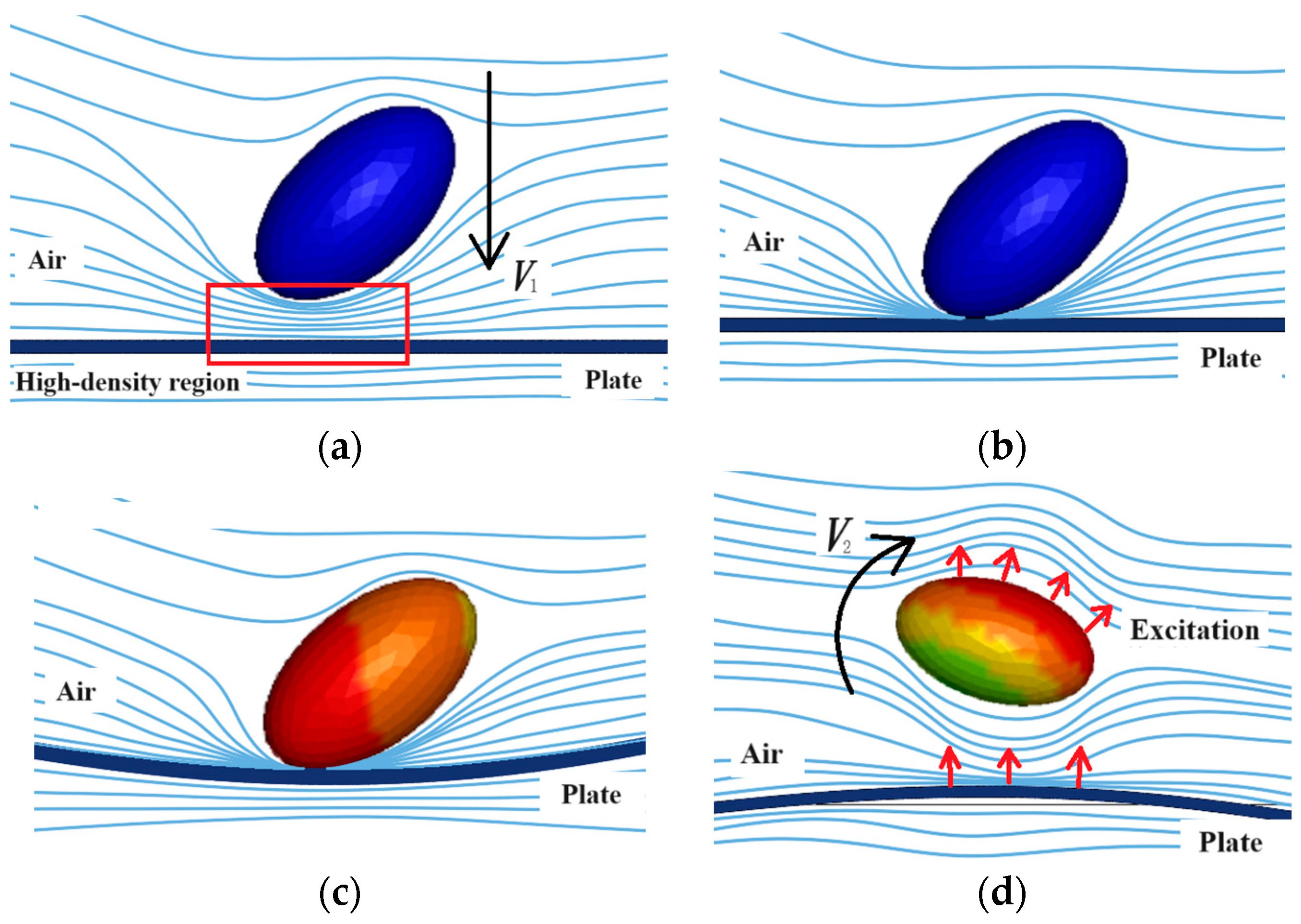
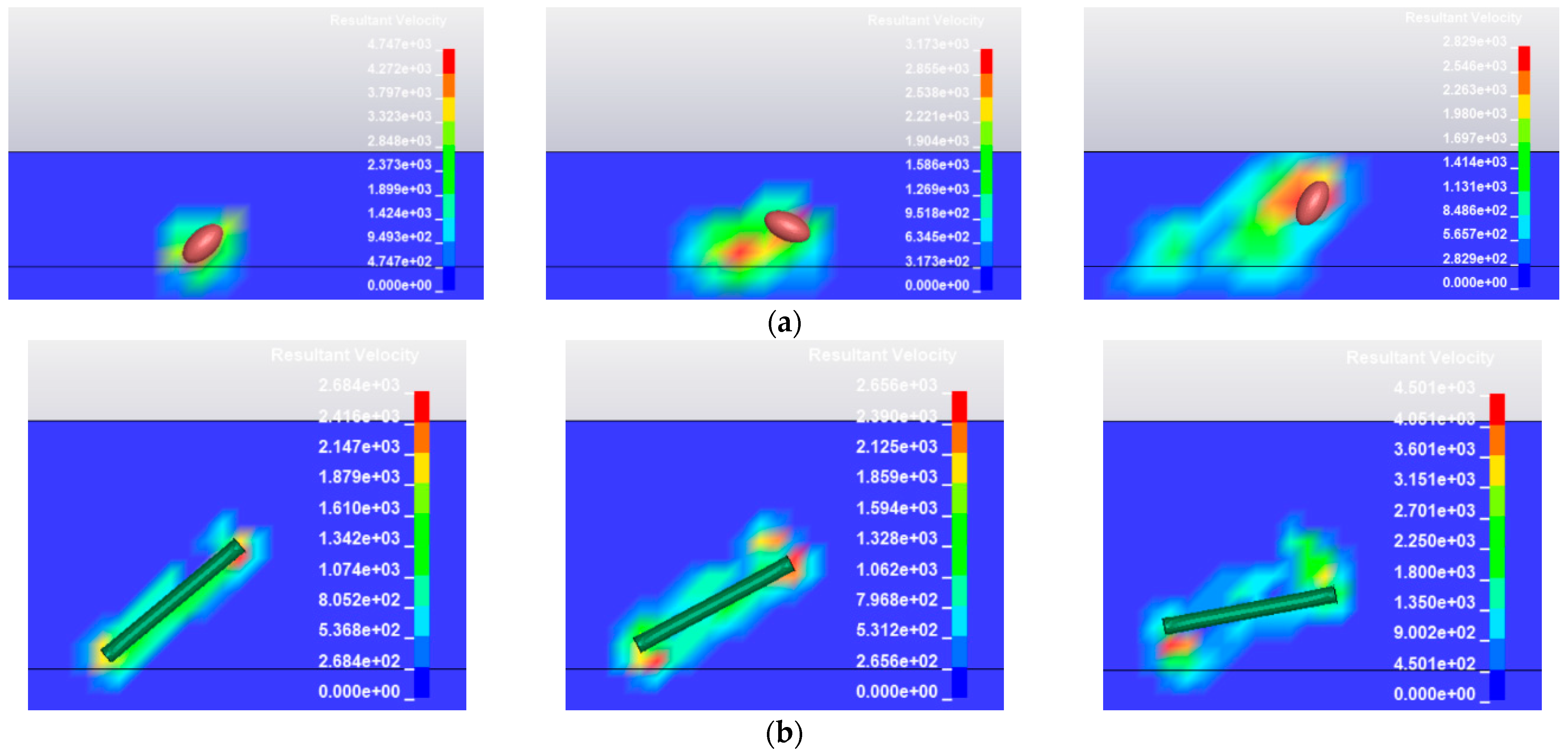
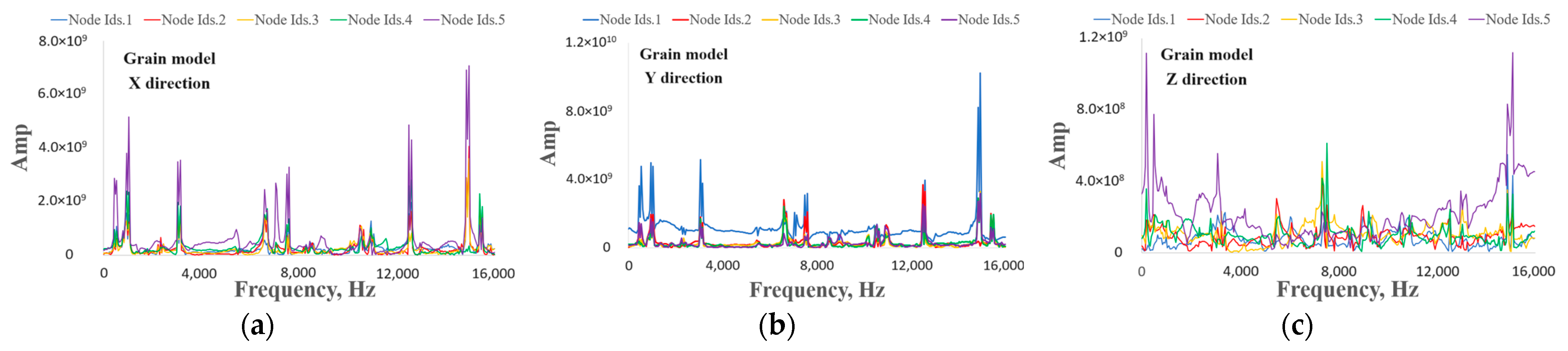
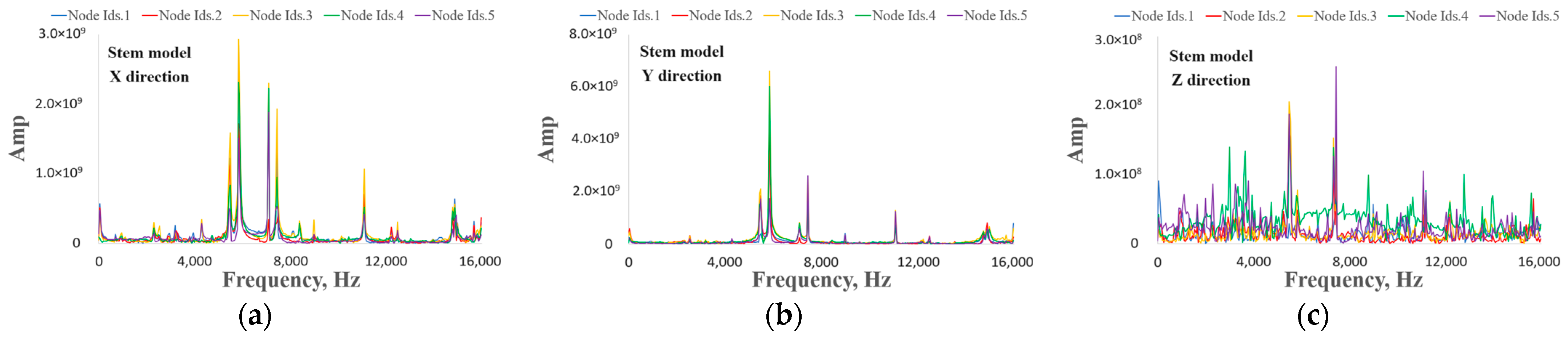
2.1. Impact Simulation between Plate and Throws
2.2. Signal Acquisition and Analysis
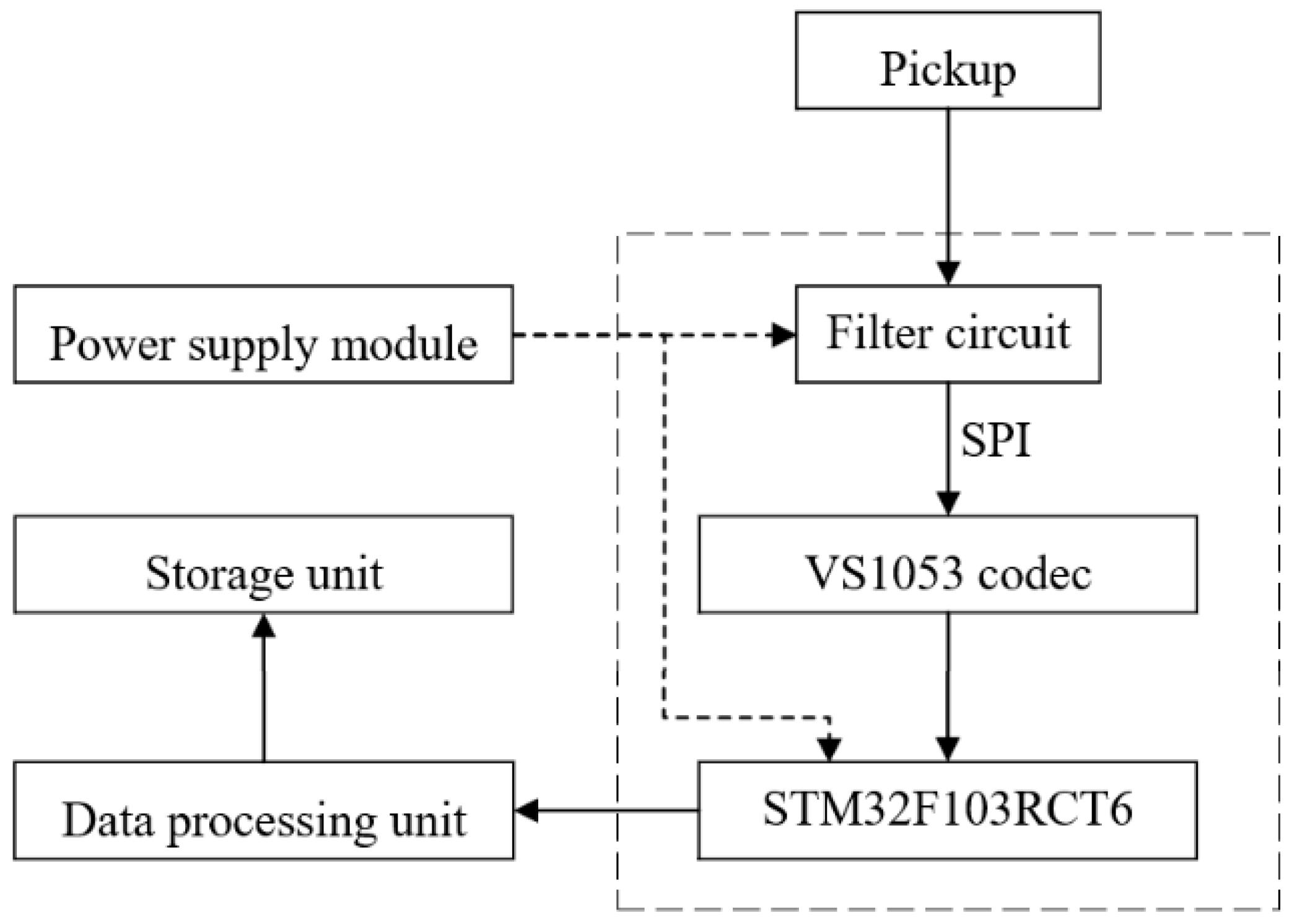
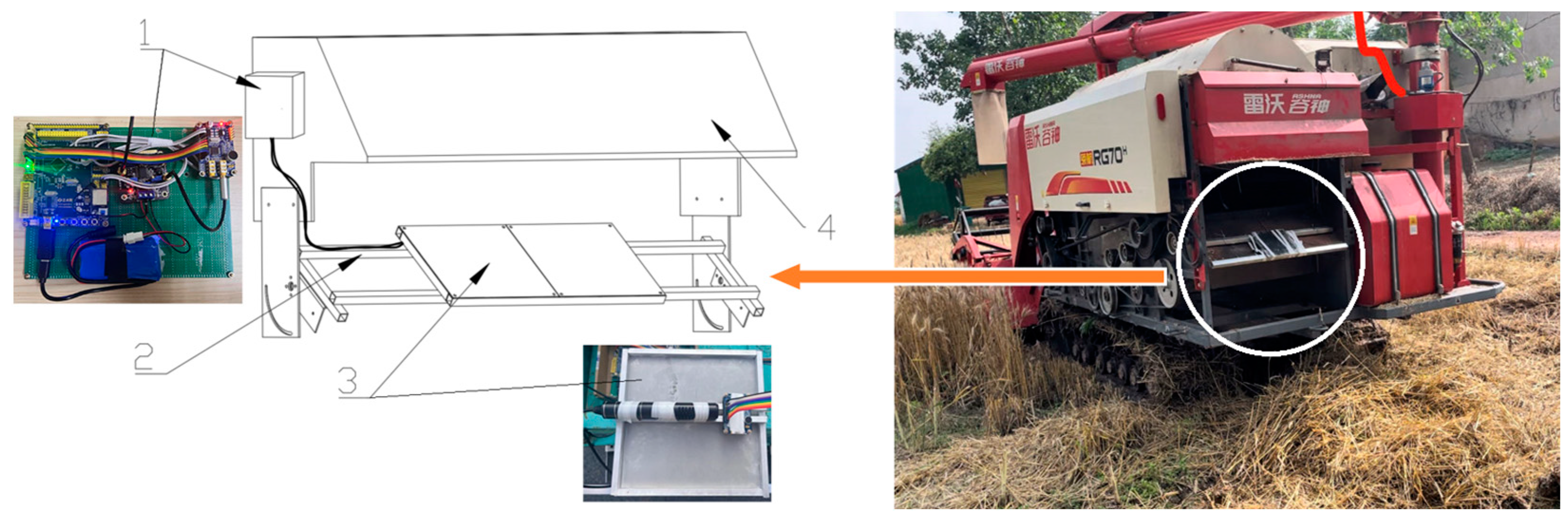
2.2.1. Design of the Signal Acquisition Circuit
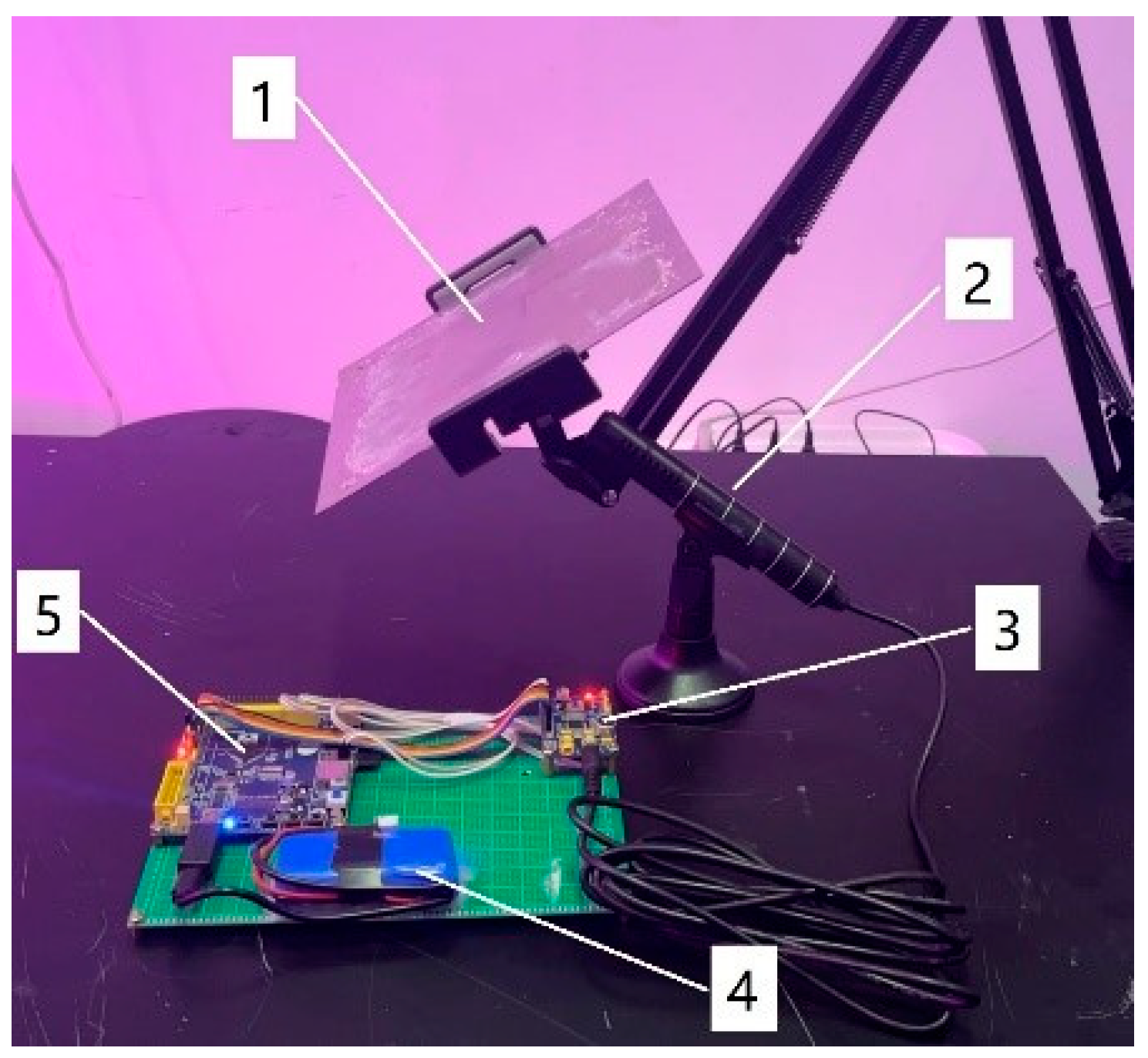
2.2.2. Acoustic Monitoring Test Bench
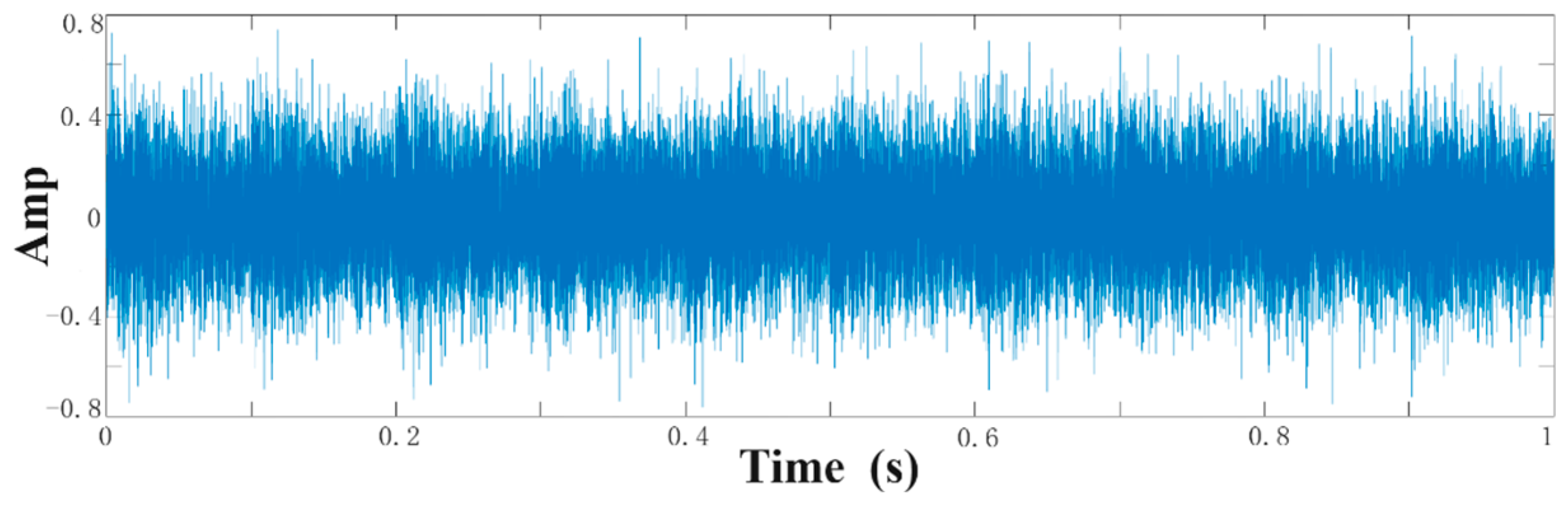
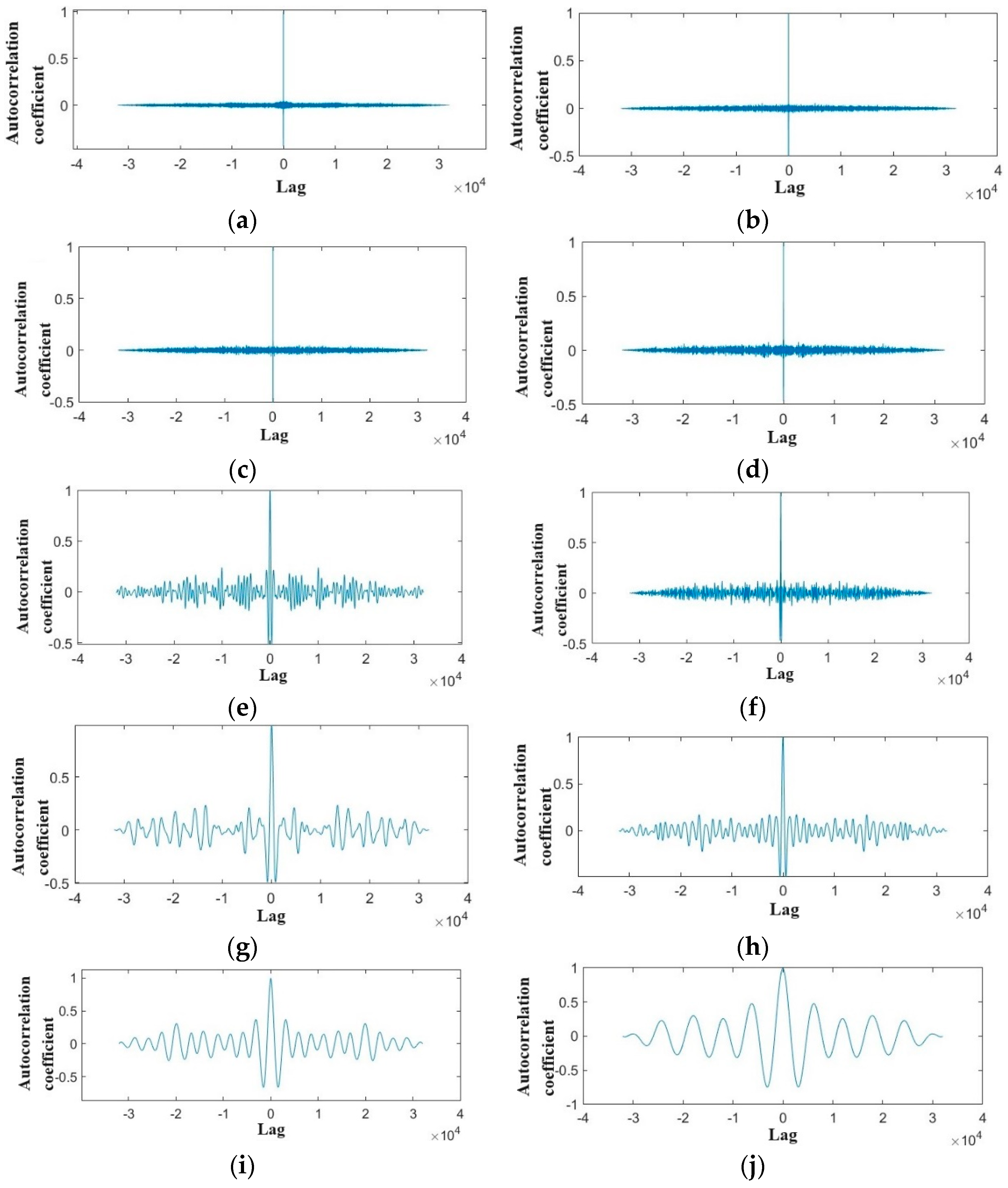
2.2.3. Acoustic Feature Analysis
2.3. Research on Loss Detection Methods
2.3.1. Signal Denoising Method
2.3.2. Recognition and Counting Method of Grain Signals
3. Results
4. Discussion
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Gao, L.; Xu, S.; Li, Z.; Cheng, S.; Yu, W.; Zhang, Y.; Wu, C. Main grain crop postharvest losses and its reducing potential in China. Trans. Chin. Soc. Agric. Eng. (Trans. CSAE) 2016, 32, 1–11. [Google Scholar]
- Liu, J.G.; Lundqvist, J.; Weinberg, J.; Gustafsson, J. Food Losses and Waste in China and Their Implication for Water and Land. Environ. Sci. Technol. 2013, 47, 10137–10144. [Google Scholar] [CrossRef]
- Nie, X.; Sun, Y.; Chen, X.; Wang, J. Based on DSP and Winform, the software research of online monitoring system of grain loss rate and the construction of cloud platform are studied. In Proceedings of the 2020 ASABE Annual International Meeting, Virtual, 13–15 July 2020. [Google Scholar] [CrossRef]
- Liang, Z.; Wada, M. Development of cleaning systems for combine harvesters: A review. Biosyst. Eng. 2023, 236, 79–102. [Google Scholar] [CrossRef]
- Jie, Z.; Liu, H.; Hou, F. Research advances and prospects of combine on precision agriculture in China. Trans. Chin. Soc. Agric. Eng. 2005, 21, 179–182. [Google Scholar]
- Zhuo, W.; Dong, C.; Xiaoping, B.; Hechun, H. Improvement and Experiment of Cleaning Loss Rate Monitoring Device for Corn Combine Harvester. Trans. Chin. Soc. Agric. Mach. 2018, 49, 100–108. [Google Scholar] [CrossRef]
- Wayne, M.; Thomas, G.; Robert, J.; James, N. Unthreshed Head Grain Loss Monitor. U.S. Patent US4825146A, 25 April 1989. Available online: https://patents.google.com/patent/US4825146A/en (accessed on 14 August 2024).
- Richard, K. Absolute Grain Loss Monitor. U.S. Patent US4360998A, 30 November 1982. Available online: https://patents.google.com/patent/US4360998A/en (accessed on 14 August 2024).
- Jahari, M.; Yamamoto, K.; Miyamoto, M.; Kondo, N.; Ogawa, Y.; Suzuki, T.; Ahmad, U. Double lighting machine vision system to monitor harvested paddy grain quality during head-feeding combine harvester operation. Machines 2015, 3, 352–363. [Google Scholar] [CrossRef]
- Chen, J.; Lian, Y.; Li, Y. Real-time grain impurity sensing for rice combine harvesters using image processing and decision-tree algorithm. Comput. Electron. Agric. 2020, 175, 105591. [Google Scholar] [CrossRef]
- Gao, J.; Zhang, G.; Yu, L.; Li, Y. Chaos detection of grain impact at combine cleaning loss sensor. Trans. Chin. Soc. Agric. Eng. (Trans. CSAE) 2011, 27, 22–27. [Google Scholar] [CrossRef]
- Liang, Z. Selecting the proper material for a grain loss sensor based on DEM simulation and structure optimization to improve monitoring ability. Precis. Agric. 2021, 22, 1120–1133. [Google Scholar] [CrossRef]
- Liang, Z.; Li, Y.; Baerdemaeker, J.; Xu, L.; Saeys, W. Development and testing of a multi-duct cleaning device for tangential-longitudinal flow rice combine harvesters. Biosyst. Eng. 2019, 182, 95–106. [Google Scholar] [CrossRef]
- Sun, Y.; Yu, Y.; Tian, H.; Qian, X.; Wang, J. Design and modeling of grain impact sensor utilizing two crossed polyvinylidene fluoride films. In Proceedings of the 2017 ASABE Annual International Meeting, Spokane, DC, USA, 16–19 July 2017. [Google Scholar] [CrossRef]
- Xu, L.; Wei, C.; Liang, Z.; Chai, X.; Li, Y.; Liu, Q. Development of rapeseed cleaning loss monitoring system and experiments in a combine harvester. Biosyst. Eng. 2019, 178, 118–130. [Google Scholar] [CrossRef]
- Jin, M.; Zhao, Z.; Chen, S.; Chen, J. Improved piezoelectric grain cleaning loss sensor based on adaptive neuro-fuzzy inference system. Precis. Agric. 2022, 23, 1174–1188. [Google Scholar] [CrossRef]
- Wu, Y.H.; Li, X.Y.; Mao, E.R.; Du, Y.F.; Yang, F. Design and development of monitoring device for corn grain cleaning loss based on piezoelectric effect. Comput. Electron. Agric. 2020, 179, 11. [Google Scholar] [CrossRef]
- Baydar, N.; Ball, A. Detection of gear failures via vibration and acoustic signals using wavelet transform. Mech. Syst. Signal Process. 2003, 17, 787–804. [Google Scholar] [CrossRef]
- Park, S.W.; Lee, S.K. Development of a new sound metric for impact sound in a passenger car using the wavelet transform. Int. J. Automot. Technol. 2010, 11, 809–818. [Google Scholar] [CrossRef]
- Loss, L.H. Experiments with Acoustic Sensors for Grain Loss Measuring on Combines; SAE International: Warrendale, PA, USA, 1992. [Google Scholar] [CrossRef]
- Batcheller, B.D.; Gelinske, J.N.; Nystuen, P.A.; Reich, A.A. System and Method for Determining Material Yield and/or Loss from a Harvesting Machine Using Acoustic Sensors. U.S. Patent US9474208B2, 25 October 2016. Available online: https://patents.google.com/patent/US9474208B2/en (accessed on 14 August 2024).
- Li, Q.; Jones, N. Shear and adiabatic shear failures in an impulsively loaded fully clamped beam. Int. J. Impact Eng. 1999, 22, 589–607. [Google Scholar] [CrossRef]
- Benson, D.J.; Stander, N.; Jensen, M.R.; Craig, K.J. On the application of LS-OPT to identify non-linear material models in LS-DYNA. In Proceedings of the 7th International LS-DYNA Users Conference, Dearborn, MI, USA, 6–8 May 2002; Available online: https://www.dynalook.com/conferences/international-conf-2002/Session_16-4.pdf (accessed on 14 August 2024).
- Carney, K.; Pereira, J.M.; Revilock, D.; Matheny, P. Jet engine fan blade containment using an alternate geometry. Int. J. Impact Eng. 2009, 36, 720–728. [Google Scholar] [CrossRef]
- Jorgensen, K.; Swan, V. Modeling of armour-piercing projectile perforation of thick aluminium plates. In Proceedings of the 13th International LS-DYNA Users Conference, Detroit, MI, USA, 8–10 June 2014. [Google Scholar]
- Ma, X.; Lei, D.; Zhao, S.; Zhao, Z. Study on the Mechanical-Rheological Properties of Soybean and Wheat Grain Grown in Northeast China. Trans. CSAE 1999, 3, 70–75. [Google Scholar]
- Liang, L.; Guo, Y. Relationship between stalk biomechanical properties and morphological traits of wheat at different growth stages. Trans. CSAE 2008, 8, 131–134. [Google Scholar]
- Liang, Z.; Li, Y.; Zhao, Z. Monitoring method and sensor for grain separation loss on axial flow combine harvester. Trans. Chin. Soc. Agric. Eng. (Trans. CSAE) 2014, 30, 18–26. [Google Scholar] [CrossRef]
- Feldman, M. Hilbert transform in vibration analysis. Mech. Syst. Signal Process. 2011, 25, 735–802. [Google Scholar] [CrossRef]
- Shen, J.; Zhao, S.; Chen, J. The Processing Way of Pipeline Vibration Signal based on Wavelet Transform. In Proceedings of the International Conference on Advanced Design and Manufacturing Engineering (ADME 2011), Guangzhou, China, 16–18 September 2011. [Google Scholar] [CrossRef]
- Huang, N.E.; Shen, Z.; Long, S.R.; Wu, M.C.; Shih, H.H.; Zheng, Q.; Liu, H.H. The empirical mode decomposition and the Hilbert spectrum for nonlinear and non-stationary time series analysis. Proc. R. Soc. Lond. Ser. A Math. Phys. Eng. Sci. 1998, 454, 903–995. [Google Scholar] [CrossRef]
- Boudraa, A.O.; Cexus, J.C. EMD-based signal filtering. IEEE Trans. Instrum. Meas. 2007, 56, 2196–2202. [Google Scholar] [CrossRef]
- Du, Y.; Zhang, L.; Mao, E.; Li, X.; Wang, H. Design and experiment of corn combine harvester grain loss monitoring sensor based on EMD. Trans. Chin. Soc. Agric. Mach. 2022, 53, 158–165. [Google Scholar] [CrossRef]
- Li, Y.; Chen, T.; Xiaopeng, W.; Kunpeng, Y.; Chao, Z. Theoretical analysis and numerical simulation for impact noise due to impact of two cylinders. J. Vib. Shock 2014, 33, 162–166+173. [Google Scholar] [CrossRef]
- Sasaoka, N.; Hamahashi, N.; Itoh, Y. Speech Enhancement with Impact Noise Activity Detection Based on the Kurtosis of an Instantaneous Power Spectrum. Ieice Trans. Fundam. Electron. Commun. Comput. Sci. 2017, E100A, 1942–1950. [Google Scholar] [CrossRef]
- Jiao, Y.; Shi, H.; Wang, X. Lifting Wavelet Denoising Algorithm For Acoustic Emission Signal. In Proceedings of the International Conference on Robots & Intelligent System (ICRIS), Zhangjiajie, China, 27–28 August 2016. [Google Scholar] [CrossRef]
- Shi, Y.; Zhang, J.; Jiao, J.; Zhao, R.; Cao, H. Calibration Analysis of High-G MEMS Accelerometer Sensor Based on Wavelet and Wavelet Packet Denoising. Sensors 2021, 21, 1231. [Google Scholar] [CrossRef] [PubMed]
- Wang, Z.; Liu, X.; Liu, X. Wavelet and Empirical Mode Decomposition Denoising for GLAS Full Waveform Data. Laser Optoelectron. Prog. 2021, 58, 364–371. [Google Scholar]
- Liang, Z.; Li, Y.; Zhao, Z.; Xu, L.; Zhao, Z. Sensor for monitoring rice grain sieve losses in combine harvesters. Biosyst. Eng. 2016, 147, 51–66. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material Properties | Grain | Stem | Plate | Air |
|---|---|---|---|---|
| Density/kg·m−3 | 760 | 160 | 7850 | 1.3 |
| Young’s modulus/MPa | 464 | 410 | 2.1 × 105 | |
| Poisson’s ratio | 0.40 | 0.35 | 0.30 | |
| Pressure cutoff/Pa | −1 × 10−10 | |||
| Viscosity coefficient/N·s·m−2 | 2 × 10−5 | |||
| Initial internal energy/Pa | 2.5 × 105 |
| *surface_to_surface | Static Coefficient of Friction | Dynamic Coefficient of Friction | |
| Parameter value | 0.56 | 0.02 | |
| *lagrange_in_solid | Number of Coupling Points | Fluid–Structure Coupling Method | Coupling Direction |
| Parameter value | 3 | 4 | 2 |
| *control_ale | Alternate Advection Logic | Number of Cycles | ALE Smoothing Weight Factor |
| Parameter value | −1 | 1 | −1 |
| Step | Intrinsic Modes of the Grain Model (Hz) | Intrinsic Modes of the Stem Model (Hz) |
|---|---|---|
| 1 | 0 | 0 |
| 2 | 3.2584 × 10−4 | 0 |
| 3 | 7.6664 × 10−4 | 0 |
| 4 | 1.4152 × 10−3 | 5.2634 × 10−3 |
| 5 | 1.5645 × 10−3 | 5.7461 × 10−3 |
| 6 | 2.1082 × 10−3 | 6.6704 × 10−3 |
| 7 | 37,750 | 4784.1 |
| 8 | 37,837 | 12,009 |
| 9 | 44,106 | 13,063 |
| 10 | 46,978 | 21,041 |
| 11 | 46,985 | 21,082 |
| 12 | 51,154 | 24,800 |
| Group | Experimental Time (Sec) | Detected Grain Loss | Actual Grain Loss | Detection Error (%) |
|---|---|---|---|---|
| 1 | 45 | 1636 | 1695 | −3.4 |
| 2 | 43 | 1623 | 1772 | −8.4 |
| 3 | 42 | 1330 | 1233 | +7.9 |
| 4 | 46 | 1130 | 1079 | +4.8 |
| 5 | 47 | 1404 | 1464 | −4.1 |
| 6 | 42 | 1250 | 1156 | +8.1 |
| Average | 44 | 1396 | 1400 | 6.1 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Shen, Y.; Gao, J.; Jin, Z. Research on Acoustic Signal Identification Mechanism and Denoising Methods of Combine Harvesting Loss. Agronomy 2024, 14, 1816. https://doi.org/10.3390/agronomy14081816
Shen Y, Gao J, Jin Z. Research on Acoustic Signal Identification Mechanism and Denoising Methods of Combine Harvesting Loss. Agronomy. 2024; 14(8):1816. https://doi.org/10.3390/agronomy14081816
Chicago/Turabian StyleShen, Yuhao, Jianmin Gao, and Zhipeng Jin. 2024. "Research on Acoustic Signal Identification Mechanism and Denoising Methods of Combine Harvesting Loss" Agronomy 14, no. 8: 1816. https://doi.org/10.3390/agronomy14081816