
Finite Element Simulation and Process Analysis for Hot-Forming WE43 Magnesium Alloy Fasteners: Comparison of Crystal Plasticity with Traditional Method


Abstract
1. Introduction
2. Material, Method, and Model Design
2.1. Material Properties
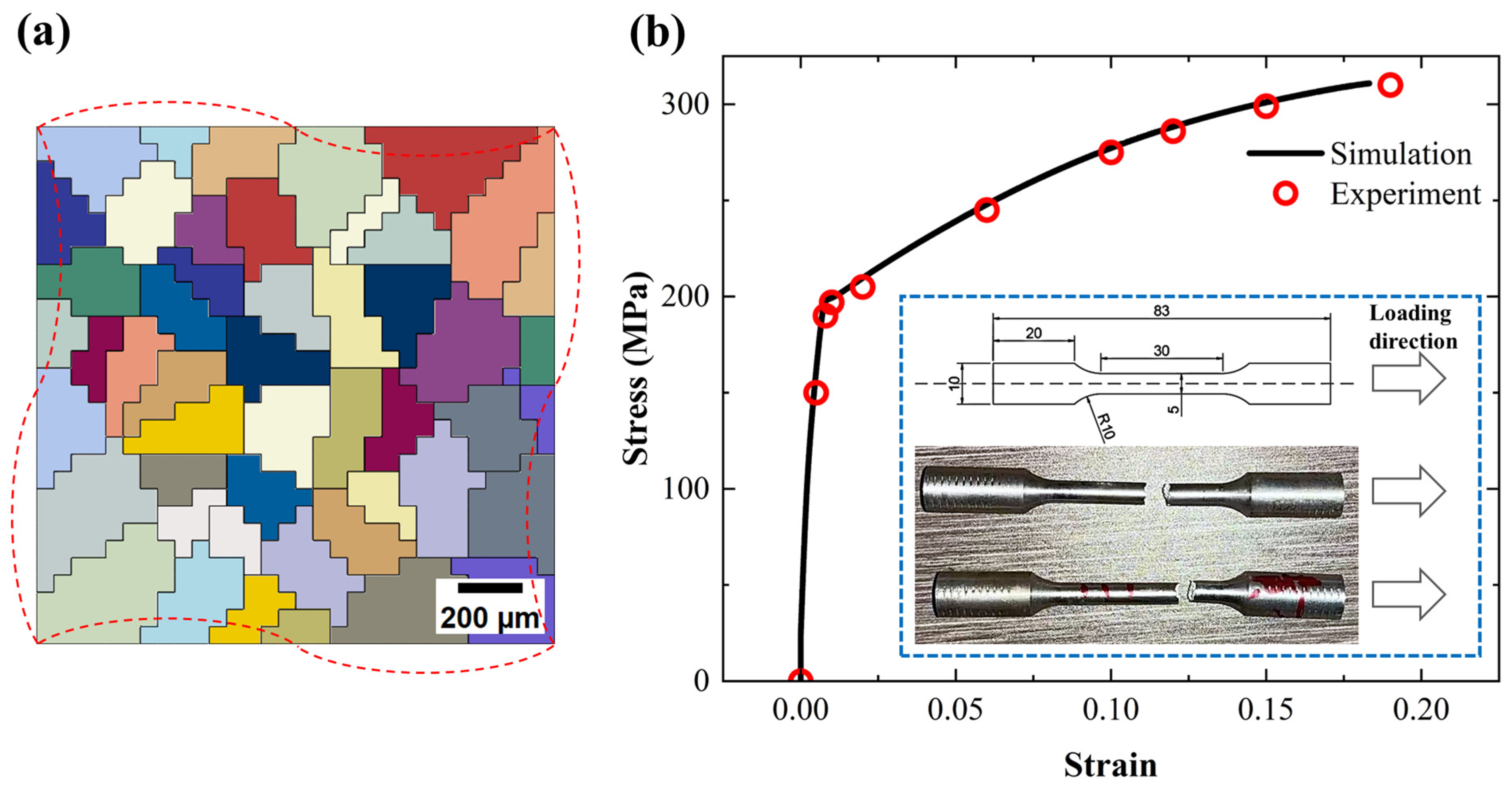
2.2. Uniaxial Tensile Tests
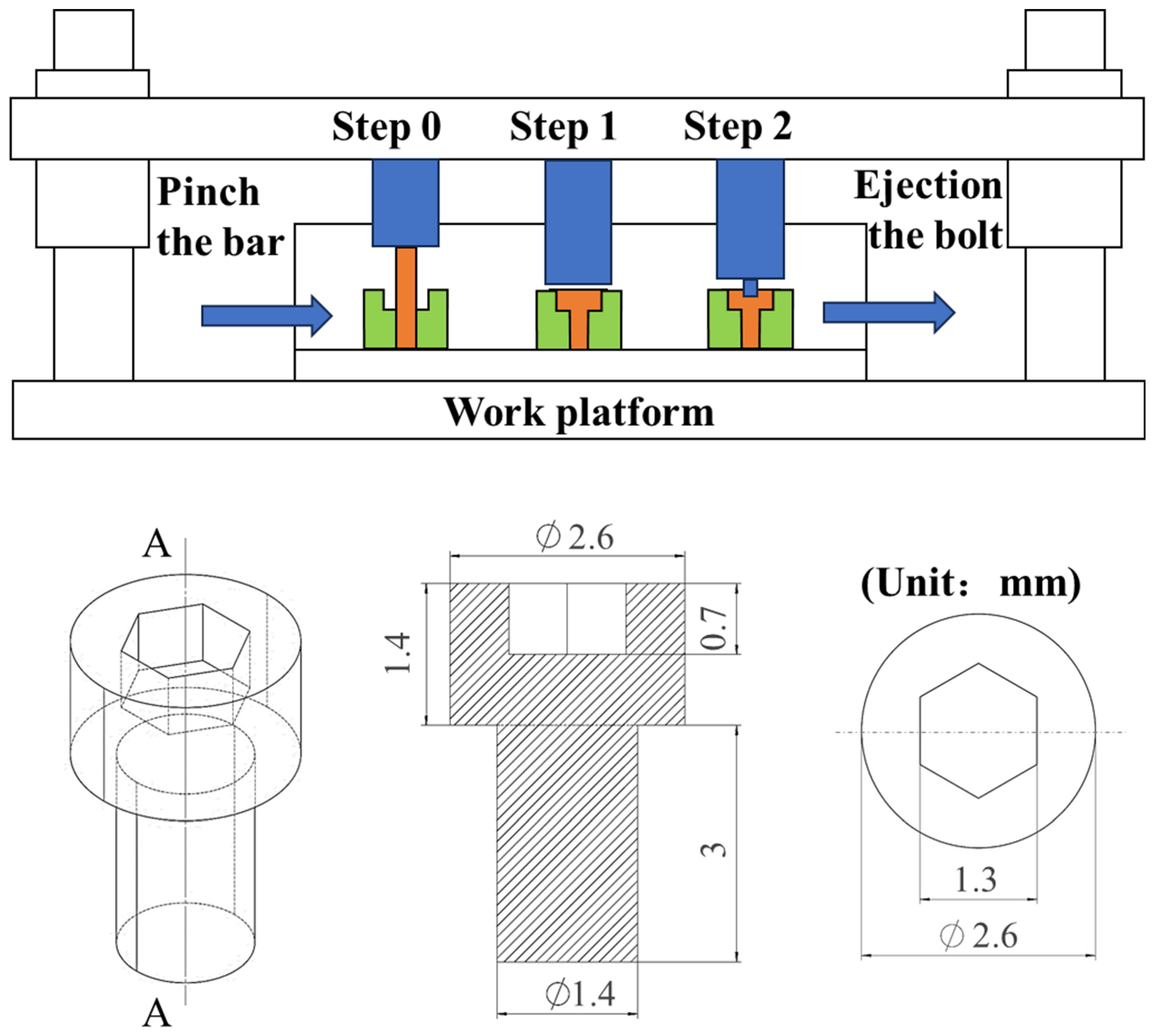
2.3. Fastener and Forming Process Design
2.4. Modeling of Hot-Forming Process
3. Crystal Plasticity Framework
4. Results and Discussion
4.1. Comparison of Crystal Plasticity and Traditional Finite Element Simulation
4.2. Influence of Temperature on Forming Performance
5. Conclusions
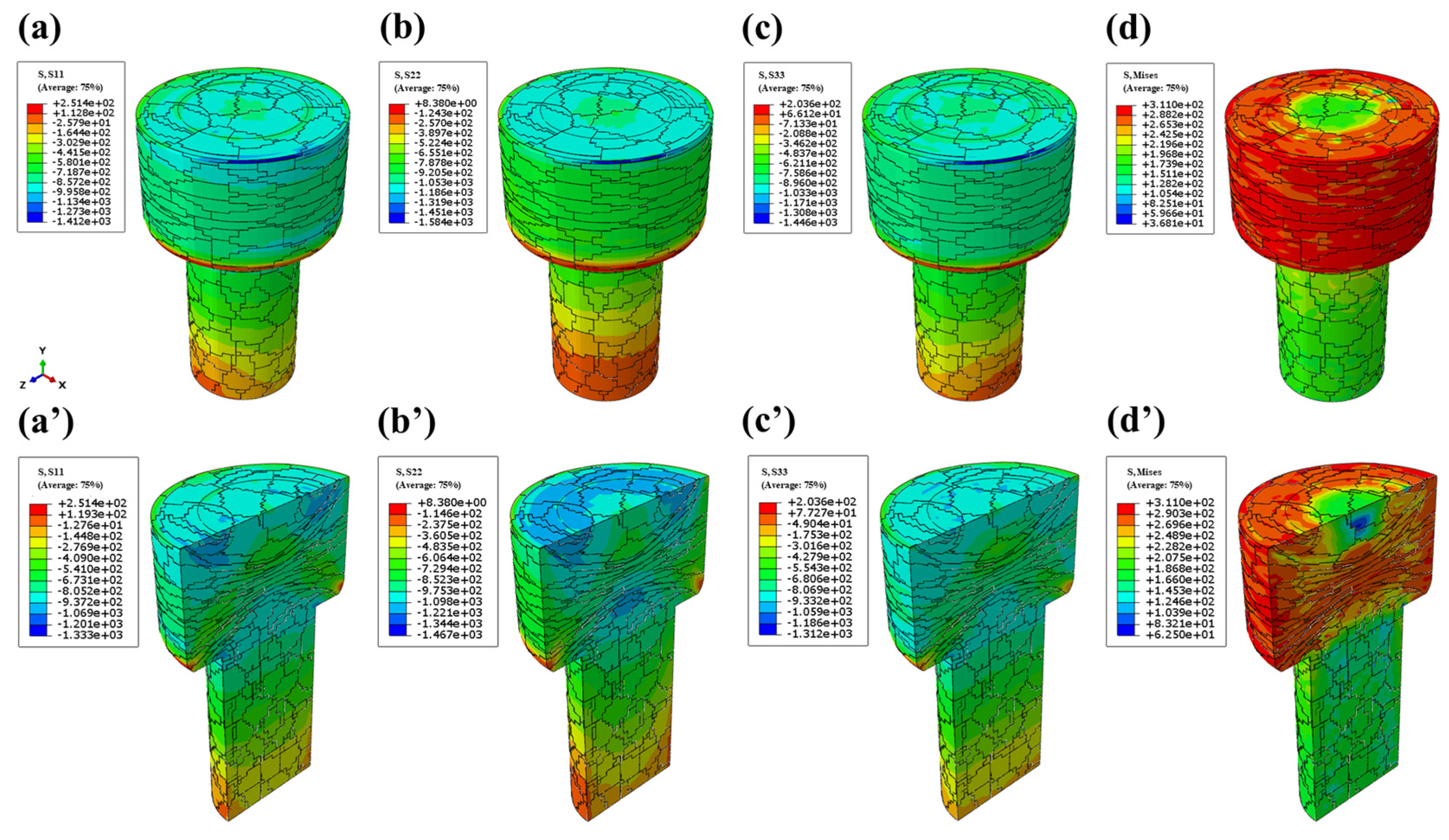
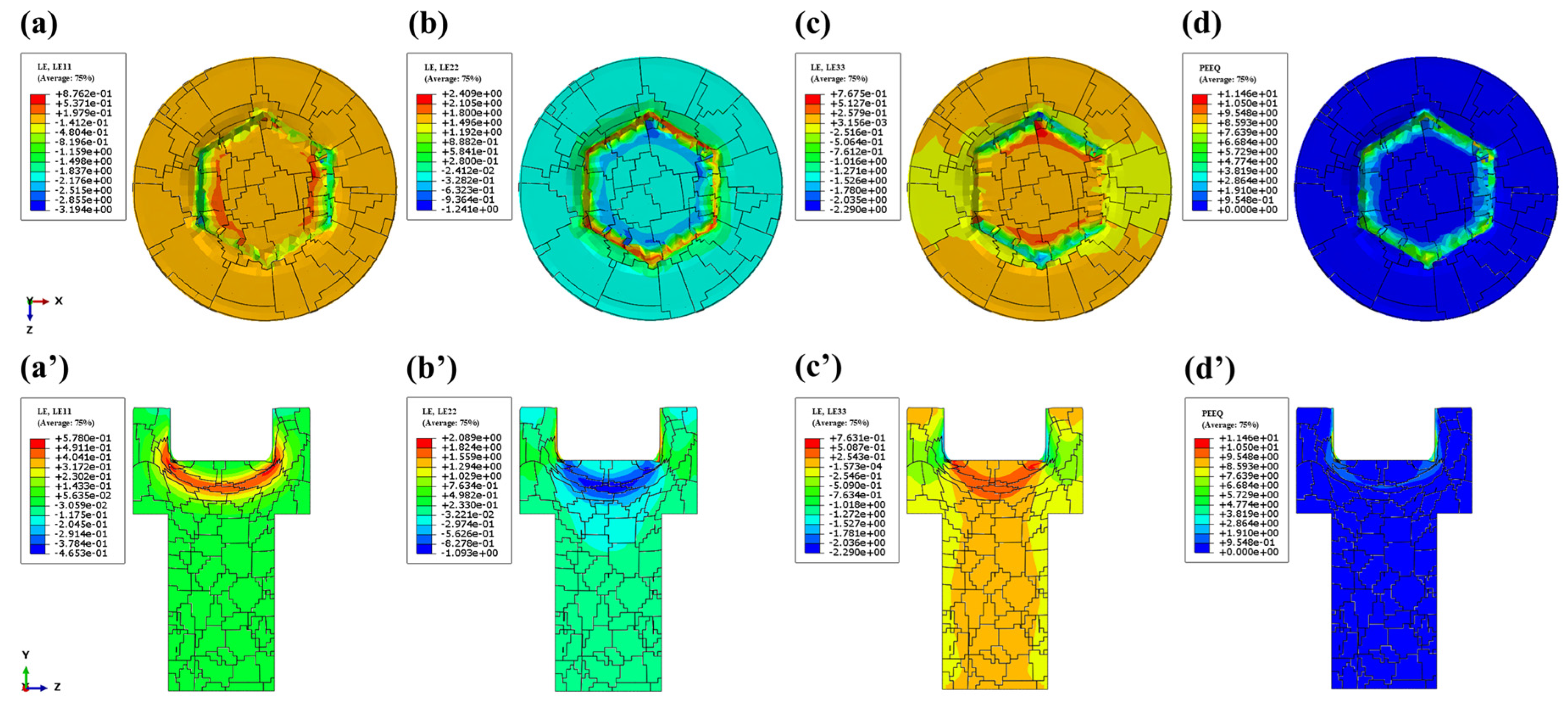
- During the head-upsetting process, the strain concentration area is distributed along the 45°direction, which is prone to shear fracture, while local stress accumulation is observed during the formation of hexagonal holes.
- The temperature has a significant impact on the average stress and PEEQ in the forming behavior. The optimal formability occurs at 350–450 °C, where thermal softening dominance balances the strain-hardening rate with thermal softening coefficient.
- Compared with the conventional FEM, the CPFEM can capture the shape and size differences of grains more finely, revealing the microscopic irregularities of the inner hexagonal pore walls. Through detailed grain scale modeling, the formation of deformation zones, stress concentration, and their impact on the final product quality can be analyzed in depth, providing a theoretical basis for further optimizing the forming process.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Tsakiris, V.; Tardei, C.; Clicinschi, F.M. Biodegradable Mg alloys for orthopedic implants—A review. J. Magnes. Alloys 2021, 9, 1884–1905. [Google Scholar] [CrossRef]
- Sommer, N.G.; Hirzberger, D.; Paar, L.; Berger, L.; Ćwieka, H.; Schwarze, U.Y.; Herber, V.; Okutan, B.; Bodey, A.J.; Willumeit-Römer, R.; et al. Implant degradation of low-alloyed Mg–Zn–Ca in osteoporotic, old and juvenile rats. Acta Biomater. 2022, 147, 427–438. [Google Scholar] [CrossRef] [PubMed]
- Staiger, M.P.; Pietak, A.M.; Huadmai, J.; Dias, G. Magnesium and its alloys as orthopedic biomaterials: A review. Biomaterials 2006, 27, 1728–1734. [Google Scholar] [CrossRef] [PubMed]
- Henderson, S.E.; Verdelis, K.; Maiti, S.; Pal, S.; Chung, W.L.; Chou, D.-T.; Kumta, P.N.; Almarza, A.J. Magnesium alloys as a biomaterial for degradable craniofacial screws. Acta Biomater. 2014, 10, 2323–2332. [Google Scholar] [CrossRef]
- Rout, P.K.; Roy, S.; Rathore, D. Recent advances in the development of Mg-Ca-Zn alloys as biodegradable orthopedic implants. Mater. Today Proc. 2024, 115, 24–30. [Google Scholar] [CrossRef]
- Yang, Y.; He, C.; E, D.; Yang, W.; Qi, F.; Xie, D.; Shen, L.; Peng, S.; Shuai, C. Mg bone implant: Features, developments and perspectives. Mater. Des. 2020, 185, 108259. [Google Scholar] [CrossRef]
- Wang, D.; Xu, W. Fatigue failure analysis and multi-objective optimisation for the hybrid (bolted/bonded) connection of magnesium–aluminium alloy assembled wheel. Eng. Fail. Anal. 2020, 112, 104530. [Google Scholar] [CrossRef]
- Turvey, T.; Proffit, W.; Phillips, C. Biodegradable fixation for craniomaxillofacial surgery: A 10-year experience involving 761 operations and 745 patients. Int. J. Oral Maxillofac. Surg. 2011, 40, 244–249. [Google Scholar] [CrossRef]
- Söntgen, S.; Keilig, L.; Kabir, K.; Weber, A.; Reimann, S.; Welle, K.; Bourauel, C. Mechanical and numerical investigations of biodegradable magnesium alloy screws for fracture treatment. J. Biomed. Mater. Res. Part B Appl. Biomater. 2023, 111, 7–15. [Google Scholar] [CrossRef]
- Lashgari, H.; Zangeneh, S. Numerical and experimental failure analysis of wind turbine blade fastener. Eng. Fail. Anal. 2024, 156, 107837. [Google Scholar] [CrossRef]
- Liu, X.; Kang, Y.; Lozhnikov, P.; Shchelkanov, A.; Wang, B. A novel stress-guided method to simultaneously improve fatigue resistance and anti-loosening of threaded fastener. Eng. Fail. Anal. 2025, 170, 109293. [Google Scholar] [CrossRef]
- Qi, M.; Wei, X.; Lu, H.; Yang, X.; Qu, X.; Zhang, L.; Zhao, X.; Yan, H.; Jiang, Y.; Dong, H. Effect of microstructure on hydrogen embrittlement resistance of 1400 MPa grade fastener 42CrMoVNb steel. J. Mater. Res. Technol. 2025, 35, 4099–4108. [Google Scholar] [CrossRef]
- Wang, X.; Xu, D.; Wu, R.; Peng, Q.; Jin, L.; Xin, Y.; Zhang, Z.; Liu, Y.; Chen, X.; Chen, G.; et al. What is going on in magnesium alloys? J. Mater. Sci. Technol. 2018, 34, 245–247. [Google Scholar] [CrossRef]
- Panchal, M.; Kaushik, L.; Ravi, K.R.; Khatirkar, R.; Choi, S.-H.; Singh, J. Recent advances in the in-plane shear testing of Mg alloy sheets. J. Magnes. Alloys 2023, 11, 405–424. [Google Scholar] [CrossRef]
- Shi, B.; Yang, C.; Peng, Y.; Zhang, F.; Pan, F. Anisotropy of wrought magnesium alloys: A focused overview. J. Magnes. Alloys 2022, 10, 1476–1510. [Google Scholar] [CrossRef]
- Sheng, L.; Du, B.; Hu, Z.; Qiao, Y.; Xiao, Z.; Wang, B.; Xu, D.; Zheng, Y.; Xi, T. Effects of annealing treatment on microstructure and tensile behavior of the Mg-Zn-Y-Nd alloy. J. Magnes. Alloys 2020, 8, 601–613. [Google Scholar] [CrossRef]
- Xu, X.; Chen, X.; Du, W.; Geng, Y.; Pan, F. Effect of Nd on microstructure and mechanical properties of as-extruded Mg-Y-Zr-Nd alloy. J. Mater. Sci. Technol. 2017, 33, 926–934. [Google Scholar] [CrossRef]
- Wang, G.G.; Bos, J. A study on joining magnesium alloy high pressure die casting components with thread forming fasteners. J. Magnes. Alloys 2018, 6, 114–120. [Google Scholar] [CrossRef]
- Hwang, Y.M.; Chang, C.Y. Finite element analysis and die design of heading processes of magnesium alloy screws. IOP Conf. Ser. Mater. Sci. Eng. 2016, 131, 012003. [Google Scholar] [CrossRef]
- Yaghoobi, M.; Voyiadjis, G.Z.; Sundararaghavan, V. Crystal Plasticity Simulation of Magnesium and Its Alloys: A Review of Recent Advances. Crystals 2021, 11, 435. [Google Scholar] [CrossRef]
- Peirce, D.; Asaro, R.J.; Needleman, A. An analysis of nonuniform and localized deformation in ductile single crystals. Acta Metall. 1982, 30, 1087–1119. [Google Scholar] [CrossRef]
- Tong, X.; Li, Y.; Fu, M. Modelling of grain size effects in progressive microforming using CPFEM. Int. J. Mech. Sci. 2024, 267, 108971. [Google Scholar] [CrossRef]
- GB/T 5153-2016; Designation and Composition of Wrought Magnesium and Magnesium Alloys. China Nonferrous Metals Industry Association: Beijing, China, 2016.
- Chen, J.; Dong, F.; Liu, S. Design and Mechanical Performance Evaluation of WE43 Magnesium Alloy Biodegradable Stents via Finite Element Analysis. Metals 2024, 14, 704. [Google Scholar] [CrossRef]
- Kubásek, J.; Dvorský, D.; Čavojský, M.; Roudnická, M.; Vojtech, D. WE43 magnesium alloy—Material for challenging applications. Met. Mater. 2019, 57, 159–165. [Google Scholar] [CrossRef]
- GB/T70.1; Hexagon Socket Head Cap Screws. China Machinery Industry Federation: Beijing, China, 2008.
- Banijamali, S.M.; Najafi, S.; Sheikhani, A.; Palizdar, Y. Dry tribological behavior of hot-rolled WE43 magnesium matrix composites reinforced by B4C particles. Wear 2022, 508–509, 204487. [Google Scholar] [CrossRef]
- Yang, L.; Zhao, Y.; Dong, Y.; Yang, J.; Wang, S.; Wang, C.; Bai, J.; Xue, F.; Chu, P.K.; Chu, C. Hybrid chondroitin sulfate-tailored phosphate coatings for improved corrosion and wear resistance of WE43 magnesium alloy. Surf. Coat. Technol. 2025, 503, 132012. [Google Scholar] [CrossRef]
- Cheng, T.; Zeng, Y.; Cui, Z.; Fan, L.; Li, S.; Miao, J.; Xu, S.; Liu, M. Preparation of nanoprecipitates and ultrafine grains for WE43 alloy to enhance mechanical properties by pre-aging treatment prior to extrusion. J. Alloys Compd. 2025, 1013, 178607. [Google Scholar] [CrossRef]
- Xiang, C.; Xu, Y.; Yang, Y.; Ding, H.; Wang, Z. Plastic deformation mechanisms and constitutive modeling of WE43 magnesium alloy at various strain rates and temperatures. J. Mater. Res. Technol. 2024, 29, 4110–4128. [Google Scholar] [CrossRef]
- Peirce, D.; Asaro, R.J.; Needleman, A. Material rate dependence and localized deformation in crystalline solids. Acta Metall. 1983, 31, 1951–1976. [Google Scholar] [CrossRef]
- Asaro, R.J. Micromechanics of Crystals and Polycrystals. Adv. Appl. Mech. 1983, 23, 1–115. [Google Scholar]
- Asaro, R.J.; Needleman, A. Texture development and strain hardening in rate dependent polycrystals. Acta Metall. 1985, 33, 923–953. [Google Scholar] [CrossRef]
- Hill, R.; Rice, J. Constitutive analysis of elastic-plastic crystals at arbitrary strain. J. Mech. Phys. Solids 1972, 20, 401–413. [Google Scholar] [CrossRef]
- Asaro, R.; Rice, J. Strain localization in ductile single crystals. J. Mech. Phys. Solids 1977, 25, 309–338. [Google Scholar] [CrossRef]
- Zhou, Z.; Huo, Y.; Wang, Z.; Demir, E.; Jiang, A.; Yan, Z.; He, T. Experimental investigation and crystal plasticity modelling of dynamic recrystallisation in dual-phase high entropy alloy during hot deformation. Mater. Sci. Eng. A 2025, 922, 147634. [Google Scholar] [CrossRef]
- Hardie, C.; Long, D.J.; Demir, E.; Tarleton, E.; Dunne, F.P. A robust and efficient hybrid solver for crystal plasticity. Int. J. Plast. 2023, 170, 103773. [Google Scholar] [CrossRef]
- Gao, T.; Zhao, D.; Zhang, T.; Jin, T.; Ma, S.; Wang, Z. Strain-rate-sensitive mechanical response, twinning, and texture features of NiCoCrFe high-entropy alloy: Experiments, multi-level crystal plasticity and artificial neural networks modeling. J. Alloys Compd. 2020, 845, 155911. [Google Scholar] [CrossRef]
- Orowan, E. Problems of plastic gliding. Proc. Phys. Soc. 1940, 52, 8–22. [Google Scholar] [CrossRef]
- Beyerlein, I.J.; Tomé, C.N. A dislocation-based constitutive law for pure Zr including temperature effects. Int. J. Plast. 2008, 24, 867–895. [Google Scholar] [CrossRef]
- Essmann, U.; Mughrabi, H. Annihilation of dislocations during tensile and cyclic deformation and limits of dislocation densities. Philos. Mag. A 1979, 40, 731–756. [Google Scholar] [CrossRef]
- Madec, R.; Devincre, B.; Kubin, L.P. From Dislocation Junctions to Forest Hardening. Phys. Rev. Lett. 2002, 89, 255508. [Google Scholar] [CrossRef]
- Mecking, H.; Kocks, U. Kinetics of flow and strain-hardening. Acta Met. 1981, 29, 1865–1875. [Google Scholar] [CrossRef]
- Feather, W.G.; Ghorbanpour, S.; Savage, D.J.; Ardeljan, M.; Jahedi, M.; McWilliams, B.A.; Gupta, N.; Xiang, C.; Vogel, S.C.; Knezevic, M. Mechanical response, twinning, and texture evolution of WE43 magnesium-rare earth alloy as a function of strain rate: Experiments and multi-level crystal plasticity modeling. Int. J. Plast. 2019, 120, 180–204. [Google Scholar] [CrossRef]
- Ganesan, S.; Yaghoobi, M.; Githens, A.; Chen, Z.; Daly, S.; Allison, J.E.; Sundararaghavan, V. The effects of heat treatment on the response of WE43 Mg alloy: Crystal plasticity finite element simulation and SEM-DIC experiment. Int. J. Plast. 2021, 137, 102917. [Google Scholar] [CrossRef]
- Githens, A.; Ganesan, S.; Chen, Z.; Allison, J.; Sundararaghavan, V.; Daly, S. Characterizing microscale deformation mechanisms and macroscopic tensile properties of a high strength magnesium rare-earth alloy: A combined experimental and crystal plasticity approach. Acta Mater. 2020, 186, 77–94. [Google Scholar] [CrossRef]
- Hill, R. The Elastic Behaviour of a Crystalline Aggregate. Proc. Phys. Soc. Sect. A 1952, 65, 349. [Google Scholar] [CrossRef]
- Patra, A.; Chaudhary, S.; Pai, N.; Ramgopal, T.; Khandelwal, S.; Rao, A.; McDowell, D.L. ρ-CP: Open source dislocation density based crystal plasticity framework for simulating temperature- and strain rate-dependent deformation. Comput. Mater. Sci. 2023, 224, 112182. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Mesh | LE11 | LE33 | Mesh | LE22 | ||
|---|---|---|---|---|---|---|
| Step 1 | 8424 | 0.8405 | 0.8358 | Step 2 | 7608 | 1.17 |
| 38,880 | 0.8873 | 0.8883 | 21,516 | 2.048 | ||
| 53,200 | 0.8675 | 0.8705 | 50,680 | 2.158 | ||
| 66,744 | 0.8737 | 0.8686 | 56,876 | 2.171 | ||
| 86,229 | 0.8726 | 0.8736 | 71,784 | 2.152 |
| Parameter | Unit | Basal | Prism | Pyram 〈a〉 | Pyram 〈c + a〉 |
|---|---|---|---|---|---|
| GPa | 17.3 | - | - | - | |
| m | 3.21 × 10−10 | 3.21 × 10−10 | 6.12 × 10−10 | 6.12 × 10−10 | |
| [48] | s−1 | 1 | 0.01 | 25 | 1.0 × 10−3 |
| [48] | J | 6 × 10−20 | 1.92 × 10−19 | 7.8 × 10−19 | 5.46 × 10−20 |
| [48] | - | 0.2 | 0.2 | 0.3 | 0.2 |
| [48] | - | 1.7 | 1.7 | 1.5 | 1.7 |
| [44] | m−1 | 7 × 107 | 3 × 108 | 1 × 108 | 1 × 108 |
| [44] | - | 0.1 | 0.03 | 0.05 | 0.05 |
| [44] | MPa | 31 | 97 | 215 | 230 |
| [44] | - | 4 × 10−3 | 3 × 10−3 | 4 × 10−3 | 4 × 10−3 |
| [44] | MPa | 245 | 250 | 285 | 285 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jiang, A.; Huo, Y.; Zhou, Z.; Yan, Z.; Sun, Y. Finite Element Simulation and Process Analysis for Hot-Forming WE43 Magnesium Alloy Fasteners: Comparison of Crystal Plasticity with Traditional Method. Metals 2025, 15, 475. https://doi.org/10.3390/met15050475
Jiang A, Huo Y, Zhou Z, Yan Z, Sun Y. Finite Element Simulation and Process Analysis for Hot-Forming WE43 Magnesium Alloy Fasteners: Comparison of Crystal Plasticity with Traditional Method. Metals. 2025; 15(5):475. https://doi.org/10.3390/met15050475
Chicago/Turabian StyleJiang, Anqi, Yuanming Huo, Zixin Zhou, Zhenrong Yan, and Yue Sun. 2025. "Finite Element Simulation and Process Analysis for Hot-Forming WE43 Magnesium Alloy Fasteners: Comparison of Crystal Plasticity with Traditional Method" Metals 15, no. 5: 475. https://doi.org/10.3390/met15050475
APA StyleJiang, A., Huo, Y., Zhou, Z., Yan, Z., & Sun, Y. (2025). Finite Element Simulation and Process Analysis for Hot-Forming WE43 Magnesium Alloy Fasteners: Comparison of Crystal Plasticity with Traditional Method. Metals, 15(5), 475. https://doi.org/10.3390/met15050475