
_Dong.png)
Effects of Anisotropic Mechanical Behavior on Nominal Moment Capability of 3D Printed Concrete Beam with Reinforcement


 , and
, and
Abstract
:1. Introduction
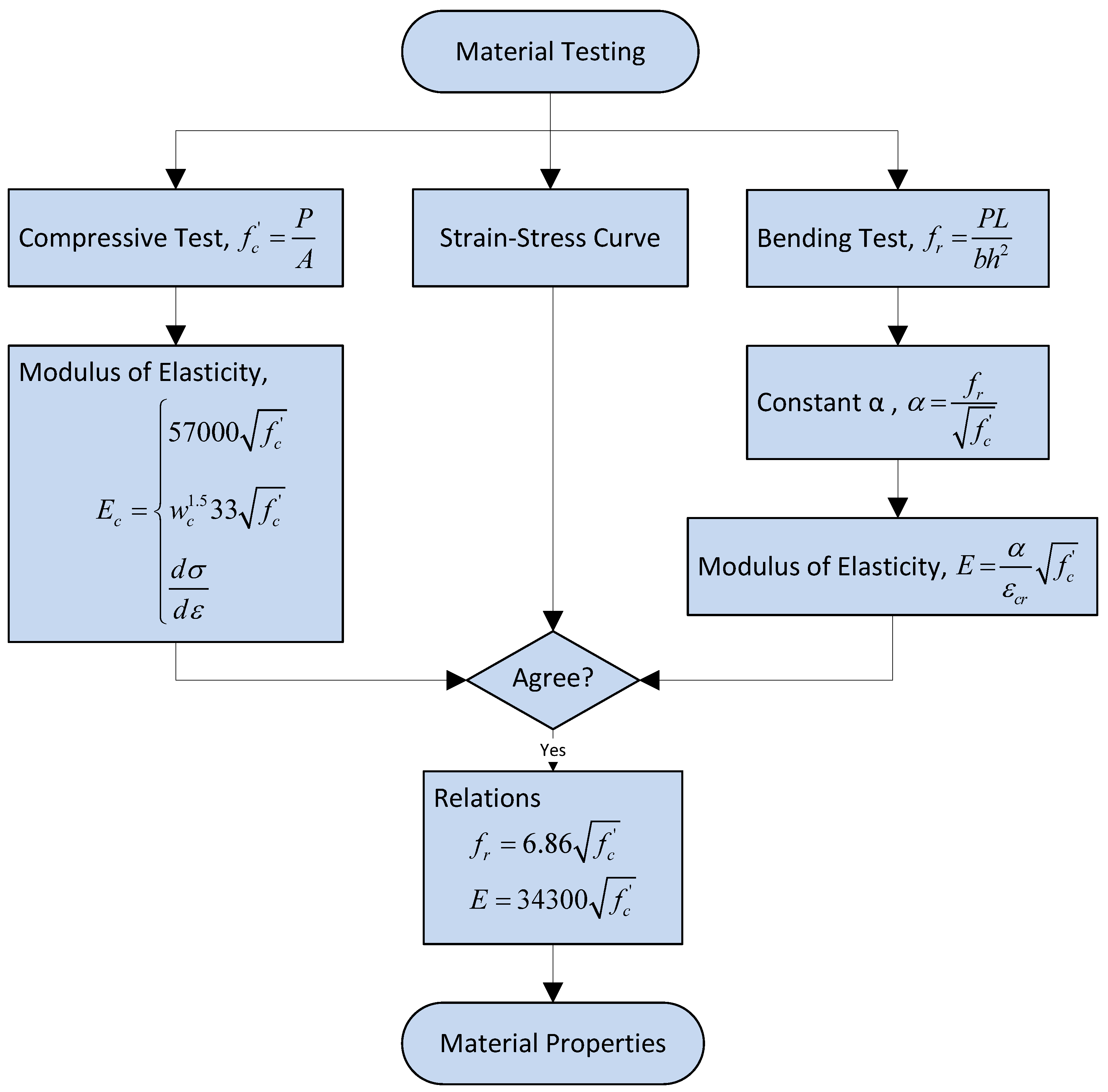
2. Materials and Methods
2.1. Printable Material
2.2. 3D Printing System
2.3. Mechanical Performance Comparison of Printable Concretes
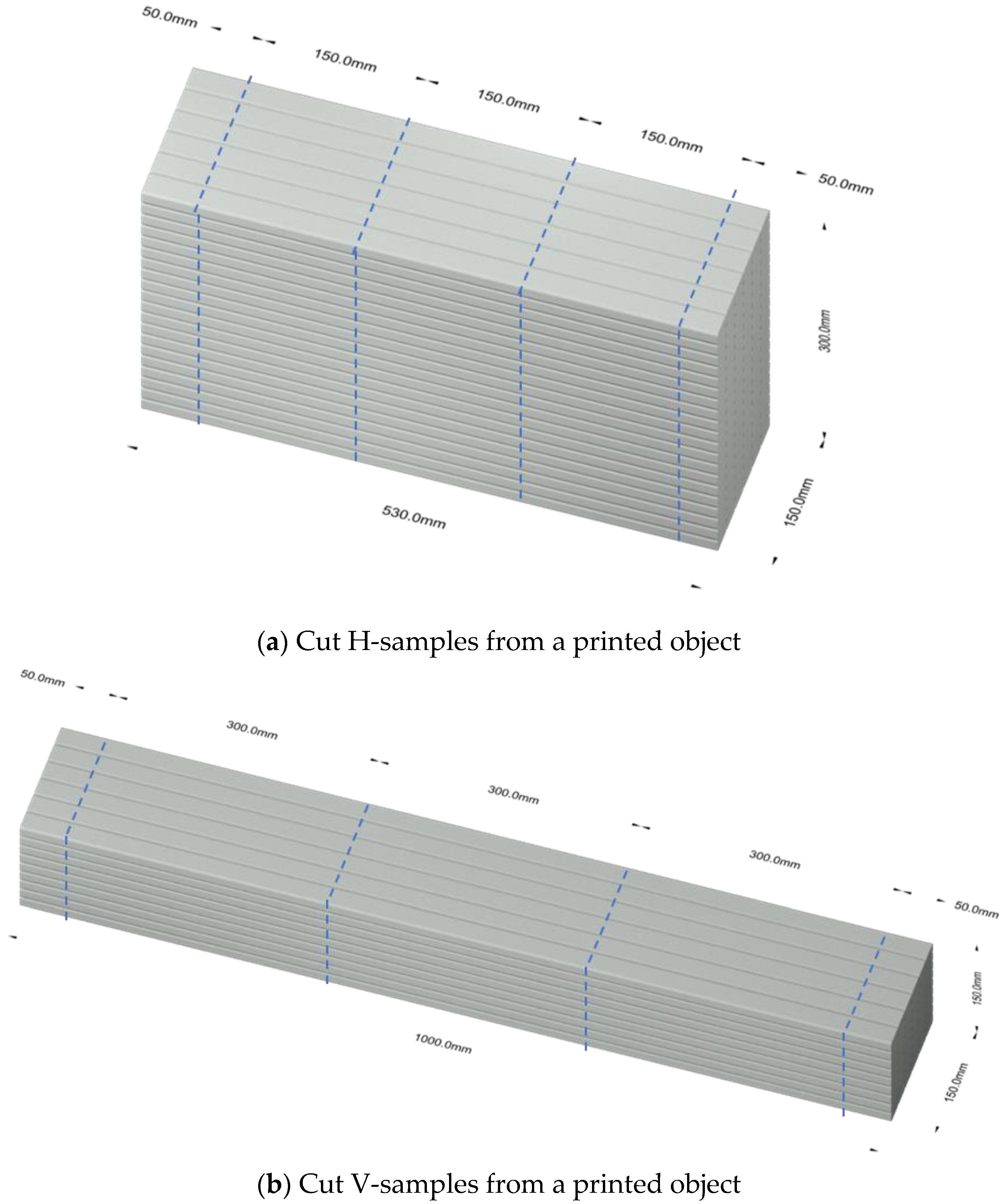
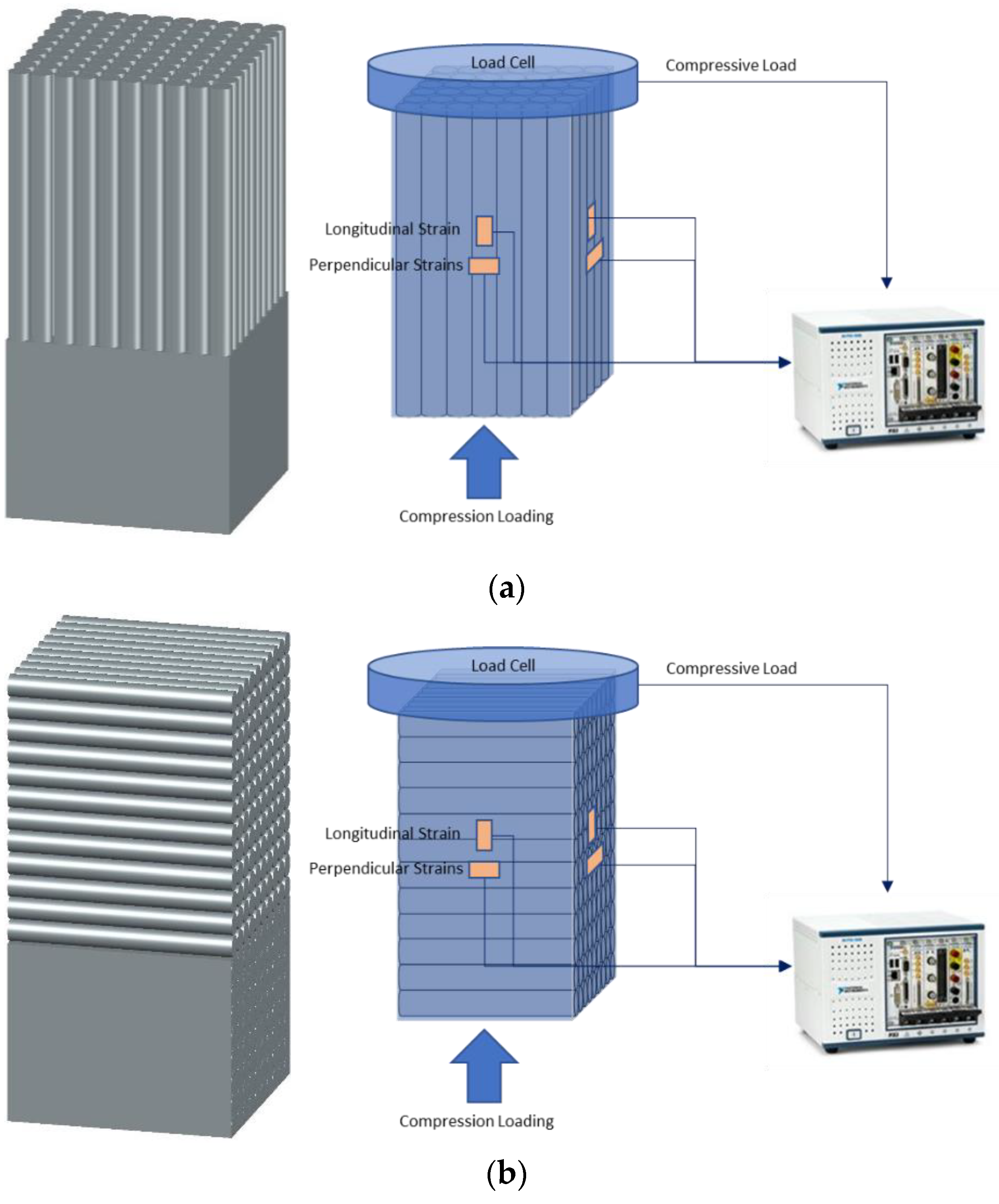
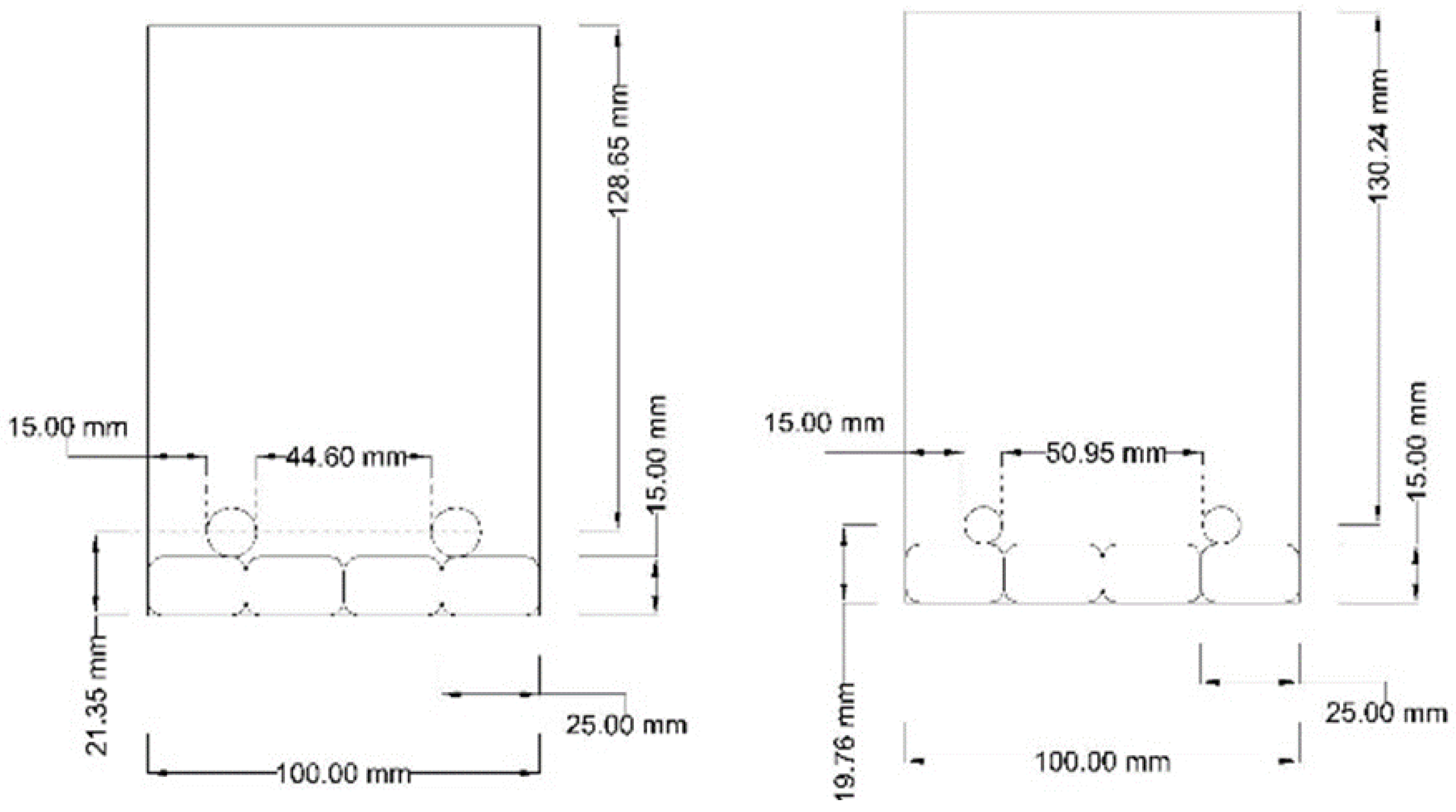
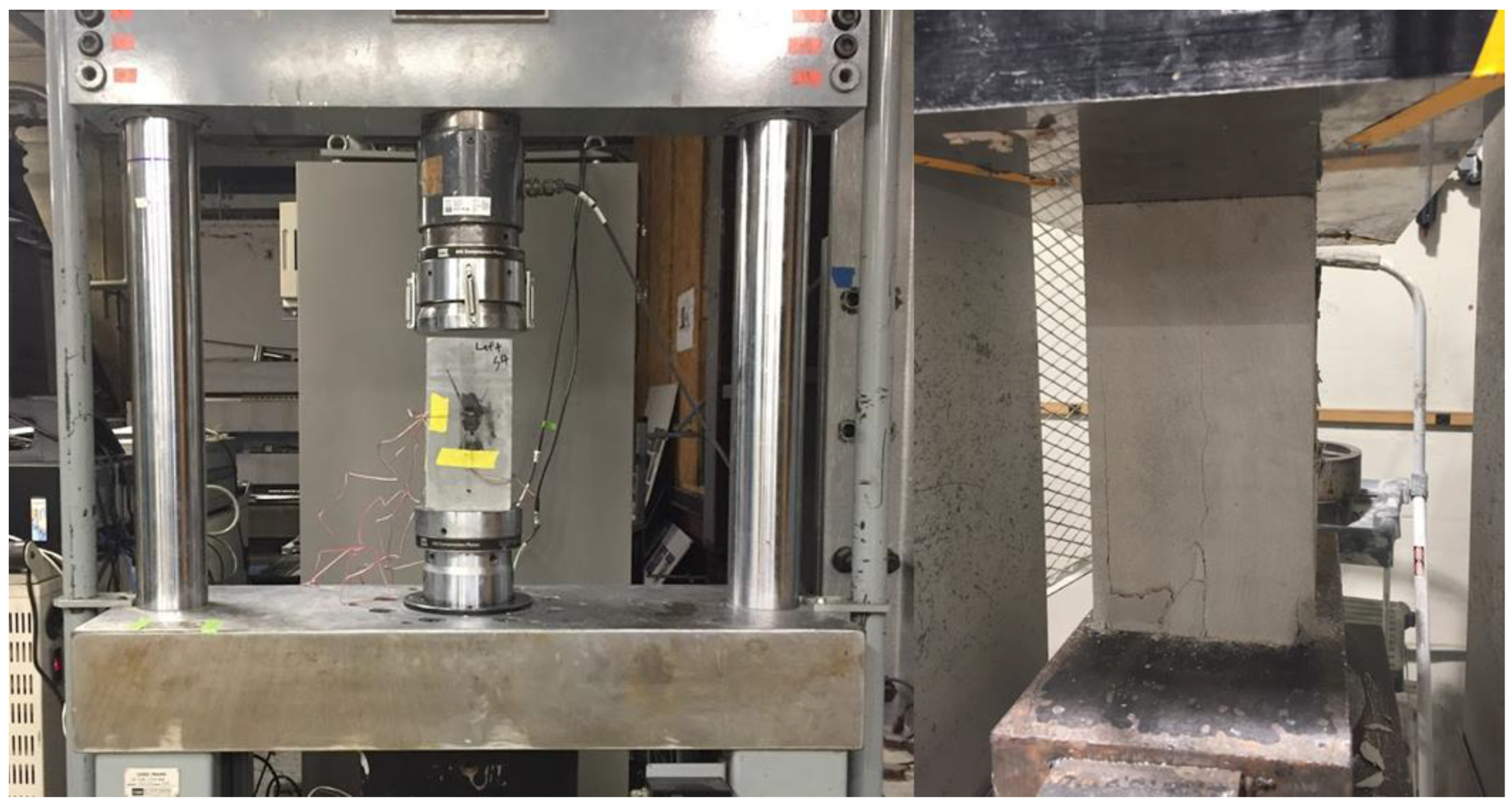
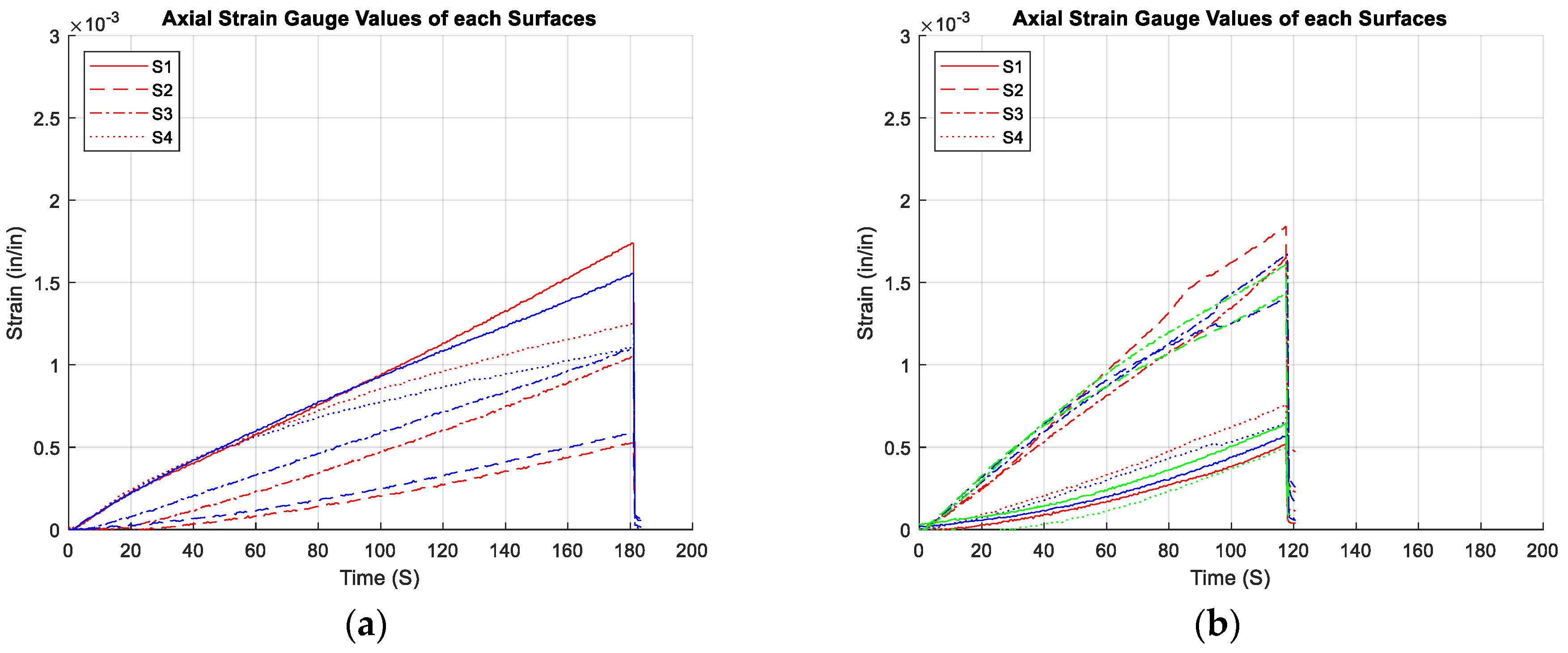
2.3.1. Compressive Strength Considering Anisotropy
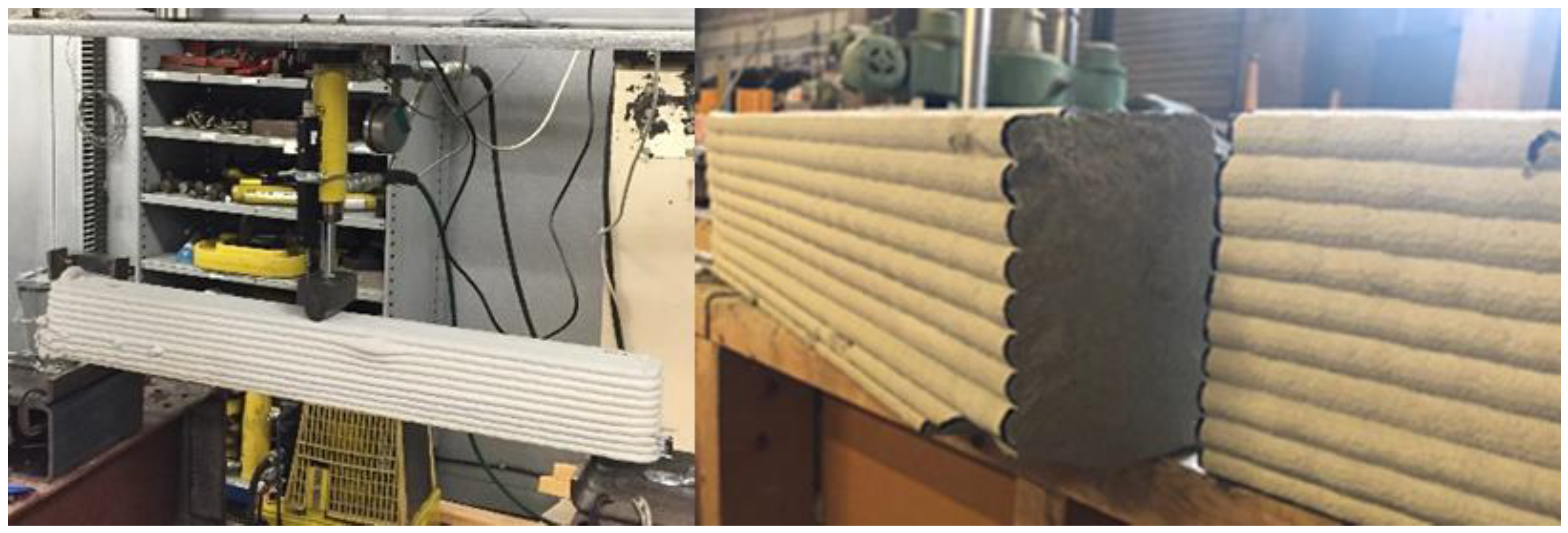
2.3.2. Modulus of Rupture from Bending Test
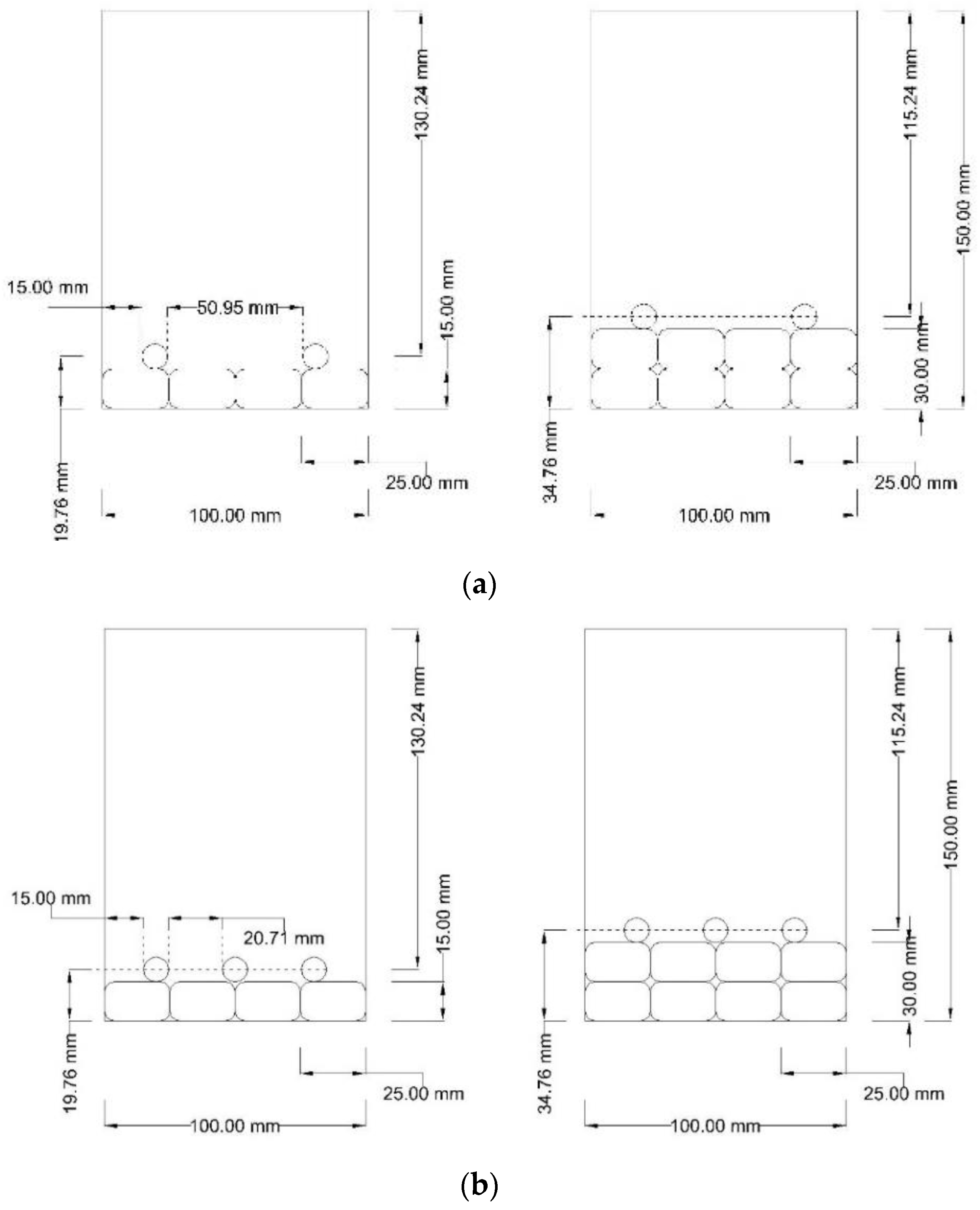
2.3.3. Moment Capacity of Reinforced Printed Beam
3. Results and Discussion
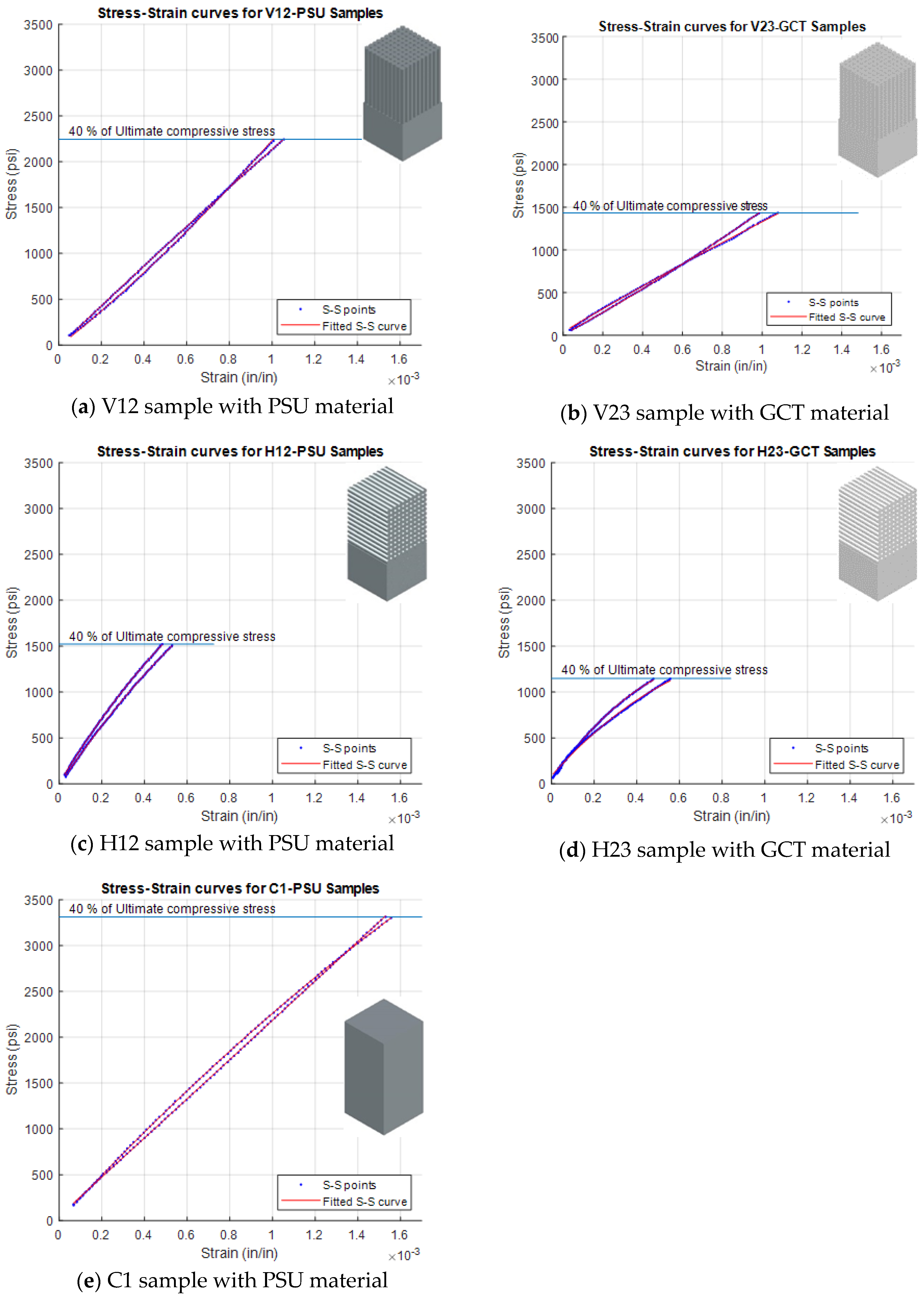
3.1. Comparison of Test Results and Detrmined Ultimate Strengths and Modulus of Elasticity of Printable Concretes
3.2. Flexural Moment Capacity Deterioration and Anisotropic Mechanical Behavior
4. Summary, Conclusions, and Possible Follow-Up Studies
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
Appendix A

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Cases | Effective Depth de (in, mm) | Rebar Area (in2, mm2) | Rebar Area Ratio (%) | Max. Tensile Stress σt at the Rebar, (ksi, MPa) | Max. Tensile Strain of Rebar (in/in) | Nominal Moment Capacity *, (k-ft, kN-m) | Failure Mode | Pin Load Capacity for Beam, (kips, kN) ** | ||
|---|---|---|---|---|---|---|---|---|---|---|
| #3 Rebar | 15 mm cover | 1-Layer with 2 Rebar per layer | 5.1 130 | 0.22 142 | 1.1 | 58.0 400 | 0.00929 | 4.4 6.0 | Tension-controlled | 5.4 23.9 |
| 1-Layer with 3 Rebar per layer | 5.1 130 | 0.33 213 | 1.6 | 58.0 400 | 0.00519 | 6.2 8.4 | Tension-controlled | 7.6 33.7 | ||
| 2-Layer with 2 Rebar per layer | 4.6 118 | 0.44 284 | 2.2 | 58.0 400 | 0.00316 | 5.7 7.7 | Tension-controlled | 6.9 30.8 | ||
| 2-Layer with 3 Rebar per layer | 4.6 118 | 0.66 426 | 3.3 | 58.0 400 | 0.00252 | 6.4 8.6 | Tension-controlled | 7.7 34.5 | ||
| 30 mm cover | 1-Layer with 2 Rebar per layer | 4.5 115 | 0.22 142 | 1.2 | 58.0 400 | 0.00787 | 3.8 5.2 | Tension-controlled | 4.7 20.8 | |
| 1-Layer with 3 Rebar per layer | 4.5 115 | 0.33 213 | 1.9 | 58.0 400 | 0.00425 | 5.0 6.8 | Tension-controlled | 6.1 27.1 | ||
| 2-Layer with 2 Rebar per layer | 4.1 103 | 0.44 284 | 2.5 | 58.0 400 | 0.00308 | 4.6 6.2 | Tension-controlled | 5.6 24.7 | ||
| 2-Layer with 3 Rebar per layer | 4.1 103 | 0.66 426 | 3.7 | 58.0 400 | 0.00249 | 5.1 7.0 | Tension-controlled | 6.3 27.9 | ||
| #4 Rebar | 15 mm cover | 1-Layer with 2 Rebar per layer | 5.1 129 | 0.4 258 | 2.0 | 58.0 400 | 0.00368 | 6.3 8.5 | Tension-controlled | 7.6 34.0 |
| 1-Layer with 3 Rebar per layer | 5.1 129 | 0.6 387 | 3.0 | 58.0 400 | 0.00279 | 7.5 10.1 | Tension-controlled | 9.1 40.5 | ||
| 2-Layer with 2 Rebar per layer | 4.5 115 | 0.8 516 | 4.0 | 58.0 400 | 0.00240 | 6.6 8.9 | Tension-controlled | 8.0 35.6 | ||
| 2-Layer with 3 Rebar per layer | 4.5 115 | 1.2 774 | 6.0 | 57.0 393 | 0.00197 | 7.5 10.1 | Compression-controlled | 9.1 40.5 | ||
| 30 mm cover | 1-Layer with 2 Rebar per layer | 4.5 114 | 0.4 258 | 2.3 | 58.0 400 | 0.00340 | 5.2 7.0 | Tension-controlled | 6.3 28.1 | |
| 1-Layer with 3 Rebar per layer | 4.5 114 | 0.6 387 | 3.4 | 58.0 400 | 0.00277 | 6.3 8.6 | Tension-controlled | 7.7 34.3 | ||
| 2-Layer with 2 Rebar per layer | 3.9 100 | 0.9 516 | 4.5 | 58.0 400 | 0.00241 | 5.3 7.3 | Tension-controlled | 6.5 29.0 | ||
| 2-Layer with 3 Rebar per layer | 3.9 100 | 1.2 774 | 6.8 | 58.0 400 | 0.00201 | 6.2 8.4 | Tension-controlled | 7.6 33.6 | ||
| Cases | Effective Depth, de, (in, mm) | Rebar Area (in2, mm2) | Rebar Area Ratio (%) | Max. Tensile Stress σt at the Rebar, ksi (MPa) | Max. Tensile Strain of Rebar (in/in) | Nominal Moment Capacity *, (k-ft, kN-m) | Failure Mode | Pin Load Capacity for Beam, (kips, kN) ** | ||
|---|---|---|---|---|---|---|---|---|---|---|
| #3 Rebar | 15 mm cover | 1-Layer with 2 Rebar per layer | 5.1 130 | 0.22 142 | 1.1 | 72.6 500 | 0.01001 | 3.9 5.2 | Compression-controlled | 4.7 20.9 |
| 1-Layer with 3 Rebar per layer | 5.1 130 | 0.33 213 | 1.6 | 58.2 401 | 0.00802 | 4.5 6.1 | Compression-controlled | 5.5 24.4 | ||
| 2-Layer with 2 Rebar per layer | 4.6 118 | 0.44 284 | 2.2 | 49.6 342 | 0.00685 | 4.0 5.4 | Compression-controlled | 4.9 21.7 | ||
| 2-Layer with 3 Rebar per layer | 4.6 118 | 0.66 426 | 3.3 | 39.6 273 | 0.00547 | 4.6 6.2 | Compression-controlled | 5.6 24.8 | ||
| 30 mm cover | 1-Layer with 2 Rebar per layer | 4.5 115 | 0.22 142 | 1.2 | 69.5 479 | 0.00959 | 3.2 4.4 | Compression-controlled | 3.9 17.6 | |
| 1-Layer with 3 Rebar per layer | 4.5 115 | 0.33 213 | 1.9 | 55.8 385 | 0.00770 | 3.8 5.1 | Compression-controlled | 4.6 20.5 | ||
| 2-Layer with 2 Rebar per layer | 4.1 103 | 0.44 284 | 2.5 | 47.7 329 | 0.00658 | 3.3 4.4 | Compression-controlled | 4.0 17.7 | ||
| 2-Layer with 3 Rebar per layer | 4.1 103 | 0.66 426 | 3.7 | 38.2 263 | 0.00527 | 3.7 5.0 | Compression-controlled | 4.5 20.1 | ||
| #4 Rebar | 15 mm cover | 1-Layer with 2 Rebar per layer | 5.1 129 | 0.4 258 | 2.0 | 53.5 369 | 0.00738 | 4.9 6.6 | Compression-controlled | 5.9 26.3 |
| 1-Layer with 3 Rebar per layer | 5.1 129 | 0.6 387 | 3.0 | 42.9 296 | 0.00592 | 5.6 7.6 | Compression-controlled | 6.8 30.4 | ||
| 2-Layer with 2 Rebar per layer | 4.5 115 | 0.8 516 | 4.0 | 36.6 253 | 0.00505 | 4.7 6.4 | Compression-controlled | 5.8 25.7 | ||
| 2-Layer with 3 Rebar per layer | 4.5 115 | 1.2 774 | 6.0 | 29.3 202 | 0.00405 | 5.3 7.2 | Compression-controlled | 6.5 28.9 | ||
| 30 mm cover | 1-Layer with 2 Rebar per layer | 4.5 114 | 0.4 258 | 2.3 | 51.7 356 | 0.00713 | 4.1 5.5 | Compression-controlled | 5.0 22.2 | |
| 1-Layer with 3 Rebar per layer | 4.5 114 | 0.6 387 | 3.4 | 41.6 287 | 0.00573 | 4.7 6.4 | Compression-controlled | 5.8 25.6 | ||
| 2-Layer with 2 Rebar per layer | 3.9 100 | 0.9 516 | 4.5 | 35.6 246 | 0.00491 | 3.8 5.2 | Compression-controlled | 4.7 20.9 | ||
| 2-Layer with 3 Rebar per layer | 3.9 100 | 1.2 774 | 6.8 | 28.7 198 | 0.00396 | 4.3 5.9 | Compression-controlled | 5.4 23.5 | ||
References
- ISO/ASTM 52900; Additive Manufacturing—General Principles—Fundamentals and Vocabulary. ISO: Geneva, Switzerland, 2021.
- ASTM F2792-12a; Standard Terminology for Additive Manufacturing Technologies: Designation. ASTM International: West Conshohocken, PA, USA, 2012.
- Pegna, J. Exploratory investigation of solid freeform construction. Autom. Constr. 1997, 5, 427–437. [Google Scholar] [CrossRef]
- Khoshnevis, B.; Dutton, R. Innovative rapid prototyping process makes large sized, smooth surfaced complex shapes in a wide variety of materials. Mater. Technol. 1998, 13, 53–56. [Google Scholar] [CrossRef]
- Khoshnevis, B. Automated construction by contour crafting—Related robotics and information technologies. Autom. Constr. 2004, 13, 5–19. [Google Scholar] [CrossRef]
- Kazemian, A.; Yuan, X.; Cochran, E.; Khoshnevis, B. Cementitious materials for construction-scale 3D printing: Laboratory testing of fresh printing mixture. Constr. Build. Mater. 2017, 145, 639–647. [Google Scholar] [CrossRef]
- Nematollahi, B.; Xia, M.; Sanjayan, J. Current progress of 3D concrete printing technologies. In ISARC, Proceedings of the International Symposium on Automation and Robotics in Construction; IAARC Publications: Taipei, Taiwan, 2017; Volume 34, pp. 1–8. [Google Scholar]
- Nazarian, S.; Duarte, J.P.; Bilén, S.G.; Memari, A.; Radlinska, A.; Meisel, N.; Hojati, M. Additive manufacturing of architectural structures: An interplay between materials, systems, and design. In Sustainability and Automation in Smart Constructions; Springer International Publishing: Cham, Switzerland, 2021; pp. 111–119. [Google Scholar]
- Ambily, P.S.; Kaliyavaradhan, S.K.; Rajendran, N. Top challenges to widespread 3D concrete printing (3DCP) adoption—A review. Eur. J. Environ. Civ. Eng. 2024, 28, 300–328. [Google Scholar] [CrossRef]
- Carneau, P.; Mesnil, R.; Roussel, N.; Baverel, O. Additive manufacturing of cantilever—From masonry to concrete 3D printing. Autom. Constr. 2020, 116, 103184. [Google Scholar] [CrossRef]
- Liu, C.; Yue, S.; Zhou, C.; Sun, H.; Deng, S.; Gao, F.; Tan, Y. Anisotropic mechanical properties of extrusion-based 3D printed layered concrete. J. Mater. Sci. 2021, 56, 16851–16864. [Google Scholar] [CrossRef]
- Malik, U.J.; Riaz, R.D.; Rehman, S.U.; Usman, M.; Riaz, R.E.; Hamza, R. Advancing mix design prediction in 3D printed concrete: Predicting anisotropic compressive strength and slump flow. Case Stud. Constr. Mater. 2024, 21, e03510. [Google Scholar] [CrossRef]
- Zhang, K.; Lin, W.; Zhang, Q.; Wang, D.; Luo, S. Evaluation of anisotropy and statistical parameters of compressive strength for 3D printed concrete. Constr. Build. Mater. 2024, 440, 137417. [Google Scholar] [CrossRef]
- Baktheer, A.; Classen, M. A review of recent trends and challenges in numerical modeling of the anisotropic behavior of hardened 3D printed concrete. Addit. Manuf. 2024, 89, 104309. [Google Scholar] [CrossRef]
- Xiao, J.; Liu, H.; Ding, T. Finite element analysis on the anisotropic behavior of 3D printed concrete under compression and flexure. Addit. Manuf. 2021, 39, 101712. [Google Scholar] [CrossRef]
- Le, T.T.; Austin, S.A.; Lim, S.; Buswell, R.A.; Law, R.; Gibb, A.G.F.; Thorpe, T. Hardened properties of high-performance printing concrete. Cem. Concr. Res. 2012, 42, 558–566. [Google Scholar] [CrossRef]
- Paul, S.C.; Tay, Y.W.D.; Panda, B.; Tan, M.J. Fresh and hardened properties of 3D printable cementitious materials for building and construction. Arch. Civ. Mech. Eng. 2018, 18, 311–319. [Google Scholar] [CrossRef]
- Li, Z.; Hojati, M.; Wu, Z.; Piasente, J.; Ashrafi, N.; Duarte, J.P.; Nazarian, S.; Bilén, S.G.; Memari, A.M.; Radlińska, A. Fresh and hardened properties of extrusion-based 3D-printed cementitious materials: A review. Sustainability 2020, 12, 5628. [Google Scholar] [CrossRef]
- Panda, B.; Paul, S.C.; Tan, M.-J. Anisotropic mechanical performance of 3D printed fiber reinforced sustainable construction material. Mater. Lett. 2017, 209, 146–149. [Google Scholar] [CrossRef]
- Daungwilailuk, T.; Pheinsusom, P.; Pansuk, W. Uniaxial load testing of large-scale 3D-printed concrete wall and finite-element model analysis. Constr. Build. Mater. 2021, 275, 122039. [Google Scholar] [CrossRef]
- Vuong, N.-V.; Liu, J.; Li, S.; Zhang, G.; Hung, N.-X.; Tran, P. Modelling of 3D-printed bio-inspired bouligand cementitious structures reinforced with steel fibres. Eng. Struct. 2023, 274, 115123. [Google Scholar] [CrossRef]
- Liu, B.; Liu, X.; Li, G.; Geng, S.; Li, Z.; Weng, Y.; Qian, K. Study on anisotropy of 3D printing PVA fiber reinforced concrete using destructive and non-destructive testing methods. Case Stud. Constr. Mater. 2022, 17, e01519. [Google Scholar] [CrossRef]
- Hojati, M.; Sedghi, R.; Li, Z.; Memari, A.; Nazarian, S.; Radlińska, A.; Duarte, J.P. Flexural strength of 3D printed concrete beams: Exploring barbed-wire reinforcement and cross-sectional geometry. In Proceedings of the Fourth RILEM International Conference on Concrete and Digital Fabrication, Munich, Germany, 4–6 September 2024; Springer Nature Switzerland: Cham, Switzerland, 2024; pp. 342–350. [Google Scholar]
- Hojati, M.; Memari, A.M.; Zahabi, M.; Wu, Z.; Li, Z.; Park, K.; Nazarian, S.; Duarte, J.P. Barbed-wire reinforcement for 3D concrete printing. Autom. Constr. 2022, 141, 104438. [Google Scholar] [CrossRef]
- Hojati, M.; Li, Z.; Memari, A.M.; Park, K.; Zahabi, M.; Nazarian, S.; Duarte, J.P.; Radlińska, A. 3D-printable quaternary cementitious materials towards sustainable development: Mixture design and mechanical properties. Results Eng. 2022, 13, 100341. [Google Scholar] [CrossRef]
- Ma, G.; Wang, L. A critical review of preparation design and workability measurement of concrete material for largescale 3D printing. Front. Struct. Civ. Eng. 2018, 12, 382–400. [Google Scholar] [CrossRef]
- 3D-Printed Habitat Challenge—NASA. Available online: https://www.nasa.gov/prizes-challenges-and-crowdsourcing/centennial-challenges/3d-printed-habitat-challenge/ (accessed on 31 August 2024).
- GCT© Gulf Concrete Technology. Available online: https://structuralpanelsgct.com/ (accessed on 31 August 2024).
- Ashrafi, N.; Nazarian, S.; Meisel, N.A.; Duarte, J.P. Experimental calibration and compensation for the continuous effect of time, number of layers and volume of material on shape deformation in small-scale additive manufacturing of concrete. Addit. Manuf. 2021, 47, 102228. [Google Scholar] [CrossRef]
- ASTM C109; Standard Test Method for Compressive Strength of Hydraulic Cement Mortars (Using 2-in. or [50-mm] Cube Specimens). ASTM International: West Conshohocken, PA, USA, 2020.
- ASTM C191; Standard Test Methods for Time of Setting of Hydraulic Cement by Vicat Needle. ASTM International: West Conshohocken, PA, USA, 2021.
- ASTM C1437; Standard Test Method for Flow of Hydraulic Cement Mortar. ASTM International: West Conshohocken, PA, USA, 2020.
- Duo mix—M-Tec. Available online: https://m-tec.com/construction-site-equipment/machines/mixing-pumps/duo-mix/ (accessed on 31 August 2024).
- Watson, N.D.; Meisel, N.A.; Bilén, S.G.; Duarte, J.; Nazarian, S. Large-scale additive manufacturing of concrete using a 6-axis robotic arm for autonomous habitat construction. In Proceedings of the 2019 Annual International Solid Freeform Fabrication Symposium—An Additive Manufacturing Conference, Austin, TX, USA, 12–14 August 2019. [Google Scholar]
- Menna, C.; Mata-Falcón, J.; Bos, F.P.; Vantyghem, G.; Ferrara, L.; Asprone, D.; Salet, T.; Kaufmann, W. Opportunities and challenges for structural engineering of digitally fabricated concrete. Cem. Concr. Res. 2020, 133, 106079. [Google Scholar] [CrossRef]
- Ngo, T.D.; Kashani, A.; Imbalzano, G.; Nguyen, K.T.Q.; Hui, D. Additive manufacturing (3D printing): A review of materials, methods, applications and challenges. Compos. Part B Eng. 2018, 143, 172–196. [Google Scholar] [CrossRef]
- Wolfs, R.J.M.; Bos, F.P.; Salet, T.A.M. Hardened properties of 3D printed concrete: The influence of process parameters on interlayer adhesion. Cem. Concr. Res. 2019, 119, 132–140. [Google Scholar] [CrossRef]
- ASTM C469; Standard Test Method for Static Modulus of Elasticity and Poisson’s Ratio of Concrete in Compression. ASTM International: West Conshohocken, PA, USA, 2022.
- ACI Committee 318. ACI 318-08 Building Code Requirements for Structural Concrete and Commentary; American Concrete Institute (ACI): Farmington Hills, MI, USA, 2008; ISBN 978-0-87031-264-9. [Google Scholar]
- Ko, M.; Memari, A.; Duarte, J.; Nazarian, S.; Asghrafi, N.; Craveiro, F.; Bilén, S. Preliminary structural testing of a 3D printed small concrete beam and finite element modeling of a dome structure. In Proceedings of the 42nd IAHS World Congress, Naples, Italy, 10–13 April 2018. [Google Scholar]
- Siess, C.; Abbasi, A. Tests of Reinforced Concrete Beams with Cadweld Reinforcing Bar Splices; Erico Products, Inc.: Cleveland, OH, USA, 1967. [Google Scholar]
- Carreira, D.; Chu, K.-H. Stress-strain relationship for plain concrete in compression. J. Am. Concr. Inst. 1985, 82, 797–804. [Google Scholar]
- CMT Lab. Available online: https://www.cmtlabsinc.com/ (accessed on 31 August 2024).
- Gaur, H.; Khidhir, B.; Manchiryal, R.K. Solution of structural mechanic’s problems by machine learning. Int. J. Hydromechatron. 2022, 5, 22–43. [Google Scholar] [CrossRef]
- Liu, B.; Lu, W. Surrogate models in machine learning for computational stochastic multi-scale modelling in composite materials design. IJHM 2022, 5, 336. [Google Scholar] [CrossRef]
- Luo, C. KELL: A kernel-embedded local learning for data-intensive modeling. Artif. Intell. Appl. 2024, 2, 38–44. [Google Scholar] [CrossRef]
- Zhang, X.; Chu, D.; Zhao, X.; Gao, C.; Lu, L.; He, Y.; Bai, W. Machine learning-driven 3D printing: A review. Appl. Mater. Today 2024, 39, 102306. [Google Scholar] [CrossRef]





| Solid Compound | SiO2 | Al2O3 | CaO | Fe2O3 | MgO | SO3 | Na2Oeq | LOI |
|---|---|---|---|---|---|---|---|---|
| PC | 19.25 | 4.65 | 62.30 | 3.52 | 4.08 | 2.71 | 0.51 | 2.5 |
| MK | 58.18 | 23.33 | 3.89 | 0.68 | 0.84 | 0.08 | 9.78 | 1.9 |
| BFS | 30.80 | 11.45 | 47.50 | 2.26 | 3.65 | 3.03 | 0.27 | 2.6 |
| SS | 46.23 | 0.05 | 0.05 | 0.08 | - | 0.03 | 49.63 | 3.8 |
| SF | 93.96 | 0.24 | 0.69 | 0.26 | 0.48 | 0.07 | 0.51 | 3.2 |
| NC | 55.20 | 12.20 | 1.98 | 4.05 | 8.56 | - | 0.98 | 15.7 |
| PC | 19.25 | 4.65 | 62.30 | 3.52 | 4.08 | 2.71 | 0.51 | 2.5 |
| MK | 58.18 | 23.33 | 3.89 | 0.68 | 0.84 | 0.08 | 9.78 | 1.9 |
| BFS | 30.80 | 11.45 | 47.50 | 2.26 | 3.65 | 3.03 | 0.27 | 2.6 |
| SS | 46.23 | 0.05 | 0.05 | 0.08 | - | 0.03 | 49.63 | 3.8 |
| SF | 93.96 | 0.24 | 0.69 | 0.26 | 0.48 | 0.07 | 0.51 | 3.2 |
| Property | Quantity | |
|---|---|---|
| PSU | GCT | |
| 28-day compressive strength (MPa) | 44.7 [1.46] | 24.55 [1.46] |
| Initial setting time (min) | 90.0 | 80.7 |
| Final setting time (min) | 120.0 | 143.0 |
| Flow (%) | 91.9 | 128.7 |
| Mixture | Pumping Rate (Lit/Min) | Water Flow Rate (kg/h) * | Nozzle Speed (mm/s) ** | Experiments | ||
|---|---|---|---|---|---|---|
| Effect of Concrete Mixture | Effect of Nozzle Speed | Effect of Cross-Section | ||||
| PSU | 3.16 | 850 | 210 | ✓ | ||
| GCT | 3.16 | 800 | 170 | ✓ | ✓ | ✓ |
| 225 | ✓ | |||||
| Rebar Size | Clear Cover | Number of Rebar per Layer | Number of Layer | Rebar Material | Effective Depth (in, mm) | Rebar Area, (in2, mm2) | Rebar Area Ratio (%) | Max. Tensile Stress at the Rebar (ksi, MPa) | Max. Tensile Strain of Rebar (in/in) | Nominal Moment Capacity * (k-ft, kN-m) | Failure Mode | Pin Load Capacity for Beam, (kips, kN) ** |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| #3 | 15 mm | 2 | 2 | FRP | 5.1 (130) | 0.22 (142) | 1.1 | 72.6 (500) | 0.01001 | 3.9 (5.2) | Compression-controlled | 4.7 (20.9) |
| #4 | Steel | 5.1 (129) | 0.4 (258) | 2.0 | 58.0 (400) | 0.00368 | 6.3 (8.5) | Tension-controlled | 7.6 (34.0) |
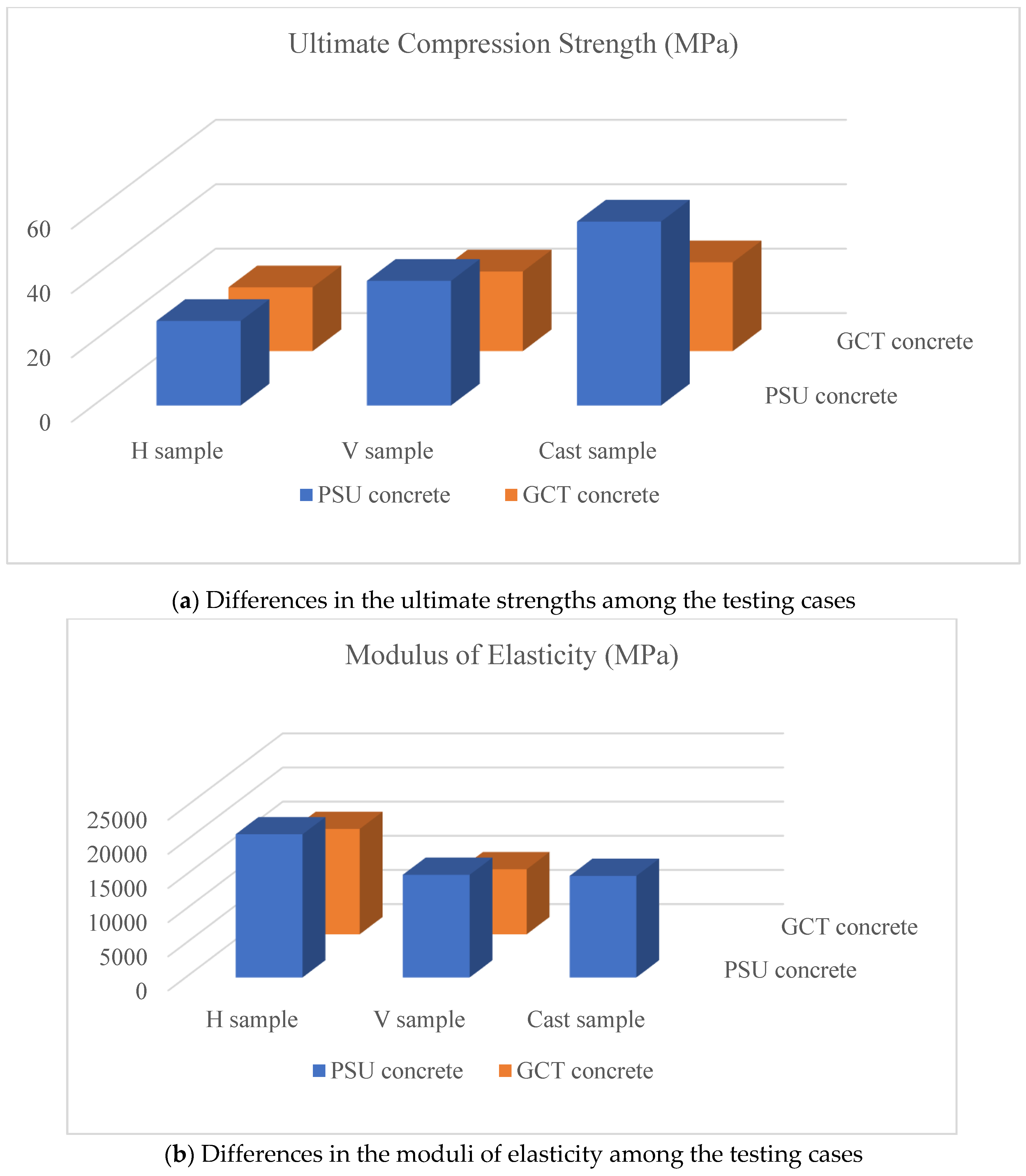
| Case | Ultimate Compressive Strength | 40% of Ultimate Compressive Strength | ||||||
|---|---|---|---|---|---|---|---|---|
| Axial Load | Axial Stress | Axial Load | Axial Stress | |||||
| (lbs) | (kN) | (psi) | (MPa) | (lbs) | (kN) | (psi) | (MPa) | |
| V11 1-PSU 4 | 130,350 | 579.83 | 5614 | 38.71 | 52,140 | 231.93 | 2246 | 15.48 |
| V21-GCT 5 | 79,485 | 221.45 | 3586 | 24.72 | 28,294 | 125.86 | 1434 | 9.89 |
| H11 2-PSU | 89,130 | 383.13 | 3807 | 26.25 | 35,652 | 158.59 | 1523 | 10.50 |
| H22-GCT | 66,130 | 294.16 | 2872 | 19.80 | 26,452 | 117.66 | 1149 | 7.92 |
| C2 3-PSU | 108,200 | 481.30 | 8283 | 57.11 | 43,280 | 192.52 | 3313 | 22.84 |
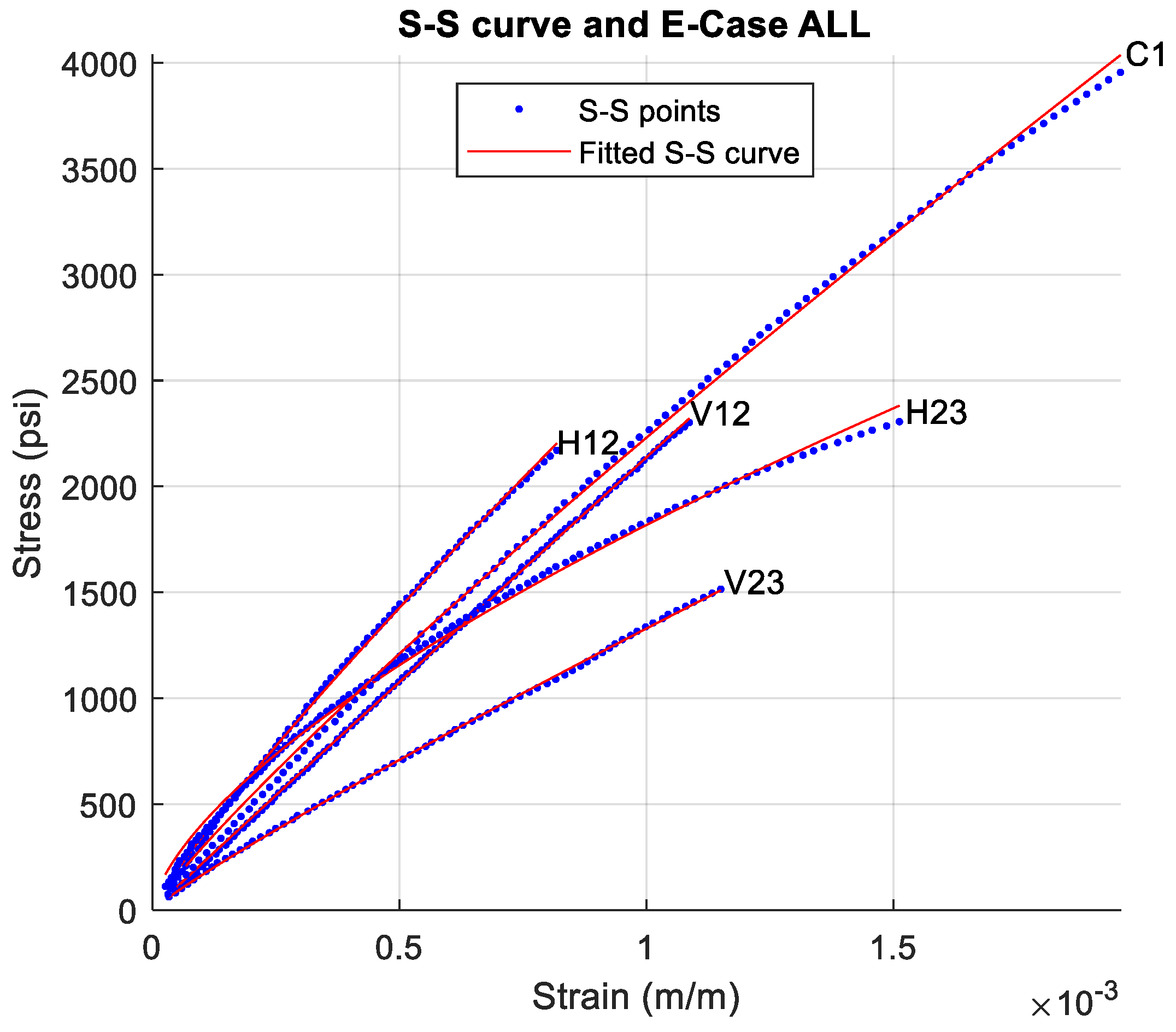
| Case | Secant Modulus of Elasticity at 40% of the Ultimate Strength | Measured Ultimate Compressive Strength | ||
|---|---|---|---|---|
| (ksi) | (MPa) | (psi) | (MPa) | |
| V12 1-PSU 4 | 2139 | 14,748 | 5614 | 38.71 |
| 2223 | 15,327 | |||
| V23-GCT 5 | 1317 | 9080 | 3586 | 24.72 |
| 1445 | 9963 | |||
| H12 2-PSU | 2893 | 19,947 | 3807 | 26.25 |
| 3190 | 21,994 | |||
| H23-GCT | 2438 | 16,809 | 2872 | 19.80 |
| 2037 | 14,045 | |||
| C1 3-PSU | 2151 | 14,831 | 8283 | 57.11 |
| 2164 | 14,920 | |||
| C0-GCT 6 | 3650 | 25,166 | 4000 | 27.58 |
| Reinforcement Cases | Maximum Load Capacity | Error, % | |
|---|---|---|---|
| Testing Result (lbf, kN) | Nominal Strength (lbf, kN) | ||
| Steel Rebar 1 * | 5980 (26.6) | 5366 (23.9) | 11.4 |
| Steel Rebar 2 | 5665 (25.2) | 5.6 | |
| Steel Rebar 3 | 4024 (17.9) | −25.0 | |
| FRP Rebar ** | 2338 (10.4) | 4699 (20.9) | −50.2 |
| Cases * | Modulus of Elasticity, (ksi, (MPa)) | |||
|---|---|---|---|---|
| By Compressive Strength 1 | By Compressive Strength 2 | By Modulus of Rupture | By Stress-Strain Relationship | |
| V-PSU | 4271 (29,446) | 3109 (21,437) | 1610 (11,100) | 2139 (15,038) |
| H-PSU | 3517 (24,249) | 2560 (17,653) | - | 1381 (9522) |
| C-PSU | 5188 (35,767) | 3777 (26,038) | - | 3042 (20,971) |
| V-GCT | 3413 (23,534) | 2066 (14,243) | 4130 (28,475) | 2238 (15,427) |
| H-GCT | 3055 (21,061) | 1849 (12,746) | - | 2158 (14,876) |
| C-GCT | 3605 (24,856) | 2917 (20,112) | - | - |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Park, K.; Memari, A.M.; Hojati, M.; Radlińska, A.; Duarte, J.P.; Nazarian, S. Effects of Anisotropic Mechanical Behavior on Nominal Moment Capability of 3D Printed Concrete Beam with Reinforcement. Buildings 2024, 14, 3175. https://doi.org/10.3390/buildings14103175
Park K, Memari AM, Hojati M, Radlińska A, Duarte JP, Nazarian S. Effects of Anisotropic Mechanical Behavior on Nominal Moment Capability of 3D Printed Concrete Beam with Reinforcement. Buildings. 2024; 14(10):3175. https://doi.org/10.3390/buildings14103175
Chicago/Turabian StylePark, Keunhyoung, Ali M. Memari, Maryam Hojati, Aleksandra Radlińska, José Pinto Duarte, and Shadi Nazarian. 2024. "Effects of Anisotropic Mechanical Behavior on Nominal Moment Capability of 3D Printed Concrete Beam with Reinforcement" Buildings 14, no. 10: 3175. https://doi.org/10.3390/buildings14103175