
Design and Characteristics of a Single-Storey Hybrid Wood–Soil Structure


Abstract
1. Introduction
2. Materials and Methods
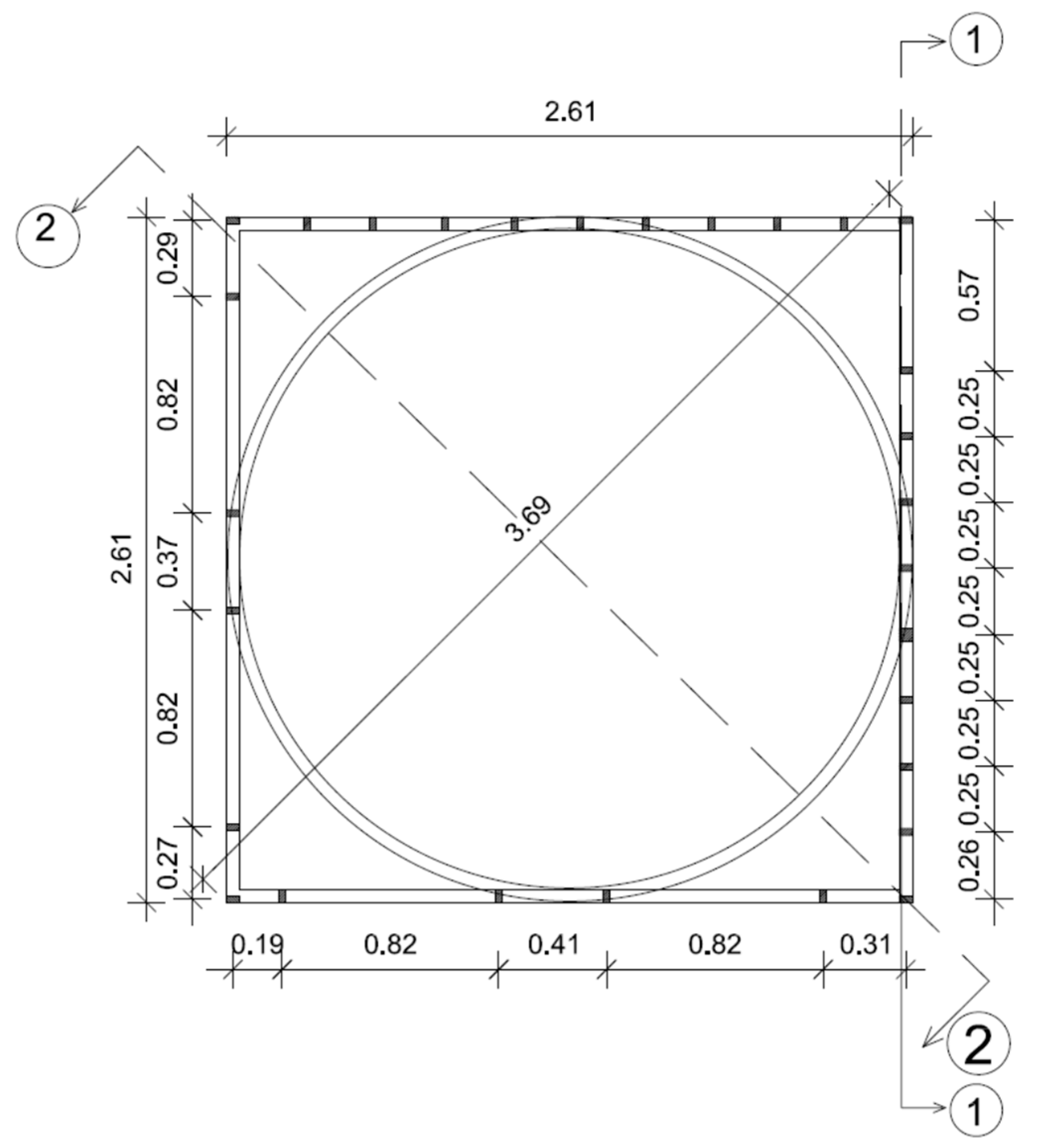
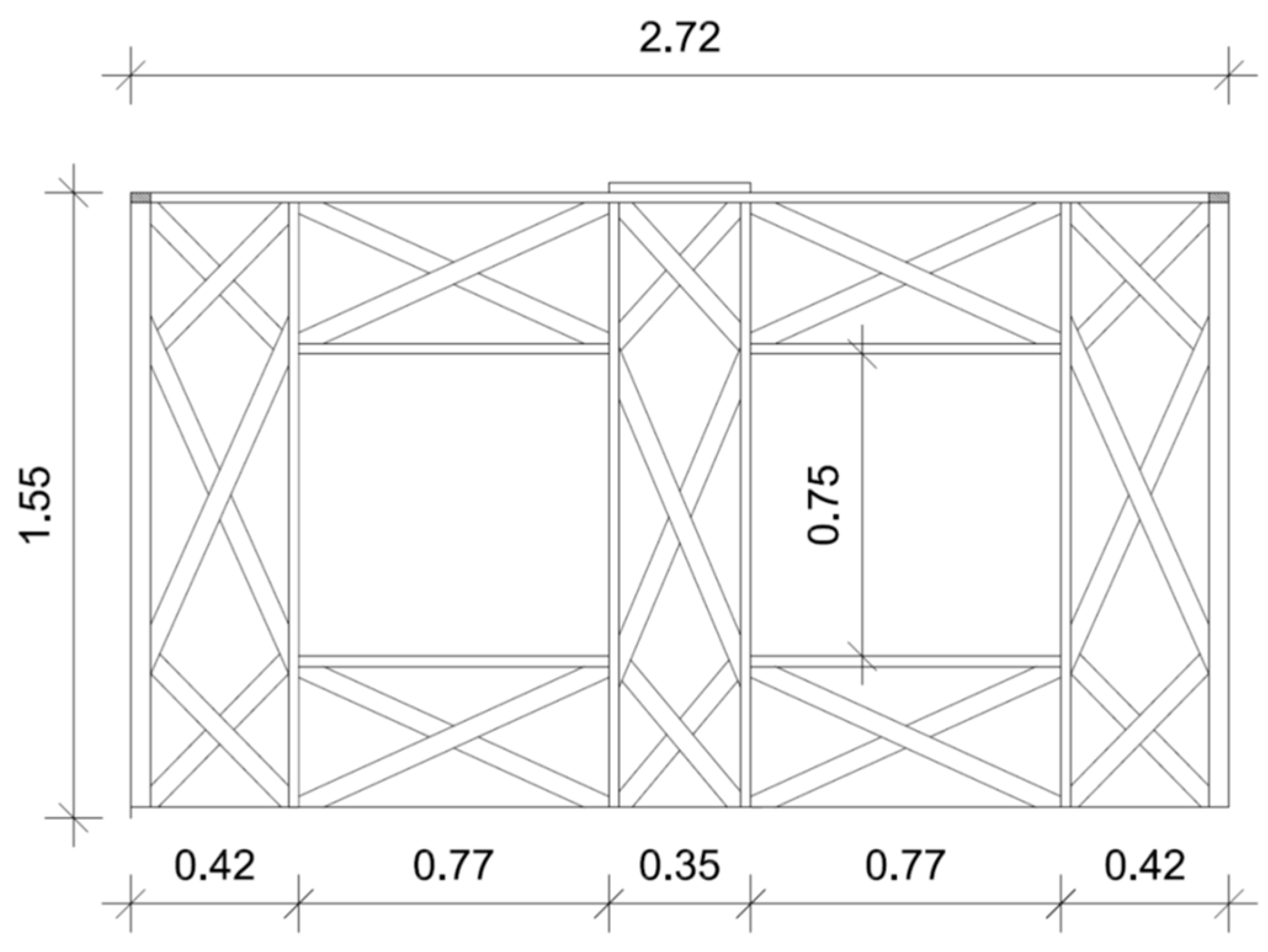
2.1. Structural Design
2.2. CO2 Emissions Comparison
2.3. Cost Comparison
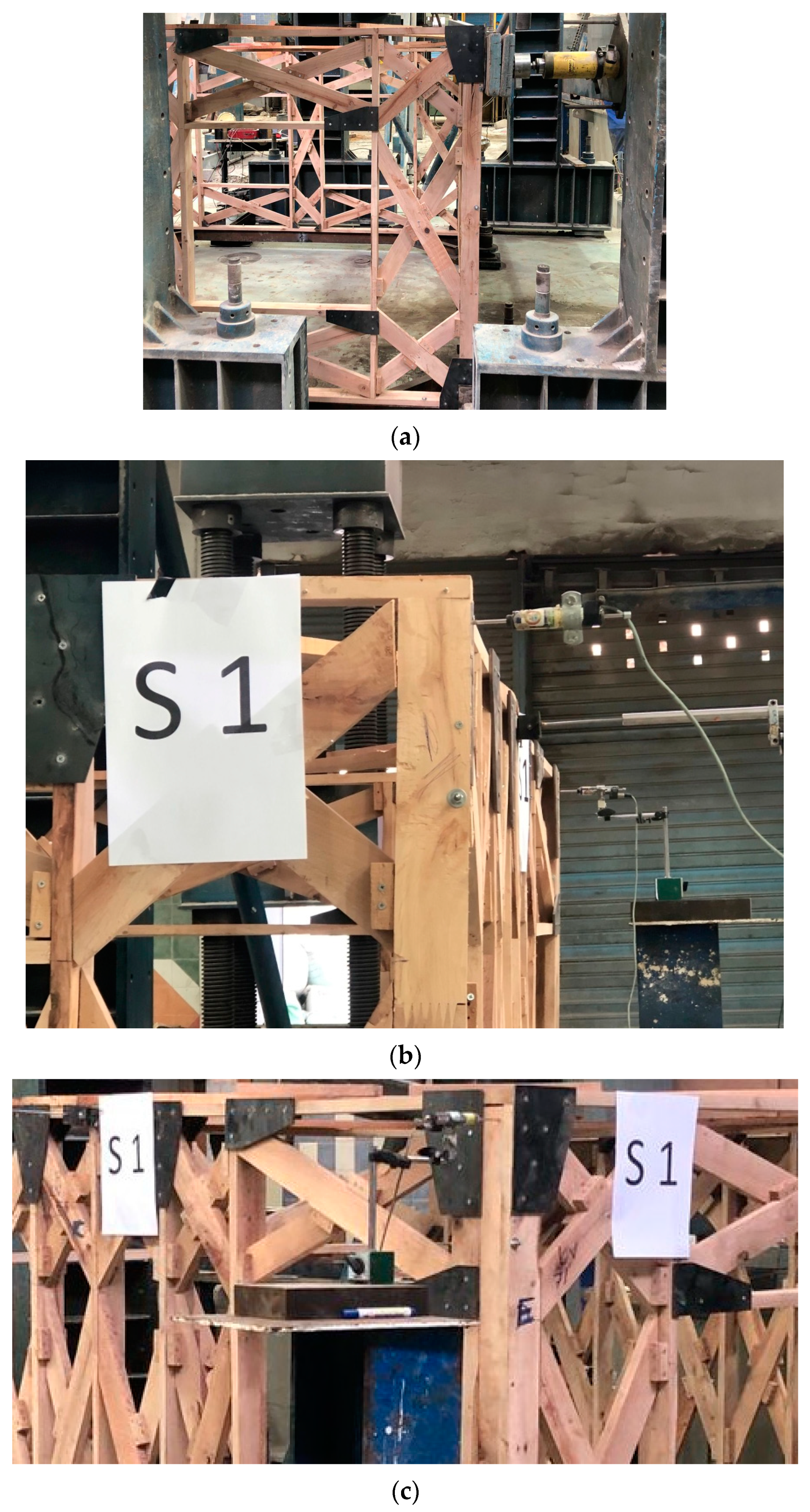
2.4. Structural Testing


3. Results
3.1. Results of Carbon Emissions Comparison
3.2. Results of Cost Comparison
3.3. Results of Structural Testing
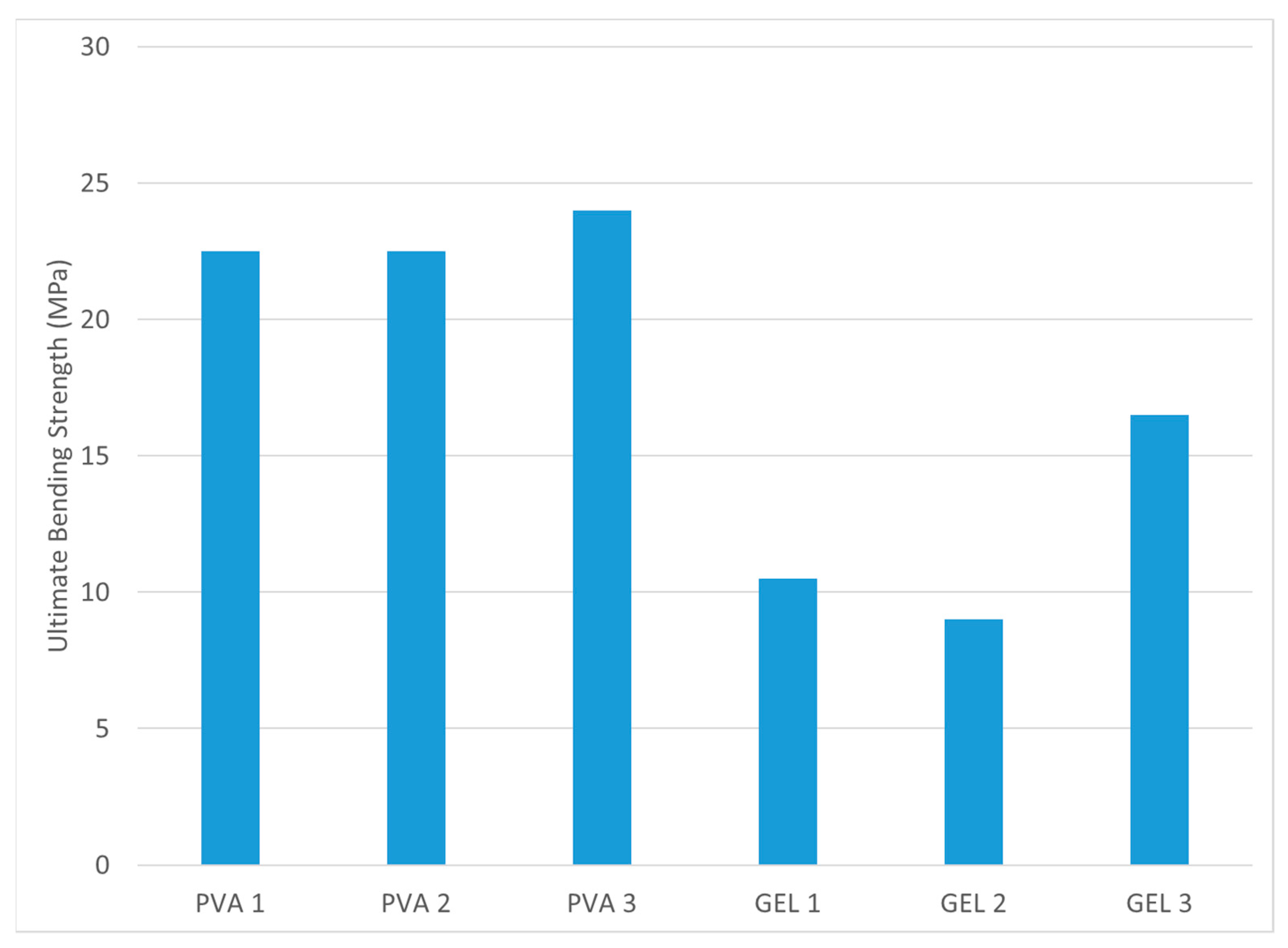
3.3.1. Results of the Finger-Joint Testing
3.3.2. Results of the Scaled Model Testing
4. Discussion
5. Conclusions and Recommendations
5.1. Conclusions
- Casuarina glauca wood demonstrated its suitability as an inexpensive and environmentally friendly building material for straightforward construction within the HWS system;
- The HWS system has been shown to be more environmentally friendly, producing about one fifth of the CO2 emissions produced by its RC counterpart;
- The HWS system has been shown to be more affordable, with a reduction in direct short-term costs of about 30% when compared to the costs of its RC counterpart;
- The finger-jointing process could not achieve the same bending strengths of the non-jointed specimen; hence, it cannot be depended on when it comes to the design of sections subject to significant bending moments as the moment capacity at the locations of the finger-joints was significantly lower than those of non-jointed members, proving that it needs further enhancement. Accordingly, finger-jointing was limited to only locations with negligible or zero bending moments;
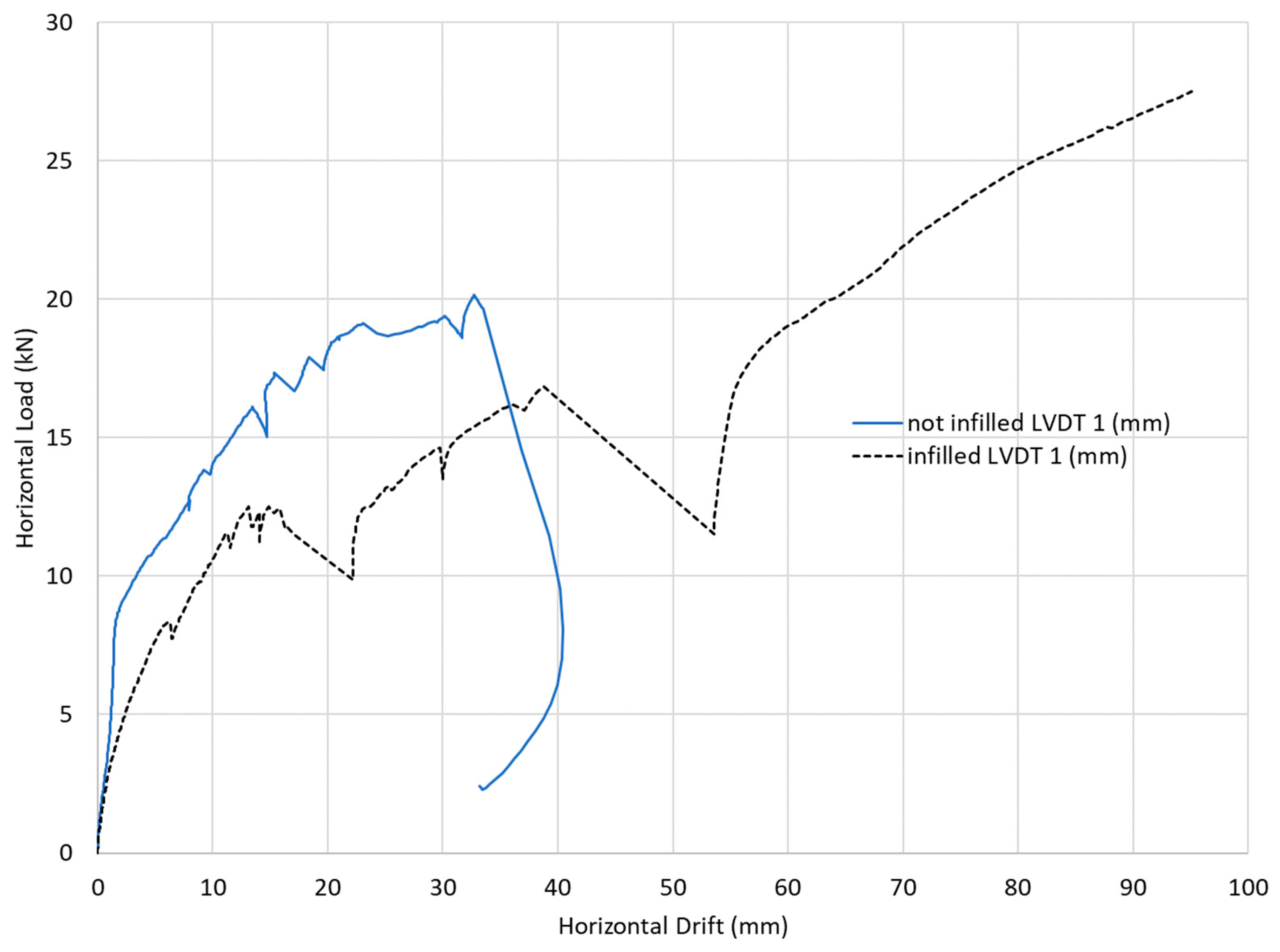
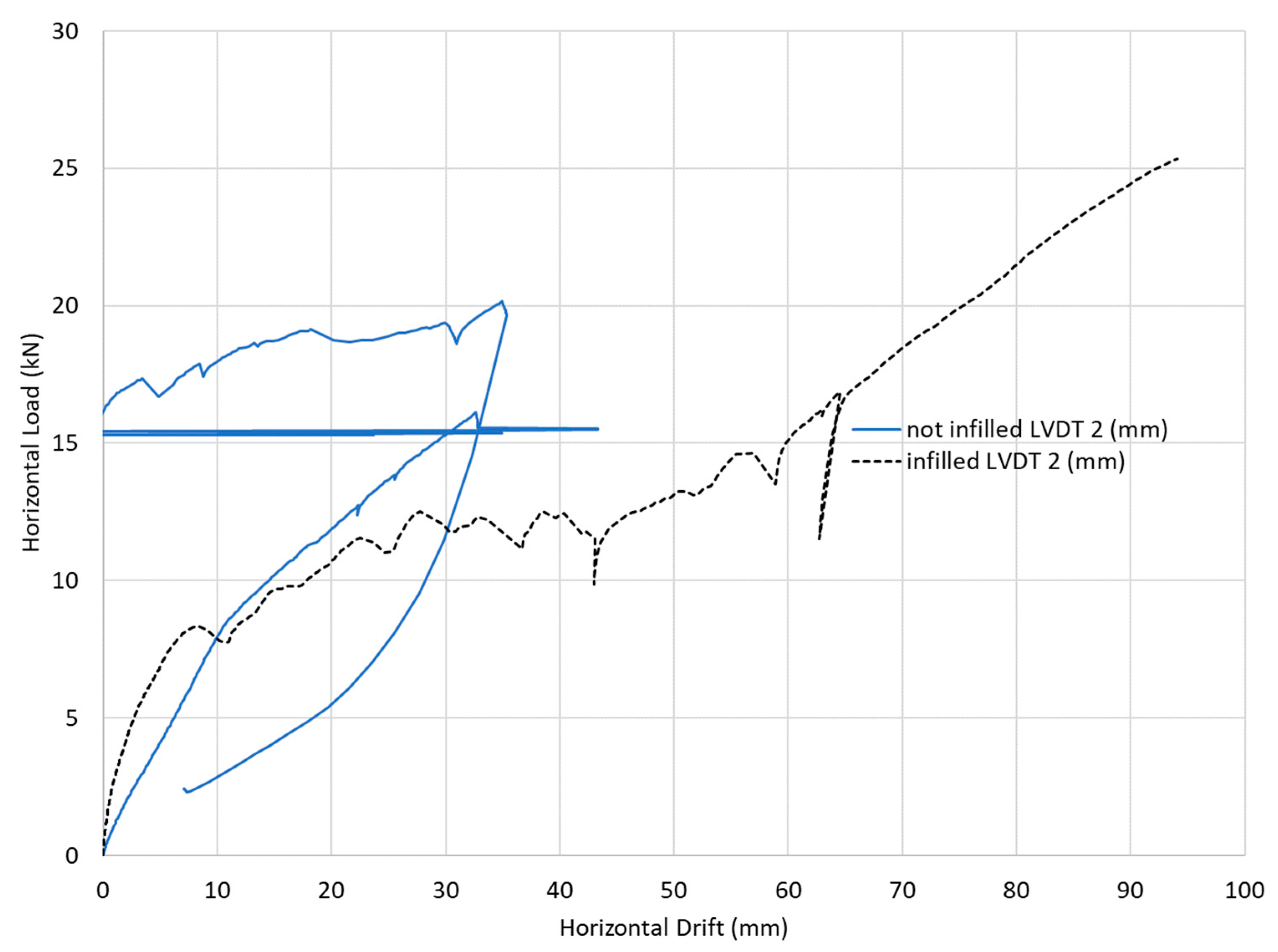
- The infill layer together with the plastering layer increases the ductility of the HWS in the lateral direction compared to that of the non-infilled sample by more than 125%;
- The infill layer together with the plastering layer increases the lateral capacity of the HWS by about 27%;
- The infill layer together with the plastering layer increases the toughness of the system when compared to the non-infilled sample by even more than double;
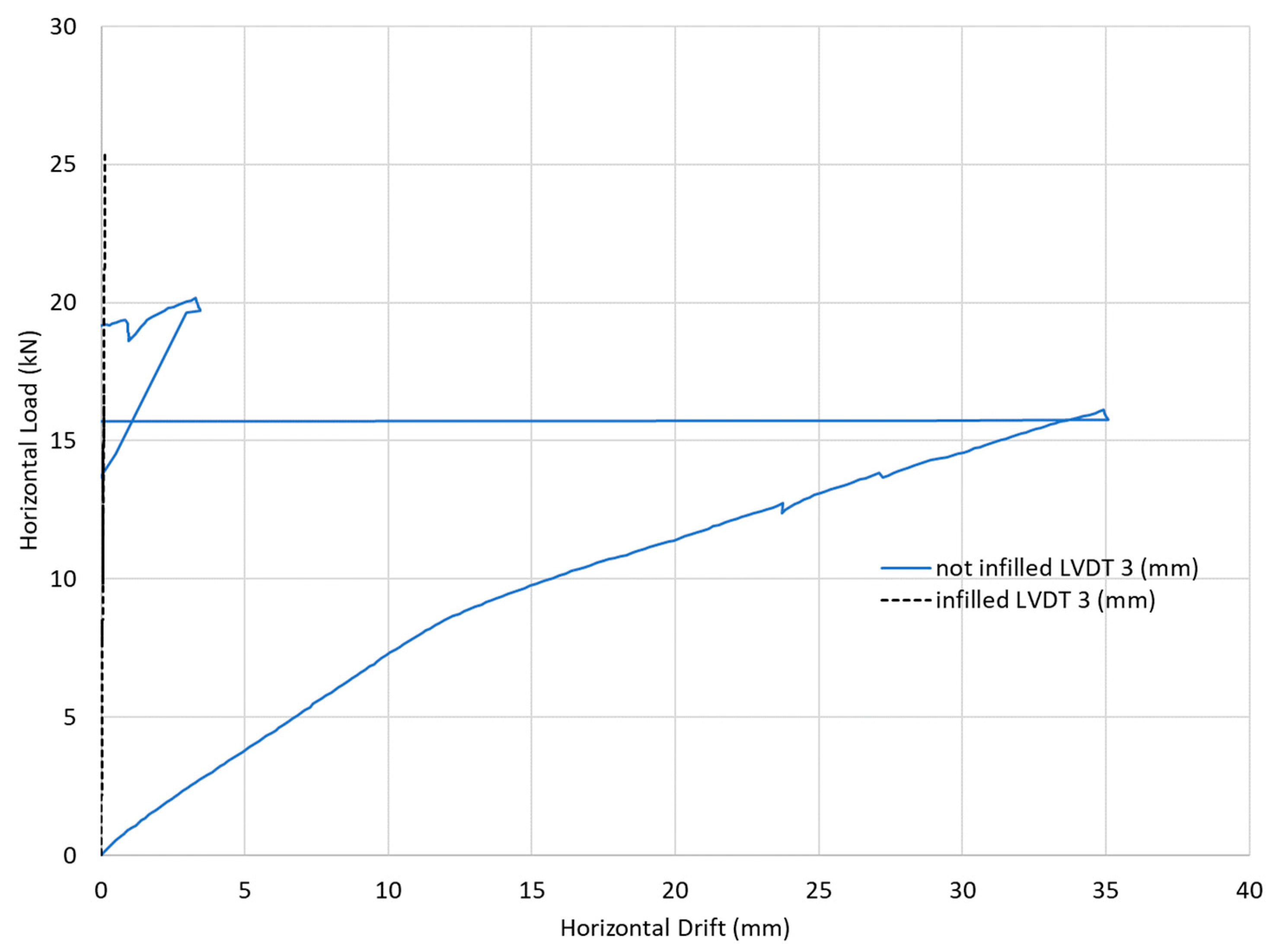
- The infill layer together with the plastering layer decreases the twisting within the HWS system to be nearly negligible;
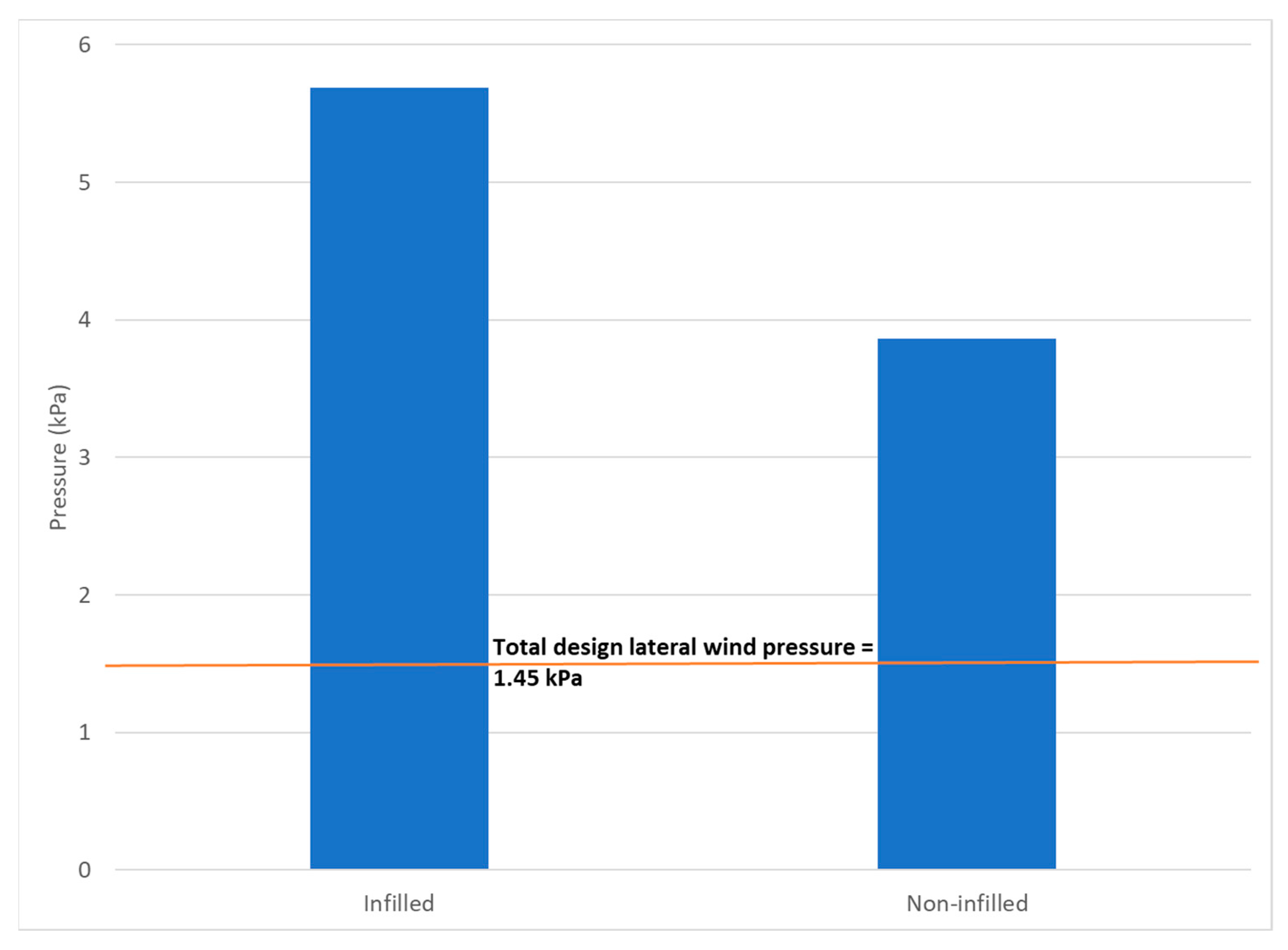
- The initial design assumption that the infill layer together with the plastering layer are of negligible strength in comparison to the wooden skeleton is not accurate enough and needs to be re-examined as it leads to an over-designed structure.
5.2. Recommendations
- It is advised that a thorough analysis identical to the one at hand be carried out using wood dehumidified by burial in calcium oxide while keeping track of the prices and precisely estimating the CO2 emissions;
- To precisely track the full-scale costs and CO2 emissions linked to a full-scale prototype, it is advised that the research undertaken within this study be performed on a larger-scale construction on an industrial scale;
- It is recommended that a long-term study be conducted to assess the thermal performance of the HWS system in comparison to the RC system over time. This comparison is vital as the short-term and long-term costs of having HVAC systems within each of the two studied alternatives are expected to be different due to the difference in thermal properties;
- Perform a separate parametric study covering the different parameters related to the finger-jointing process to increase the bending strength of the finger-jointed members;
- Further study different samples with infill soil only without the plastering layer to determine which of them is responsible for the increase in the ductility, strength, and toughness of the system;
- Further study the effects of changing the different mixtures of the infill soil and plastering layer on the behavior of the system under lateral loading.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Abdellatif, N.; Darwish, M.; Nassar, K.; Youssef, P.; Dardir, A.; Ahmed, A.; Eltamimy, M.; Mamdouh, M.; Abdelazim, R. Manufacturing and Mechanical Testing of Casuarina Glauca Blockboards. In Sustainable Issues in Infrastructure Engineering. Sustainable Civil Infrastructures; Springer: Cham, Switzerland, 2020; pp. 14–22. [Google Scholar]
- Shen, W.; Shen, W.; Cao, L.; Li, Q.; Li, Q.; Zhang, W.; Wang, G.; Wang, G.; Li, C. Quantifying CO2 emissions from China’s cement industry. Renew. Sustain. Energy Rev. 2015, 50, 1004–1012. [Google Scholar] [CrossRef]
- Blasing, T.J.; Hand, K. Monthly carbon emissions from natural-gas flaring and cement manufacture in the United States. Tellus B 2007, 59, 15–21. [Google Scholar] [CrossRef]
- Jeong, S. System dynamics approach for the impacts of FINEX technology and carbon taxes on steel demand: Case study of the POSCO. Int. J. Precis. Eng. Manuf. Green Technol. 2015, 2, 85–93. [Google Scholar] [CrossRef]
- UNHABITAT. Informal Settlements in the Arab Region; UNHABITAT: Giza, Egypt, 2020. [Google Scholar]
- Farouk, M.A. Cautious Hopes for Slum Dwellers Relocated in Egypt Housing Project; Reuters: London, UK, 2020. [Google Scholar]
- UN-HABITAT. The Housing Crisis—UN-Habitat. 12 September 2005. Available online: https://unhabitat.org/wp-content/uploads/2005/11/GRHS05F2.pdf (accessed on 11 November 2023).
- Hassanein, A.A.; Khalil, B.N. Building Egypt 1—A general indicator cost index for the Egyptian construction industry. Eng. Constr. Archit. Manag. 2006, 13, 463–480. [Google Scholar] [CrossRef]
- Trading Economics. Egypt—Rural Population. 26 September 2018. Available online: https://tradingeconomics.com/egypt/rural-population-percent-of-total-population-wb-data.html (accessed on 26 September 2018).
- Balila, A. Enhancing Strength and Durability of Adobe Bricks by Introducing Bio-Inspired Stabilisers. 2017. Available online: https://ethos.bl.uk/orderdetails.do?uin=uk.bl.ethos.749336 (accessed on 4 December 2023).
- Darwish, M.; Khedr, S.; Halim, F.; Khalil, R. Novel Simplified Construction of Walls and Prisms Made of CEBs and Earth-Based Mortar. ASCE Pract. Period. Struct. Des. Constr. 2020, 25, 04020041. [Google Scholar] [CrossRef]
- Jaquin, P.; Augarde, C.E.; Legrand, L. Unsaturated Characteristics of Rammed Earth. 2008. Available online: https://core.ac.uk/display/264450 (accessed on 4 December 2023).
- Hussein, M.; Darwish, M.; Nassar, K. Design and Characteristics of a Novel Casuarina Glauca Wooden K-Truss Formwork. ASCE Pract. Period. Struct. Des. Constr. 2022, 27, 04022020. [Google Scholar] [CrossRef]
- Mahmoud, A.; Said, J.; Bader, S.; Sayed, M.; Fayez, M.; Yacoub, O.; Youssef, P.; Darwish, M.; Nassar, K.; Sayed-Ahmed, E.; et al. Design and testing of Pre-engineered Prefabricated Casuarina Wooden Truss. In Proceedings of the Seventh International Conference on Structural Engineering, Mechanics and Computation (SEMC 2019), Cape Town, South Africa, 2–4 September 2019. [Google Scholar]
- Allam, H.; Yosry, K.; Adham, M.; Darwish, M.; Nassar, K. Design and Characteristics of a Hybrid Wood-Soil System Made from Casuarina glauca Wood. Sustainability 2023, 15, 3579. [Google Scholar] [CrossRef]
- Hussein, M.; Nassar, K.; Darwish, M. Mechanical Properties of Egyptian Casuarina Wood. J. Mater. Civ. Eng. 2019, 31, 04019293. [Google Scholar] [CrossRef]
- Hussein, M.; Darwish, M.; Nassar, K. The effect of moisture content on some mechanical properties of Casuarina wood. In Proceedings of the Seventh International Conference on Structural Engineering, Mechanics and Computation (SEMC 2019), Cape Town, South Africa, 2–4 September 2019. [Google Scholar]
- Anselm, A.J. Earth Shelters; A Review of Energy Conservation Properties in Earth Sheltered Housing. 2012. Available online: https://intechopen.com/books/energy-conservation/earth-shelters-a-review-of-energy-conservation-properties-in-earth-sheltered-housing (accessed on 2 January 2023).
- ECP 201-2012; Egyptian Code for Loads. Housing and Building Research Center: Cairo, Egypt, 2012.
- O86-14; Engineering Design in Wood. Canadian Standards Association Group: Mississauga, ON, Canada, 2014.
- Hertz, K.D.; Halding, P.S. CO2 Emissions from Building Lifecycles; Technical University of Denmark, Department of Civil Engineering: Kongens Lyngby, Denmark, 2020. [Google Scholar]
- Darwish, M.; Azer, R.; Azmy, A.; Hegazy, A.; Elleissy, S.; Ahmed, A.; Morsi, A.; Nassar, K.; Youssef, P. New Technology for Drying Wood using Quicklime. In Proceedings of the Canadian Society of Civil Engineers Materials Speciality Conference; Springer: Berlin/Heidelberg, Germany, 2021. [Google Scholar]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Item | CO2 Emissions per Unit |
|---|---|
| Steel | 1 kg of CO2/kg |
| Cement | 0.9 kg of CO2/kg |
| Wood | 0.35 kg of CO2/kg |
| Earth-based mixture | 0 |
| Item | HWS | RC |
|---|---|---|
| Skeleton | 7.15 | 17.51 |
| Connections | 0.52 | |
| Wall and plaster | 0.00 | 19.80 |
| Total CO2 emissions (tons) | 7.67 | 37.31 |
| Total CO2 emissions per unit area (t/m2) | 0.03 | 0.14 |
| Item | HWS | RC |
|---|---|---|
| Costs of structural skeleton (EGP) | 416,000 | 624,056 |
| Costs of wall and plaster (EGP) | 193,565 | 244,400 |
| Total cost (EGP) | 609,565 | 868,456 |
| Total cost (USD) | 19,049 | 27,139 |
| Total cost per unit area (USD/m2) | 71.79 | 102.28 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Darwish, M.; Adham, M.; Allam, H.; Yousri, K.; Hassan, T. Design and Characteristics of a Single-Storey Hybrid Wood–Soil Structure. Buildings 2024, 14, 1785. https://doi.org/10.3390/buildings14061785
Darwish M, Adham M, Allam H, Yousri K, Hassan T. Design and Characteristics of a Single-Storey Hybrid Wood–Soil Structure. Buildings. 2024; 14(6):1785. https://doi.org/10.3390/buildings14061785
Chicago/Turabian StyleDarwish, Mohamed, Mohamed Adham, Hassan Allam, Khaled Yousri, and Tamer Hassan. 2024. "Design and Characteristics of a Single-Storey Hybrid Wood–Soil Structure" Buildings 14, no. 6: 1785. https://doi.org/10.3390/buildings14061785
APA StyleDarwish, M., Adham, M., Allam, H., Yousri, K., & Hassan, T. (2024). Design and Characteristics of a Single-Storey Hybrid Wood–Soil Structure. Buildings, 14(6), 1785. https://doi.org/10.3390/buildings14061785