
Test Procedures and Mechanical Properties of Three-Dimensional Printable Concrete Enclosing Different Mix Proportions: A Review and Bibliometric Analysis

 ,
,  and
and
Abstract
:1. Introduction
2. Mix Proportions
3. Fresh and Hardened Properties
3.1. Fresh Properties
3.2. Hardened Properties
4. Testing Procedures
4.1. Extrudability Test
4.2. Yield Stress
4.3. Buildability Test
4.4. Robustness Test
4.5. Flowability Test
4.6. Compressive Strength Test
4.7. Porosity Evaluation
4.8. Bond Strength Assessment
4.9. Flexural Strength Evaluation
5. Bibliometric Analysis
5.1. Methodology
5.2. Literature Samples
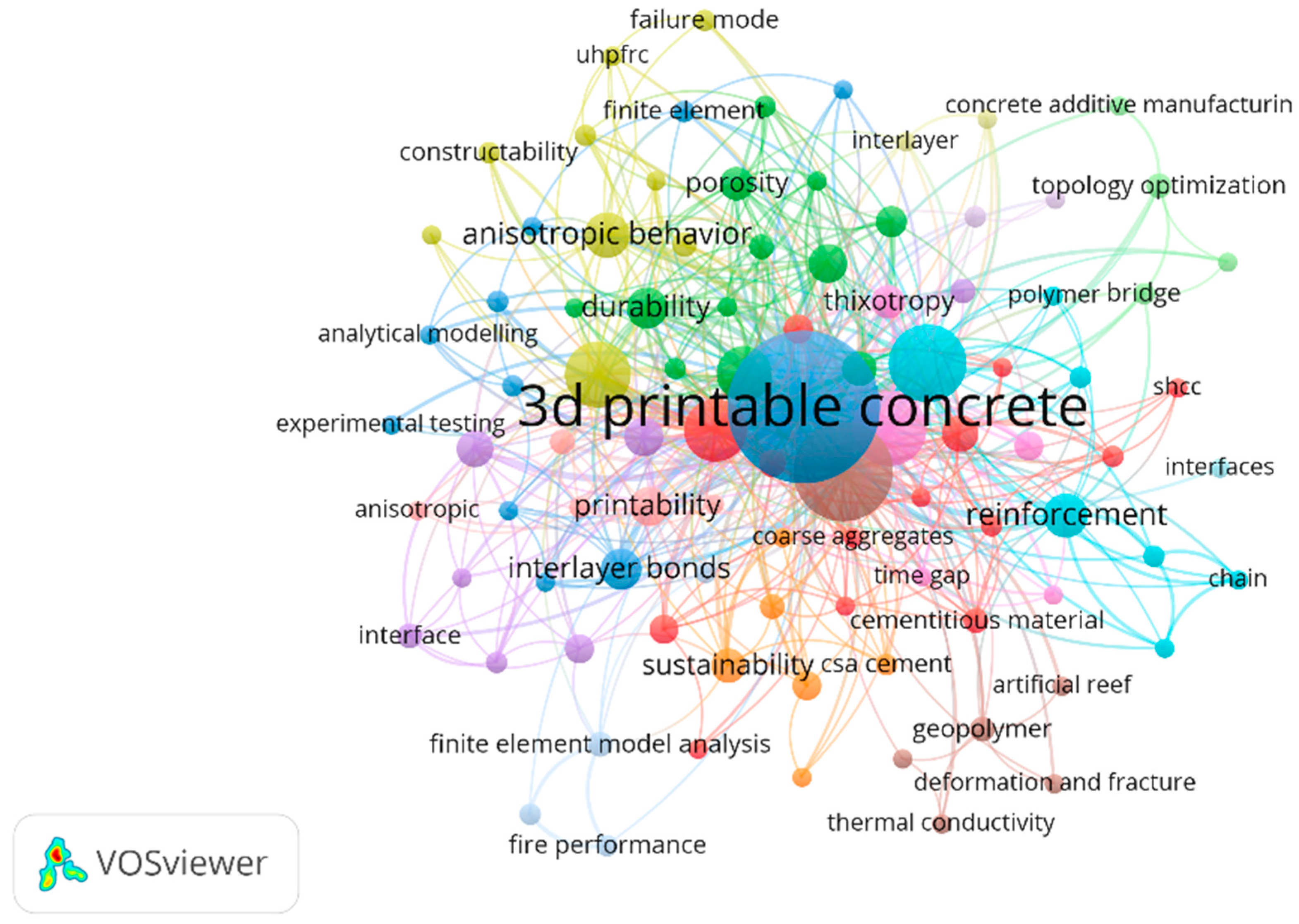
5.3. Research Keywords
5.4. Sources of Documents
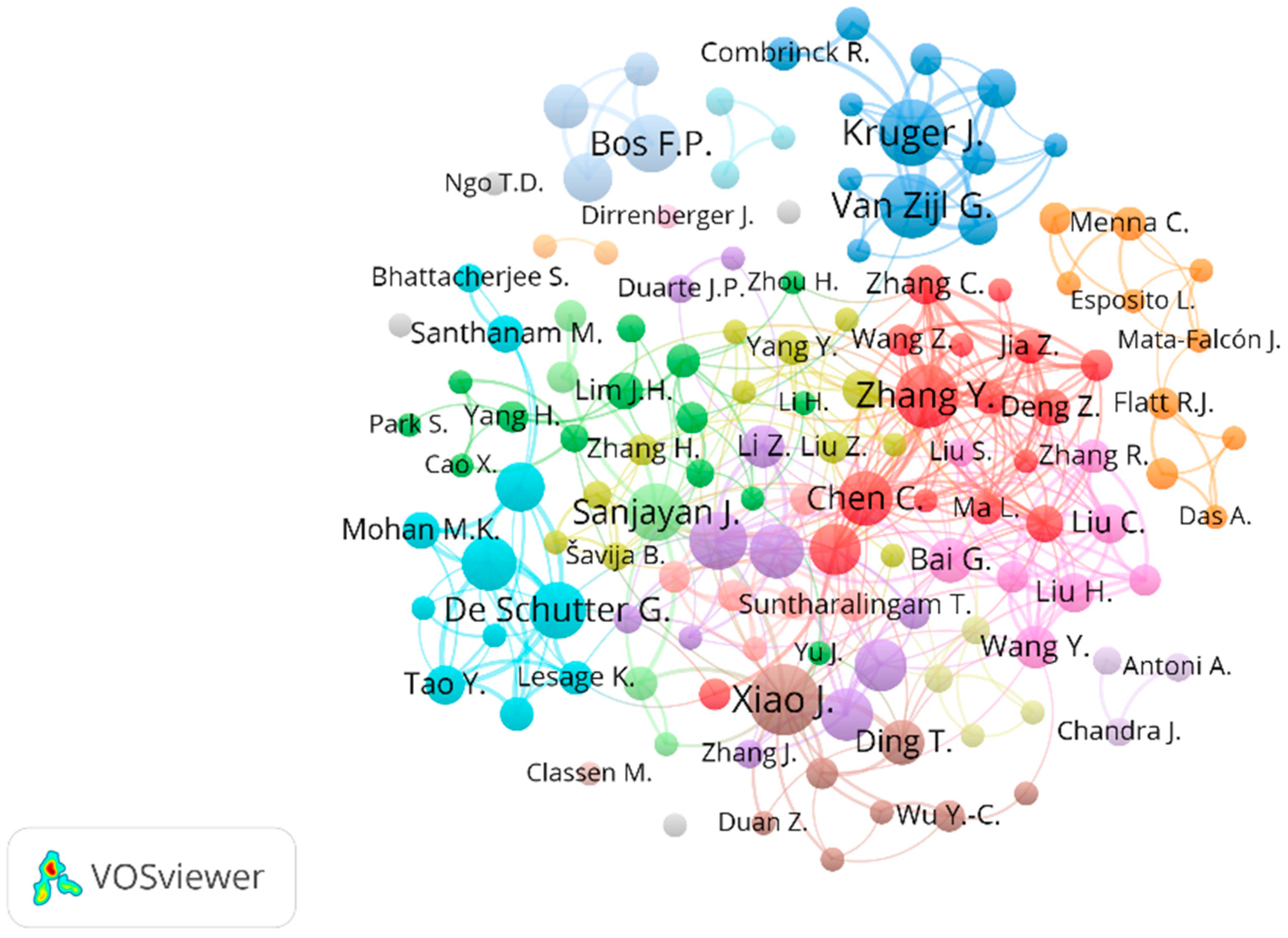
5.5. Authors with Highest Citation
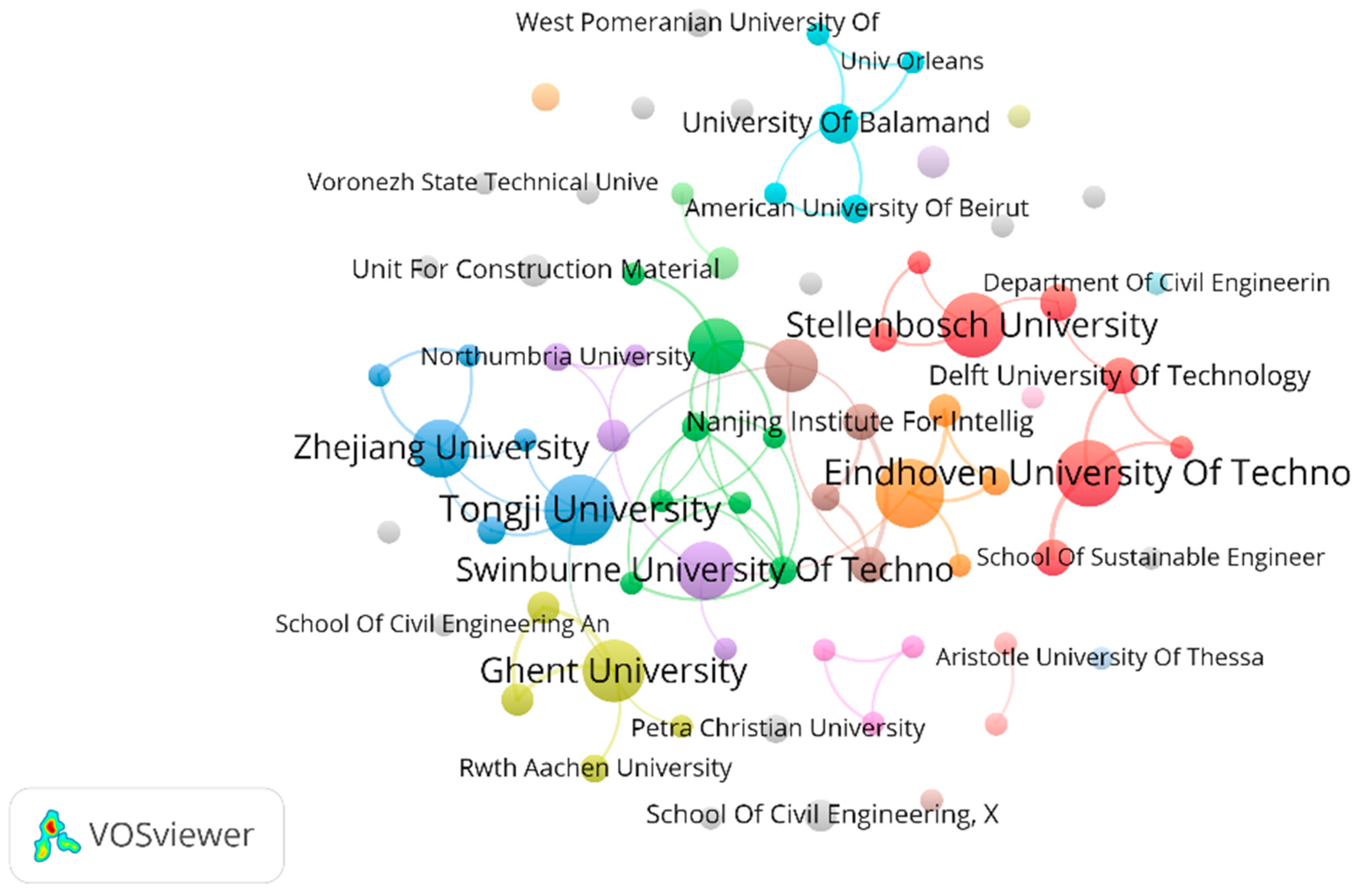
5.6. Impact of Research Institutions
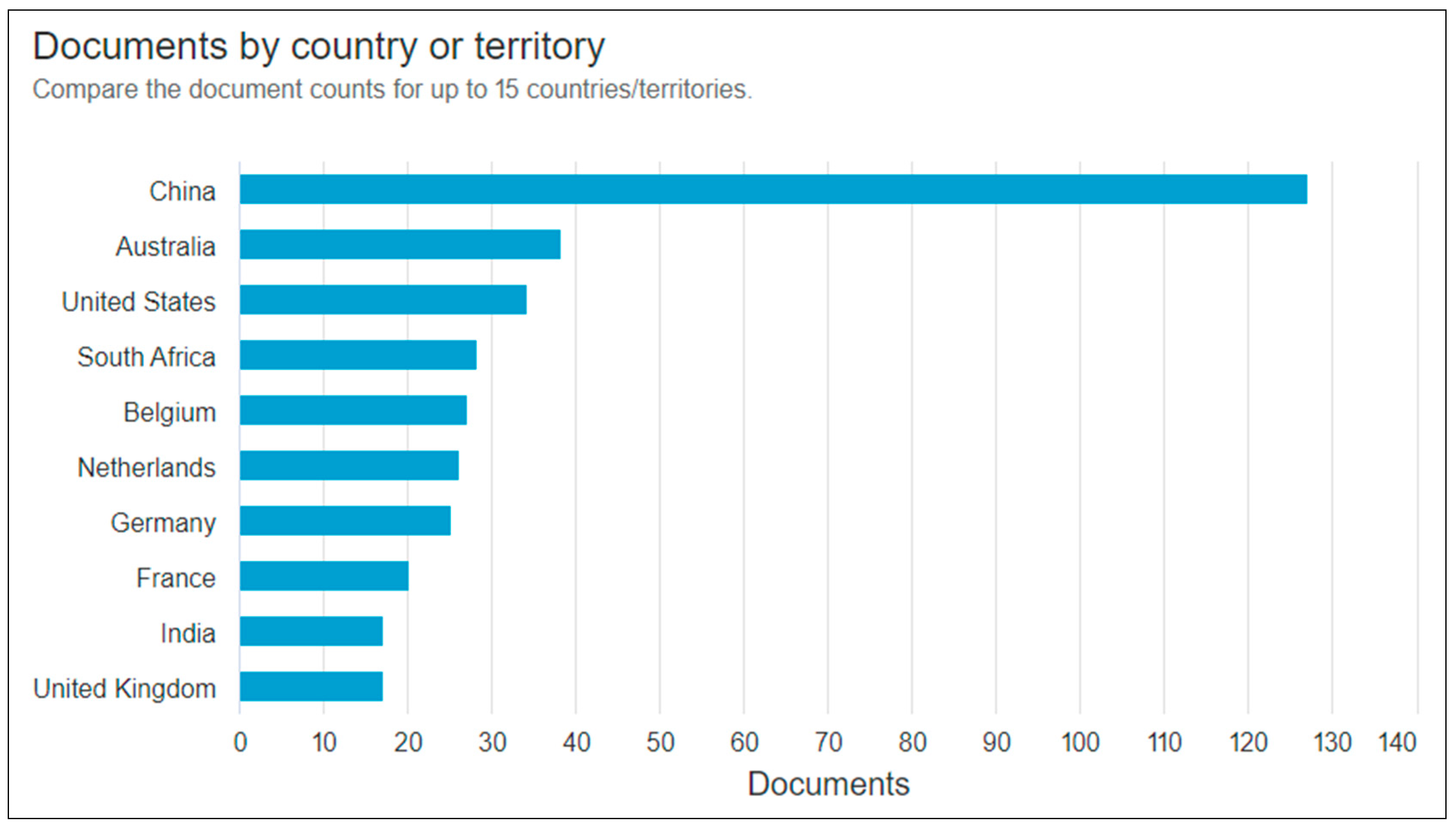
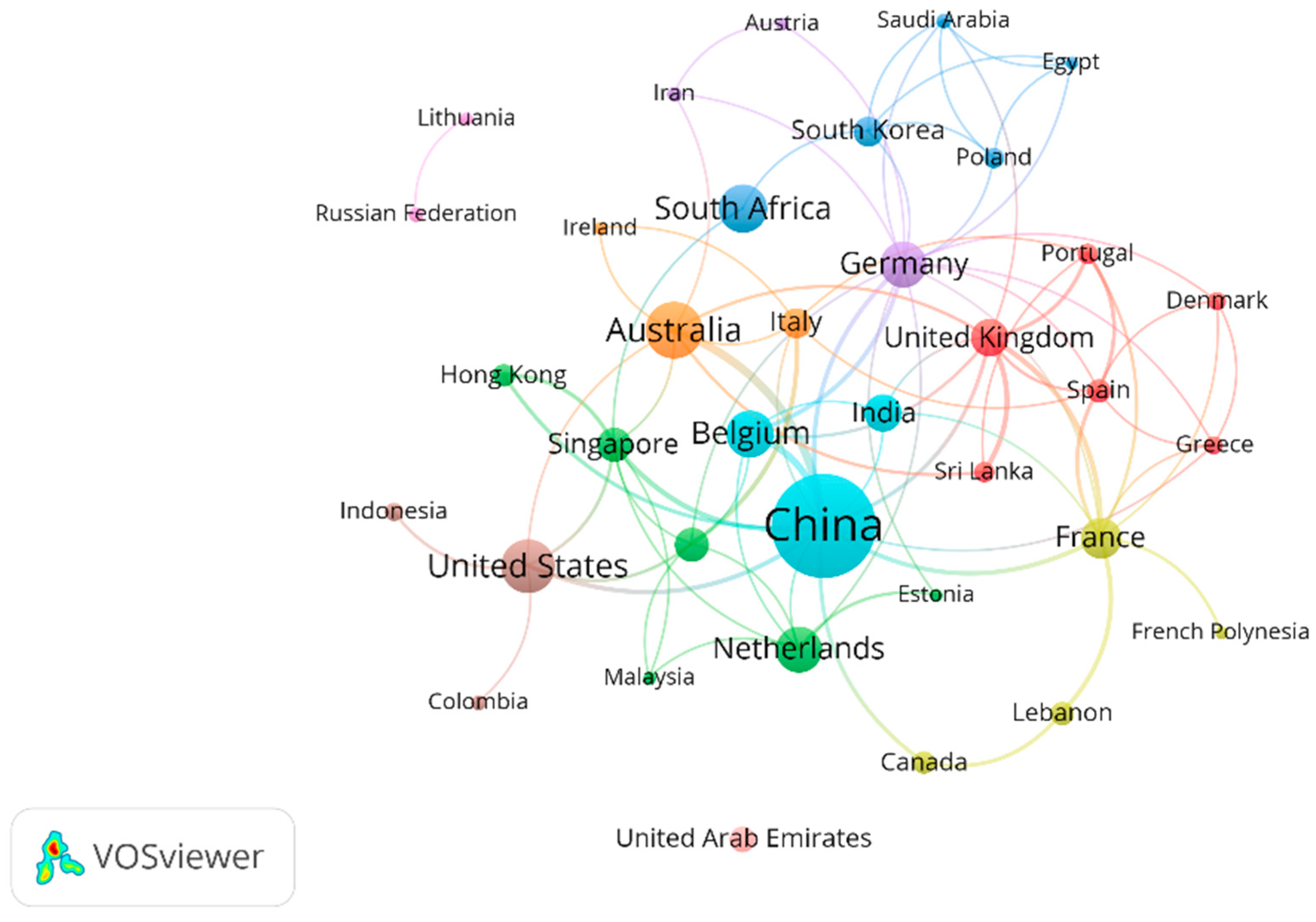
5.7. Countries
6. Economic Considerations and Environmental Sustainability
7. Conclusions
8. Recommendations and Future Vision
Author Contributions
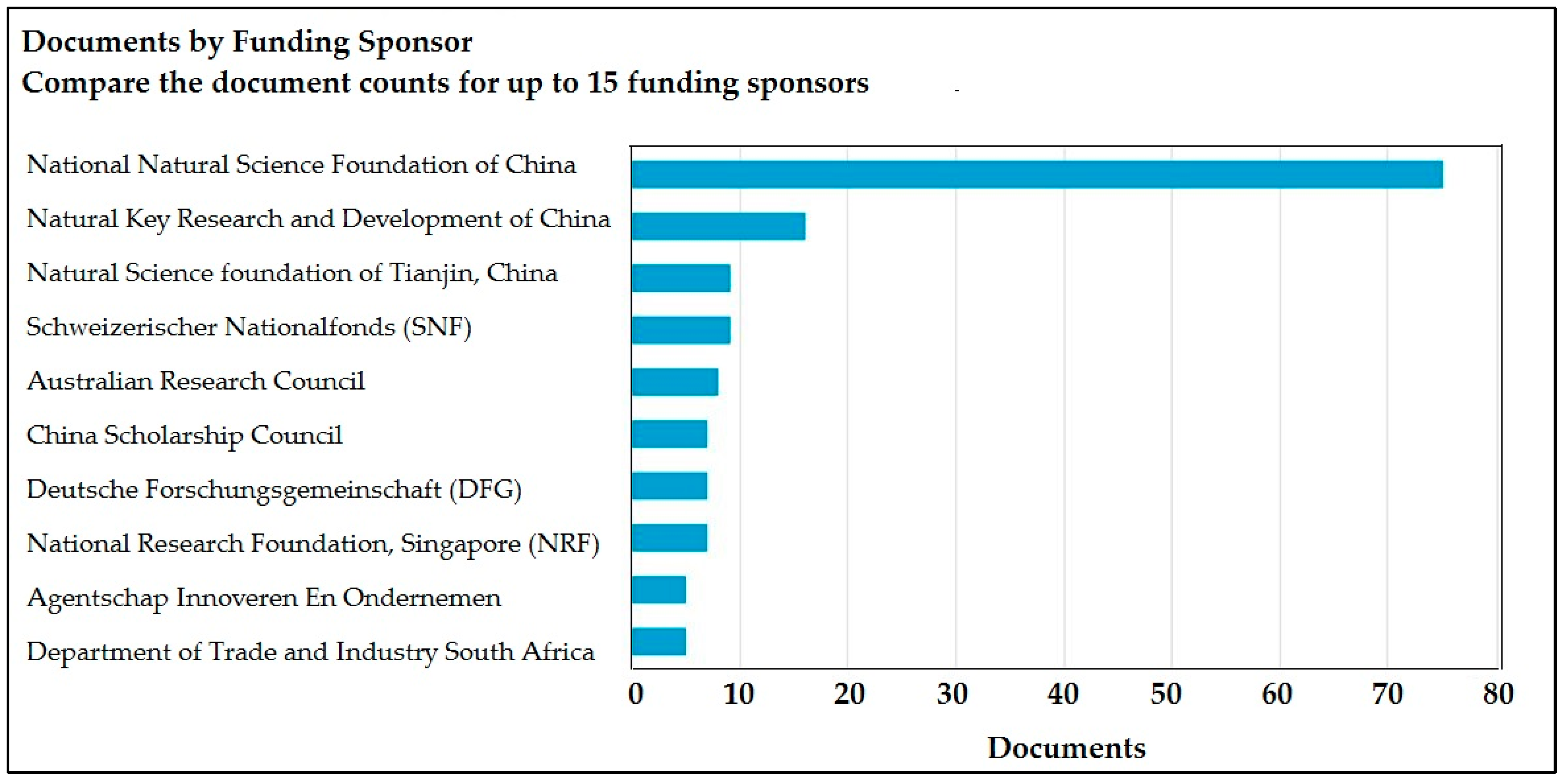
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Martinez, S.; Balaguer, C.; Jardon, A.; Navarro, J.; Gimenez, A.; Barcena, C. Robotized lean assembly in the building industry. In Proceedings of the 25th International Symposium on Automation and Robotics in Construction, Vilnius, Lithuania, 26–29 June 2008. [Google Scholar]
- Kazemian, A.; Yuan, X.; Cochran, E.; Khoshnevis, B. Cementitious materials for construction-scale 3D printing: Laboratory testing of fresh printing mixture. Constr. Build. Mater. 2017, 145, 639–647. [Google Scholar] [CrossRef]
- Wohlers, T. Rapid prototyping & tooling state of the industry: 1998 worldwide progress report. Mater. Technol. 1998, 13, 174–176. [Google Scholar]
- Ahmed, G.H. A review of “3D concrete printing”: Materials and process characterization, economic considerations and environmental sustainability. J. Build. Eng. 2023, 66, 105863. [Google Scholar] [CrossRef]
- Nerella, V.N.; Krause, M.; Mechtcherine, V. Direct printing test for buildability of 3D-printable concrete considering economic viability. Autom. Constr. 2020, 109, 102986. [Google Scholar] [CrossRef]
- Wang, J.; Liu, Z.; Hou, J.; Ge, M. Research Progress and Trend Analysis of Concrete 3D Printing Technology Based on CiteSpace. Buildings 2024, 14, 989. [Google Scholar] [CrossRef]
- Khoshnevis, B.; Hwang, D.; Yao, K.-T.; Yeh, Z. Mega-scale fabrication by contour crafting. Int. J. Ind. Syst. Eng. 2006, 1, 301–320. [Google Scholar] [CrossRef]
- Khoshnevis, B.; Dutton, R. Innovative rapid prototyping process makes large sized, smooth surfaced complex shapes in a wide variety of materials. Mater. Technol. 1998, 13, 53–56. [Google Scholar] [CrossRef]
- Khoshnevis, B. Automated construction by contour crafting—Related robotics and information technologies. Autom. Constr. 2004, 13, 5–19. [Google Scholar] [CrossRef]
- Tay, Y.W.D.; Panda, B.; Paul, S.C.; Noor Mohamed, N.A.; Tan, M.J.; Leong, K.F. 3D printing trends in building and construction industry: A review. Virtual Phys. Prototyp. 2017, 12, 261–276. [Google Scholar] [CrossRef]
- Wolfs, R.; Bos, F.; Salet, T. Early age mechanical behaviour of 3D printed concrete: Numerical modelling and experimental testing. Cem. Concr. Res. 2018, 106, 103–116. [Google Scholar] [CrossRef]
- De Schutter, G.; Lesage, K.; Mechtcherine, V.; Nerella, V.N.; Habert, G.; Agusti-Juan, I. Vision of 3D printing with concrete—Technical, economic and environmental potentials. Cem. Concr. Res. 2018, 112, 25–36. [Google Scholar] [CrossRef]
- Wangler, T.; Lloret, E.; Reiter, L.; Hack, N.; Gramazio, F.; Kohler, M.; Bernhard, M.; Dillenburger, B.; Buchli, J.; Roussel, N. Digital concrete: Opportunities and challenges. RILEM Tech. Lett. 2016, 1, 67–75. [Google Scholar] [CrossRef]
- Bos, F.P.; Ahmed, Z.Y.; Wolfs, R.J.; Salet, T.A. 3D printing concrete with reinforcement. In High Tech Concrete: Where Technology and Engineering Meet; Springer: Berlin/Heidelberg, Germany, 2018; pp. 2484–2493. [Google Scholar]
- Labonnote, N.; Rønnquist, A.; Manum, B.; Rüther, P. Additive construction: State-of-the-art, challenges and opportunities. Autom. Constr. 2016, 72, 347–366. [Google Scholar] [CrossRef]
- Tu, H.; Wei, Z.; Alireza, B.; Nabil, B.K.; Ayaz, A.; Yasin, O.Ö. Recent advancements and future trends in 3D printing concrete using waste materials. Dev. Built Environ. 2023, 16, 100187. [Google Scholar] [CrossRef]
- Rahul, A.; Santhanam, M.; Meena, H.; Ghani, Z. 3D printable concrete: Mixture design and test methods. Cem. Concr. Compos. 2019, 97, 13–23. [Google Scholar] [CrossRef]
- Rahul, A.; Santhanam, M.; Meena, H.; Ghani, Z. Mechanical characterization of 3D printable concrete. Constr. Build. Mater. 2019, 227, 116710. [Google Scholar] [CrossRef]
- Cheng, H.; Aleksandra, R.; Michael, H.; Liu, F.; Wang, J. Modeling concrete deposition via 3D printing using reproducing kernel particle method. Cem. Concr. Res. 2024, 181, 107526. [Google Scholar] [CrossRef]
- Mueller, B. Additive manufacturing technologies–Rapid prototyping to direct digital manufacturing. Assem. Autom. 2012, 32, 1–12. [Google Scholar] [CrossRef]
- Tay, Y.W.D.; Qian, Y.; Tan, M.J. Printability region for 3D concrete printing using slump and slump flow test. Compos. Part B Eng. 2019, 174, 106968. [Google Scholar] [CrossRef]
- Parmigiani, S.; Devid, F.; Sandro, M.; Giuseppe, A.F.; Luciana, R. 3D-printed multi-functional foamed concrete building components: Material properties, component design, and 3D printing application. Dev. Built Environ. 2024, 19, 100483. [Google Scholar] [CrossRef]
- Hasani, A.; Sattar, D. Transforming construction? Evaluation of the state of structural 3D concrete printing in research and practice. Constr. Build. Mater. 2024, 438, 137027. [Google Scholar] [CrossRef]
- Lim, S.; Buswell, R.A.; Le, T.T.; Austin, S.A.; Gibb, A.G.; Thorpe, T. Developments in construction-scale additive manufacturing processes. Autom. Constr. 2012, 21, 262–268. [Google Scholar] [CrossRef]
- Ramakrishnan, S.; Kirubajiny, P.; Viktor, M.; Jay, S. Printhead mixing of geopolymer and OPC slurries for hybrid alkali-activated cement in 3D concrete printing. Constr. Build. Mater. 2024, 430, 136439. [Google Scholar] [CrossRef]
- Perkins, I.; Skitmore, M. Three-dimensional printing in the construction industry: A review. Int. J. Constr. Manag. 2015, 15, 1–9. [Google Scholar] [CrossRef]
- Buswell, R.A.; Soar, R.C.; Gibb, A.G.; Thorpe, A. Freeform construction: Mega-scale rapid manufacturing for construction. Autom. Constr. 2007, 16, 224–231. [Google Scholar] [CrossRef]
- Gosselin, C.; Duballet, R.; Roux, P.; Gaudillière, N.; Dirrenberger, J.; Morel, P. Large-scale 3D printing of ultra-high performance concrete–a new processing route for architects and builders. Mater. Des. 2016, 100, 102–109. [Google Scholar] [CrossRef]
- Lloret, E.; Shahab, A.R.; Linus, M.; Flatt, R.J.; Gramazio, F.; Kohler, M.; Langenberg, S. Complex concrete structures: Merging existing casting techniques with digital fabrication. Comput.-Aided Des. 2015, 60, 40–49. [Google Scholar] [CrossRef]
- Nerella, V.; Krause, M.; Näther, M.; Mechtcherine, V. 3D printing technology for on-site construction. Concr. Plant Int. 2016, 4, 36–41. [Google Scholar]
- Buswell, R.A.; De Silva, W.L.; Jones, S.Z.; Dirrenberger, J. 3D printing using concrete extrusion: A roadmap for research. Cem. Concr. Res. 2018, 112, 37–49. [Google Scholar] [CrossRef]
- De Schutter, G.; Feys, D. Pumping of fresh concrete: Insights and challenges. RILEM Tech. Lett. 2016, 1, 76–80. [Google Scholar] [CrossRef]
- Feys, D.; Khayat, K.H.; Khatib, R. How do concrete rheology, tribology, flow rate and pipe radius influence pumping pressure? Cem. Concr. Compos. 2016, 66, 38–46. [Google Scholar] [CrossRef]
- Mechtcherine, V.; Nerella, V.N.; Kasten, K. Testing pumpability of concrete using Sliding Pipe Rheometer. Constr. Build. Mater. 2014, 53, 312–323. [Google Scholar] [CrossRef]
- Nerella, V.; Näther, M.; Iqbal, A.; Butler, M.; Mechtcherine, V. Inline quantification of extrudability of cementitious materials for digital construction. Cem. Concr. Compos. 2019, 95, 260–270. [Google Scholar] [CrossRef]
- Jolin, M.; Burns, D.; Bissonnette, B.; Gagnon, F.; Bolduc, L.-S. Understanding the pumpability of concrete. In Proceedings of the Shotcrete for Underground Support Xl; Engineering Conferences International; 2009; pp. 1–14. Available online: https://dc.engconfintl.org/shotcrete/17 (accessed on 21 August 2024).
- Li, L.G.; Kwan, A.K. Mortar design based on water film thickness. Constr. Build. Mater. 2011, 25, 2381–2390. [Google Scholar] [CrossRef]
- Li, L.G.; Kwan, A.K. Concrete mix design based on water film thickness and paste film thickness. Cem. Concr. Compos. 2013, 39, 33–42. [Google Scholar] [CrossRef]
- Le, T.T.; Austin, S.A.; Lim, S.; Buswell, R.A.; Law, R.; Gibb, A.G.; Thorpe, T. Hardened properties of high-performance printing concrete. Cem. Concr. Res. 2012, 42, 558–566. [Google Scholar] [CrossRef]
- Roussel, N.; Ovarlez, G.; Garrault, S.; Brumaud, C. The origins of thixotropy of fresh cement pastes. Cem. Concr. Res. 2012, 42, 148–157. [Google Scholar] [CrossRef]
- Perrot, A.; Rangeard, D.; Pierre, A. Structural built-up of cement-based materials used for 3D-printing extrusion techniques. Mater. Struct. 2016, 49, 1213–1220. [Google Scholar] [CrossRef]
- Marchon, D.; Kawashima, S.; Bessaies-Bey, H.; Mantellato, S.; Ng, S. Hydration and rheology control of concrete for digital fabrication: Potential admixtures and cement chemistry. Cem. Concr. Res. 2018, 112, 96–110. [Google Scholar] [CrossRef]
- Roussel, N. Understanding the Rheology of Concrete; Elsevier: Amsterdam, The Netherlands, 2011. [Google Scholar]
- Chadegani, A.A.; Salehi, H.; Yunus, M.M.; Farhadi, H.; Fooladi, M.; Farhadi, M.; Ebrahim, N.A. A comparison between two main academic literature collections: Web of Science and Scopus databases. arXiv 2013, arXiv:1305.0377. [Google Scholar] [CrossRef]
- Srinivasan, R.; DeFord, D.; Shah, S.P. The use of extrusion rheometry in the development of extruded fiber-reinforced cement composites. Concr. Sci. Eng. 1999, 1, 26–36. [Google Scholar]
- Kuder, K.G.; Shah, S.P. Rheology of extruded cement-based materials. ACI Mater. J. 2007, 104, 283. [Google Scholar]
- Tregger, N.A.; Pakula, M.E.; Shah, S.P. Influence of clays on the rheology of cement pastes. Cem. Concr. Res. 2010, 40, 384–391. [Google Scholar] [CrossRef]
- Peled, A.; Cyr, M.F.; Shah, S.P. High content of fly ash (Class F) in extruded cementitious composites. Mater. J. 2000, 97, 509–517. [Google Scholar]
- Voigt, T.; Mbele, J.-J.; Wang, K.; Shah, S.P. Using fly ash, clay, and fibers for simultaneous improvement of concrete green strength and consolidatability for slip-form pavement. J. Mater. Civ. Eng. 2010, 22, 196–206. [Google Scholar] [CrossRef]
- Quanji, Z.; Lomboy, G.R.; Wang, K. Influence of nano-sized highly purified magnesium alumino silicate clay on thixotropic behavior of fresh cement pastes. Constr. Build. Mater. 2014, 69, 295–300. [Google Scholar] [CrossRef]
- Heikal, M.; Ibrahim, N. Hydration, microstructure and phase composition of composite cements containing nano-clay. Constr. Build. Mater. 2016, 112, 19–27. [Google Scholar] [CrossRef]
- Qian, Y.; De Schutter, G. Enhancing thixotropy of fresh cement pastes with nanoclay in presence of polycarboxylate ether superplasticizer (PCE). Cem. Concr. Res. 2018, 111, 15–22. [Google Scholar] [CrossRef]
- Assaad, J.; Khayat, K.H.; Mesbah, H. Assessment of thixotropy of flowable and self-consolidating concrete. Mater. J. 2003, 100, 99–107. [Google Scholar]
- Knapen, E.; Van Gemert, D. Cement hydration and microstructure formation in the presence of water-soluble polymers. Cem. Concr. Res. 2009, 39, 6–13. [Google Scholar] [CrossRef]
- Yossef, M.; Chen, A. Applicability and limitations of 3D printing for civil structures. In Proceedings of the 2015 Conference on Autonomous and Robotic Construction of Infrastructure, Ames, IA, USA, 2–3 June 2015; pp. 237–246. [Google Scholar]
- Ding, T.; Xiao, J.; Qin, F.; Duan, Z. Mechanical behavior of 3D printed mortar with recycled sand at early ages. Constr. Build. Mater. 2020, 248, 118654. [Google Scholar] [CrossRef]
- Panda, B.; Lim, J.H.; Tan, M.J. Mechanical properties and deformation behaviour of early age concrete in the context of digital construction. Compos. Part B Eng. 2019, 165, 563–571. [Google Scholar] [CrossRef]
- Hou, S.; Duan, Z.; Xiao, J.; Ye, J. A review of 3D printed concrete: Performance requirements, testing measurements and mix design. Constr. Build. Mater. 2021, 273, 121745. [Google Scholar] [CrossRef]
- Makul, N. Advanced smart concrete—A review of current progress, benefits and challenges. J. Clean. Prod. 2020, 274, 122899. [Google Scholar] [CrossRef]
- Moelich, G.M.; Kruger, J.; Combrinck, R. Plastic shrinkage cracking in 3D printed concrete. Compos. Part B Eng. 2020, 200, 108313. [Google Scholar] [CrossRef]
- Tran, J.L. The law and 3D printing. John Marshall J. Inf. Technol. Priv. Law 2014, 31, 505. [Google Scholar]
- Roussel, N. Rheological requirements for printable concretes. Cem. Concr. Res. 2018, 112, 76–85. [Google Scholar] [CrossRef]
- Alghamdi, H.; Nair, S.A.O.; Neithalath, N. Insights into material design, extrusion rheology, and properties of 3D-printable alkali-activated fly ash-based binders. Mater. Des. 2019, 167, 107634. [Google Scholar] [CrossRef]
- Le, T.T.; Austin, S.A.; Lim, S.; Buswell, R.A.; Gibb, A.G.; Thorpe, T. Mix design and fresh properties for high-performance printing concrete. Mater. Struct. 2012, 45, 1221–1232. [Google Scholar] [CrossRef]
- Ma, G.; Li, Z.; Wang, L. Printable properties of cementitious material containing copper tailings for extrusion based 3D printing. Constr. Build. Mater. 2018, 162, 613–627. [Google Scholar] [CrossRef]
- Lin, T.; Jia, D.; He, P.; Wang, M.; Liang, D. Effects of fiber length on mechanical properties and fracture behavior of short carbon fiber reinforced geopolymer matrix composites. Mater. Sci. Eng. A 2008, 497, 181–185. [Google Scholar] [CrossRef]
- Austin, S.A.; Goodier, C.I.; Robins, P.J. Low-volume wet-process sprayed concrete: Pumping and spraying. Mater. Struct. 2005, 38, 229–237. [Google Scholar] [CrossRef]
- ASTM C109; Standard Test Method for Compressive Strength of Hydraulic Cement Mortars (using 2-in. or [50-mm] cube specimens). American Society for Testing and Material: West Conshohocken, PA, USA, 2002; pp. 1–8.
- BS EN 12390-3; Testing Hardened Concrete—Part 3: Compressive Strength of test Specimens. European Committee for Standardization-British Standard, 2009; pp. 1–18.
- ASTM C150; Standard Specification for Portland Cement. American Society for Testing and Material: West Conshohocken, PA, USA, 2007; pp. 1–6.
- GB/T 50,081; Standard for test methods of concrete physical and mechanical properties. Chinese Standard, 2002; pp. 1–7.
- Zhang, Y.; Zhang, Y.; Liu, G.; Yang, Y.; Wu, M.; Pang, B. Fresh properties of a novel 3D printing concrete ink. Constr. Build. Mater. 2018, 174, 263–271. [Google Scholar] [CrossRef]
- ASTM C403; Standard Test Method for Time of Setting of Concrete Mixtures by Penetration Resistance. American Society for Testing and Material: West Conshohocken, PA, USA, 2008; pp. 1–9.
- BS EN 196-9; Methods of testing cement—Part 9: Heat of Hydration. European Committee for Standardization-British Standard, 2010; pp. 1–20.
- ASTM C230; Standard Specification for Flow Table for Use in Tests of Hydraulic Cement. American Society for Testing and Material: West Conshohocken, PA, USA, 2020; pp. 1–6.
- ASTM C1437; Standard Test Method for Flow of Hydraulic Cement Mortar. American Society for Testing and Material: West Conshohocken, PA, USA, 2020; pp. 1–9.
- Casagrande, L.; Esposito, L.; Menna, C.; Asprone, D.; Auricchio, F. Effect of testing procedures on buildability properties of 3D-printable concrete. Constr. Build. Mater. 2020, 245, 118286. [Google Scholar] [CrossRef]
- ASTM C348; Standard Test Method for Flexural Strength of Hydraulic-Cement Mortars. American Society for Testing and Material: West Conshohocken, PA, USA, 2021; pp. 1–7.
- Van Eck, N.; Waltman, L. Software survey: VOSviewer, a computer program for bibliometric mapping. Scientometrics 2010, 84, 523–538. [Google Scholar] [CrossRef] [PubMed]
- Boyack, K.W.; van Eck, N.J.; Colavizza, G.; Waltman, L. Characterizing in-text citations in scientific articles: A large-scale analysis. J. Informetr. 2018, 12, 59–73. [Google Scholar] [CrossRef]
- Guo, Y.-M.; Huang, Z.-L.; Guo, J.; Li, H.; Guo, X.-R.; Nkeli, M.J. Bibliometric analysis on smart cities research. Sustainability 2019, 11, 3606. [Google Scholar] [CrossRef]
- Wolfs, R.J.M.; Bos, F.P.; Salet, T.A.M. Triaxial compression testing on early age concrete for numerical analysis of 3D concrete printing. Cem. Concr. Compos. 2019, 104, 103344. [Google Scholar] [CrossRef]
- Van den Heever, M.; du Plessis, A.; Bester, F.; Kruger, J.; van Zijl, G. A mechanistic evaluation relating microstructural morphology to a modified Mohr-Griffith compression-shear constitutive model for 3D printed concrete. Constr. Build. Mater. 2022, 325, 126743. [Google Scholar] [CrossRef]
- Van den Heever, M.; du Plessis, A.; Kruger, J.; van Zijl, G. Evaluating the effects of porosity on the mechanical properties of extrusion-based 3D printed concrete. Cem. Concr. Res. 2022, 153, 106695. [Google Scholar] [CrossRef]
- Kruger, J.; Cicione, A.; Bester, F.; Van den Heever, M.; Cho, S.; Walls, R.; and Van Zijl, G. Facilitating Ductile Failure of 3D Printed Concrete Elements in Fire. In Proceedings of the Second RILEM International Conference on Concrete and Digital Fabrication: Digital Concrete, Eindhoven, The Netherlands, 6–9 July 2020. RILEM Bookseries. [Google Scholar]
- Kruger, J.; Mostert, J.-P.; and Van Zijl, G. A Strain-Based Constitutive Model Ensuring Aesthetic 3D Printed Concrete Structures: Limiting Differential Settlement of Filaments. In Proceedings of the RILEM International Conference on Concrete and Digital Fabrication, Loughborough, UK, 27–29 June 2022; RILEM Bookseries. pp. 1–10. [Google Scholar]
- Kruger, J.; du Plessis, A.; van Zijl, G. An investigation into the porosity of extrusion-based 3D printed concrete. Addit. Manuf. 2021, 37, 101740. [Google Scholar] [CrossRef]
- Kruger, J.; Zeranka, S.; van Zijl, G. 3D concrete printing: A lower bound analytical model for buildability performance quantification. Autom. Constr. 2019, 106, 102904. [Google Scholar] [CrossRef]
- Kruger, J.; Zeranka, S.; van Zijl, G. An ab initio approach for thixotropy characterisation of (nanoparticle-infused) 3D printable concrete. Constr. Build. Mater. 2019, 224, 372–386. [Google Scholar] [CrossRef]
- Kruger, J.; Zeranka, S.; van Zijl, G. A rheology-based quasi-static shape retention model for digitally fabricated concrete. Constr. Build. Mater. 2020, 254, 119241. [Google Scholar] [CrossRef]
- Moelich, G.M.; Janse van Rensburg, J.J.; Kruger, J.; Combrinck, R. The Environment’s Effect on the Interlayer Bond Strength of 3D Printed Concrete. In Proceedings of the RILEM International Conference on Concrete and Digital Fabrication, Loughborough, UK, 27–29 June 2022. RILEM Bookseries. [Google Scholar]
- Moelich, G.M.; Kruger, J.; Combrinck, R. Modelling the interlayer bond strength of 3D printed concrete with surface moisture. Cem. Concr. Res. 2021, 150, 106559. [Google Scholar] [CrossRef]
- Mostert, J.-P.; Kruger, J. Interlocking 3D Printed Concrete Filaments Through Surface Topology Modifications for Improved Tensile Bond Strength. In Proceedings of the RILEM International Conference on Concrete and Digital Fabrication, Loughborough, UK, 27–29 June 2022. RILEM Bookseries. [Google Scholar]
- Bester, F.; Van den Heever, M.; Kruger, J.; Cho, S.; van Zijl, G. Steel Fiber Links in 3D Printed Concrete. In Proceedings of the Second RILEM International Conference on Concrete and Digital Fabrication: Digital Concrete, Eindhoven, The Netherlands, 6–9 July 2020. RILEM Bookseries. [Google Scholar]
- Cho, S.; Kruger, J.; Bester, F.; Van den Heever, M.; Van Rooyen, A.; van Zijl, G. A Compendious Rheo-Mechanical Test for Printability Assessment of 3D Printable Concrete. In Proceedings of the Second RILEM International Conference on Concrete and Digital Fabrication: Digital Concrete, Eindhoven, The Netherlands, 6–9 July 2020. RILEM Bookseries. [Google Scholar]
- Cho, S.; Kruger, J.; Van Rooyen, A.; van Zijl, G. Rheology and application of buoyant foam concrete for digital fabrication. Compos. Part B Eng. 2021, 215, 108800. [Google Scholar] [CrossRef]
- Cho, S.; Van den Heever, M.; Kruger, J.; van Zijl, G. Proof-of-Concept: Sprayable SHCC Overlay Reinforcement Regime for Unreinforced 3D Printed Concrete Structure. In Proceedings of the RILEM International Conference on Concrete and Digital Fabrication, Loughborough, UK, 27–29 June 2022. RILEM Bookseries. [Google Scholar]
- Cicione, A.; Kruger, J.; Walls, R.S.; Van Zijl, G. An experimental study of the behavior of 3D printed concrete at elevated temperatures. Fire Saf. J. 2021, 120, 103075. [Google Scholar] [CrossRef]
- Jiao, D.; Shi, C.; De Schutter, G. Magneto-rheology control in 3D concrete printing: A rheological attempt. Mater. Lett. 2022, 309, 131374. [Google Scholar] [CrossRef]
- Tao, Y.; Lesage, K.; Van Tittelboom, K.; Yuan, Y.; De Schutter, G. Influence of accelerator on the pore structure of 3D printable concrete. In Proceedings of the 2nd fib Italy YMG Symposium on Concrete and Concrete Structures, Roma, Italy, 18–19 November 2021; pp. 313–318. [Google Scholar]
- Tao, Y.; Lesage, K.; Van Tittelboom, K.; Yuan, Y.; De Schutter, G. Influence of substrate surface roughness and moisture content on tensile adhesion performance of 3D printable concrete. Cem. Concr. Compos. 2022, 126, 104350. [Google Scholar] [CrossRef]
- Tao, Y.; Ren, Q.; Lesage, K.; Van Tittelboom, K.; Yuan, Y.; De Schutter, G. Shape stability of 3D printable concrete with river and manufactured sand characterized by squeeze flow. Cem. Concr. Compos. 2022, 133, 104674. [Google Scholar] [CrossRef]
- Tao, Y.; Lesage, K.; Van Tittelboom, K.; Yuan, Y.; De Schutter, G. Effect of Limestone Powder Substitution on Fresh and Hardened Properties of 3D Printable Mortar. In Proceedings of the Second RILEM International Conference on Concrete and Digital Fabrication: Digital Concrete, Eindhoven, The Netherlands, 6–9 July 2020. RILEM Bookseries. [Google Scholar]
- Mohan, M.K.; Rahul, A.V.; De Schutter, G.; Van Tittelboom, K. Salt Scaling Resistance of 3D Printed Concrete. In Proceedings of the RILEM International Conference on Concrete and Digital Fabrication, Loughborough, UK, 27–29 June 2022. RILEM Bookseries. [Google Scholar]
- Mohan, M.K.; Rahul, A.V.; Van Dam, B.; Zeidan, T.; De Schutter, G.; Van Tittelboom, K. Performance criteria, environmental impact and cost assessment for 3D printable concrete mixtures. Resour. Conserv. Recycl. 2022, 181, 106255. [Google Scholar] [CrossRef]
- Tao, Y.; Rahul, A.V.; Lesage, K.; Van Tittelboom, K.; Yuan, Y.; De Schutter, G. Mechanical and microstructural properties of 3D printable concrete in the context of the twin-pipe pumping strategy. Cem. Concr. Compos. 2022, 125, 104324. [Google Scholar] [CrossRef]
- Tao, Y.; Rahul, A.V.; Mohan, M.K.; Van Tittelboom, K.; Yuan, Y.; De Schutter, G. Blending performance of helical static mixer used for twin-pipe 3D concrete printing. Cem. Concr. Compos. 2022, 134, 104741. [Google Scholar] [CrossRef]
- Rahul, A.V.; Mohan, M.K.; De Schutter, G.; Van Tittelboom, K. 3D printable concrete with natural and recycled coarse aggregates: Rheological, mechanical and shrinkage behaviour. Cem. Concr. Compos. 2022, 125, 104311. [Google Scholar] [CrossRef]
- Mohan, M.K.; Rahul, A.V.; Van Tittelboom, K.; De Schutter, G. Evaluating the Influence of Aggregate Content on Pumpability of 3D Printable Concrete. In Proceedings of the Second RILEM International Conference on Concrete and Digital Fabrication: Digital Concrete, Eindhoven, The Netherlands, 6–9 July 2020. RILEM Bookseries. [Google Scholar]
- Mohan, M.K.; Rahul, A.V.; De Schutter, G.; Van Tittelboom, K. Early age hydration, rheology and pumping characteristics of CSA cement-based 3D printable concrete. Constr. Build. Mater. 2021, 275, 122136. [Google Scholar] [CrossRef]
- Mohan, M.K.; Rahul, A.V.; Tao, Y.; De Schutter, G.; Van Tittelboom, K. Hydration re-initiation of borated CSA systems with a two-stage mixing process: An application in extrusion-based concrete 3D printing. Cem. Concr. Res. 2022, 159, 106870. [Google Scholar] [CrossRef]
- Ooms, T.; Vantyghem, G.; Tao, Y.; Bekaert, M.; De Schutter, G.; Van Tittelboom, K.; De Corte, W. The Production of a Topology-Optimized 3D-Printed Concrete Bridge. In Proceedings of the RILEM International Conference on Concrete and Digital Fabrication, Loughborough, UK, 27–29 June 2022. RILEM Bookseries. [Google Scholar]
- Jayathilakage, R.I.; Rajeev, P.; Sanjayan, J. Predication of Strength-Based Failure in Extrusion-Based 3D Concrete Printing. In Proceedings of the Rheology and Processing of Construction Materials: RheoCon2 & SCC9, Dresden, Germany, 8–11 September 2019. RILEM Bookseries. [Google Scholar]
- Jayathilakage, R.; Rajeev, P.; Sanjayan, J. Yield stress criteria to assess the buildability of 3D concrete printing. Constr. Build. Mater. 2020, 240, 117989. [Google Scholar] [CrossRef]
- Jayathilakage, R.; Rajeev, P.; Sanjayan, J. Extrusion rheometer for 3D concrete printing. Cem. Concr. Compos. 2021, 121, 104075. [Google Scholar] [CrossRef]
- Jayathilakage, R.; Sanjayan, J.; Rajeev, P. Direct shear test for the assessment of rheological parameters of concrete for 3D printing applications. Mater. Struct. 2019, 52, 12. [Google Scholar] [CrossRef]
- Jayathilakage, R.; Sanjayan, J.; Rajeev, P. Characterizing Extrudability for 3D Concrete Printing Using Discrete Element Simulations. In Proceedings of the Second RILEM International Conference on Concrete and Digital Fabrication: Digital Concrete, Eindhoven, The Netherlands, 6–9 July 2020. RILEM Bookseries. [Google Scholar]
- Muthukrishnan, S.; Ramakrishnan, S.; Sanjayan, J. Effect of alkali reactions on the rheology of one-part 3D printable geopolymer concrete. Cem. Concr. Compos. 2021, 116, 103899. [Google Scholar] [CrossRef]
- Pham, L.; Tran, P.; Sanjayan, J. Steel fibres reinforced 3D printed concrete: Influence of fibre sizes on mechanical performance. Constr. Build. Mater. 2020, 250, 118785. [Google Scholar] [CrossRef]
- Ramakrishnan, S.; Kanagasuntharam, S.; Sanjayan, J. In-line activation of cementitious materials for 3D concrete printing. Cem. Concr. Compos. 2022, 131, 104598. [Google Scholar] [CrossRef]
- Xia, M.; Nematollahi, B.; Sanjayan, J. Influence of binder saturation level on compressive strength and dimensional accuracy of powder-based 3D printed geopolymer. Mater. Sci. Forum 2018, 939, 177–183. [Google Scholar] [CrossRef]
- Xia, M.; Nematollahi, B.; Sanjayan, J.G. Properties of Powder-Based 3D Printed Geopolymers. In 3D Concrete Printing Technology: Construction and Building Applications; Butterworth-Heinemann: Oxford, UK, 2019. [Google Scholar]
- Yu, S.; Xia, M.; Sanjayan, J.; Yang, L.; Xiao, J.; Du, H. Microstructural characterization of 3D printed concrete. J. Build. Eng. 2021, 44, 102948. [Google Scholar] [CrossRef]
- Nematollahi, B.; Bong, S.H.; Xia, M.; Sanjayan, J. Digital Fabrication of ‘Just-Add-Water’ Geopolymers: Effects of Curing Condition and Print-Time Interval. In Proceedings of the Second RILEM International Conference on Concrete and Digital Fabrication: Digital Concrete, Eindhoven, The Netherlands, 6–9 July 2020. RILEM Bookseries. [Google Scholar]
- Bai, G.; Wang, L.; Ma, G.; Sanjayan, J.; Bai, M. 3D printing eco-friendly concrete containing under-utilised and waste solids as aggregates. Cem. Concr. Compos. 2021, 120, 104037. [Google Scholar] [CrossRef]
- Li, Z.; Ma, G.; Wang, F.; Wang, L.; Sanjayan, J. Expansive cementitious materials to improve micro-cable reinforcement bond in 3D concrete printing. Cem. Concr. Compos. 2022, 125, 104304. [Google Scholar] [CrossRef]
- Arunothayan, A.R.; Nematollahi, B.; Sanjayan, J.; Ranade, R.; Bong, S.H.; Khayat, K. Quantitative Evaluation of Orientation of Steel Fibers in 3D-Printed Ultra-High Performance Concrete. In Proceedings of the Second RILEM International Conference on Concrete and Digital Fabrication: Digital Concrete, Eindhoven, The Netherlands, 6–9 July 2020. RILEM Bookseries. [Google Scholar]
- Marchment, T.; Xia, M.; Dodd, E.; Sanjayan, J.; Nematollahi, B. Effect of delay time on the mechanical properties of extrusion-based 3D printed concrete. In Proceedings of the ISARC 2017—34th International Symposium on Automation and Robotics in Construction, Taipei, Taiwan, 28 June–1 July 2017; pp. 240–245. [Google Scholar]
- Christen, H.; van Zijl, G.; de Villiers, W. The incorporation of recycled brick aggregate in 3D printed concrete. Clean. Mater. 2022, 4, 100090. [Google Scholar] [CrossRef]
- Christen, H.; Cho, S.; van Zijl, G.; de Villiers, W. Phase change material infused recycled brick aggregate in 3D printed concrete. Heliyon 2022, 8, e11598. [Google Scholar] [CrossRef] [PubMed]
- Cho, S.; Van Rooyen, A.; Kearsley, E.; Van Zijl, G. Foam stability of 3D printable foamed concrete. J. Build. Eng. 2022, 47, 103884. [Google Scholar] [CrossRef]
- Xiao, J.Z.; Liu, H.R.; Ding, T.; Ma, G.W. 3D printed concrete components and structures: An overview. Sustain. Struct. 2021, 1, 1–15. [Google Scholar] [CrossRef]
- Sun, J.; Aslani, F.; Lu, J.; Wang, L.; Huang, Y.; Ma, G. Fibre-reinforced lightweight engineered cementitious composites for 3D concrete printing. Ceram. Int. 2021, 47, 27107–27121. [Google Scholar] [CrossRef]
- Cui, T. Effect of HB-CSA and Expansion Agent on Shrinkage and Cracking Performance of 3D Printing Concret. Cailiao Daobao/Mater. Rep. 2022, 36, 80–86. [Google Scholar]
- Wang, L.; Ma, G.; Liu, T.; Buswell, R.; Li, Z. Interlayer reinforcement of 3D printed concrete by the in-process deposition of U-nails. Cem. Concr. Res. 2021, 148, 106535. [Google Scholar] [CrossRef]
- Wang, L.; Xiao, W.; Wang, Q.; Jiang, H.; Ma, G. Freeze-thaw resistance of 3D-printed composites with desert sand. Cem. Concr. Compos. 2022, 133, 104693. [Google Scholar] [CrossRef]
- Wang, L.; Tian, Z.; Ma, G.; Zhang, M. Interlayer bonding improvement of 3D printed concrete with polymer modified mortar: Experiments and molecular dynamics studies. Cem. Concr. Compos. 2020, 110, 103571. [Google Scholar] [CrossRef]
- Ma, G.; Li, Z.; Wang, L.; Bai, G. Micro-cable reinforced geopolymer composite for extrusion-based 3D printing. Mater. Lett. 2019, 235, 144–147. [Google Scholar]
- Li, Z.; Wang, L.; Ma, G. Mechanical improvement of continuous steel microcable reinforced geopolymer composites for 3D printing subjected to different loading conditions. Compos. Part B Eng. 2020, 187, 107796. [Google Scholar] [CrossRef]
- Bai, G.; Wang, L.; Wang, F.; Ma, G. In-process reinforcing method: Dual 3D printing procedure for ultra-high performance concrete reinforced cementitious composites. Mater. Lett. 2021, 304, 130594. [Google Scholar] [CrossRef]
- Wang, L.; Yang, Y.; Yao, L.; Ma, G. Interfacial bonding properties of 3D printed permanent formwork with the post-casted concrete. Cem. Concr. Compos. 2022, 128, 104457. [Google Scholar] [CrossRef]
- Liu, M.; Zhang, Q.; Tan, Z.; Wang, L.; Li, Z.; Ma, G. Investigation of steel wire mesh reinforcement method for 3D concrete printing. Arch. Civ. Mech. Eng. 2021, 21, 24. [Google Scholar] [CrossRef]
- Ma, G.; Salman, N.M.; Wang, L.; Wang, F. A novel additive mortar leveraging internal curing for enhancing interlayer bonding of cementitious composite for 3D printing. Constr. Build. Mater. 2020, 244, 118305. [Google Scholar] [CrossRef]
- Sun, J.; Huang, Y.; Aslani, F.; Ma, G. Properties of a double-layer EMW-absorbing structure containing a graded nano-sized absorbent combing extruded and sprayed 3D printing. Constr. Build. Mater. 2020, 261, 120031. [Google Scholar] [CrossRef]
- Saelens, L.; Van Tittelboom, K.; Caspeele, R.; Wan-Wendner, R. Topology optimization of structural beam systems considering 3D concrete printing technology constraints. In Proceedings of the 4th International PhD Symposium in Civil Engineering, Rome, Italy, 5–7 September 2022; Volume 58, pp. 825–832. [Google Scholar]
- Wang, L.; Liu, Y.; Yang, Y.; Li, Y.; Bai, M. Bonding performance of 3D printing concrete with self-locking interfaces exposed to compression–shear and compression–splitting stresses. Addit. Manuf. 2021, 42, 101992. [Google Scholar] [CrossRef]
- Wang, L.; Lin, W.; Ma, H.; Li, D.; Wang, Q. Mechanical and microstructural properties of 3D-printed aluminate cement based composite exposed to elevated temperatures. Constr. Build. Mater. 2022, 353, 129144. [Google Scholar] [CrossRef]
- Zhang, C.; Hou, Z.; Chen, C.; Zhang, Y.; Mechtcherine, V.; Sun, Z. Design of 3D printable concrete based on the relationship between flowability of cement paste and optimum aggregate content. Cem. Concr. Compos. 2019, 104, 103406. [Google Scholar] [CrossRef]
- Zhang, C.; Jia, Z.; Wang, X.; Jia, L.; Deng, Z.; Wang, Z.; Zhang, Y.; Mechtcherine, V. A two-phase design strategy based on the composite of mortar and coarse aggregate for 3D printable concrete with coarse aggregate. J. Build. Eng. 2022, 54, 104672. [Google Scholar] [CrossRef]
- Zhang, C.; Deng, Z.; Chen, C.; Zhang, Y.; Mechtcherine, V.; Sun, Z. Predicting the static yield stress of 3D printable concrete based on flowability of paste and thickness of excess paste layer. Cem. Concr. Compos. 2022, 129, 104494. [Google Scholar] [CrossRef]
- Liu, H.; Ding, T.; Xiao, J.; Mechtcherine, V. Buildability prediction of 3D–printed concrete at early-ages: A numerical study with Drucker–Prager model. Addit. Manuf. 2022, 55, 102821. [Google Scholar] [CrossRef]
- Markin, S.; Mechtcherine, V. Measuring Plastic Shrinkage and Related Cracking of 3D Printed Concretes. In Proceedings of the RILEM International Conference on Concrete and Digital Fabrication, Loughborough, UK, 27–29 June 2022. RILEM Bookseries. [Google Scholar]
- Schröfl, C.; Nerella, V.N.; Mechtcherine, V. Capillary water intake by 3D-printed concrete visualised and quantified by neutron radiography. In First RILEM International Conference on Concrete and Digital Fabrication–Digital Concrete 2018; Springer: Berlin/Heidelberg, Germany, 2019; RILEM Bookseries. [Google Scholar]
- Ghourchian, S.; Butler, M.; Krüger, M.; Mechtcherine, V. Modelling the development of capillary pressure in freshly 3D-printed concrete elements. Cem. Concr. Res. 2021, 145, 106457. [Google Scholar] [CrossRef]
- Taubert, M.; Mechtcherine, V. Mix Design for a 3D-Printable Concrete with Coarse Aggregates and Consideration of Standardisation. In Proceedings of the RILEM International Conference on Concrete and Digital Fabrication, Loughborough, UK, 27–29 June 2022. RILEM Bookseries. [Google Scholar]
- Mechtcherine, V.; Nerella, V.N.; Ogura, H.; Grafe, J.; Spaniol, E.; Hertel, M.; Füssel, U. Alternative reinforcements for digital concrete construction. In First RILEM International Conference on Concrete and Digital Fabrication–Digital Concrete 2018; Springer: Berlin/Heidelberg, Germany, 2019; RILEM Bookseries. [Google Scholar]
- Reißig, S.; Nerella, V.N.; Mechtcherine, V. Material Design and Rheological Behavior of Sustainable Cement-Based Materials in the Context of 3D Printing. In Proceedings of the RILEM International Conference on Concrete and Digital Fabrication, Loughborough, UK, 27–29 June 2022. RILEM Bookseries. [Google Scholar]
- Neef, T.; Müller, S.; Mechtcherine, V. Integration of Mineral Impregnated Carbon Fibre (MCF) into Fine 3D-Printed Concrete Filaments. In Proceedings of the RILEM International Conference on Concrete and Digital Fabrication, Loughborough, UK, 27–29 June 2022. RILEM Bookseries. [Google Scholar]
- Costanzi, C.B.; Ahmed, Z.Y.; Schipper, H.R.; Bos, F.P.; Knaack, U.; Wolfs, R.J.M. 3D Printing Concrete on temporary surfaces: The design and fabrication of a concrete shell structure. Autom. Constr. 2018, 94, 395–404. [Google Scholar] [CrossRef]
- Hass, L.; Bos, F.P.; Salet, T.A.M. Characterizing the bond properties of automatically placed helical reinforcement in 3D printed concrete. Constr. Build. Mater. 2022, 355, 129228. [Google Scholar] [CrossRef]
- Wolfs, R.J.M.; Bos, F.P.; Salet, T.A.M. Correlation between destructive compression tests and non-destructive ultrasonic measurements on early age 3D printed concrete. Constr. Build. Mater. 2018, 181, 447–454. [Google Scholar] [CrossRef]
- Wolfs, R.J.M.; Bos, F.P.; Salet, T.A.M. Hardened properties of 3D printed concrete: The influence of process parameters on interlayer adhesion. Cem. Concr. Res. 2019, 119, 132–140. [Google Scholar] [CrossRef]
- Salet, T.A.; Ahmed, Z.Y.; Bos, F.P.; Laagland, H.L. 3D printed concrete bridge. In Proceedings of the International Conference on Progress in Additive Manufacturing, Singapore, 14–17 May 2018; pp. 2–9. [Google Scholar]
- Salet, T.A.; Ahmed, Z.Y.; Bos, F.P.; Laagland, H.L. Design of a 3D printed concrete bridge by testing. Virtual Phys. Prototyp. 2018, 13, 222–236. [Google Scholar] [CrossRef]
- Bos, F.P.; Ahmed, Z.Y.; Jutinov, E.R.; Salet, T.A. Experimental exploration of metal cable as reinforcement in 3D printed concrete. Materials 2017, 10, 1314. [Google Scholar] [CrossRef]
- Bos, F.P.; Bosco, E.; Salet, T.A.M. Ductility of 3D printed concrete reinforced with short straight steel fibers. Virtual Phys. Prototyp. 2019, 14, 160–174. [Google Scholar] [CrossRef]
- Ahmed, Z.Y.; Bos, F.P.; Van Brunschot, M.C.A.J.; Salet, T.A. On-demand additive manufacturing of functionally graded concrete. Virtual Phys. Prototyp. 2020, 15, 194–210. [Google Scholar] [CrossRef]
- Bhattacherjee, S.; Basavaraj, A.S.; Rahul, A.V.; Santhanam, M.; Gettu, R.; Panda, B.; Schlangen, E.; Chen, Y.; Copuroglu, O.; Ma, G.; et al. Sustainable materials for 3D concrete printing. Cem. Conc. Composites. J. 2021, 122, 104156. [Google Scholar] [CrossRef]
- Rahul, A.V.; Santhanam, M. Evaluating the printability of concretes containing lightweight coarse aggregates. Cem. Concr. Compos. 2020, 109, 103570. [Google Scholar] [CrossRef]
- Quah, T.K.N.; Yi, W.D.T.; Jian, H.L.; Ming, J.T.; Teck, N.W.; King, H.H.L. Concrete 3D printing: Process parameters for process control, monitoring and diagnosis in automation and construction. Mathematics 2023, 11, 1499. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Mixes | Yield Stress (Ty) | Volume Fraction (Φ) | |||
|---|---|---|---|---|---|
| Ty [Pa] | Ty [psf] | Φ Min. | Φ Max. | Φ Different | |
| Cement | 76.32 | 1.59 | 0.523 | 0.570 | 0.0465 |
| High-range water-reducer | 62.24 | 1.30 | 0.516 | 0.591 | 0.0750 |
| Fly ash | 34.76 | 0.73 | 0.494 | 0.579 | 0.0853 |
| Clay 1 | 97.31 | 2.03 | 0.520 | 0.546 | 0.0255 |
| Clay 2 | 80.65 | 1.68 | 0.522 | 0.549 | 0.0268 |
| Clay 3 | 89.02 | 1.86 | 0.516 | 0.556 | 0.0397 |
| Mixes | SP Dosage (%) | Buildability of Comp. of Bottom Layer, mm | Extrudability | Yield Stress, kPa | Flow Value, % |
|---|---|---|---|---|---|
| Silica fume | 0.19 | 2 ± 0.5 | Pass | 1.1 ± 0.1 | 97 ± 10 |
| 0.18 | 0 | Pass | 1.5 ± 0.2 | 89 ± 10 | |
| 0.17 | 0 | Pass | 1.6 ± 0.3 | 80 ± 5 | |
| 0.16 | 0 | Fail | 2.6 ± 0.3 | 55 ± 5 | |
| Nanoclay | 0.15 | 2 ± 0.5 | Pass | 1.1 ± 0.1 | 115 ± 15 |
| 0.14 | 0 | Pass | 1.5 ± 0.2 | 100 ± 10 | |
| 0.13 | 0 | Pass | 1.6 ± 0.2 | 95 ± 10 | |
| 0.12 | 0 | Pass | 2.3 ± 0.3 | 90 ± 10 | |
| 0.11 | 0 | Fail | 2.9 ± 0.3 | 60 ± 5 | |
| Viscosity-modifying agents | 0.20 | 2 ± 0.5 | Pass | 1.3 ± 0.1 | 100 ± 10 |
| 0.19 | 0 | Pass | 1.5 ± 0.2 | 88 ± 10 | |
| 0.18 | 0 | Pass | 1.6 ± 0.2 | 80 ± 5 | |
| 0.17 | 0 | Pass | 2.0 ± 0.2 | 70 ± 5 | |
| 0.16 | 0 | Pass | 2.5 ± 0.3 | 65 ± 5 | |
| 0.15 | 0 | Fail | 3.0 ± 0.4 | 40 ± 5 |
| Type of Binder | CS (MPa) | FS (MPa) | References | Standard |
|---|---|---|---|---|
| Portland cement, silica fume | 49.9 | - | [2] | [68] |
| Portland cement, fly ash, silica fume | 71.7 | - | [17] | [68] |
| Portland cement, fly ash, silica fume | 61 | 11 | [18] | [68] |
| Portland cement, fly ash, silica fume | 107 | 11 | [39] | [69] |
| Portland cement, nanoclay | 97.9 | - | [51] | [70] |
| Portland cement, fly ash, silica fume | 110 | [64] | [69] | |
| Portland cement, fly ash, silica fume | 53.2 | 7.8 | [65] | [71] |
| Portland cement, fly ash, slag | 31 | 4.3 | [66] | - |
| S/N | Keyword | Occurrences | Total Link Strength |
|---|---|---|---|
| 1 | 3D Printable Concrete | 185 | 305 |
| 2 | 3D Printing | 78 | 170 |
| 3 | Concrete | 48 | 118 |
| 4 | Additive Manufacturing Technology | 45 | 99 |
| 5 | Mechanical Properties | 35 | 70 |
| 6 | Rheology | 31 | 81 |
| 7 | Buildability | 24 | 56 |
| 8 | Anisotropic Behaviour | 17 | 40 |
| 9 | Reinforcement | 16 | 43 |
| 10 | Durability | 14 | 40 |
| 11 | Interlayer Bonds | 14 | 29 |
| 12 | Compressive Strength | 12 | 33 |
| 13 | Microstructure | 12 | 37 |
| 14 | Printability | 12 | 26 |
| 15 | Pore Structure | 11 | 30 |
| 16 | Yield Stress | 11 | 27 |
| 17 | Sustainability | 10 | 17 |
| 18 | Workability | 10 | 29 |
| 19 | Porosity | 9 | 27 |
| 20 | Thixotropy | 9 | 23 |
| 21 | Flexural Strength | 8 | 20 |
| 22 | 3D-Printed Concrete | 7 | 10 |
| 23 | Bond Strength | 7 | 16 |
| 24 | Digital Concrete | 7 | 13 |
| 25 | Digital Fabrication | 7 | 13 |
| 26 | Shrinkage | 7 | 19 |
| 27 | Rheological Properties | 6 | 12 |
| 28 | Accelerator | 5 | 11 |
| 29 | Cementitious Material | 5 | 14 |
| 30 | Coarse Aggregate | 5 | 14 |
| 31 | Finite Element Model Analysis | 5 | 12 |
| 32 | Fresh Properties | 5 | 9 |
| 33 | Geopolymer | 5 | 10 |
| 34 | Interface | 5 | 12 |
| 35 | Shear Strength | 5 | 7 |
| 36 | Strength | 5 | 13 |
| 37 | Topology Optimisation | 5 | 11 |
| 38 | Bridge | 4 | 12 |
| 39 | Cable | 4 | 16 |
| 40 | Constructability | 4 | 8 |
| 41 | CSA Cement | 4 | 9 |
| 42 | Digital Image Correlation | 4 | 7 |
| 43 | Extrusion | 4 | 11 |
| 44 | Failure Mode | 4 | 6 |
| 45 | Finite Element | 4 | 10 |
| 46 | Finite Element Analysis | 4 | 8 |
| 47 | Fire Performance | 4 | 8 |
| 48 | Flowability | 4 | 10 |
| 49 | Fly Ash | 4 | 10 |
| 50 | Fresh Concrete | 4 | 11 |
| Rank | Journal | No. of Publications | No. of Citations | Cite Score (2022) | The Most Cited Article | No. of Times Cited | Publisher |
|---|---|---|---|---|---|---|---|
| 1 | Construction and Building Materials | 53 (13.9%) | 1659 | 12.3 | Effect of surface moisture on inter-layer strength of 3D-printed concrete | 248 | Elsevier |
| 2 | Rilem Bookseries | 47 (12.3%) | 253 | 1.6 | Capillary water intake by 3DPC visualised and quantified by neutron radiography | 30 | Springer Nature |
| 3 | Cement and Concrete Composites | 29 (7.6%) | 671 | 15.4 | 3DPC: Mixture design and test methods | 161 | Elsevier |
| 4 | Journal Of Building Engineering | 18 (4.7%) | 131 | 8.2 | Microstructural characterisation of 3D-printed concrete | 26 | Elsevier |
| 5 | Materials | 18 (4.7%) | 361 | 5.2 | Experimental exploration of metal cable as reinforcement in 3DPC | 102 | Multidisciplinary Digital Publishing Institute (MDPI) |
| Rank | Author | Scopus Author ID | Year of 1st Publication | Total Publication | h-Index | Total Citation | Current Affiliation | Country |
|---|---|---|---|---|---|---|---|---|
| 1 | Kruger, J. [81,83,84,85,86,87,88,89,90,91,92,93,94,95,96,97,98] | 57209803083 | 2019 | 17 | 15 | 440 | Stellenbosch University, Stellenbosch, South Africa | South Africa |
| 2 | De Schutter, Geert D. [12,99,100,101,102,103,104,105,106,107,108,109,110,111,112] | 7004339115 | 2018 | 15 | 57 | 457 | Universiteit Gent, Ghent, Belgium | Belgium |
| 3 | Sanjayan, J. [113,114,115,116,117,118,119,120,121,122,123,124,125,126,127,128] | 56094890900 | 2017 | 15 | 75 | 411 | Swinburne University of Technology, Melbourne, Australia | Australia |
| 4 | van Zijl, Gideon P.A.G. [84,85,86,87,88,89,90,94,95,96,97,122,123,124,129,130,131] | 6603009526 | 2019 | 15 | 27 | 363 | Stellenbosch University, Stellenbosch, South Africa | South Africa |
| 5 | Ma, Guowei [125,126,132,133,134,135,136,137,138,139,140,141,142,143,144] | 7202152174 | 2019 | 15 | 50 | 454 | Hebei University of Technology, Tianjin, China | China |
| 6 | van Tittelboom, Kim [100,101,102,103,104,105,106,107,108,109,110,111,112,145] | 34881161600 | 2020 | 14 | 33 | 73 | Universiteit Gent, Ghent, Belgium | Belgium |
| 7 | Wang, Li [125,126,134,135,136,137,138,139,140,141,142,143,146,147] | 57190428934 | 2019 | 14 | 28 | 406 | Hebei University of Technology, Tianjin, China | China |
| 8 | Mechtcherine, Viktor [5,12,148,149,150,151,152,153,154,155,156,157,158] | 15848808400 | 2018 | 13 | 58 | 538 | Technische Universität Dresden, Dresden, Germany | Germany |
| 9 | Bos, Freek [11,14,159,160,161,162,163,164,165,166,167] | 57190489675 | 2017 | 12 | 23 | 1112 | Technical University of Munich, Munich, Germany | Germany |
| 10 | Rahul, A. V. [17,18,104,105,106,107,108,109,110,111,168,169] | 57205203944 | 2019 | 12 | 12 | 354 | Indian Institute of Technology Tirupati, Tirupati, India | India |
| S/N | Organisation | Documents | Citations | Total Link Strength |
|---|---|---|---|---|
| 1 | Tongji University | 19 | 515 | 7 |
| 2 | Hebei University of Technology | 18 | 547 | 10 |
| 3 | Eindhoven University of Technology | 17 | 1399 | 10 |
| 4 | Stellenbosch University | 16 | 520 | 4 |
| 5 | Ghent University | 15 | 238 | 12 |
| 6 | Swinburne University of Technology | 13 | 693 | 3 |
| 7 | Zhejiang University | 13 | 68 | 7 |
| 8 | Southeast University | 12 | 561 | 10 |
| 9 | Technische Universitat Dresden | 11 | 590 | 5 |
| S/N | Country | Documents | Citations | Total Link Strength |
|---|---|---|---|---|
| 1 | China | 127 | 2050 | 53 |
| 2 | Australia | 38 | 1138 | 22 |
| 3 | United States | 34 | 232 | 14 |
| 4 | South Africa | 28 | 593 | 2 |
| 5 | Belgium | 27 | 731 | 20 |
| 6 | Netherlands | 26 | 1603 | 8 |
| 7 | Germany | 25 | 658 | 22 |
| 8 | France | 20 | 711 | 26 |
| 9 | India | 17 | 369 | 4 |
| 10 | United Kingdom | 17 | 148 | 25 |
| 11 | Singapore | 14 | 510 | 15 |
| 12 | Switzerland | 14 | 646 | 11 |
| 13 | Italy | 11 | 57 | 9 |
| 14 | South Korea | 11 | 128 | 5 |
| 15 | United Arab Emirates | 8 | 39 | 0 |
| 16 | Lebanon | 7 | 118 | 7 |
| 17 | Spain | 7 | 57 | 12 |
| 18 | Canada | 6 | 73 | 6 |
| 19 | Hong Kong | 6 | 108 | 6 |
| 20 | Poland | 5 | 69 | 5 |
| 21 | Portugal | 5 | 51 | 10 |
| 22 | Sri Lanka | 5 | 45 | 8 |
| 23 | Denmark | 4 | 23 | 5 |
| 24 | Greece | 4 | 69 | 5 |
| 25 | Indonesia | 4 | 3 | 2 |
| 26 | Colombia | 3 | 1 | 1 |
| 27 | Iran | 3 | 85 | 3 |
| 28 | Russian Federation | 3 | 19 | 1 |
| 29 | Saudi Arabia | 3 | 8 | 5 |
| 30 | Austria | 2 | 15 | 2 |
| 31 | Egypt | 2 | 7 | 4 |
| 32 | Estonia | 2 | 22 | 3 |
| 33 | French Polynesia | 2 | 3 | 3 |
| 34 | Ireland | 2 | 7 | 2 |
| 35 | Lithuania | 2 | 33 | 1 |
| 36 | Malaysia | 2 | 113 | 3 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Huseien, G.F.; Tan, S.Q.; Saleh, A.T.; Lim, N.H.A.S.; Ghoshal, S.K. Test Procedures and Mechanical Properties of Three-Dimensional Printable Concrete Enclosing Different Mix Proportions: A Review and Bibliometric Analysis. Buildings 2024, 14, 2667. https://doi.org/10.3390/buildings14092667
Huseien GF, Tan SQ, Saleh AT, Lim NHAS, Ghoshal SK. Test Procedures and Mechanical Properties of Three-Dimensional Printable Concrete Enclosing Different Mix Proportions: A Review and Bibliometric Analysis. Buildings. 2024; 14(9):2667. https://doi.org/10.3390/buildings14092667
Chicago/Turabian StyleHuseien, Ghasan Fahim, Shea Qin Tan, Ali Taha Saleh, Nor Hasanah Abdul Shukor Lim, and Sib K. Ghoshal. 2024. "Test Procedures and Mechanical Properties of Three-Dimensional Printable Concrete Enclosing Different Mix Proportions: A Review and Bibliometric Analysis" Buildings 14, no. 9: 2667. https://doi.org/10.3390/buildings14092667