2.2. Characterization of Blade Twist
The blade is composed of a series of profiles which are twisted and stacked according to certain rules. The selection of the test profile and the extraction of the twist characteristic parameters are two key problems to be solved in the characterization of the blade twist. In order to evaluate the spatial torsion characteristics of blade efficiently and scientifically, two characteristic parameters of twist angular position of blade and twist angle of blade are proposed in this study, which characterize and evaluate the twist level of the blade comprehensively from two aspects of position and form.
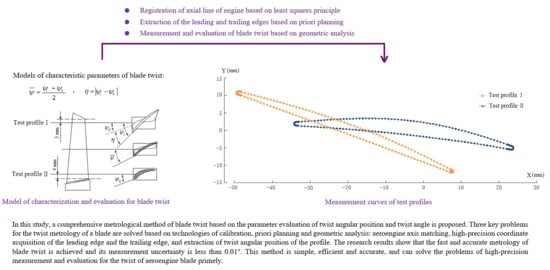
The method of characterization and evaluation of the blade twist is described as follows:
(1) As shown in
Figure 2, two test profiles I and II are planned on the blade airfoil. Test profile I is set at 3 mm below the minimum radius of the blade tip and test profile II is set at 4 mm above the maximum radius of the blade root.
(2) The twist angular positions and of two test profiles are measured respectively based on technologies of a priori planning and geometric analysis.
(3) The characteristic parameters
and
of the blade twist are extracted and calculated. In order to reveal the torsional characteristics of blade comprehensively and intuitively, two evaluation parameters are defined in the study: The twist angular position
of blade characterizes the absolute torsion level of blade relative to the axial line of the engine, which can be determined by average twist angle position of the blade; the twist angle
of blade characterizes the relative torsion degree of the blade itself, which can be determined by the difference value between maximum twist angle position and minimum twist angle position. The mathematical models of parameters
and
are defined respectively as follows:
By optimizing the number and location of the test profiles, the measuring process of the blade twist is effectively simplified and the evaluation efficiency is significantly improved. Based on the parameter evaluations of the twist angular position and twist angle , the spatial torsion state of the blade is characterized intuitively and comprehensively. The method proposed in this study has the advantage of being a simple model that delivers a comprehensive evaluation, which authentically reveals the torsion rule of the blade.
2.3. Measurement Method of Blade Twist
In this study, a high-precision special machine for blade measurement shown in
Figure 3 is applied to the measurement research of the blade twist. The measuring machine is essentially a four-coordinate laser measurement system, and consists of a four-axis motion platform, a fixture system and a high-precision laser probe. The four-axis motion platform is made up of three linear shaftings of X, Y, and Z with a resolution of 0.1 μm, a rotary shafting of C with a resolution of 0.0002° and a precision CNC (Computer Numerical Control) system [
17,
18]. The fixture system solves the problems of clamping, positioning and measurement calibration. The high-precision laser probe is designed with a conoscopic holography sensor CP-3 from Optimet (Israel), with a measurement range of −1 mm to +1 mm and a resolution of 0.1 μm. The measuring machine provides a precise hardware platform for the research of the measurement method, and the subsequent experimental verification is also implemented on the high-precision special machine. Coordinate measurements and chord angle extraction with high precision are two key issues to be solved in blade twist measurement.
In order to improve the accuracy and adaptability of the coordinate measurement, an a priori planning measurement method is proposed in this study. Firstly, the test profiles of the blade are measured without theoretical model data by the laser probe, and the theoretical model of the blade is self-constructed based on feature recognition. Then, the measuring path is planned and the sampling strategy is optimized based on the theoretical model solved of blade, and the high-precision acquisition of the blade coordinates is achieved. All coordinates are collected in the positions near the reference distance of the laser probe based on a priori planning technology, thus the depth of measurement approaches 0 mm and the measurement error is no more than 10 μm. In addition, this method is a form-free measurement method and does not need the theoretical model of the blade, which improves the adaptability of the measurement. By optimizing the measurement method, the accuracy level can meet the measuring requirements of aero-turbine blades with a first precision grade. The a priori planning measurement method is an innovation of this study.
In order to improve the measurement accuracy of the chord angle, an algorithm for edge extraction based on sampling optimization and least squares fitting is proposed, which can provide the authentic measurement data for the extraction of the profile chord. The statistical uncertainty of the method is less than 3 μm.
The principle and the process of the blade twist measurement are summarized as follows:
Step 1. Establishment of workpiece coordinate system and registration of engine axis. The workpiece coordinate system is established by scanning the selected section of the mounting column of the fixture, and the axial line of the engine is matched and aligned with the X axis by measuring the side of the base platform of the fixture. In this study, the least squares fitting algorithm is used to process the measured data, which greatly improves the datum accuracy of the twist measurement.
Step 2. Acquisition of coordinates of the test profiles. The high-precision coordinate data is obtained by scanning and measuring test profiles I and II with measurement technology of a priori planning.
Step 3. Feature recognition and profile fitting. By feature recognition and piecewise fitting for the collected coordinate data, the test profiles I and II are extracted, which provides authentic and accurate measurement data for subsequent parameter calculation and evaluation.
Step 4. Basic parameters calculation of test profiles. Based on the fitted profiles I and II, combined with the mathematical model of each parameter, the basic parameters of blade profile, such as leading edge radius, trailing edge radius, leading edge center and trailing edge center, are calculated.
Step 5. Calculation of twist angular positions of two test profiles. Based on the basic parameters of the profiles calculated in Step 4, the twist angular positions and are analyzed and calculated with the technology of geometric analysis.
Step 6. Evaluation of blade twist. Based on the solutions of and obtained in Step 5, the characteristic parameters of blade twist and are calculated using Equations (1) and (2). Thus, the spatial torsion state of blade is characterized and evaluated comprehensively with twist angular position and twist angle .
The measuring process of blade twist on the high-precision special machine for blade measurement is shown in
Figure 4.












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}