The Effect of Laser Nitriding on Surface Characteristics and Wear Resistance of NiTi Alloy with Low Power Fiber Laser


Abstract
:1. Introduction
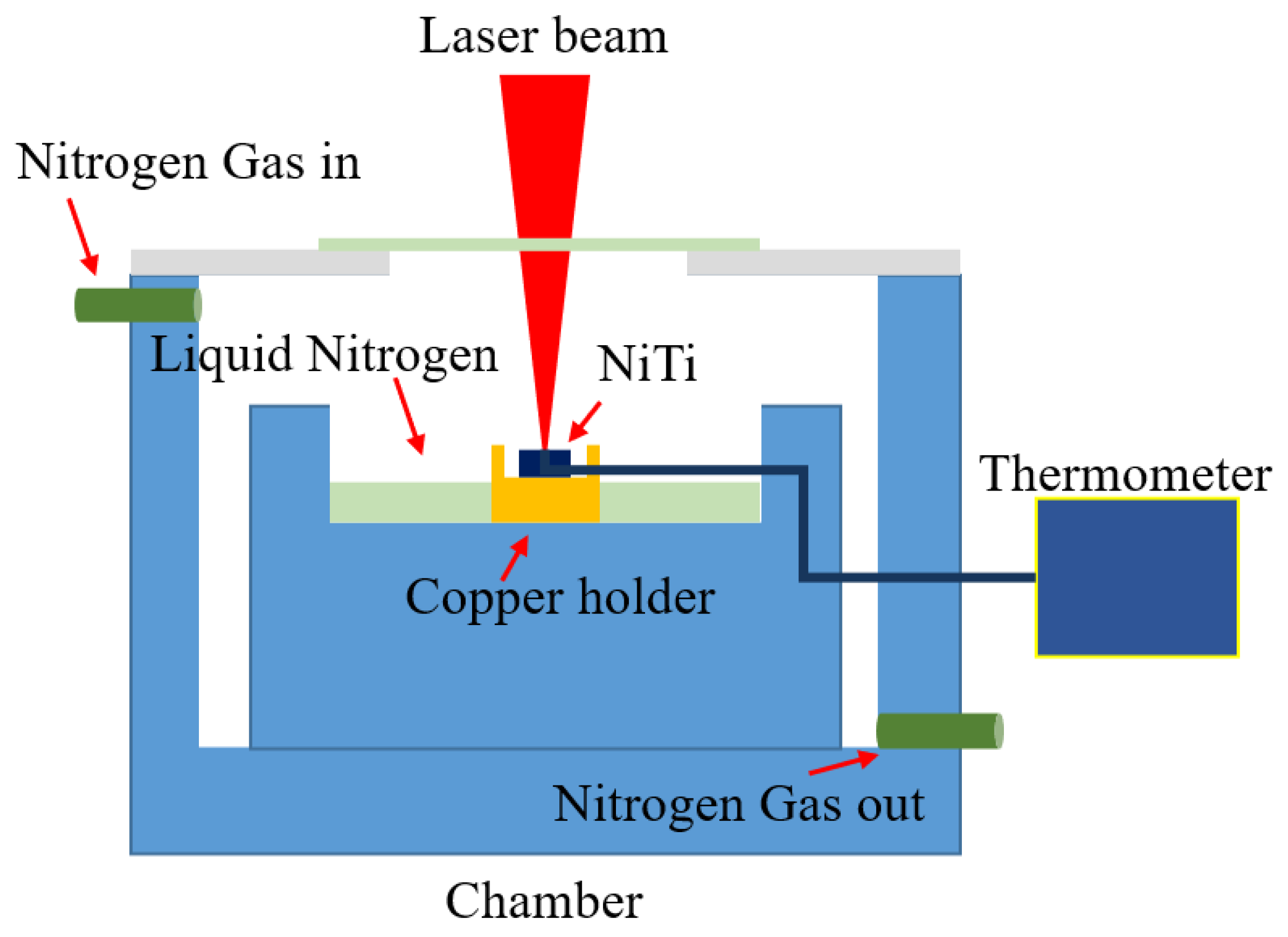
2. Materials and Methods
3. Results
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Prakasam, M.; Locs, J.; Salma-Ancane, K.; Loca, D.; Largeteau, A.; Berzina-Cimdina, L. Biodegradable materials and metallic implants—A review. J. Funct. Biomater. 2017, 8, 44. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Man, H.C.; Wang, Q.; Guo, X. Laser surface microdrilling of Ti and laser gas nitrided Ti for enhancing fixation of dental implants. Opt. Lasers Eng. 2010, 48, 583–588. [Google Scholar] [CrossRef]
- Hung, C.-H.; Chang, F.-Y.; Chang, T.-L.; Chang, Y.-T.; Huang, K.-W.; Liang, P.-C. Micromachining NiTi tubes for use in medical devices by using a femtosecond laser. Opt. Lasers Eng. 2015, 66, 34–40. [Google Scholar] [CrossRef]
- Shi, Z.; Zhou, Z.; Shum, P.; Li, L.K.-Y. Thermal stability, wettability and corrosion resistance of sputtered ceria films on 316 stainless steel. Appl. Surf. Sci. 2019, 477, 166–171. [Google Scholar] [CrossRef]
- Ng, C.H.; Chan, O.K.; Man, H.C. Formation of TiN grid on NiTi by laser gas nitriding for improving wear resistance in Hanks’ solution. J. Mater. Sci. Technol. 2016, 32, 459–464. [Google Scholar] [CrossRef]
- Ng, C.H.; Chan, C.W.; Man, H.C.; Waugh, D.G.; Lawrence, J. NiTi shape memory alloy with enhanced wear performance by laser selective area nitriding for orthopaedic applications. Surf. Coat. Technol. 2017, 309, 1015–1022. [Google Scholar] [CrossRef] [Green Version]
- Zhao, T.; Li, Y.; Liu, Y.; Zhao, X. Nano-hardness, wear resistance and pseudoelasticity of hafnium implanted NiTi shape memory alloy. J. Mech. Behav. Biomed. Mater. 2012, 13, 174–184. [Google Scholar] [CrossRef] [PubMed]
- Zhao, N.Q.; Man, H.C.; Cui, Z.D.; Yang, X.J. Structure and wear properties of laser gas nitrided NiTi surface. Surf. Coat. Technol. 2006, 200, 4879–4884. [Google Scholar] [CrossRef]
- Oliveira, R.M.; Fernandes, B.B.; Carreri, F.C.; Gonçalves, J.A.N.; Ueda, M.; Silva, M.; Silva, M.M.; Pichon, L.; Camargo, E.N.; Otubo, J. Surface modification of NiTi by plasma based ion implantation for application in harsh environments. Appl. Surf. Sci. 2012, 263, 763–768. [Google Scholar] [CrossRef]
- Sui, J.H.; Cai, W. Formation of diamond-like carbon (DLC) film on the NiTi alloys via plasma immersion ion implantation and deposition (PIIID) for improving corrosion resistance. Appl. Surf. Sci. 2006, 253, 2050–2055. [Google Scholar] [CrossRef]
- Hu, T.; Wen, C.S.; Sun, G.Y.; Wu, S.L.; Chu, C.L.; Wu, Z.W.; Li, G.Y.; Lu, J.; Yeung, K.W.K.; Chu, P.K. Wear resistance of NiTi alloy after surface mechanical attrition treatment. Surf. Coat. Technol. 2010, 205, 506–510. [Google Scholar] [CrossRef]
- Li, Y.; Zhang, F.; Zhao, T.-T.; Tang, M.; Liu, Y. Enhanced wear resistance of NiTi alloy by surface modification with Nb ion implantation. Rare Met. 2014, 33, 244–248. [Google Scholar] [CrossRef]
- Zhang, R.; Mankoci, S.; Walters, N.; Gao, H.; Zhang, H.; Hou, X.; Qin, H.; Ren, Z.; Zhou, X.; Doll, G.L. Effects of laser shock peening on the corrosion behavior and biocompatibility of a nickel–titanium alloy. J. Biomed. Mater. Res. Part B Appl. Biomater. 2019, 107, 1854–1863. [Google Scholar] [CrossRef] [PubMed]
- Wang, H.; Huang, Y.; Zhang, W.; Ostendorf, A. Investigation of multiple laser shock peening on the mechanical property and corrosion resistance of shipbuilding 5083Al alloy under a simulated seawater environment. Appl. Opt. 2018, 57, 6300–6308. [Google Scholar] [CrossRef] [PubMed]
- Wang, H.; Kalchev, Y.; Wang, H.; Yan, K.; Gurevich, E.L.; Ostendorf, A. Surface modification of NiTi alloy by ultrashort pulsed laser shock peening. Surf. Coat. Technol. 2020, 394, 125899. [Google Scholar] [CrossRef]
- Wang, H.; Keller, S.; Bai, Y.; Kashaev, N.; Gurevich, E.L.; Ostendorf, A. Laser shock peening on high-strength steel. In Proceedings of the Advanced Laser Processing and Manufacturing IV; International Society for Optics and Photonics, Singapore, 29 June–2 July 2020; Volume 11546, p. 115460L. [Google Scholar]
- Chan, C.-W.; Lee, S.; Smith, G.C.; Donaghy, C. Fibre laser nitriding of titanium and its alloy in open atmosphere for orthopaedic implant applications: Investigations on surface quality, microstructure and tribological properties. Surf. Coat. Technol. 2017, 309, 628–640. [Google Scholar] [CrossRef] [Green Version]
- Lisiecki, A. Titanium matrix composite Ti/TiN produced by diode laser gas nitriding. Metals 2015, 5, 54–69. [Google Scholar] [CrossRef]
- Zeng, C.; Wen, H.; Ettefagh, A.H.; Zhang, B.; Gao, J.; Haghshenas, A.; Raush, J.R.; Guo, S.M. Laser nitriding of titanium surfaces for biomedical applications. Surf. Coat. Technol. 2020, 385, 125397. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Samples | Scanning Speed | Frequency | Nitrogen Gas Pressure | Process Temperature | Highest Temperature |
|---|---|---|---|---|---|
| S-1 | – | – | – | 20 °C | 20 °C |
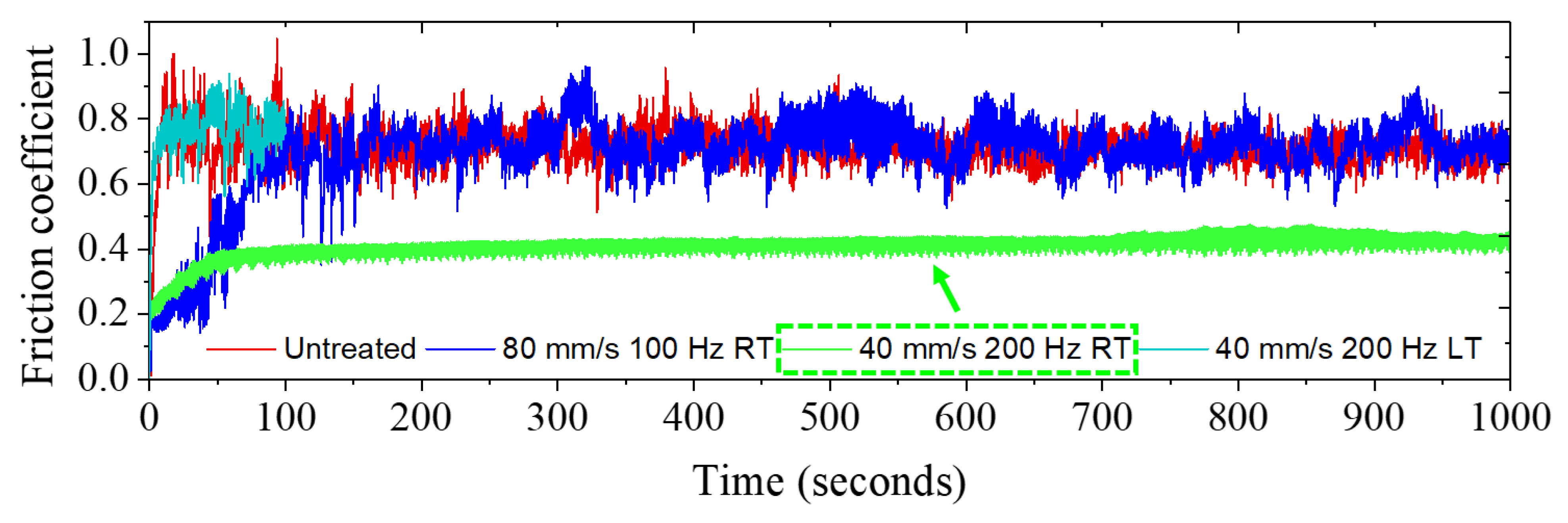
| S-2 | 80 mm/s | 100 KHz | 2 Mbar | 20 °C | 90 °C |
| S-3 | 40 mm/s | 200 KHz | 2 Mbar | 20 °C | 240 °C |
| S-4 | 40 mm/s | 200 KHz | 2 Mbar | −190 °C | 120 °C |
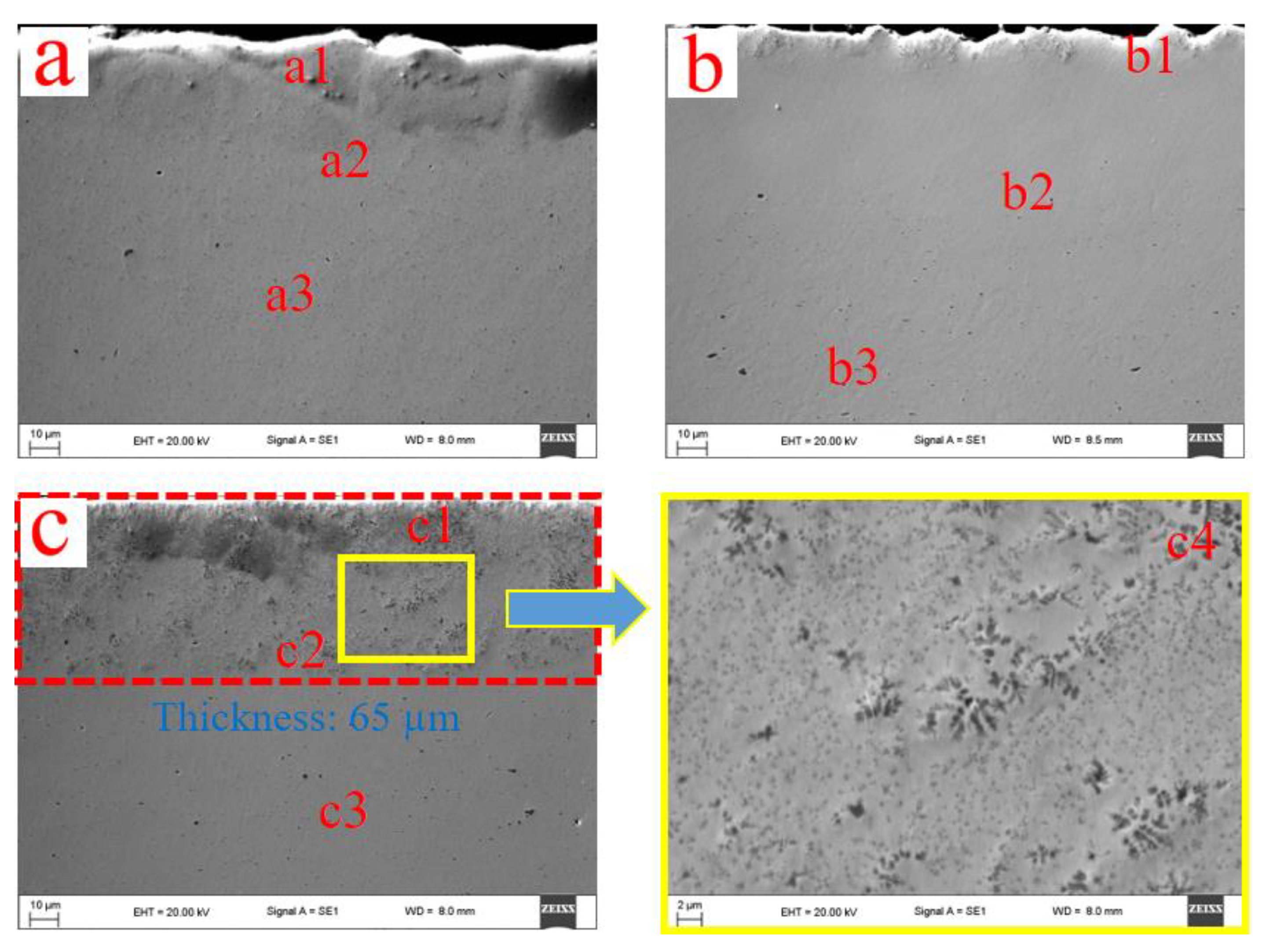
| Positions | O | C | N | Ti | Ni | Ba | Ta |
|---|---|---|---|---|---|---|---|
| a1 | 4.67 | 43.44 | 1.79 | 20.52 | 22.43 | 6.25 | 0.90 |
| a2 | – | 7.70 | – | 35.21 | 44.60 | 10.70 | 1.78 |
| a3 | – | 7.77 | – | 35.83 | 43.87 | 10.78 | 1.75 |
| b1 | – | 4.81 | – | 34.98 | 43.90 | 10.93 | 1.78 |
| b2 | – | 7.31 | – | 36.17 | 43.65 | 11.12 | 1.74 |
| b3 | – | 7.46 | – | 35.44 | 44.41 | 10.92 | 1.77 |
| c1 | – | 13.29 | 16.25 | 33.47 | 25.69 | 10.32 | 0.98 |
| c2 | – | 6.01 | 8.55 | 38.38 | 33.72 | 11.95 | 1.38 |
| c3 | – | 7.35 | – | 35.98 | 43.94 | 10.92 | 1.81 |
| c4 | – | 5.00 | 14.43 | 40.23 | 26.80 | 12.42 | 1.11 |
| Positions | C | N | O | Al | Ti | Ni | Ba | Ta |
|---|---|---|---|---|---|---|---|---|
| a1 | 4.59 | – | 29.81 | 3.42 | 25.16 | 29.73 | 6.26 | 1.03 |
| a2 | 18.12 | – | 17.21 | 2.95 | 25.11 | 29.42 | 6.16 | 1.03 |
| b1 | 9.48 | 10.48 | 3.77 | – | 32.31 | 33.79 | 8.88 | 1.29 |
| b2 | 4.57 | 15.24 | 8.00 | – | 33.67 | 27.98 | 9.37 | 0.99 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, H.; Nett, R.; Gurevich, E.L.; Ostendorf, A. The Effect of Laser Nitriding on Surface Characteristics and Wear Resistance of NiTi Alloy with Low Power Fiber Laser. Appl. Sci. 2021, 11, 515. https://doi.org/10.3390/app11020515
Wang H, Nett R, Gurevich EL, Ostendorf A. The Effect of Laser Nitriding on Surface Characteristics and Wear Resistance of NiTi Alloy with Low Power Fiber Laser. Applied Sciences. 2021; 11(2):515. https://doi.org/10.3390/app11020515
Chicago/Turabian StyleWang, Hao, Ralf Nett, Evgeny L. Gurevich, and Andreas Ostendorf. 2021. "The Effect of Laser Nitriding on Surface Characteristics and Wear Resistance of NiTi Alloy with Low Power Fiber Laser" Applied Sciences 11, no. 2: 515. https://doi.org/10.3390/app11020515
APA StyleWang, H., Nett, R., Gurevich, E. L., & Ostendorf, A. (2021). The Effect of Laser Nitriding on Surface Characteristics and Wear Resistance of NiTi Alloy with Low Power Fiber Laser. Applied Sciences, 11(2), 515. https://doi.org/10.3390/app11020515