Delamination Detection in Bimetallic Composite Using Laser Ultrasonic Bulk Waves

Abstract
:Featured Application
Abstract
1. Introduction
2. Theory and Model
2.1. Generation of Laser Ultrasonic Based on the Thermo-Elastic Mechanism
2.2. Finite Element Method
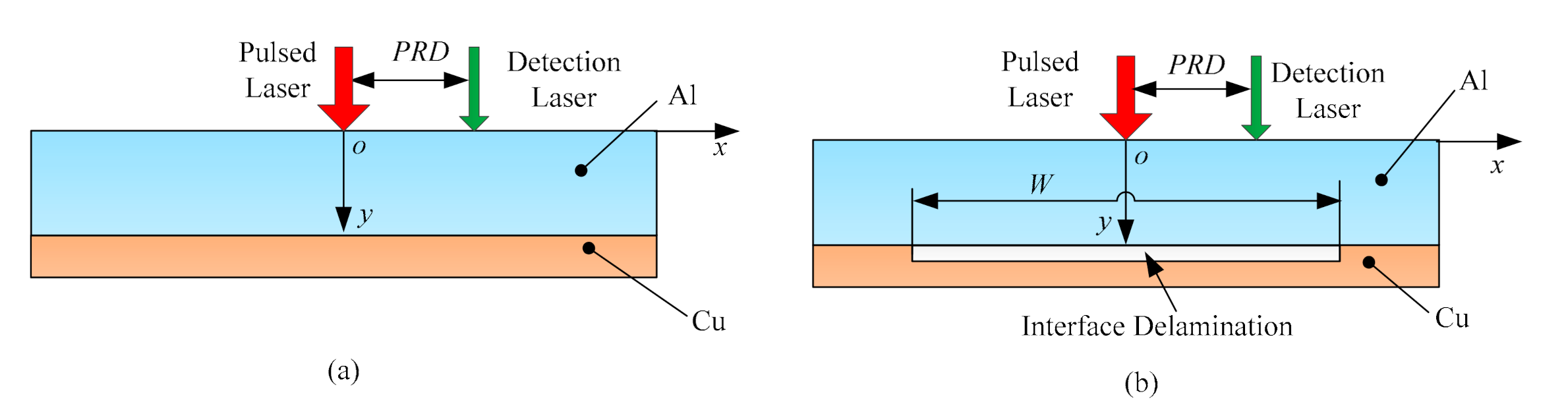
2.3. Finite Element Model
3. Experimental Setup and Specimen
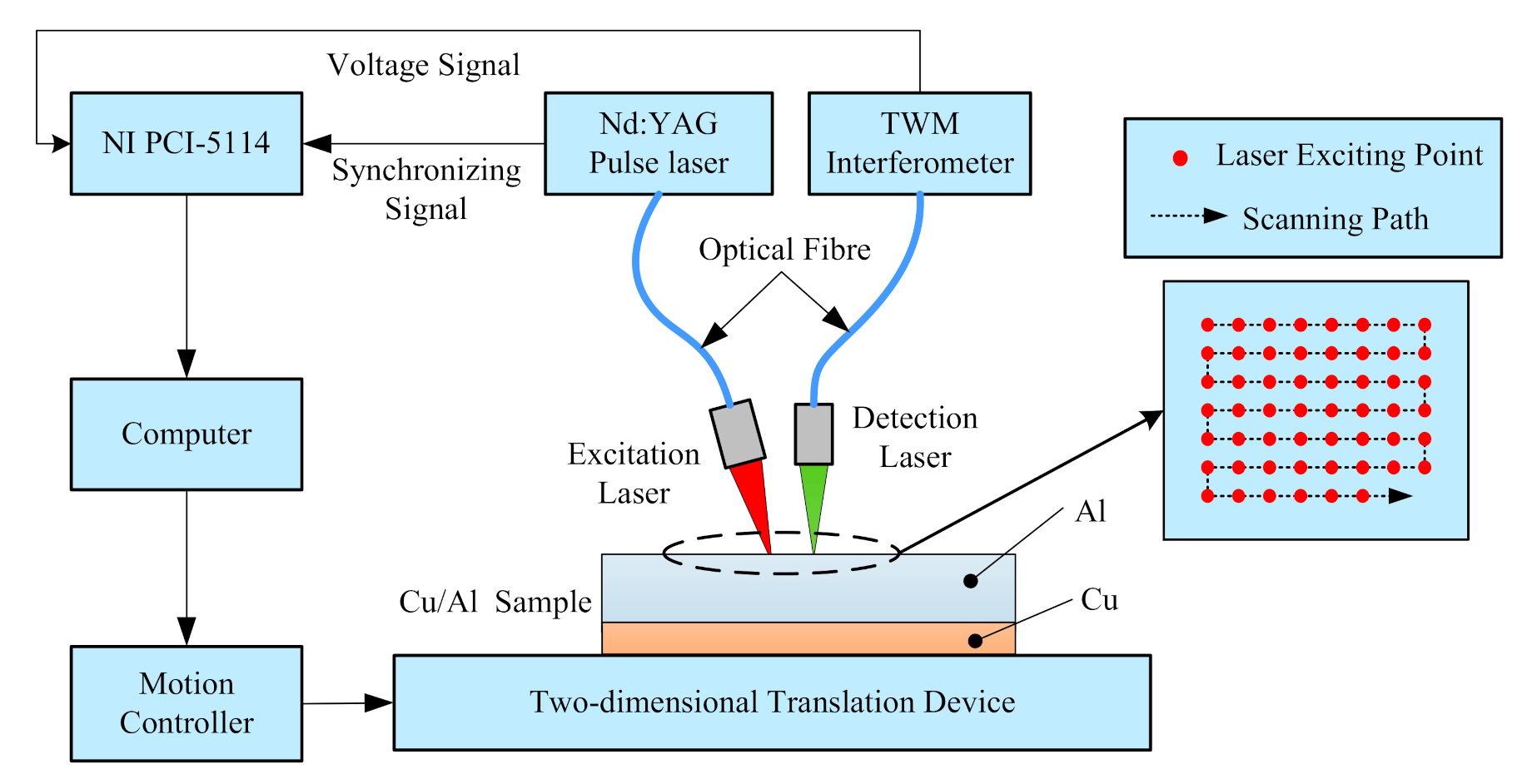
3.1. Experimental Setup
3.2. Cu/Al Bimetallic Composites Sample
4. Results and Discussion
4.1. Characteristics of Laser Ultrasonic Waves in a Cu/Al Bimetallic Composite
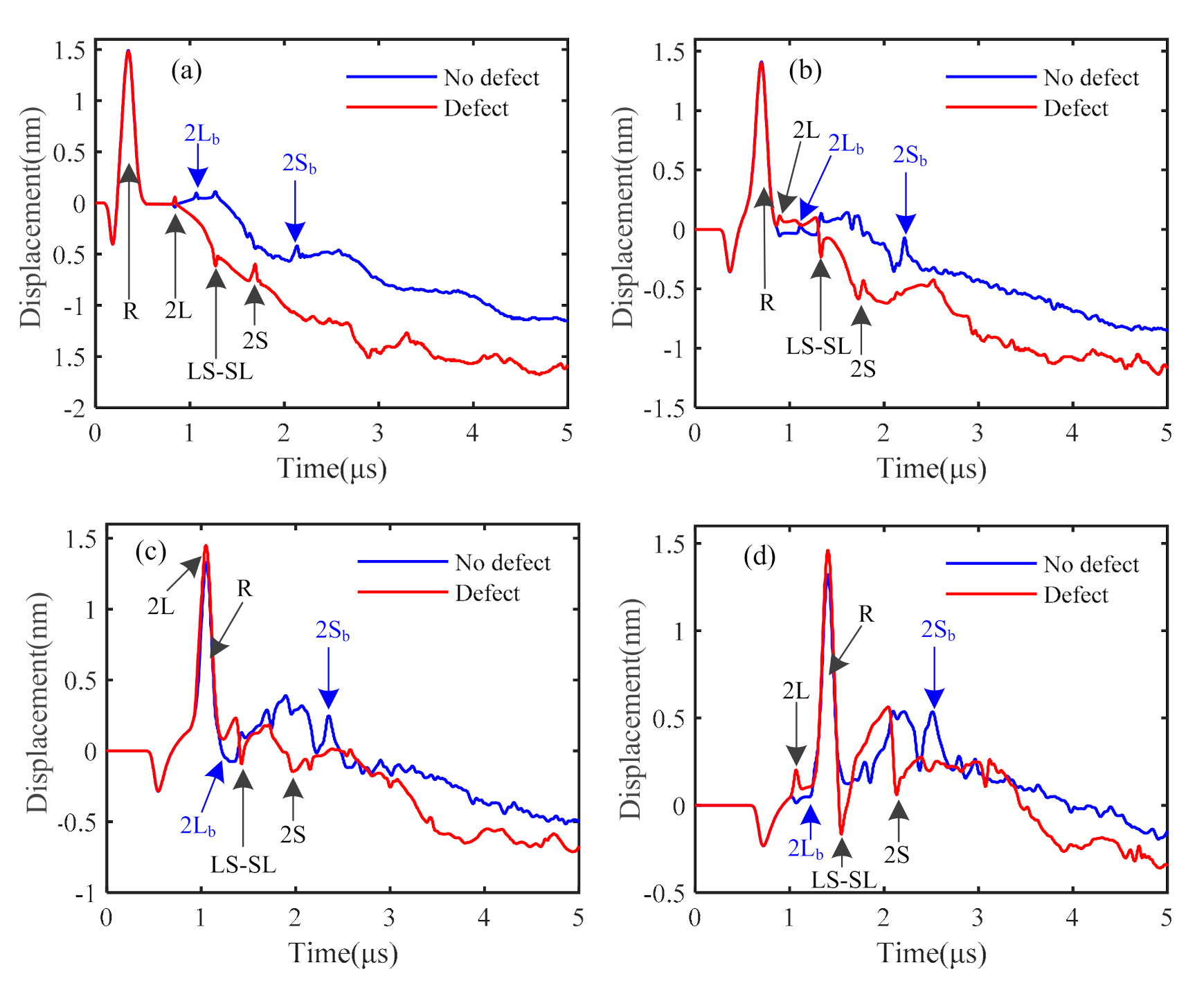
4.2. Interaction of Laser Ultrasonic Bulk Waves with a Delamination
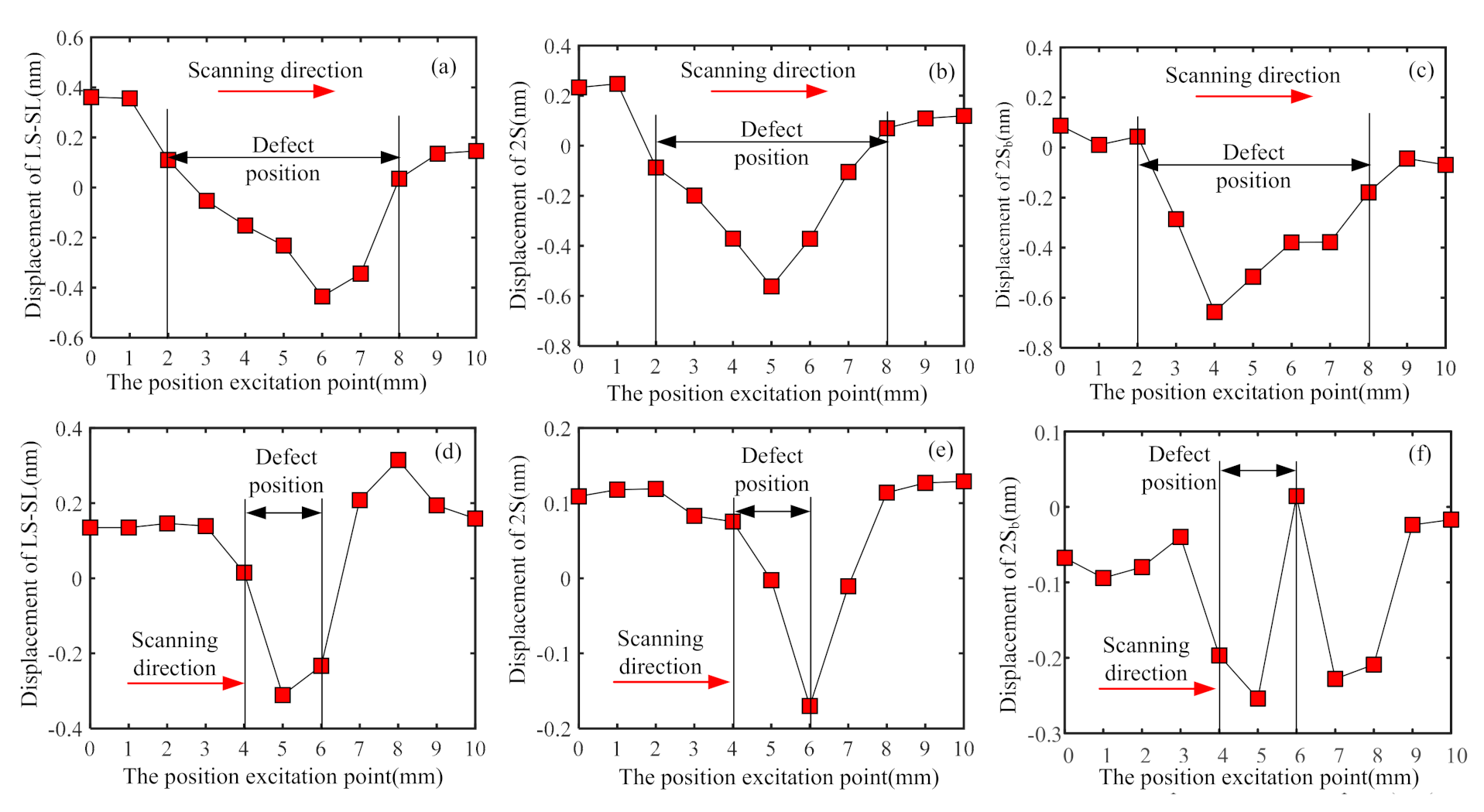
4.3. The Effect of Delamination Location on Laser Ultrasound
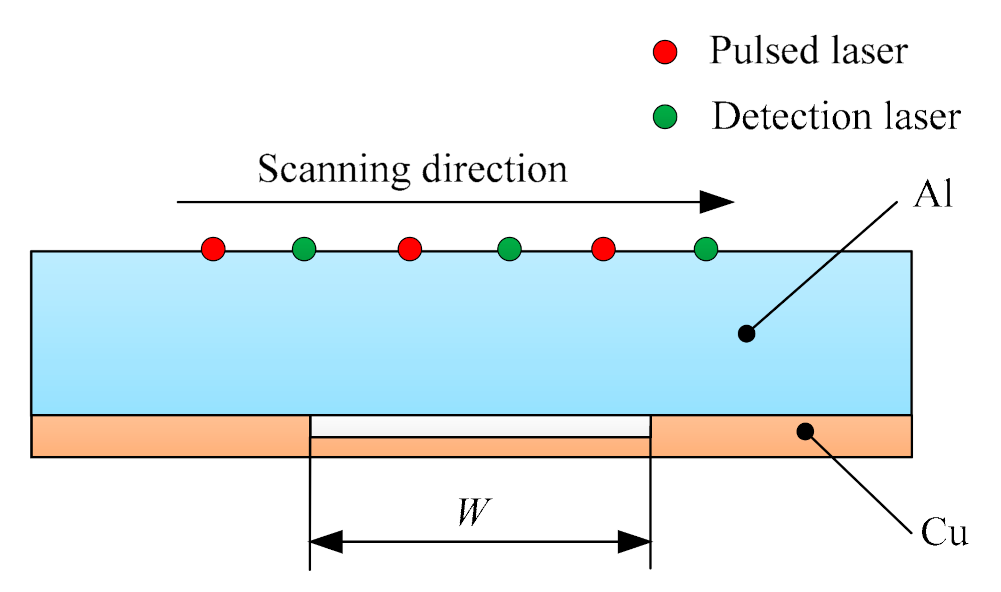
4.4. C-Scan Detection of the Cu/Al Bimetallic Specimen
5. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Lee, J.H.; Bae, D.H.; Chung, W.S.; Kim, K.H.; Cho, Y.-R. Effects of annealing on the mechanical and interface properties of stainless steel/aluminum/copper clad-metal sheets. J. Mater. Process. Technol. 2007, 187, 546–549. [Google Scholar] [CrossRef]
- Jin, J.Y.; Hong, S.I. Effect of heat treatment on tensile deformation characteristics and properties of Al3003/STS439 clad composite. Mater. Sci. Eng. A 2014, 596, 1–8. [Google Scholar] [CrossRef]
- Zhang, Q.; Li, S.; Liu, J.; Wang, Y.; Zhang, B.; Zhang, L.-Y. Study of a bimetallic interfacial bonding process based on ultrasonic quantitative evaluation. Metals 2018, 8, 329. [Google Scholar] [CrossRef] [Green Version]
- Xia, C.Z.; Li, Y.; Wang, J.; Ma, H.J. Microstructure and phase constitution near interface of Cu/Al vacuum brazing. Mater. Sci. Technol. 2007, 23, 815–818. [Google Scholar] [CrossRef]
- Xue, P.; Xiao, B.L.; Wang, D.; Ma, Z.Y. Achieving high property friction stir welded aluminium/copper lap joint at low heat input. Sci. Technol. Weld. Join. 2011, 16, 657–661. [Google Scholar] [CrossRef]
- Lee, K.S.; Yong-Nam, K. Solid-state bonding between Al and Cu by vacuum hot pressing. Trans. Nonferrous Met. Soc. China 2013, 23, 341–346. [Google Scholar] [CrossRef]
- Jing, Y.-A.; Qin, Y.; Zang, X.; Shang, Q.; Hua, S. A novel reduction-bonding process to fabricate stainless steel clad plate. J. Alloys Compd. 2014, 617, 688–698. [Google Scholar] [CrossRef]
- Karabutov, A.A.; Podymova, N. Quantitative analysis of the influence of voids and delaminations on acoustic attenuation in CFRP composites by the laser-ultrasonic spectroscopy method. Compos. Part B Eng. 2014, 56, 238–244. [Google Scholar] [CrossRef]
- Lee, Y.-J.; Lee, J.-R.; Ihn, J.-B. Composite repair patch evaluation using pulse-echo laser ultrasonic correlation mapping method. Compos. Struct. 2018, 204, 395–401. [Google Scholar] [CrossRef]
- Geetha, G.K.; Mahapatra, D.R.; Gopalakrishnan, S.; Hanagud, S. Laser Doppler imaging of delamination in a composite T-joint with remotely located ultrasonic actuators. Compos. Struct. 2016, 147, 197–210. [Google Scholar] [CrossRef]
- Yu, J.; Zhang, D.; Li, H.; Song, C.; Zhou, X.; Shen, S.; Zhang, G.; Yang, Y.; Wang, H. Detection of internal holes in additive manufactured Ti-6Al-4V part using laser ultrasonic testing. Appl. Sci. 2020, 10, 365. [Google Scholar] [CrossRef] [Green Version]
- Masserey, B.; Raemy, C.; Fromme, P. High-frequency guided ultrasonic waves for hidden defect detection in multi-layered aircraft structures. Ultrasonics 2014, 54, 1720–1728. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Bychkov, A.; Simonova, V.; Zarubin, V.; Cherepetskaya, E.; Karabutov, A. The progress in photoacoustic and laser ultrasonic tomographic imaging for biomedicine and industry: A review. Appl. Sci. 2018, 8, 1931. [Google Scholar] [CrossRef] [Green Version]
- Chen, S.-L. Review of Laser-Generated Ultrasound Transmitters and Their Applications to All-Optical Ultrasound Transducers and Imaging. Appl. Sci. 2016, 7, 25. [Google Scholar] [CrossRef]
- Li, J.; Lu, Y.; Lee, Y.F. Debonding detection in CFRP-reinforced steel structures using anti-symmetrical guided waves. Compos. Struct. 2020, 253, 112813. [Google Scholar] [CrossRef]
- Zima, B.; Kędra, R. Reference-free determination of debonding length in reinforced concrete beams using guided wave propagation. Constr. Build. Mater. 2019, 207, 291–303. [Google Scholar] [CrossRef]
- Sikdar, S. Multi-level nondestructive analysis of joint-debond effects in sandwich composite structure. Polym. Test. 2019, 80, 106149. [Google Scholar] [CrossRef]
- Ng, C.T.; Mohseni, H.; Lam, H.-F. Debonding detection in CFRP-retrofitted reinforced concrete structures using nonlinear Rayleigh wave. Mech. Syst. Signal Process. 2019, 125, 245–256. [Google Scholar] [CrossRef] [Green Version]
- Green, R.E. Non-contact ultrasonic techniques. Ultrasonics 2004, 42, 9–16. [Google Scholar] [CrossRef]
- Alvarez-Arenas, T.G.; Camacho, J.; Fritsch, C. Passive focusing techniques for piezoelectric air-coupled ultrasonic transducers. Ultrasonics 2016, 67, 85–93. [Google Scholar] [CrossRef]
- Lévesque, D.; Kruger, S.; Lamouche, G.; Kolarik, R.; Jeskey, G.; Choquet, M.; Monchalin, J.-P. Thickness and grain size monitoring in seamless tube-making process using laser ultrasonics. NDT E Int. 2006, 39, 622–626. [Google Scholar] [CrossRef] [Green Version]
- Hutchinson, B.; Moss, B.; Smith, A.; Astill, A.; Scruby, C.; Engberg, G.; Bjorklund, J. Online characterisation of steel structures in hot strip mill using laser ultrasonic measurements. Ironmak. Steelmak. 2002, 29, 77–80. [Google Scholar] [CrossRef]
- Sano, M.; Ohara, K.; Shimoda, N.; Tsugeno, M. Measurement of material properties of steel sheets using laser ultrasonic technology. Procedia Eng. 2014, 81, 1414–1419. [Google Scholar] [CrossRef] [Green Version]
- Zhang, K.; Li, S.; Zhou, Z. Detection of disbonds in multi-layer bonded structures using the laser ultrasonic pulse-echo mode. Ultrasonics 2019, 94, 411–418. [Google Scholar] [CrossRef]
- Lee, J.; Burger, C. Finite element modeling of laser-generated Lamb waves. Comput. Struct. 1995, 54, 499–514. [Google Scholar] [CrossRef]
- Liu, P.; Nazirah, A.W.; Sohn, H. Numerical simulation of damage detection using laser-generated ultrasound. Ultrasonics 2016, 69, 248–258. [Google Scholar] [CrossRef]
- Sun, G.; Zhou, Z. Non-contact detection of delamination in layered anisotropic composite materials with ultrasonic waves generated and detected by lasers. Optik 2016, 127, 6424–6433. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Physical Properties | Cu | Al |
|---|---|---|
| Thermal conductivity (W m−1 K−1) | 386.4 | 209 |
| Density (g cm−3) | 8.96 | 2.71 |
| Poisson’s ratio | 0.326 | 0.33 |
| Thermal expansion coefficient (10−6 K−1) | 17.2 | 23.6 |
| Elastic Young’s modulus (GPa) | 119 | 68 |
| Specific heat (J kg−1 K−1) | 394 | 880 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ji, B.; Zhang, Q.; Cao, J.; Zhang, B.; Zhang, L. Delamination Detection in Bimetallic Composite Using Laser Ultrasonic Bulk Waves. Appl. Sci. 2021, 11, 636. https://doi.org/10.3390/app11020636
Ji B, Zhang Q, Cao J, Zhang B, Zhang L. Delamination Detection in Bimetallic Composite Using Laser Ultrasonic Bulk Waves. Applied Sciences. 2021; 11(2):636. https://doi.org/10.3390/app11020636
Chicago/Turabian StyleJi, Baoping, Qingdong Zhang, Jianshu Cao, Boyang Zhang, and Liyuan Zhang. 2021. "Delamination Detection in Bimetallic Composite Using Laser Ultrasonic Bulk Waves" Applied Sciences 11, no. 2: 636. https://doi.org/10.3390/app11020636