1. Introduction
One of the most important challenges in the construction industry is to reduce environmental impacts, produced principally by widespread ordinary Portland cement (PC) use, given its associated large carbon footprint. For the production of 1 kg of PC, approximately 1 kg of CO
2 is emitted [
1]. The latest research suggests that around 8% of global anthropogenic CO
2 is due to PC fabrication [
2]. The use of Supplementary Materials from industrial waste can contribute to reducing the carbon footprint. The most widely used Supplementary Materials are fly ash (FA), blast furnace slag (BFS), silica fume (SF), among others [
3,
4,
5,
6,
7]. Given the pozzolanic/hydraulic reactions of these materials in PC mortars and concretes, mechanical behavior and durability properties are enhanced.
Other Supplementary Materials used as substitutions or additions in PC-based mixes are ashes from agricultural waste. In the last few decades, different research groups around the world have studied using such wastes, but their application is still scarce.
Agricultural waste mainly comprises straw (leaves and stems) and fruit shells, while other types include bagasse, cobs, and pod seeds and shells. With proper selection and treatment, this waste can be used as a PC substitute in the manufacture of suitable building materials.
Controlling biomass combustion is key. Biomass is produced in large quantities worldwide. However, due to their ill-defined reuse and poor management in open-air combustion or kiln combustion processing treatments, the obtained biomass ashes offer no optimal usage.
Nowadays, much interest is being shown in biomass as a fossil fuel replacement because of its high calorie value [
8]. Forecasts of the use of bioenergy indicate that it is likely to increase in the future, but the policy markets of each country complicate predicting its future use [
9].
Biomass reuse can be considered a CO2-neutral or quasi-neutral process, as the carbon released to the atmosphere during combustion is previously fixed by the plant during the photosynthetic process. The ash produced in selected cases has pozzolanic properties and can, therefore, be valuable in the construction industry.
Rice straw (RS) is waste from rice production, the annual production of which is 67 million tons worldwide [
10]. This waste is difficult to manage, especially in natural environments such as wetlands where it usually develops. In the Albufera Lagoon of Valencia (Spain), around 75,000–90,000 tons of RS are produced every year [
11]. Such waste is generated in a very short time and at a given time of the year, and is traditionally subjected to burning in the same cultivation field. Farmers believe that this practice helps to destroy fungal spores, such as
Pyricularia oryzae, as well as some bacteria and weed seeds. It also facilitates the re-application of certain nutrients to the soil. However, this practice not only poses serious health problems in the areas surrounding cultivation areas, but also considerable environmental damage. Straw burning is an important gas emitter, with emissions in the form of carbon dioxide (CO
2), methane (CH
4), nitrogen oxides (NO
x), sulfur oxides (SO
x), hydrocarbons, dioxins and particles of different natures. Their possible controlled burning and the valorization of the corresponding ash can be possible solutions to these problems.
Many ashes from agricultural waste have proven their feasibility in the concrete industry as Supplementary Materials in the cement matrix and/or for manufacturing new building materials [
12,
13,
14,
15,
16,
17].
RS is an agricultural waste formed by leaves, stems and roots composed of fibrous cellulose containing high silica content [
18]. Some research works have focused on using RS ash (RSA) as a supplementary component in cements.
Roselló et al. studied ashes from different RS parts and their chemical composition: rice leaf ash (RLA), rice leaf sheath ash (RLSA) and rice stem ash (RSA). SiO
2 was the main oxide present in all the ashes, but its content was higher in RSA. Other oxides present in these ashes were K
2O and CaO [
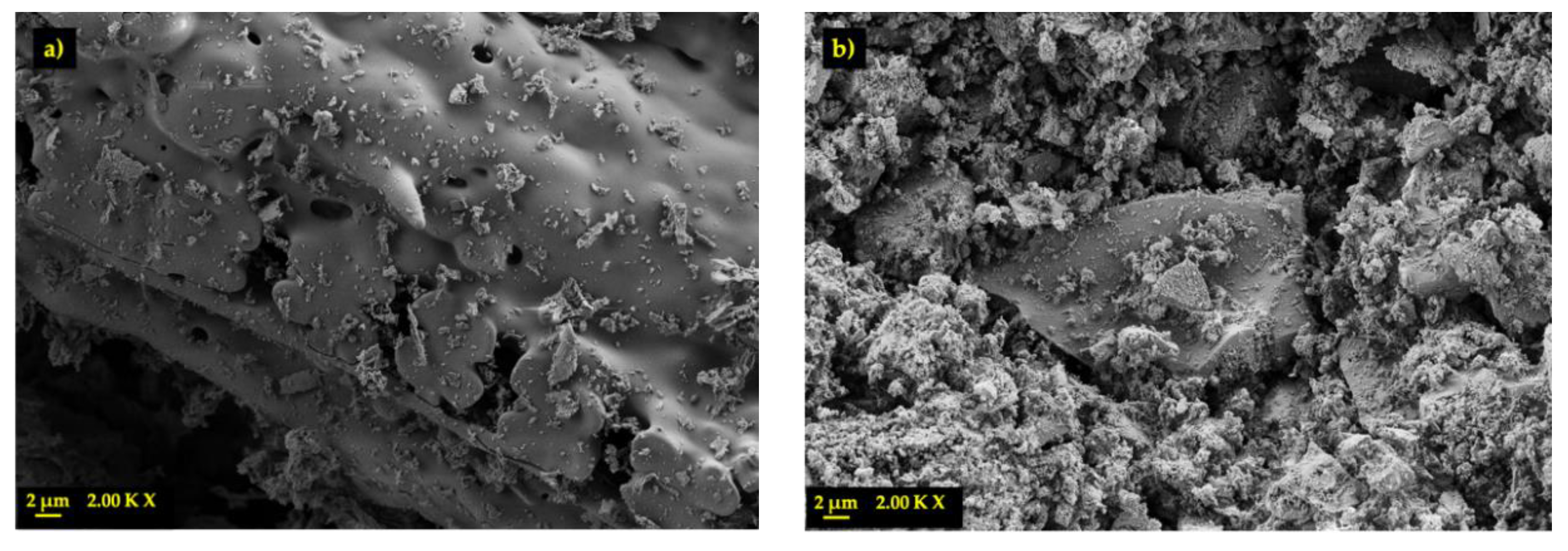
18]. The microscopic study of RSA revealed that it is heterogeneous in the chemical distribution, depending on the cellular structure that remained after the combustion process [
18].
Sung et al. [
19] studied concretes with a partial PC replacement with RSA. These authors evaluated different properties, such as density, compressive and flexural strengths, durability (mass loss of concrete immersed in 5% H
2SO
4 during 32 days) and ultrasonic pulse velocity. From the mechanical point of view, the best results were obtained with a concrete containing 5% RSA, although the durability results were better for the concrete with 15% RSA.
Munshi et al. [
20] studied using RSA as a pozzolanic material in cement mortars, and obtained a 12.5% increase in compressive strength when substituting 10% PC for RSA. Introducing RSA did not severely affect setting times. Therefore, these authors concluded that using RSA as a pozzolanic material was satisfactory, and they suggested a study to improve combustion conditions to obtain better quality ash. In a later work, the same authors [
21] analyzed the relationship between the permeability and compressive strength of mortar with PC replacements up to 15%, and indicated that permeability decreased with increased compressive strength within the 5–10% substitution range. At 15% substitution, compressive strength slightly decreased and permeability increased. They also studied RSA obtained at different temperatures (uncontrolled temperature, 400, 600, and 750 °C) [
22] and concluded that the best pozzolanic reactivity was obtained by burning biomass at 600 and 750 °C.
Agwa et al. [
23] analyzed the mechanical properties of lightweight self-compacting concrete by incorporating RSA and cotton stalk ash (CSA). They observed diminished workability, improved mechanical strength and greater structure compactness in the PC samples with replacements up to 10% with both ashes.
Pandey and Kumar [
24] studied the effect of replacing PC with RSA, microsilica (MS), and a combination of both materials, to fabricate pavement concrete. They recommended a mixture with 5% RSA and 7.5% MS, which led to 53.6 MPa compressive strength after 28 curing days.
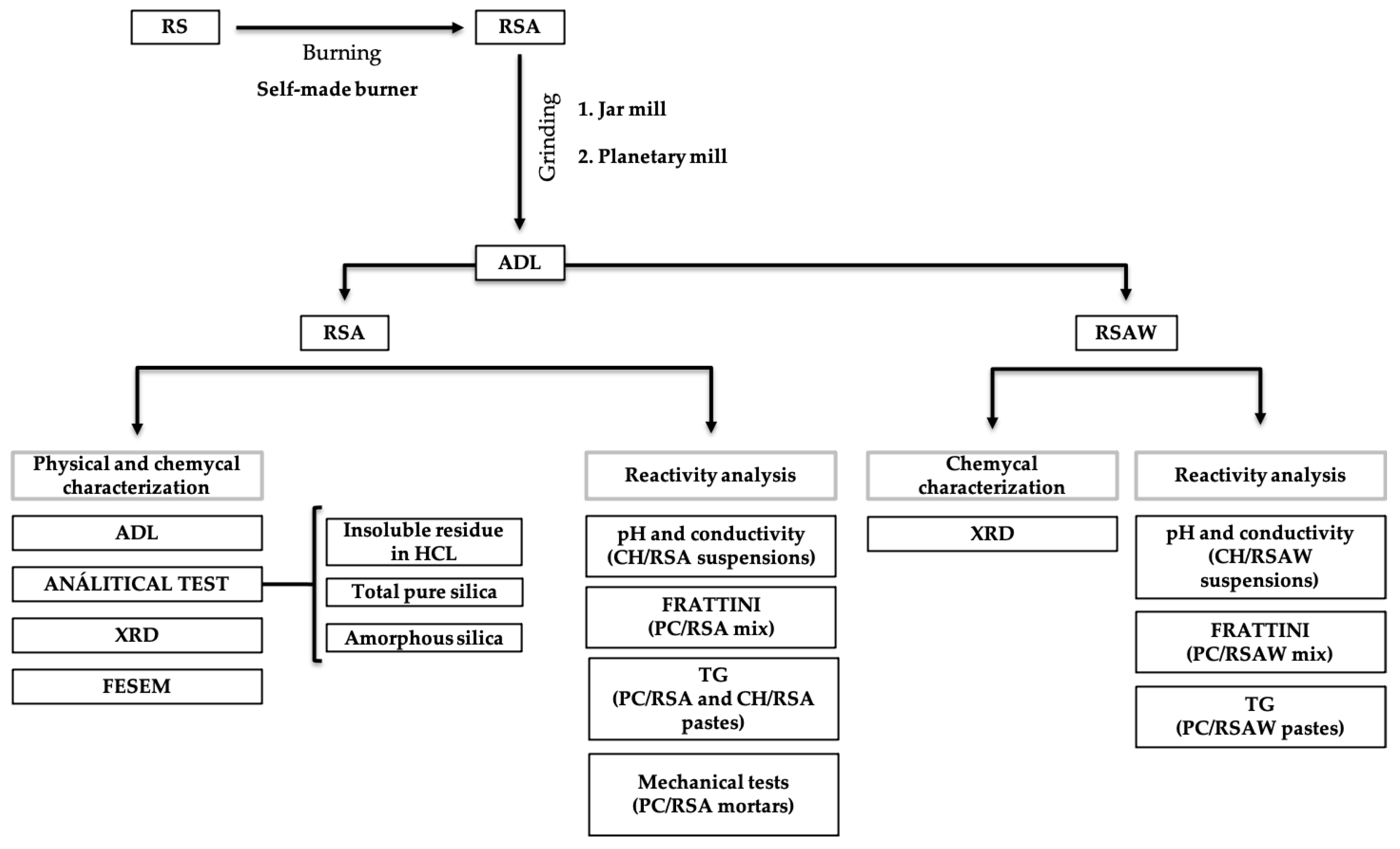
This work aims to analyze the reuse, as a pozzolanic material, of the rice straw (RS) collected in the Albufera (Spain) and to study the rice straw ash (RSA) obtained during outdoor burning, with a self-made burner. RSA was characterized by chemical composition and a mineralogical structure. Finally, various techniques were carried out to analyze ash reactivity: (a) standardized Frattini tests and pH and conductivity measurements for an aqueous suspension of CH/RSA mixtures; (b) thermogravimetric tests on PC/RSA pastes and mechanical tests on PC/RSA mortars.
2. Materials and Method
The experimental procedure followed in the present research is summarized in
Figure 1.
RS was supplied by Banc de Palla (Valencia, Spain) and was burned at the Universitat Politècnica de València (UPV) in a self-made burner (capacity of 3 m
3), provided with a cover to avoid possible pollution by air agents. The burner (see
Figure 2) consists of concrete blocks that form a ring, with holes opening between blocks to supply air during combustion. Two metal plates are placed at a height of 1 m to accommodate biomass.
RS combustion was rapid and energetic, with about 3 m flames which reduced after 10 min. The combustion temperature reached while burning biomass came close to 500 °C. Unburned particles were removed by sieving and the obtained ash was homogenized. The calcination temperature is a critical parameter. Low temperatures (under 400 °C) may yield ash with many unburned particles, which can give workability problems and low strengths. High calcination temperatures (up 800 °C) will yield crystalline components in the ash and therefore with lower reactivity.
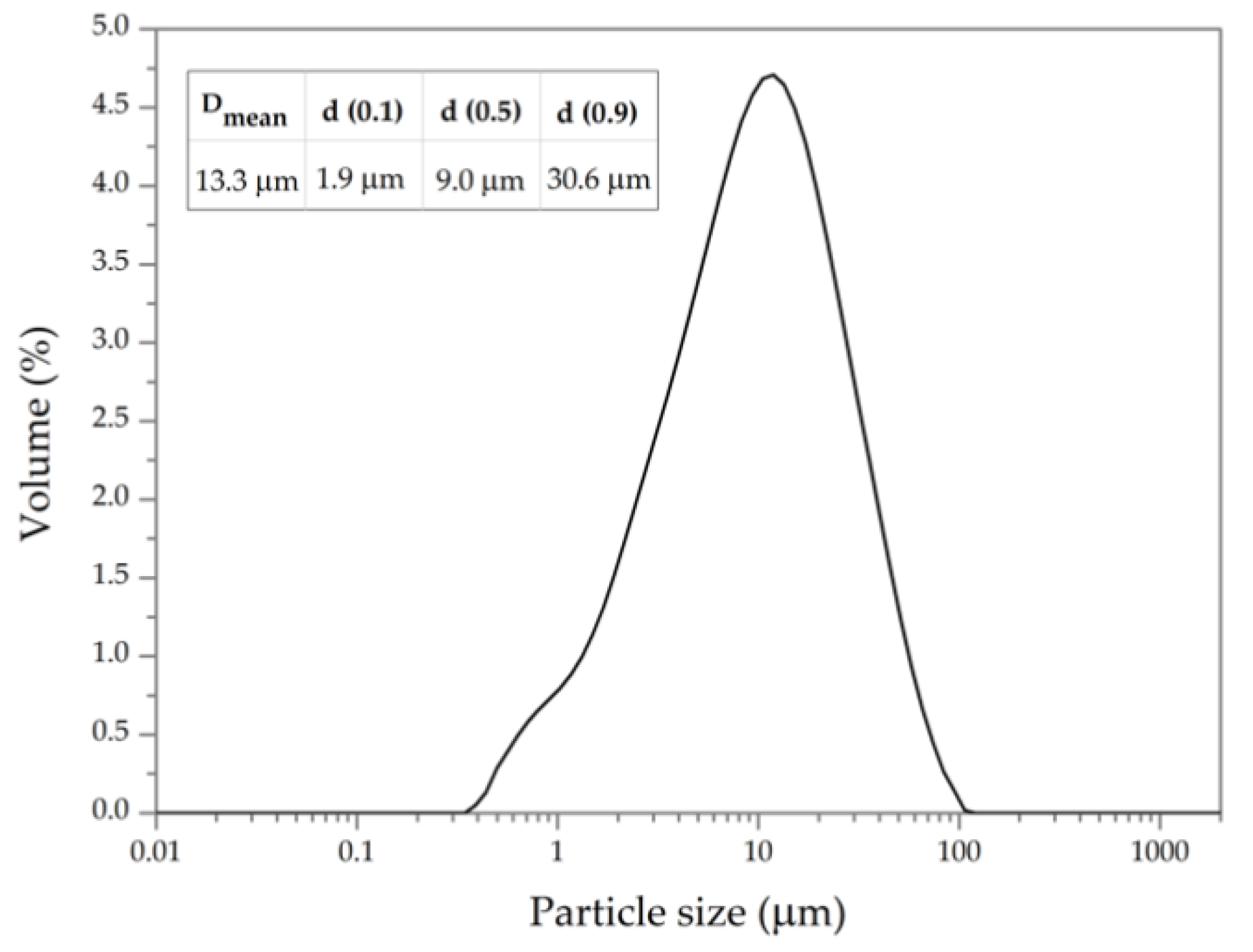
Two grinding types were carried out to reduce the granulometry of the obtained RSA. First, 500 g of RSA were milled for 15 min in a jar mill with 50 large and 60 small alumina balls. The mill was a Gabrielli Roller 1 model. The obtained material had an average particle size of 46.86 µm. In order to increment the reactivity, the RSA was ground in a model Gabrielli Mill 2 planetary mill with 100 g of RSA and 80 small alumina balls for 10 min. Malvern Instruments Mastersizer 2000 equipment was used for the particle size analysis.
Lime (Ca(OH)2), called CH in the present paper, was supplied by Panreac S.A (95% purity) and PC type CEM I-52.5 R was supplied by Lafarge–Spain. Sand was provided by Sílices Carrión Martínez S.L (Llíria-Spain).
2.1. Physical and Chemical Characterization of RSA
A sequential X-ray spectrometer, model PHILPS MAGIX PRO, equipped with a rhodium tube and a beryllium window, was employed for the chemical composition determination (X-ray fluorescence, XRF).
The insoluble residue was determined by obtaining the total silica and alumina proportion, and subsequently determining the content of the crystalline and amorphous silica phases [
25]. Then, 1 g of RSA was weighed and 75 mL of HCl 3 M were added. The mixture was stirred and placed on a heating plate at 250 °C. It was left to boil for 15 min. The mixture was gravimetrically filtered by a tapered funnel with paper filter. The precipitate was repeatedly washed with hot deionized water until filtration was free of chlorides. The final clean precipitate was burned with a Bunsen burner and finally calcined in a muffle at 900 °C for 1 h. The obtained solid contained both crystalline and amorphous silica.
After establishing the insoluble residue weight in HCl (or impure silica), it was moistened with a few drops of distilled water and two drops of concentrated H2SO4. Next, 5 mL of concentrated HF was poured to remove silica by volatilization and the crucible was placed on a heating plate at 250 °C until total liquid evaporation. The remaining solid was calcined at 950 °C for 1 h. Total pure silica was calculated as the difference between the weight of the insoluble residue and that obtained after this second calcination.
To determine the amorphous or reactive silica content, 1 g of RSA was taken and the above-described acid-attack process was repeated to leave the sample free of chlorides. Then, 100 mL of KOH was added and placed inside a spherical flask. When boiling started, the paper filter was placed into the flask and left to boil for 3 min. The suspension was filtered through filter paper. The retained solid, which contained crystalline silica, was washed with hot deionized water and 100 mL of HCl 0.1 M. The chloride-free solid was calcined and weight was recorded. The procedure explained above, using distilled water, H2SO4 and HF additions, was carried out for the crystalline silica content determination. The difference between total silica and crystalline silica content was the quantity of the amorphous or reactive silica present in RSA.
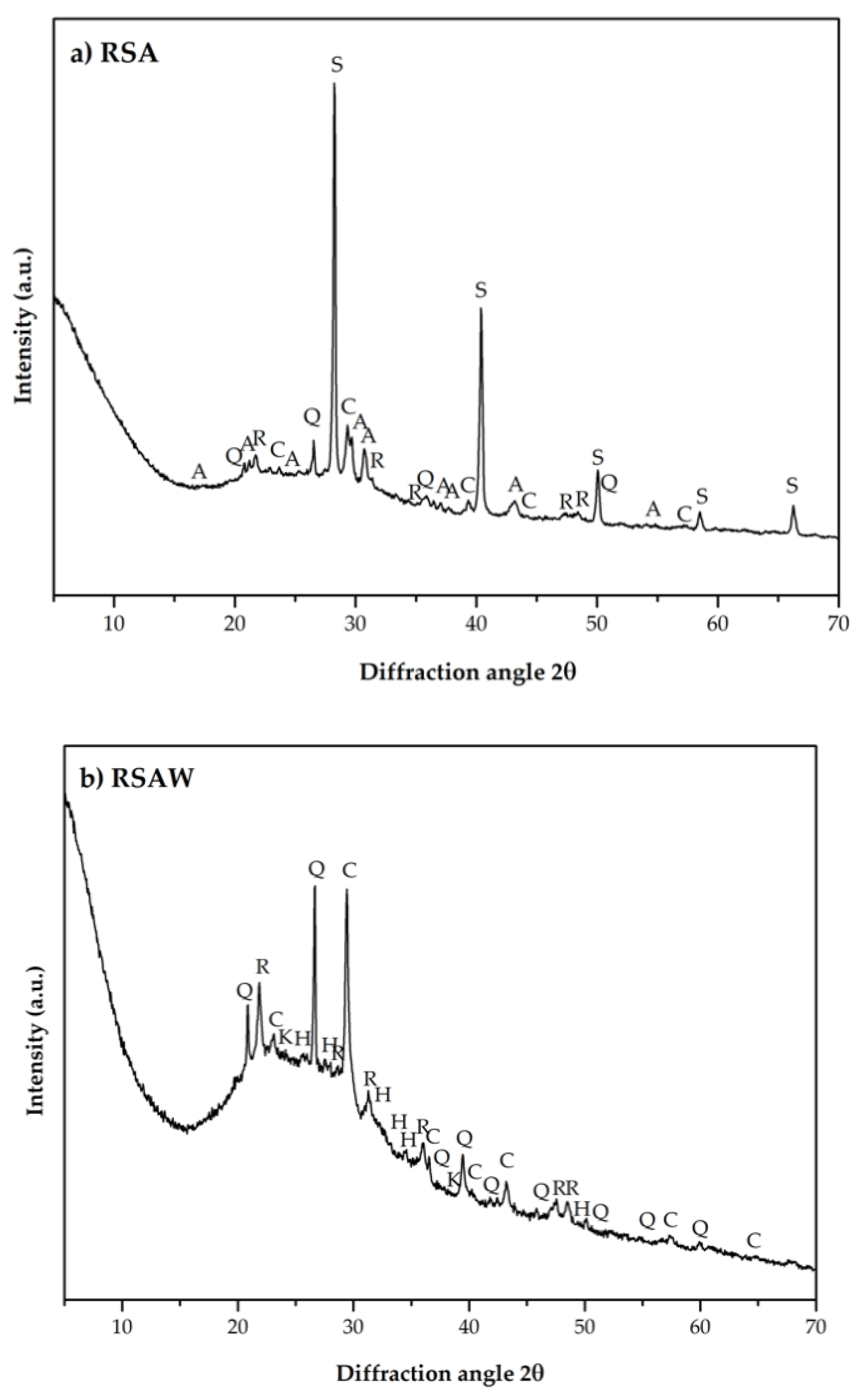
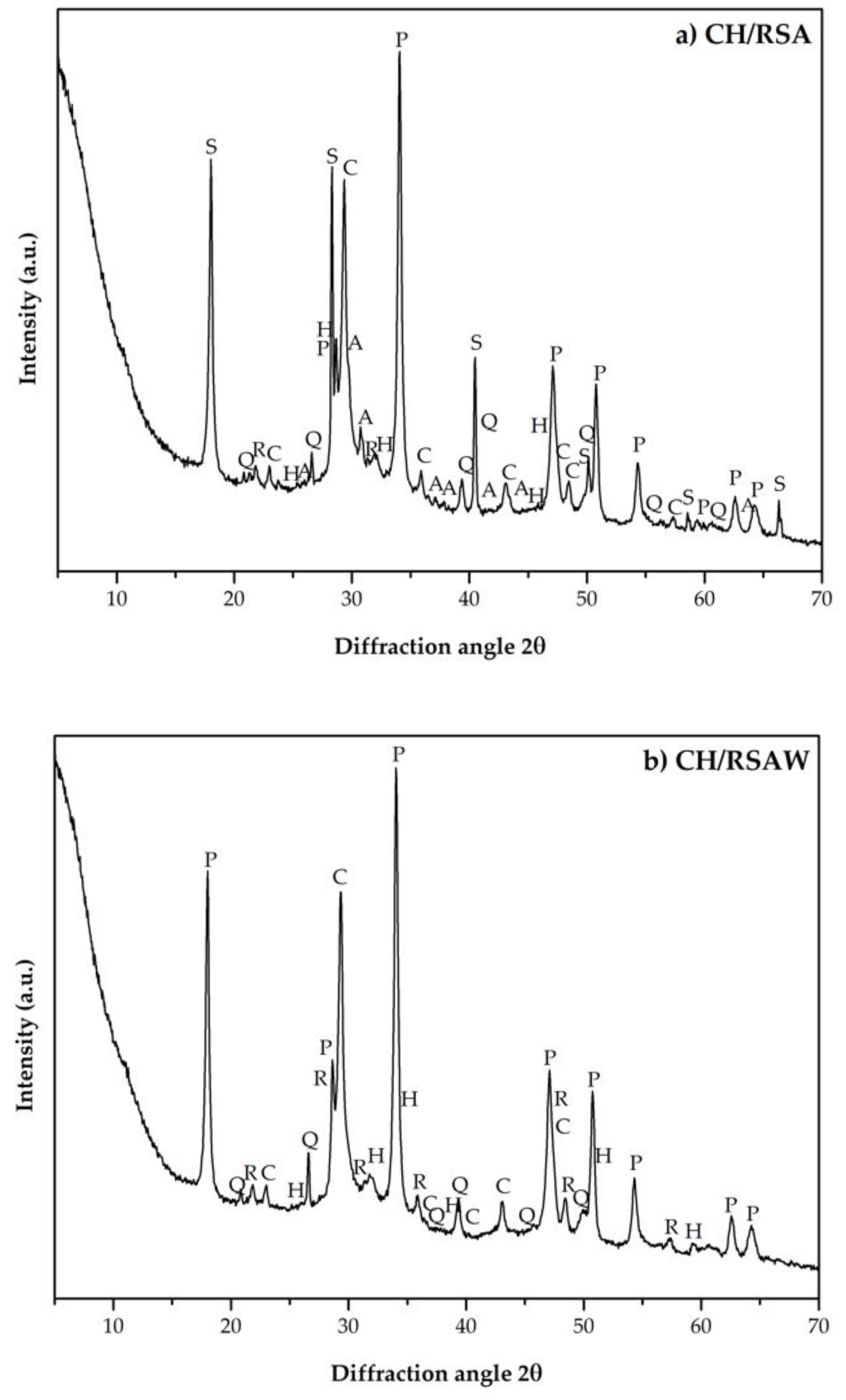
The used X-ray diffractometer was a Bruker AXS D8 Advance model. The intensity and voltage of the X-ray generator tube were adjusted to 20 mA and 40 KV, respectively. Diffractograms were recorded for the interval 2θ between 5 and 70 degrees, with a pitch angle of 0.02 and an accumulation time of 2 s. The employed equipment for the field emission scanning microscopy (FESEM) was the ultra 55 model of ZEISS OXFORD instruments.
2.2. Analysis of RSA Reactivity
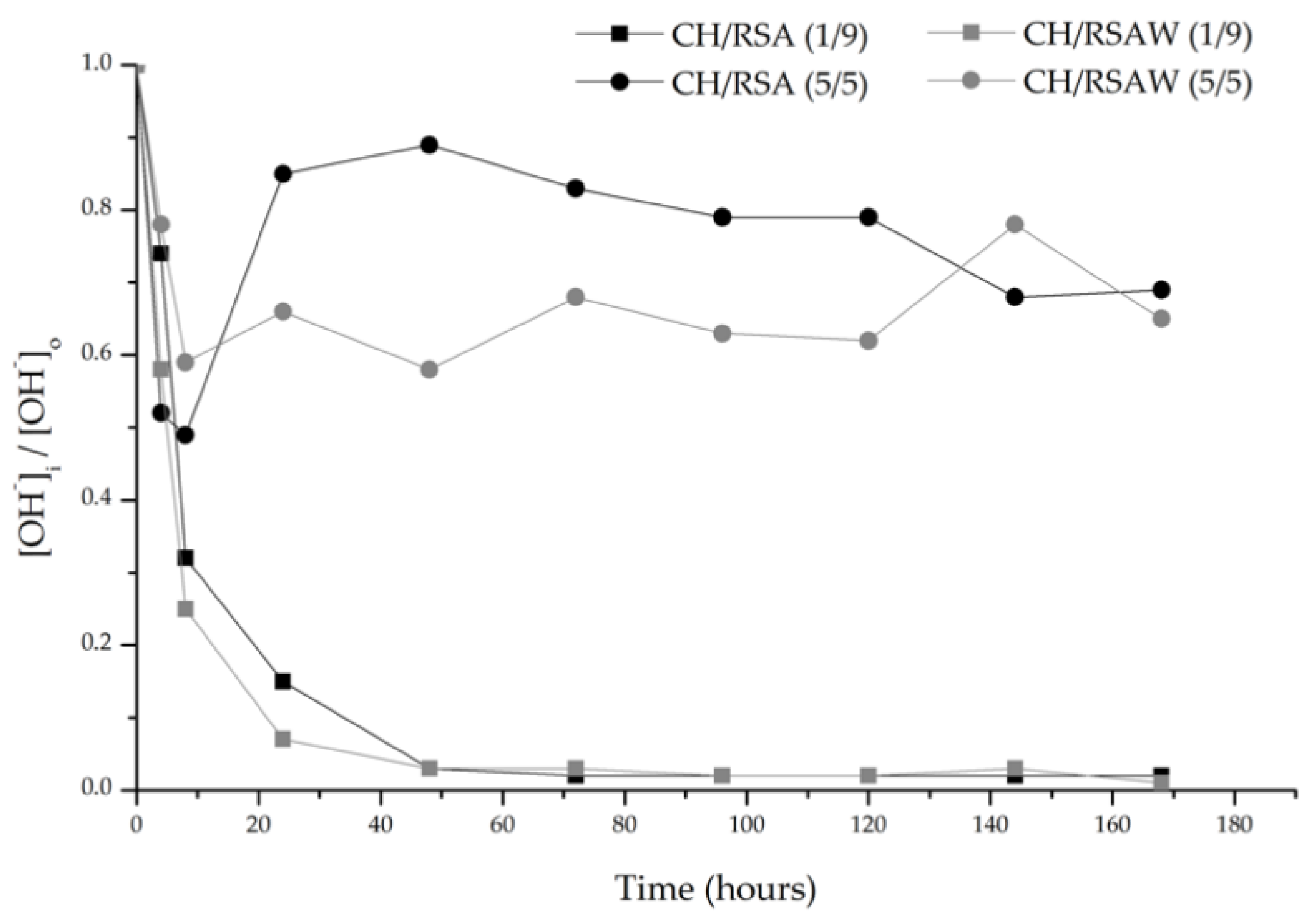
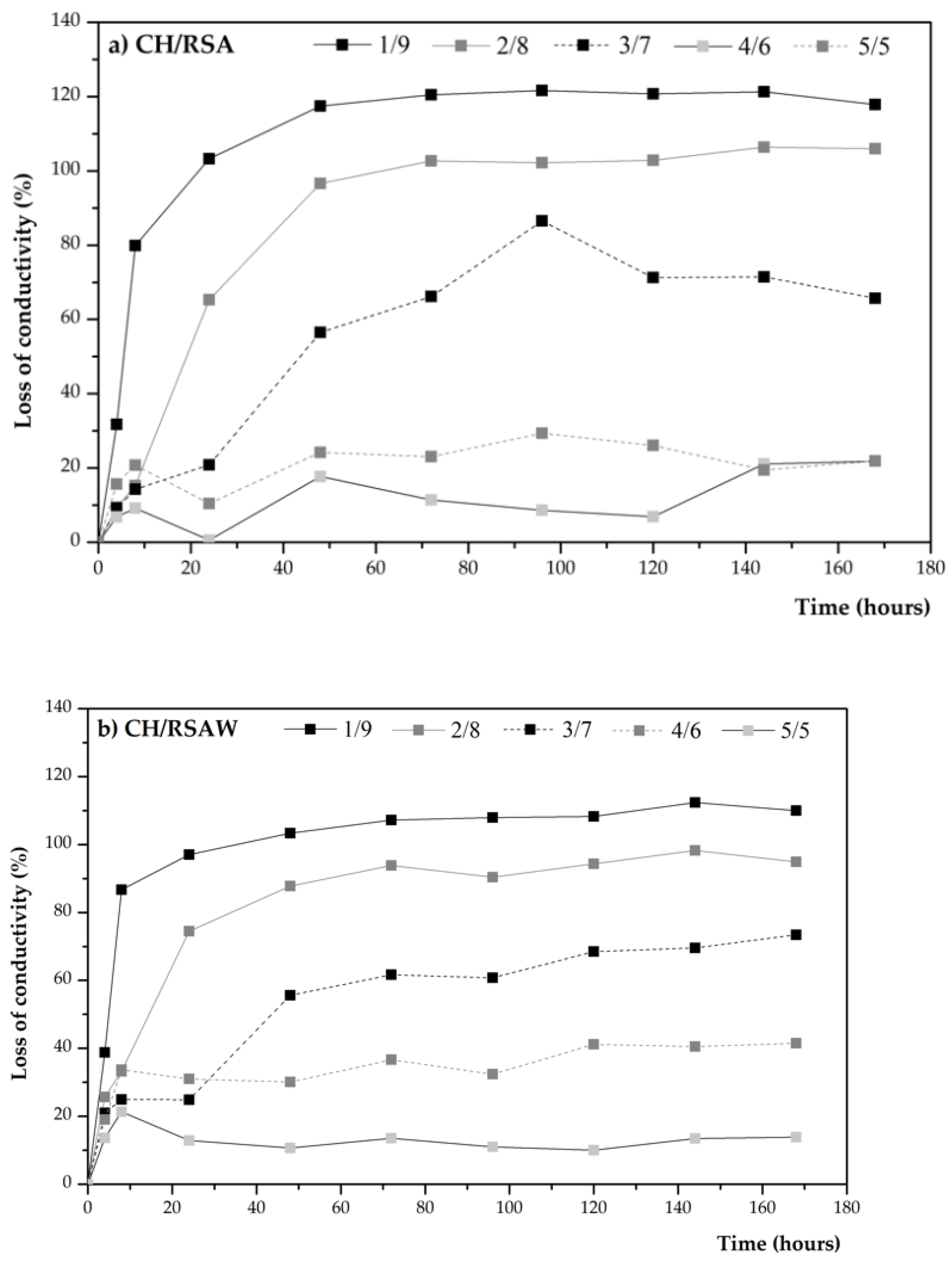
pH and electrical conductivity were assessed following the proposed methodology by Tashima et al. [
26], consisting of monitoring CH/RSA aqueous suspensions in different proportions at a certain temperature for 7 days. For a given reaction time, lowering electrical conductivity and pH values indicate the RSA pozzolanic reaction taking place and, thus, the unsaturation of the solution in relation to calcium hydroxide. Different CH/RSA proportions were evaluated: 1/9, 2/8, 3/7, 4/6 and 5/5. To prepare suspensions, 50 mL of deionized water were placed inside a 100 mL Erlenmeyer flask, which was tightly closed and placed into thermostatic bath at 60 °C. Then CH was added and the suspension was maintained at 60 °C with shaking until the test dates. At this time, the electrical conductivity and pH values were measured (control values), and RSA was added. The sum of RSA and CH was 1 g. Data were collected for 7 days every 24 h. The employed instruments were a pH-meter Crison micropH2001 and a conductivity-meter Crison microCM2201.
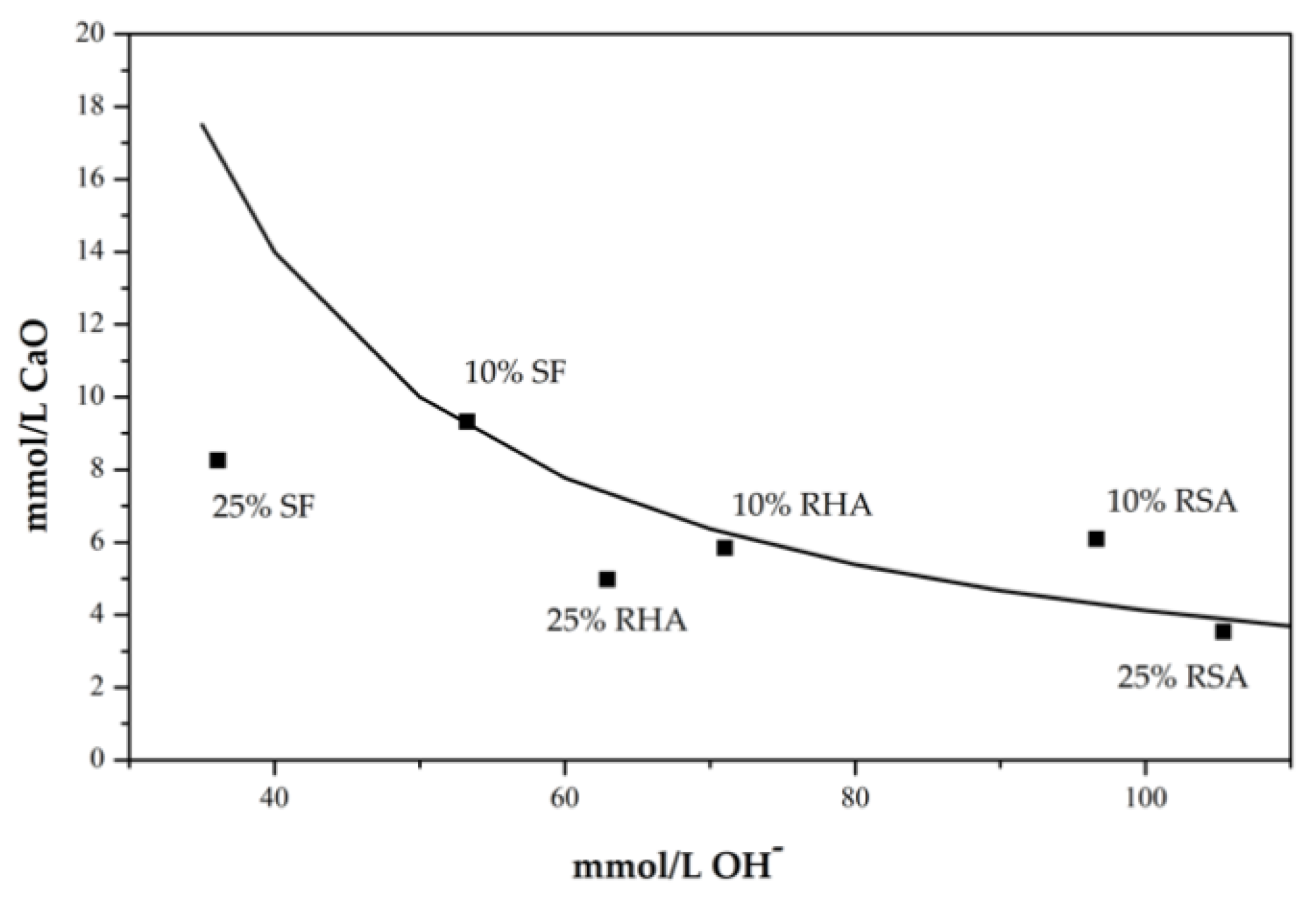
The Frattini pozzolanicity test was carried out in accordance with UNE EN 196-5 [
27]. The procedure consisted of: (a) preparing 20 g of the PC/RSA mixture at 90/10, 80/20 and 75/25 mass ratios and adding 100 mL of distilled water; (b) keeping the mixture at 40 °C for 8 days in hermetically sealed polyethylene bottles; and (c) filtration through filter paper. The hydroxide ions (OH
−) contained in the filtrate were titrated with a diluted 10
−1 mol·L
−1 hydrochloric acid solution using methyl orange as an indicator. Calcium ions (Ca
2+) were titrated by 0.03 mol·L
−1 ethylenediaminetetraacetic acid (EDTA) solution using calcon as an indicator. The results were drawn in a graph indicating the concentration of Ca
2+ ions (in mmol·L
−1) vs. the concentration of OH
− ion (in mmol·L
−1) [
28].
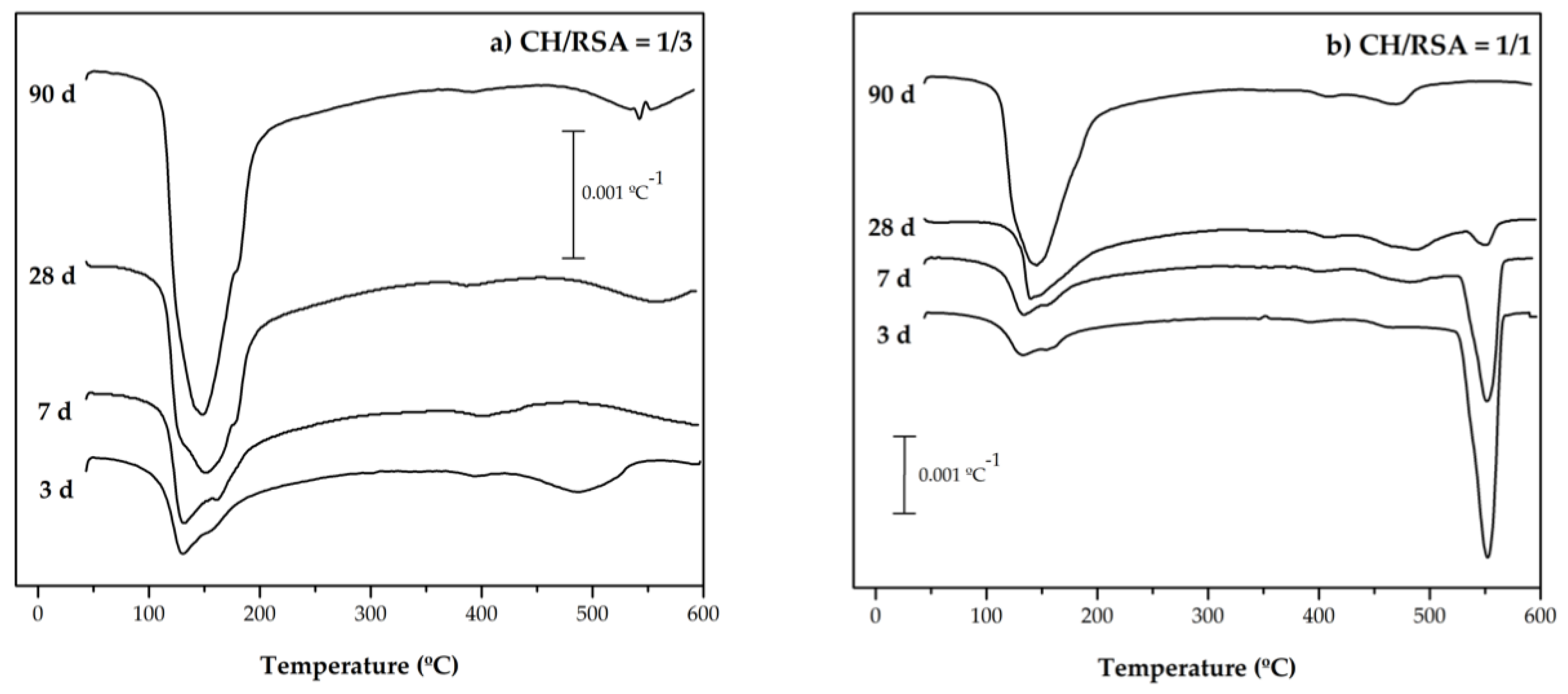
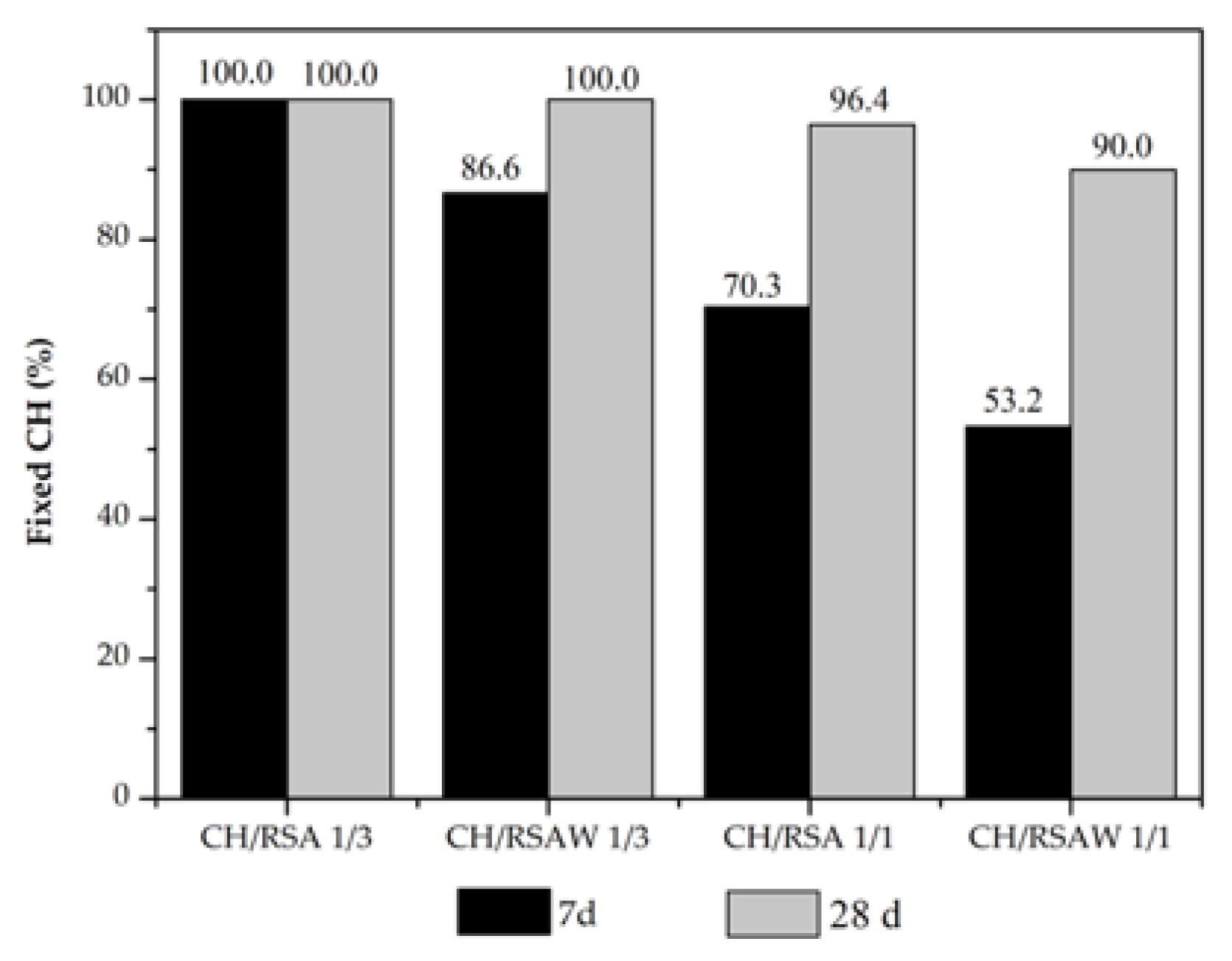
For the thermogravimetric analysis (TG/DTG), the 1/3 and 1/1 proportions of CH/RSA pastes were prepared and studied at 3, 7, 28 and 90 curing days at 20 °C. The control PC samples and PC/RSA pastes were also analyzed in the proportions of 7/3, 7.5/2.5, 8/2 and 8.5/1.5 with a water/binder ratio of 0.5, and were studied for the same curing ages as the CH/RSA mixtures. Samples were tested within a temperature range from 35 to 600 °C using aluminum sealed crucibles in a nitrogen atmosphere. The used equipment was Mettler Toledo a TGA 850 module.
Given the high chloride content in RSA (see
Table 1, and for the pH and electrical conductivity, Frattini and thermogravimetry tests, a sample washed with hot deionized water was analyzed to check their influence on reactivity. This sample was named RSAW.
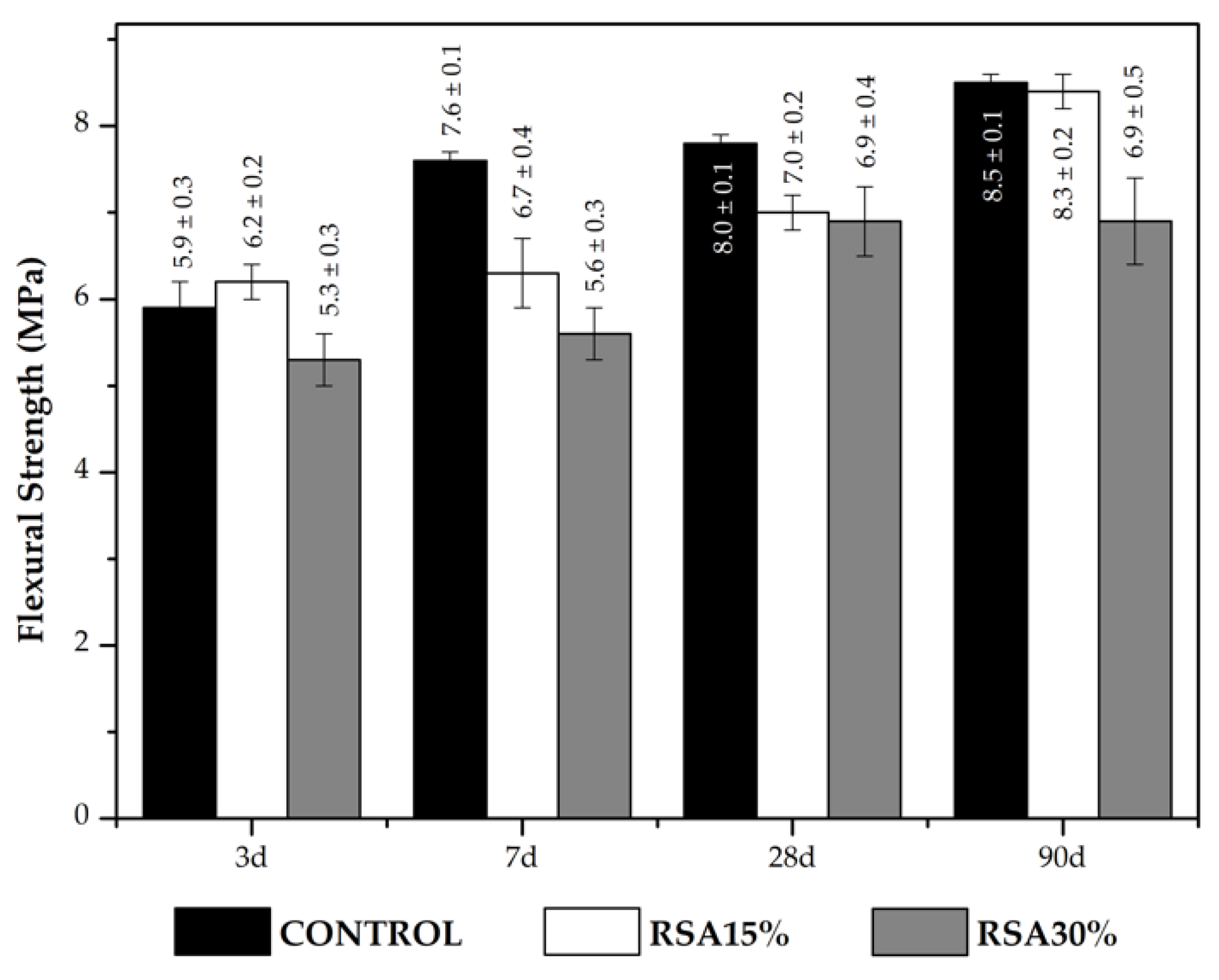
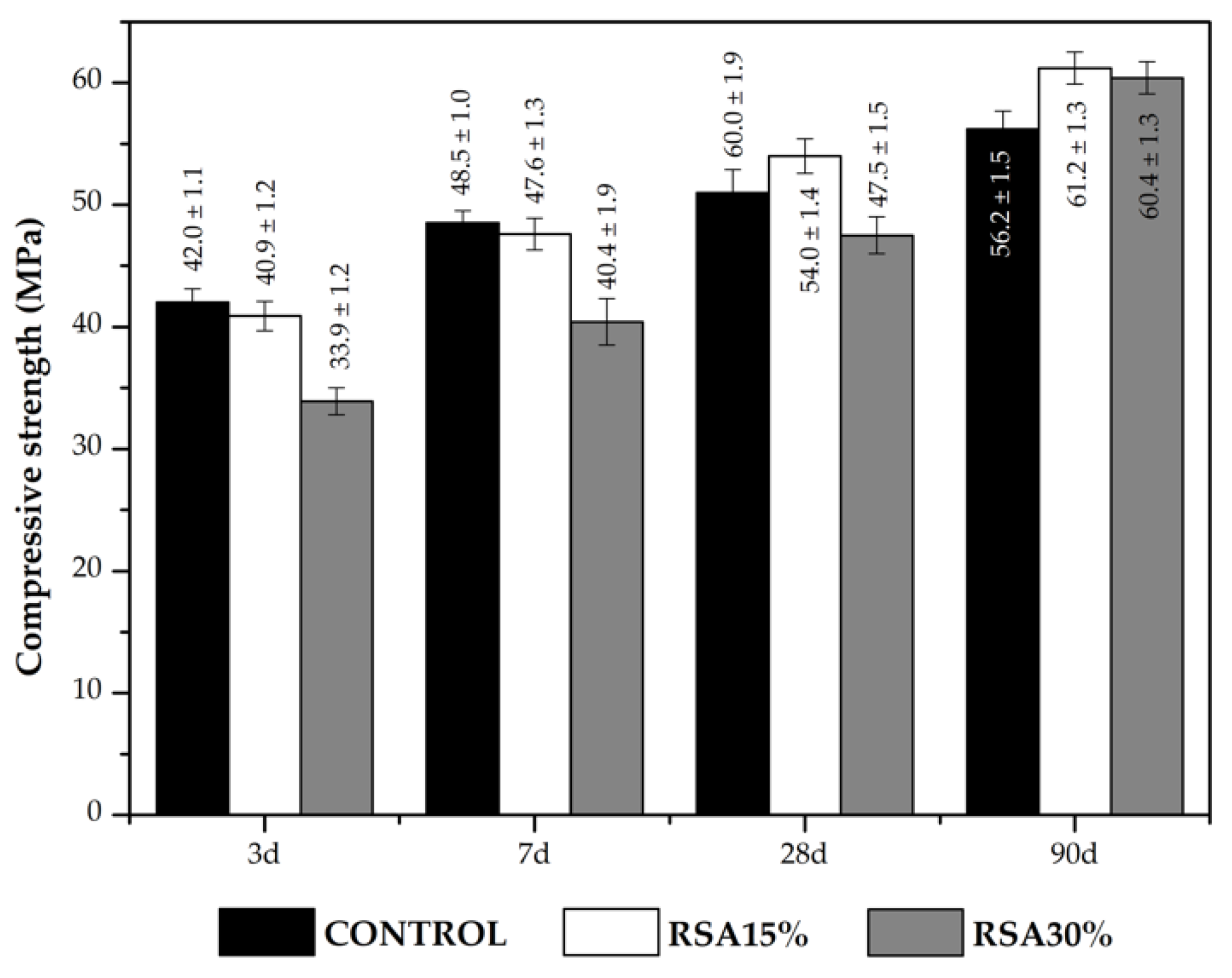
The influence of replacing RSA in PC mortars on flexural and compressive strength development was studied on 40 × 40 × 160 mm
3 prismatic specimens at two replacement percentages: 15% and 30%. The water/binder used was 0.5 and the sand/binder ratio was 3. The employed dose is detailed in
Table 1.

 ,
, 


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}