2.1. Assembly Error Propagation Model
Limited to the current industrial level, the geometric deviations of the single-stage rotor are inevitable in the process of machining. The concentricity and parallelism errors of the assembly mounting surfaces of rotors at different stages are propagated stage by stage continuously, forming assembly cumulative errors. In
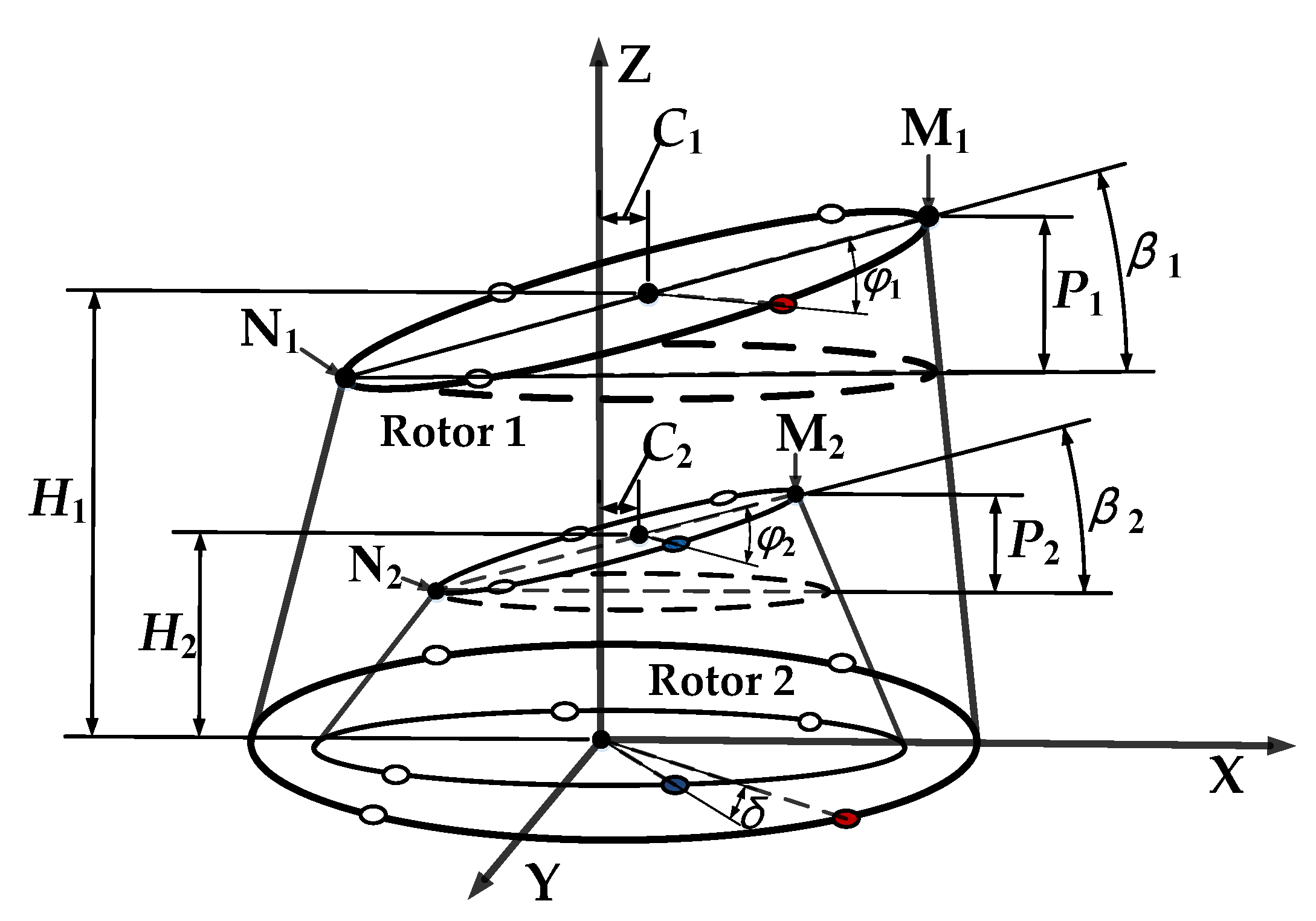
Figure 1, the initial state of a 3-D two-stage simulation rotor before assembly is portrayed. Clearly, when the bottom mounting surface of each single-stage rotor is selected as the measurement datum,
P1 refers to a parallelism error of the top mounting surface of Rotor 1,
P2 to that of the top mounting surface of Rotor 2, and
C1 and
C2 are the concentricity errors of Rotor 1 and Rotor 2, respectively.
A pair of screw holes is randomly selected in the circumferential direction of the rotor for calibration, and the sampling angle of the highest point of the top mounting surface is recorded with the center of the calibrated screw hole as the sampling starting point. The red and blue dots in
Figure 1 are the calibrated screw holes of Rotor 1 and Rotor 2, respectively. M
1 and M
2 are the highest points of the top mounting surface of Rotor 1 and Rotor 2, respectively. N
1 and N
2 are the lowest points of the top mounting surface of Rotor 1 and Rotor 2, respectively.
In
Figure 1, the bottom mounting surface of Rotor 1 is used as an XY plane, and the normal axis passing through it is taken as the Z axis. The X axis is formed by a projection axis on the bottom surface of a line connecting the highest and the lowest points of the top mounting surface of Rotor 1.
δ refers to the phase difference between the calibrated screw holes of Rotor 1 and Rotor 2. After that, the assembly process of the two-stage rotor can be divided into the following four steps (see
Figure 2):
Step-1: Alignment of the calibrated screw holes.
In actual assembly, the screw holes of Rotor 1 and Rotor 2 must be aligned first (i.e., Rotor 2 rotates an angle of δ around the axis Z relative to Rotor 1), and then the assembly orientation can be selected with this state as the initial state. Although the angle of δ cannot be determined, the phase difference (φ2 − φ1) between the highest points of Rotor 1 and Rotor 2 after assembly can be obtained by measuring the sampling angle between the calibrated screw hole and its highest point of each stage rotor.
Step-2: Selection of the optimal assembly orientation.
Assuming that Rotor 1 is fixed, the calibrated screw holes of Rotor 2 and Rotor 1 must be aligned first. This is the initial state to select the appropriate assembly orientation of Rotor 2, and the rotation matrix of Rotor 2 relative to Rotor 1 about the Z axis can be expressed as follows:
where
θz2 refers to an angle by which Rotor 2 rotates around the Z axis relative to Rotor 1,
φ2 refers to an angle between the center of the calibrated screw hole of Rotor 2 and its highest point, and
φ1 to that of Rotor 1. (
φ2 −
φ1) refers to the phase difference between the highest point of Rotor 2 and that of Rotor 1 after alignment of the calibrated screw holes of Rotor 2 and Rotor 1. Considering the discrete and uniform distribution of the screw holes, the selection range of
θz2 was 0−180°, and the optional angle was
q(180/
k), where
k is the number of circumferential screw holes on the mounting surface, and
q represents how many distribution angles the calibrated screw hole needs to rotate.
Step-3: Rotation.
Rotor 2 is rotated by an angle of
β2 around the Y axis so that the bottom mounting surface of Rotor 2 is parallel to the top mounting surface of Rotor 1. Then the rotation matrix of Rotor 2 relative to Rotor 1 about the Y axis can be expressed as follows:
where
β2 is an angle formed by the top and bottom mounting surfaces of Rotor 2 and can be calculated as follows:
where
D2 is the measured radius of the top mounting surface of Rotor 2.
Step-4: Translation.
Rotor 2 is translated so that the center of the bottom mounting surface of Rotor 2 coincides with the top mounting surface of Rotor 1, which is equivalent to directly accumulating the center coordinates of the top mounting surface of Rotor 1 on the basis of Step-2.
Through the above steps, the assembly error propagation model of a 2-stage rotor can be expressed as follows:
where
X2 refers to a coordinate vector of any point in Rotor 2 after assembly, and
I2 to that in Rotor 2 before assembly. Rotor 1 does not move by default, and
S1 is the coordinate vector of the center of the top mounting surface of Rotor 1.
The assembly process of an
n-stage rotor can be regarded as the assembly processes of (
n − 1) two-stage rotor. Therefore, the assembly error propagation model of an
n-stage rotor can be expressed as follows:
where
Xn refers to a coordinate vector of any point in rotor
n after assembly,
In to that in rotor
n before assembly,
Rzn to a rotation matrix of rotor
n relative to rotor (
n − 1) about the Z axis, and
Ryn to a rotation matrix of rotor
n relative to rotor (
n − 1) about the Y axis.
For a rigid rotor, the coordinate vector of any point in rotors at different stages before and after assembly can be accurately predicted by Equation (5) on the premise that the geometric errors of rotors at different stages are known. The parameters needed to solve Equation (5) include concentricity (Cn), parallelism (Pn), measured radius (Dn), the angle between the calibrated screw hole and the highest point (φn), and the height of mounting surface (Hn), which can be obtained using a coordinate measuring instrument (CMM); only θzn is unknown and is to be optimized.
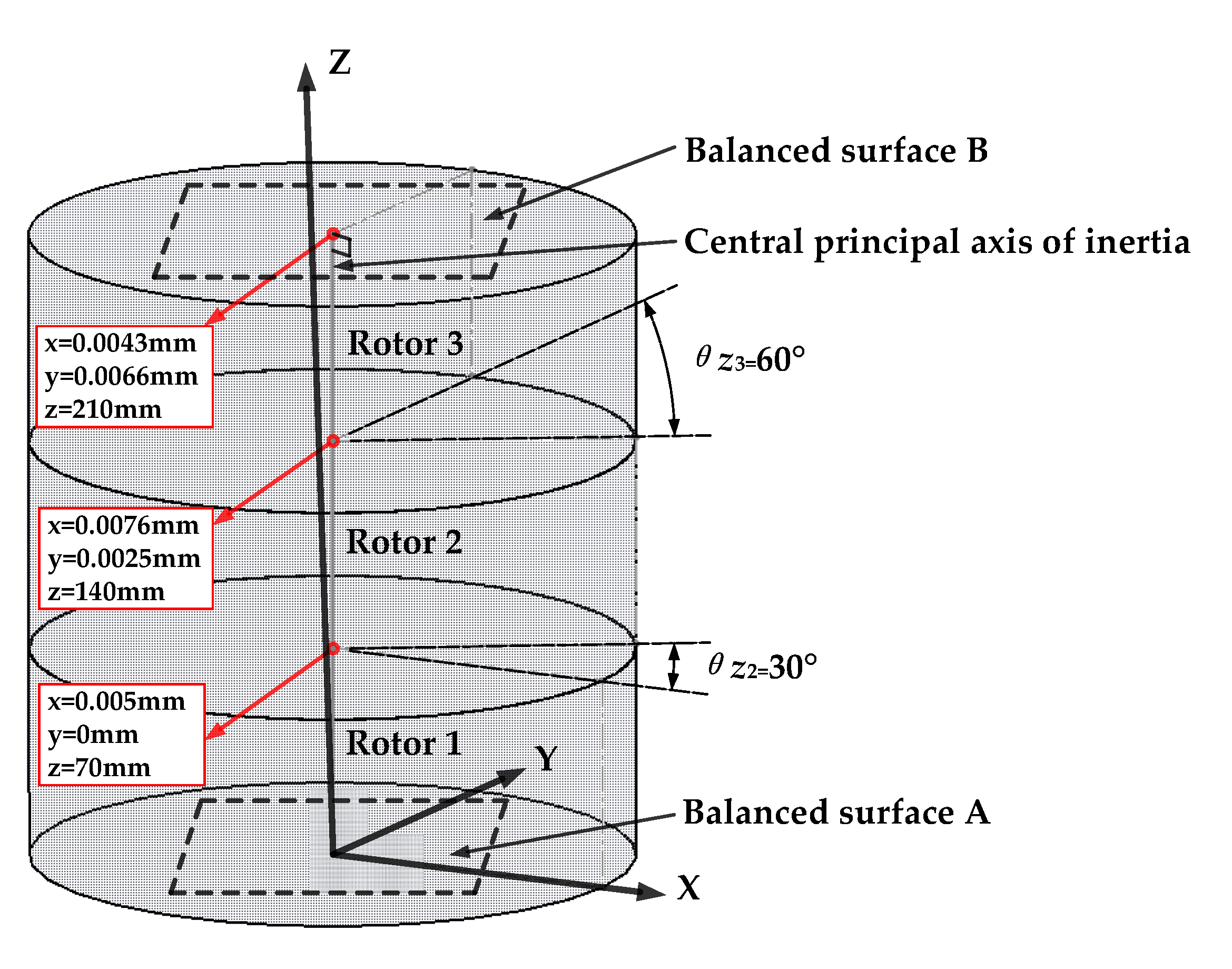
2.2. Assembly Datum for Unbalance Optimization
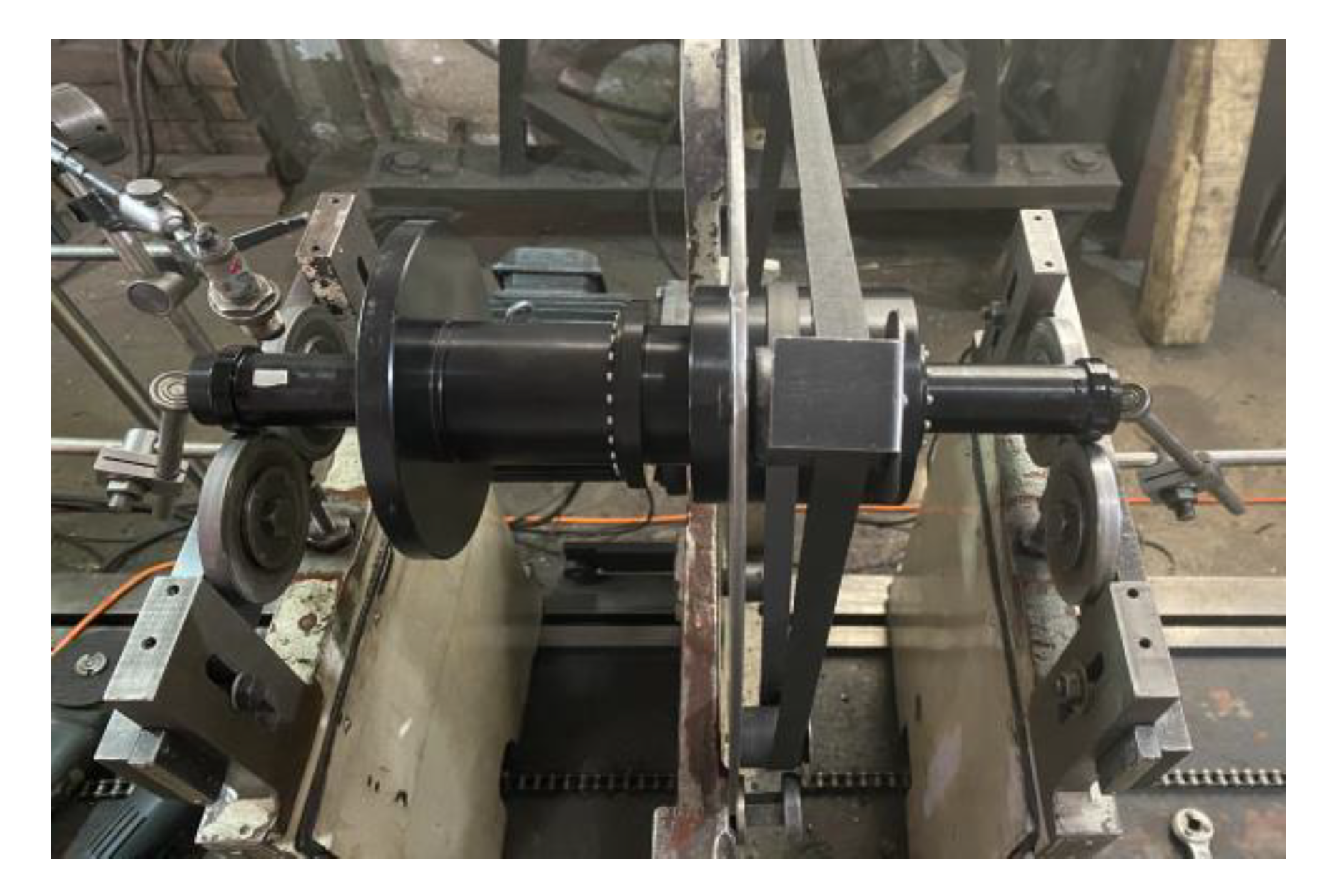
The mathematical definition of unbalance is the product of the mass of a rotor and the eccentricity error of the center of mass and can also be expressed as the product of an unbalanced mass block and its effect radius. During the dynamic balance test of a rotor, journals of the front and back shafts of the rotor are respectively positioned on the support frames on left and right sides of a dynamic balancing machine.
The axis of rotation should be approximately the central line between the journals of the front and back shafts, and the measured vector radius of the mass eccentricity should be perpendicular to such an axis of rotation (i.e., the orientation-varying axis in
Figure 3). This axis of rotation will vary along with variations in the assembly orientations of rotors at different stages. For the optimization of the rotor unbalance, this axis of rotation should be used as the assembly datum. The unbalance of rotors at different stages after assembly can be obtained as follows:
where
Un is the unbalance of rotor
n after assembly, that is a product of
mn (unbalanced mass) and
rn′ (i.e., the vector of the effect radius of rotor
n). As for
rn′, it can be solved by the following steps:
Step-1: A linear equation expressing the orientation-varying axis can be written as follows:
where (
x0,
y0,
z0) is a coordinate vector of the bottom center of the bottom rotor. Under the circumstance that the table axis serves as the datum for measurement of the rotor’s geometric parameters, such a point is the origin of the coordinates by default.
Step-2: As for the plane
Qn that is extended across an unbalanced mass point of rotor
n and perpendicular to the orientation-varying axis, it is expressed in the equation below:
where
Rn′ refers to a coordinate vector of the unbalanced mass point of rotor
n after assembly.
Rn refers to the initial coordinate vector of the unbalanced mass point of rotor
n before assembly, and it can be measured by the dynamic balancing machine or artificially added. By substituting
Rn into Equation (5),
Rn′ is solved.
Step-3: Coordinates of an intersecting point between the orientation-varying axis and the plane Qn are expressed as follows:
First, Equations (7) and (8) form a simultaneous equation. Through such a simultaneous equation, parameter
tn in the linear equation expressing the orientation-varying axis can be obtained:
By substituting tn into Equation (7), the coordinates of the intersection point Jn can be acquired.
Step-4: The effect radius of the unbalanced mass relative to the orientation-varying axis, that is the modulus of,
rn′, is expressed in the following equation:
By substituting Equation (10) into Equation (6), a value of
Un is acquired. After that, the unbalance of rotors at diverse stages should be decomposed to the balanced surfaces A and B through Equation (11):
where
UA and
UB turn out to be the unbalance of an
n-stage rotor on the balanced Surfaces A and B, respectively.
lA and
lB are the distances between the balanced Surfaces A and B from the support point of the journal, respectively.
lj is the distance between the unbalanced measuring surface of each rotor and the balanced Surface A. In this context, the maximum unbalance of the
n-stage rotor can be obtained by the following equation:
2.3. Genetic Optimization Algorithm
As a global optimization algorithm, genetic algorithms (GA) are aimed at mapping the solution space to a genetic space, encoding each set of possible solutions into a chromosome. First, a series of candidate solutions are randomly generated, and they form an initial population. Based on a fitness function designed in advance according to the objective function, the fitness of each individual to the problem solving environment is calculated. Then, corresponding selections are made in consistency with the obtained fitness, suppressing chromosomes with low fitness, but promoting those with high fitness.
After that, genetic manipulations, such as crossovers and mutations are performed for the purpose of evolving the next-generation population. Through repeated operations as described above, constant evolution toward optimized solutions is achieved. At last, except for a population that meets the corresponding convergence conditions and is the most adaptive to the problem solving environment, the optimal solution is also obtained. Depending on the above thoughts of genetic optimization, a GA fitness function of the unbalance of an
n-stage rotor can be expressed as follows:
where design variable
x represents a vector formed by assembly orientations of the
n-stage rotor. In terms of GA, its steps are detailed below:
Step-1 (initial population): the n elements in an assembly orientation sequence x are regarded as n genes; and each gene varies from 0° to 180°. Each chromosome is composed of n genes. In this way, 1000 chromosomes are randomly generated and act as an initial population.
Step-2 (individual evaluation): the fitness of each chromosome is determined for individual evaluation.
Step-3 (selection): chromosomes with the optimal fitness are selected and take the place of a chromosome of the worst fitness.
Step-4 (mutation): the purpose of mutation is to improve the current chromosome. According to Equation (14), the chromosome with higher fitness has a smaller variation range. As for chromosomes with lower fitness, their variation ranges are larger accordingly.
where
xnew and
x are chromosomes after/before mutation respectively.
γ is a random number between 0 and 1, and
f stands for the fitness of
x, while
fbest stands for the optimal fitness of the present population.
Step-5 (crossover): some genes are randomly selected from two chromosomes for replacement and recombination. In this way, a new chromosome is generated. By means of crossover, the search capability of the GA can be enhanced.
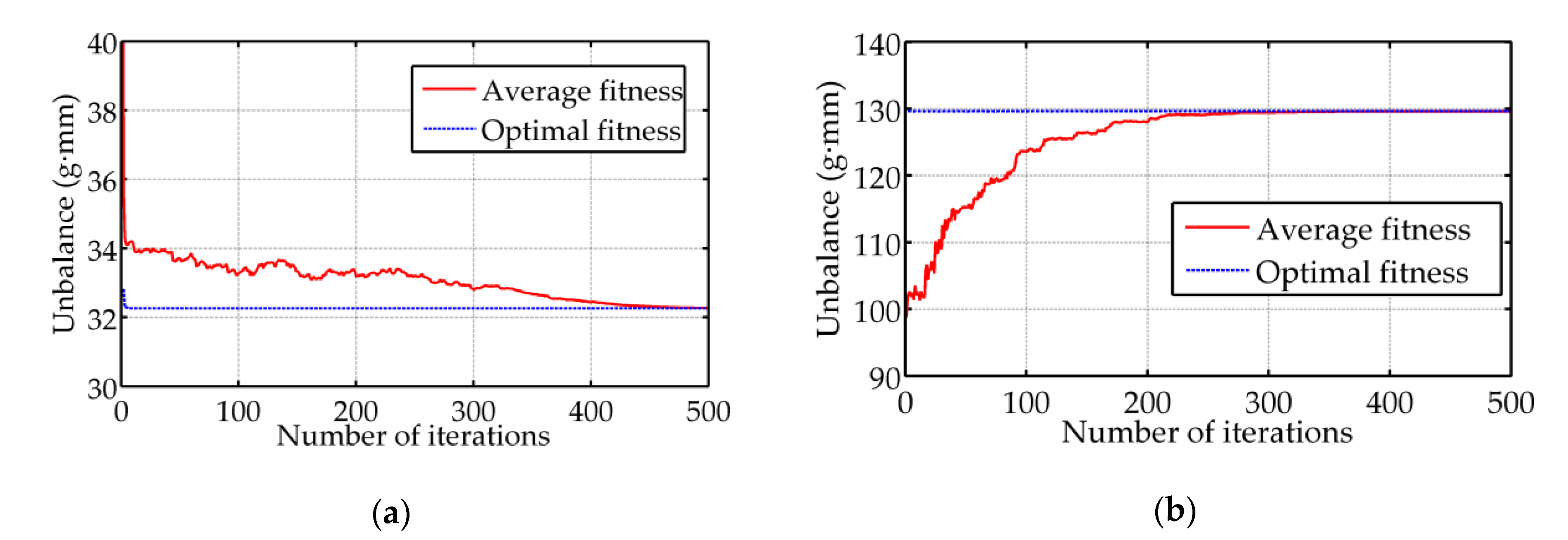
Step-6 (termination criteria): the algorithm is ended when the fitness of optimal individuals and the population ceases to rise and the number of iterations reaches the designed value.














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}