Abstract
The European standard EN 438-2 (2019) describes a method to assess the resistance to cracking of high-pressure laminate (HPL). In the EN 438-2 setup, the samples’ shrinkage at a temperature of 50 °C for 6 h is restrained by a metal clamp. The resulting tensile stress may lead to the cracking of the laminate. With the intention to gain additional insight into the parameters and influencing factors of the standard test, the resistance to cracking of 43 laminates was tested in accordance with the standard and with a prolonged testing time. Additionally, the tensile strength and shrinkage of the laminates were determined under the conditions of the standard test. The standard test uses free laminates (laminates not glued to a carrier board), so in order to correlate the results to applications that are close to real-life situations, four of the laminates were also tested when glued to carrier boards the size of furniture doors. In this full factorial test, particle board and gypsum board were used as carrier boards, UF and PVAc as adhesives, and the possible shrinkage of the laminates was adjusted by two moisture conditions of the laminates. The resistance to cracking in the standard test turned out to be mainly influenced by the composition of the laminate. Thin laminates with a pure paper backing were especially prone to cracking in the setup. Within the 6 h storage at 50 °C of the standard test, the laminates did not reach moisture equilibrium. Prolonged storage at 50 °C until equilibrium was reached (which took up to 10 days) allowed an improved differentiation of the cracking resistance, especially of thicker laminates. Four of the laminates were also tested on wooden and mineral-based carrier boards with either PVAc or UF as adhesive and two moisture contents of the laminates. The following parameters were identified as a critical combination for cracking: laminate with a low cracking resistance according to the EN 438-2 test in combination with a non-hygroscopic mineral-based carrier board, increased moisture of the laminate before being glued on the board, and the use of PVAc adhesive.
1. Introduction
High-pressure laminate (HPL) and continuous-pressure laminate (CPL) consist of several layers of papers impregnated with melamine resin or phenolic resin with a ratio of about 50–70% (w) paper and 30–50% thermosetting resin [1,2]. Commonly, the laminates are glued to wood-based panels, often particle boards. In situations where increased fire safety is required, inorganic panels based on gypsum, vermiculite, or foamed glass are used as carrier boards. PVAc, spray adhesives, and Urea Formaldehyde (UF) resins are common adhesives for laminates. Due to their high chemical and mechanical resistance, laminates are widely used for kitchen tops, furniture, and doors [3,4,5,6]. The production of laminates is still managed empirically, resorting to rules of thumb and workshop experience. Published research on the properties of laminates focuses mainly on the reduction in warping [7,8,9,10,11] and the improvement of surface properties [3,12,13,14].
In rare cases, laminates develop cracks during use. The NEMA Standards Publication LD 3-2005 (2005) [15] addresses several factors that may lead to such cracking:
- The dimensional movement of the carrier board does not match the dimensional movement of the laminate (also mentioned by [16]).
- Cutouts with a too-low radius and too-small drill diameter for fittings/screws.
- Overly wide spans without a sturdy framework.
- Non-uniform glue lines and foreign bodies in the glue line.
- Lack of acclimatization of laminate and substrate before assembly.
In addition to the factors that fall into the responsibility of the manufacturing of the boards, the quality of the laminate itself and extreme dry use conditions have been observed to cause cracking. Cracks in laminates are more frequent in public buildings, namely, hospitals, hotels, and ships, due to the combination of the high exchange of air, well-heated conditions, and fire requirements [17]. The high air exchange may lead to extremely dry conditions in cold winters and fireproof minerals or aluminium-based panels do not follow the shrinkage of the laminate. Additionally, laminates with exceptionally large moisture-induced movement and production faults the laminate, e.g., the use of inadequately resin-impregnated papers have been observed to cause cracks in laminates. With few exceptions, cracks in laminates tend to be rather straight and often at a small angle to the direction of production. Single cracks often originate from cutouts, however, in the absence of cutouts, the common failure pattern consists of multiple parallel cracks, distanced 50 mm to 200 mm from each other [17].
The European standard EN 438-2 [18] describes a method for the determination of the resistance to cracking under stress (paragraph 23 of the standard). The laminates are rigidly clamped in a preheated steel fixture and stored for 6 h at 50 °C (Figure 1). The resistance to cracking is assessed by visual examination.
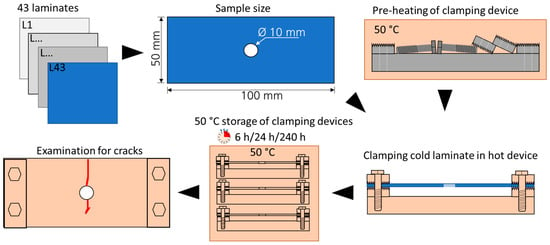
Figure 1.
Schematic illustration of the EN 438-2 (23) procedure. The samples, 120 mm × 50 mm with a 10 mm hole in the centre, are clamped in the preheated devices and stored at 50 °C for 6 h.
In the EN 438-2 setup (chapter 23 of the standard), the samples are loaded with tensile stress resulting from the laminate’s drying shrinkage counteracted by the laminate’s thermal expansion. Reported values for the swelling and shrinking of laminates are scarce. According to [19], the swelling of a melamine paper is in the range of 0.006% per percent change in relative humidity (RH) between 30% and 80% RH. A technical paper on the HPL industry mentions 0.005%/% in the range of 10% and 90% RH [20]. The thermal expansion of the laminate counteracts the shrinkage in the EN 438-2 (23) testing. According to the literature, mixtures of melamine resins and paper show a coefficient of thermal expansion in the range of 40 to 60 × 10−6/K [2], 22 × 10−6/K [21], and 40 to 45 × 10−6/K [22]. Regarding HPL, values of 14 to 17 × 10−6/K have been reported by [19]. The temperature rise from 23 °C to 50 °C, according to the EN 438, results in a thermal elongation of the laminates by 0.05% to 0.15%.
The elasticity and tensile strength of the laminate determine whether the tension leads to cracking or not. Heebing and Haskel [19] documented the tensile strength and the modulus of elasticity (MOE) of four HPLs at three relative humidity (RH) values. The mean tensile strength of the four HPLs was 76 N/mm² at 10% RH, 84 N/mm² at 65% RH, and 66 N/mm² at 90% RH. The mean MOE was reported to be 12,700 N/mm² at 10% RH, 9700 N/mm² at 65% RH, and 8800 N/mm² at 90% RH.
The aim of this research was to detect the relevant factors that cause the cracking of laminates both in the standard EN 438-2 (23) test and under conditions that are closer to practical conditions. Additionally, we aimed to determine possible improvements to the standard testing method.
2. Materials and Methods
Forty-three laminates (CPL and HPL) with a thickness range of 0.15 mm to 1.42 mm were provided by five companies. The laminates were selected to account for a wide range of materials including pure melamine laminates and laminates with a paper backing. The first set of experiments was performed in order to identify the influences of the standard test EN 438-2 (23). The sample’s dimensions were in accordance with the EN 438-2 (23) (150 mm in length, 50 mm in width, and a borehole 10 mm in diameter in the centre of the sample). The length of all samples was oriented perpendicular to the direction of production, thereby focusing the load on the orientation most commonly encountering cracks.
The following properties were determined on samples that were conditioned at 23 °C/50% RH for at least 14 days before further exposure:
- Resistance to cracking under stress (EN 438-2 (23)): Laminates were clamped in a metal device that had been heated to 50 °C. After 6 h storage at 50 °C, the samples were removed from the oven and the clamps and rated for cracking. Diverging from the standard, the number of replicas for the 6 h testing time was increased from one to three. Additionally, the test was repeated for a prolonged time in the oven (24 and 240 h). These prolonged tests were made with a single sample per time interval.
- Tensile strength at 50 °C: This test was created to simulate the conditions of resistance to the cracking test (EN 438-2(23)). Five samples in accordance with the standard (including the drill hole) were stored at 50 °C for 6 h. Subsequently, the tensile strength was determined with a speed of 0.1 mm/min within a climate chamber at 50 °C.
- Change in length and mass at 50 °C: Three samples per laminate were stored at 50 °C. The length and the mass of the three replicas were determined in accordance with EN 318 after 6-, 24, and 240-h storage. In order to exclude the possible effects of the temperature during the measurement, two sets of samples were measured independently: one set was measured within a larger climate chamber at 50 °C and the other set was measured 10 min after moving the samples from the oven to a room at 23 °C.
- With the intention to determine the time needed to reach the equilibrium moisture content, the mass loss of five of the laminates was also monitored in further time intervals.
- Infrared Spectroscopy (IR-ATR): The powder of the surface was scratched from the backing layers using a doctor’s blade. The powder was analysed in a Tensor 27 (Bruker) with 32 scans. The baseline-corrected spectra were normalized to the peak at 1023 cm−1.
Based on the results of the first set of experiments, four laminates were chosen for a full factorial experiment to distinguish the influences of the carrier board, adhesive, and the initial moisture of the laminate on the development of cracks (Figure 2):
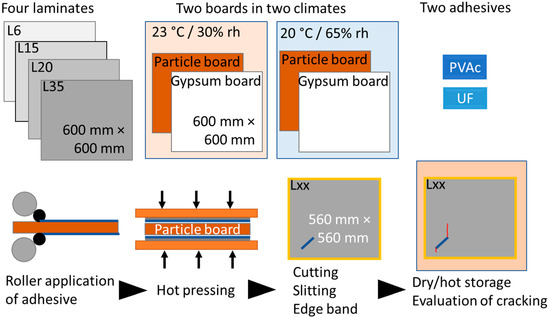
Figure 2.
Schematic illustration of the second trial.
Half of these four laminates were conditioned at either 20 °C/65% RH or 20 °C/30% RH. The laminates were hot pressed on both sides of a standard particle board or a gypsum board with 40 g/m² polyvinyl acetate (PVAc) or urea-formaldehyde adhesive (UF). Pressing parameters: 80 °C, 30 s for PVAc, and 130 °C, 18 s for UF. After cutting the edges straight, a 3 mm thick edge band was glued to the resulting 560 mm × 560 mm boards. In order to provoke cracks and to replicate regular occurring cutouts a 55 mm × 5 mm slit for a plate joiner was machined in each side of the boards. The boards were stored for 14 days in a climate at 20 °C/25% RH, followed by 14 days at 20 °C/10% RH, and final storage for 24 h at 50 °C. The development of cracks was recorded after each climate.
3. Results
Table 1 shows the laminates’ tensile strength Ft438 (Ft438 = Tensile strength for samples according to EN 438-2 (23)) and the shrinkage after 6, 24, and 240 h storage at 50 °C. It needs to be stressed that the measured tensile strength Ft438 represents the tensile strength of samples according to EN 438-2 (23) and does not represent the tensile strength Ft of the material. Due to the hole drilled in the centre of the sample, stress concentrations are present in the EN 438 (23) samples. The calculated factor including this stress concentration is 2.52. The tensile strength Fc of the laminates is therefore approximately 2.5 times higher than the values of Ft438 presented here.

Table 1.
The thickness (climate 23 °C/50% RH), tensile strength Ft438 (span min-max in italics), and shrinkage of 43 laminates after storage at 50 °C for 6, 24, and 240 h. Laminates that showed cracks after removal from the cramps are highlighted with red text. The four laminates chosen for the further test are highlighted by an asterisk.
Laminates that broke into pieces either before or during the opening of the clamps are highlighted with bold text in Table 1. In most cases, the cracking happened while opening the clamps. This can be attributed to the additional stresses in the diagonal direction that occur while opening the first screw. In each case, all three replicas of the 6 h-testing showed the same performance: either all samples stayed intact, or all samples were broken. Small cracks without complete fracture of the samples were never observed. The good reproducibility of the test, even with only one replicate (confirming the standard), can therefore be assumed.
The time to reach the equilibrium moisture content during storage at 50 °C is displayed for five laminates in Figure 3. After the 6 h storage, according to EN 438-2, the thin laminate L6 reached approximately 80% of its mass loss to final equilibrium. At the same time, only 30% of their mass loss to equilibrium was reached by the thicker laminates. Consequently, the laminate L6 took 4 days to reach equilibrium, the laminates L15, L20, and L35 reached equilibrium almost identically after 10 days and the thickest of the tested laminates (L42) almost reached its equilibrium moisture content after 14 days. The 240-h storage can therefore be safely assumed to represent equilibrium or almost equilibrium and is a suitable span for the improved differentiation of the resistance to cracking.
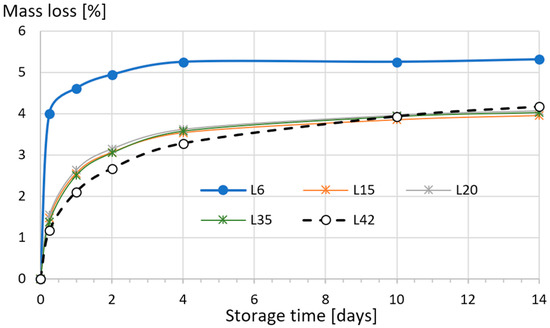
Figure 3.
Mass loss of five laminates during 14 days of storage at 50 °C.
The two measurements of the length, one within the 50 °C climate chamber and the other after cooling the samples to 23 °C, are displayed in Figure 4. In this figure, the Y-axis intercept of the least squares fit was intentionally set to 0.05. This value derives from the coefficient of thermal expansion, 17 × 10−6/K, reported for HPL [19]. Nevertheless, this seemingly perfect correlation should be regarded with care as there are further problems that might have neutralized themselves, i.e., the RH within the laboratory (which was not documented) where the two ovens were placed. A possible change from 40% RH to 60% RH in the laboratory increases the RH in the oven from 8.3% to 12.5%. This effect can also be regarded as a general weakness of the EN 438-2 (23) testing because the RH of the room where the oven stands is not specified. In addition, within 10 min after taking the samples from the oven and cooling them down, a small change in length may have taken place by the uptake of moisture. Additionally, the measurements were made on two different sets of samples by different persons.
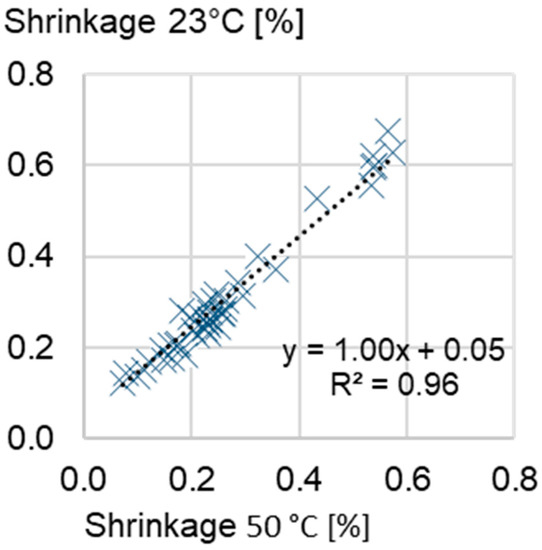
Figure 4.
The correlation of the shrinkage (6 h, 24 h, and 240 h) measured at 50 °C and after cooling to 23 °C. The y-axis intercept was intentionally set as 0.05 as this value represents the calculated thermal elongation.
The mass and shrinkage of all laminates (samples cooled down to 23 °C) correlate with a coefficient of determination (R²) of 0.74. When the laminates are regarded separately, the R² for the laminates L1 to L7 and laminates L8 to 43 is 0.96 and 0.91, respectively (Figure 3 and Figure 4). This good correlation between shrinkage and mass loss allows a good estimation of the shrinkage by solely measuring the mass loss. The precise measurement of the length is challenging and time-consuming. Therefore, the exclusive measurement of the mass may facilitate future laminate testing. The results also indicate the different components of the laminates L1 to L7 compared to the laminates L8 to L43. FTIR-spectroscopy revealed that the backing layer, which accounts for approximately one-third of the thickness of laminates L1 to L7 consists of pure paper (cellulose), whereas all the other laminates had a backing impregnated with phenolic resin or melamine resin (Figure 5).
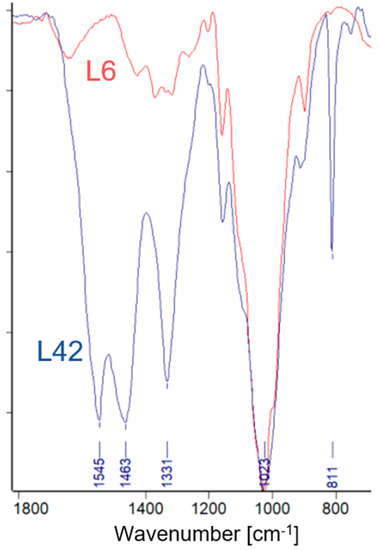
Figure 5.
FTIR spectra of the backing layers of L6 and L42. The absorption at 811 cm−1 represents melamine. The backing layer of L6 shows no signs of melamine and consists primarily of pure cellulose.
Under the assumption of negligible water uptake of the resin itself, the higher mass loss of the laminates L1–L7 can be explained by the higher proportion of paper fibre compared to the amount of resin.
The higher proportion of paper explains the higher shrinkage of the laminates with a paper backing. The shrinkage of the backing paper alone was determined as 1.5%, 1.53%, and 1.6% after 6, 24, and 240 h storage at 50 °C. A shrinkage of 1.5% is twice as high as the overall shrinkage of the laminates with a paper backing and almost four times the shrinkage of all other laminates. Assumingly, the high shrinkage of the paper backing can be regarded as a relevant cause for the high shrinkage of the laminates L1–L7.
Three laminates did not pass the standard 6 h testing period. These laminates had a pure paper backing and had both a rather low tensile strength and a high shrinkage. After 24 h storage, another five laminates failed. With one exception (laminate L11), only the laminates with a pure paper backing failed. After 240 h, 21 of the 43 laminates had failed. A relevant dependency on shrinkage or tensile strength of the laminates failing within the 240-h storage was not observable and an important contribution of the MOE (which was not determined) or other unknown factors determined the cracking behaviour.
The results demonstrate the potential of gaining additional trust in the resistance to cracking of a laminate by exceeding the testing time until the equilibrium is reached. It needs to be emphasized that the equilibrium was not reached during the standards’ test time interval of 6 h which reveals possible discrimination of thin laminates by the standard method. Due to the volume-to-surface ratio, the thinner materials dry and possibly crack faster than the thicker ones in the standard test. At present, it is not known whether thinner laminates are more prone to cracking than thicker ones in real service conditions. Theoretically, even the opposite might be possible by more pronounced moisture differences between the laminates and the carrier board. It also needs to be considered that the adhesive used for gluing the laminate on the particle board may possibly alter the situation, i.e., the adhesive penetrating the pure paper-backing (but not the resin-impregnated backings) may significantly alter the strength of the backing and increase the resistance to cracking. These aspects were integrated into the test as described in the following paragraph.
Properties of Laminates on Carrier Boards
After 14 days at 25% RH and the subsequent 14 days at 10% RH, no mentionable cracks were observed on the 560 mm × 560 mm laminate-covered boards. Only the following storage at 50 °C for 24 h led to the formation of cracks on 26 of the 126 faces.
By far, the most numerous and longest cracks appeared in the combination of laminate L6, preconditioned at 65% RH, and glued with PVAc on a gypsum board. With this combination, an 80 cm crack length per face originated from the slit and 164 cm of the crack length per face originated independently from the slit (Figure 6); the cracks of all other combinations started at the corners of the slit only. Figure 7 shows the statistical evaluation as the sum of squares of the combined parameters. All displayed factors and combinations are highly significant with p < 0.0001.
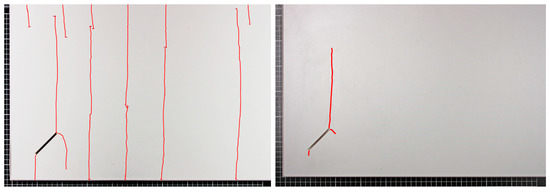
Figure 6.
Cracking pattern of laminate L6 (left) and laminate L 35 (right). The cracks are highlighted with a red marker (the length of the slits is 5 cm).
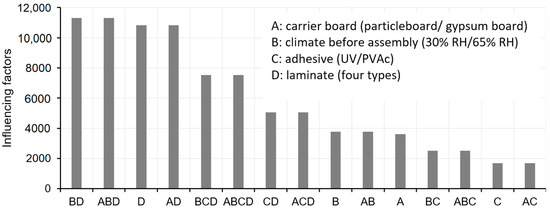
Figure 7.
Sum of squares of the influencing factors (response) on the length of cracking.
The sum of the crack length and the low crack resistance of the laminate L6 corresponded well with the time to crack as determined by EN 438-2 (23) (Table 2). The two laminates that did not crack after 240 h of the prolonged EN 438-2 (23) procedure showed a max of 12 cm cracks per face of the large samples. The laminate failing during the 240 h in the prolonged EN 438-2 (23) procedure had 45 cm and the laminate that failed within 6 h (regular test time of EN 438-2 (23)) showed 244 cm of crack length per face.
Table 2.
Sum of the crack length of the four laminates glued to a carrier board and the corresponding time to crack in the modified EN 438-2 (23) testing.
According to the infrequently reported shrinking values of laminates [11,19,20], particle boards shrink very similarly to laminates (0.006%/% to 0.0103%/% for HPL and 0.0024%/% to 0.01%/% for particle boards). Consequently, the resulting stress in laminates on particle boards may be rather low. The shrinkage of gypsum boards is reported to be 0.0000065%/%) [23]. This almost negligible reaction to moisture may cause significant stresses on laminates in dry conditions. The strong effect of higher drying stresses caused by gluing laminates stored at increased RH demonstrates the strong influence of shrinkage on the occurrence of cracking and confirms the practical observation of a much-increased risk for the cracking of laminates on fireproof mineral-based boards, e.g., in public buildings and passenger ships [17].
For particle boards, which are the typical carrier board for laminates, the coefficient of thermal expansion is reported to be 9 × 10−6/K [19] and 10 to 15 × 10−6/K [24]. With a typical coefficient of 16.7 × 10−6/K, gypsum boards expand in a similar range [23]. The increased cracking on the gypsum board caused by different thermal expansions is seemingly unlikely.
The advantage of using UF as an adhesive for laminates can be traced back to the balanced transfer of stresses into the carrier board. Contrary to what is often assumed in the industry, the higher flexibility of thermoplastic adhesives, e.g., PVAc, may not necessarily contribute to an even stress distribution. As a hypothesis, the higher flexibility may indeed favour stress accumulation by creep in certain areas. This finding is supported by the incidences of assumed higher crack susceptibility of laminates glued with very flexible and rather inhomogeneously applied spray adhesives [17].
Laminates are known to be sensitive to sharp cutaways. The trial demonstrated that at least small internal grooves from plate joiners are not necessarily very critical to all laminates. This confirms the field observation of cracks starting at sharp cutaways that are often accompanied by further cracks in the undisturbed surface.
4. Conclusions
The standard method to test the resistance of laminates to cracking induces tensile stress due to the shrinkage of the laminates. However, the time to reach the maximum shrinkage depends on the thickness of the laminate. In our study, the 0.19 mm thick laminate reached its equilibrium moisture content after four days of storage at 50 °C, but it took 14 days for a 0.78 mm laminate to reach its equilibrium. Consequently, up to 240 h of laminate storage time at 50 °C improved the forecast of the resistance to cracking compared to the 6 h storage in the EN 438-2 (23) test. These results were confirmed in a larger setup with samples of 560 mm × 560 mm (representing, e.g., kitchen furniture doors). Nevertheless, the investigation revealed a very low tendency of cracking for the investigated laminates, and even the laminate that did not pass the EN 438-2 (23) test did not show cracking after 14 days of storage at 25% RH and 10% RH; the cracks only occurred during storage at 50 °C for 24 h. Such conditions are doubtlessly harsher than to be expected in real life conditions. However, the standard test does not seem to be overly mild. The test results confirmed the field observation of an increased risk of laminates cracking on fireproof mineral-based boards. Mineral-based boards show negligible moisture-induced movement while laminates shrink and swell to almost the same degree as particle boards.
Author Contributions
Conceptualization, investigation, writing—review and editing: D.L. and M.M. All authors have read and agreed to the published version of the manuscript.
Funding
This work is part of the IGF Project 18693 N sponsored by the German Federal Ministry for Economic Affairs and Climate Action.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
Data are contained within the article.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Lohmann, U.; Blosen, M. Holz-Lexikon, 4th ed.; DRW-Verl.: Leinfelden-Echterdingen, Germany, 2003; ISBN 3-87181-355-9. [Google Scholar]
- Eyerer, P.; Elsner, P.; Hirth, T. Die Kunststoffe und Ihre Eigenschaften, 1st ed.; Springer: Berlin/Heidelberg, Germany, 2005; ISBN 3-540-21410-0. [Google Scholar]
- Nemli, G. Factors affecting some quality properties of the decorative surface overlays. J. Mater. Process. Technol. 2008, 195, 218–223. [Google Scholar] [CrossRef]
- ICDLI. Processing HPL Compact Laminates, Frankfurt / Main, Germany. 2017. Available online: https://www.icdli.com/TL%20170614%20%20Processing%20HPL%20compact%20laminates.pdf (accessed on 24 October 2022).
- ICDLI. Characteristics and Possibilities of Use for Decorative High Pressure Laminates (HPL), Frankfurt / Main, Germany. 2017. Available online: https://www.pro-hpl.org/assets/uploads/prohpl/files/TL_171218_Characteristcs_and_Possibilities_if_Use_for_Decorative_High_Pressure_Laminates_HPL.pdf (accessed on 24 October 2022).
- Pankoke, W. Development and state of engineering in the continuous production of decorative high-pressure laminates. Holz Roh Werkst. 1981, 39, 271–274. [Google Scholar] [CrossRef]
- Wu, Q.; Suchsland, O. Prediction of Moisture Content and Moisture Gradient of an overlaid particleboard. Wood Fiber. Sci. 1996, 28, 227–239. [Google Scholar]
- Wu, Q. Development of an Interactive Computer Simulation Model for Designing Laminated Composite Panels. 2005. Available online: http://citeseerx.ist.psu.edu/viewdoc/download?doi=10.1.1.704.161&rep=rep1&type=pdf (accessed on 11 January 2019).
- Oehler, H. Schwindung und Verzug von harzbasierten Laminaten. Abschlussbericht Aif 17547 N. 2016. Available online: https://www.aif.de/foerderangebote/igf-industrielle-gemeinschaftsforschung/igf-projektdatenbank.html?tx_igf_search%5Baction%5D=detail&tx_igf_search%5Bcontroller%5D=Search&tx_igf_search%5Bitem%5D=7843&tx_igf_search%5Bterm%5D=Schwindung%20und%20Verzug%20von%20harzbasierten%20Laminaten&cHash=0d96ec06cafed35638a9de4ad06aaf3f (accessed on 24 October 2022).
- Thébault, M.; Kandelbauer, A.; Müller, U.; Zikulnig-Rusch, E.; Lammer, H. Factors influencing the processing and technological properties of laminates based on phenolic resin impregnated papers. Eur. J. Wood Prod. 2017, 75, 785–806. [Google Scholar] [CrossRef]
- Suchsland, O.; Yonggang, F.; Danping, X. The hygroscopic warping of laminated panels. For. Prod. J. 1995, 45, 57–63. [Google Scholar]
- Magina, S.; Santos, M.D.; Ferra, J.; Cruz, P.; Portugal, I.; Evtuguin, D.; Santos, M. High Pressure Laminates with Antimicrobial Properties. Materials 2016, 9, 100. [Google Scholar] [CrossRef] [PubMed]
- Henriques, A.; Almeida, M.; Paiva, N.; Ferra, J.; Martins, J.; Carvalho, L.; Magalhães, F.D. Improving hydrophobic and oleophobic performances of high-pressure laminates. Eur. J. Wood Prod. 2018, 76, 1685–1695. [Google Scholar] [CrossRef]
- Burdurlu, E.; Ozgenc, O. Effect of different layer structures on some resistance characteristics of high-pressure laminates. For. Prod. J. 2009, 59, 69–75. [Google Scholar]
- National Electrical Manufacturers Association. High-Pressure Decorative Laminates; NEMA: Rosslyn, VA, USA, 1905; p. LD 3-2005. [Google Scholar]
- Maloney, T.M. Modern Particleboard and Dry-Process Fiberboard Manufacturing; Miller Freeman: San Francisco, CA, USA, 1977; ISBN 0-87930-063-9. [Google Scholar]
- Lukowsky, D. Failure Analysis of Wood and Wood-Based Products; McGraw-Hill Education: New York, NY, USA; Chicago, IL, USA; San Francisco, CA, USA, 2015; ISBN 9780071839372. [Google Scholar]
- EN 438-2; High-Pressure Decorative Laminates (HPL) Part 2: Determination of Properties. European Committee for Standardization: Brussels, Belgium, 2019.
- Heebink, D.M.; Haskel, H.H. Effect of heat and humidity on the properties of high pressure laminates. For. Prod. J. 1962, 12, 542–548. [Google Scholar]
- Anonymous. HPL in der Außenanwendung: HPL nach EN 438, Frankfurt/Main, Germany. 2015. Available online: https://www.pro-hpl.org/assets/uploads/prohpl/files/HPL_in_der_Aussenanwendung_Juni_2015.pdf (accessed on 24 October 2022).
- Cardarelli, F. Materials Handbook; Springer International Publishing: Cham, Germany, 2018; ISBN 978-3-319-38923-3. [Google Scholar]
- Pizzi, A.; Ibeh, C.C. Aminos. Handbook of Thermoset Plastics; Elsevier: Amsterdam, The Netherlands, 2014; pp. 75–91. ISBN 9781455731077. [Google Scholar]
- Gypsum Association. Gypsum Board Typical Mechanical and Physical Properties GA-235. 2019. Available online: https://www.americangypsum.com/sites/default/files/2022-01/ga-235_gypsum_board_typical_mechanical_and_physical_properties.pdf (accessed on 24 October 2022).
- Niemz, P.; Sonderegger, W.U. Holzphysik: Physik des Holzes und der Holzwerkstoffe; Fachbuchverlag Leipzig im Carl Hanser Verlag: München, Germany, 2017; ISBN 978-3446445260. [Google Scholar]







Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).