

Non-Destructive Assessment of the Functional Diameter and Hydrodynamic Roughness of Additively Manufactured Channels

Abstract
:1. Introduction
2. Materials and Methods
2.1. X-ray Computed Tomography Measurements
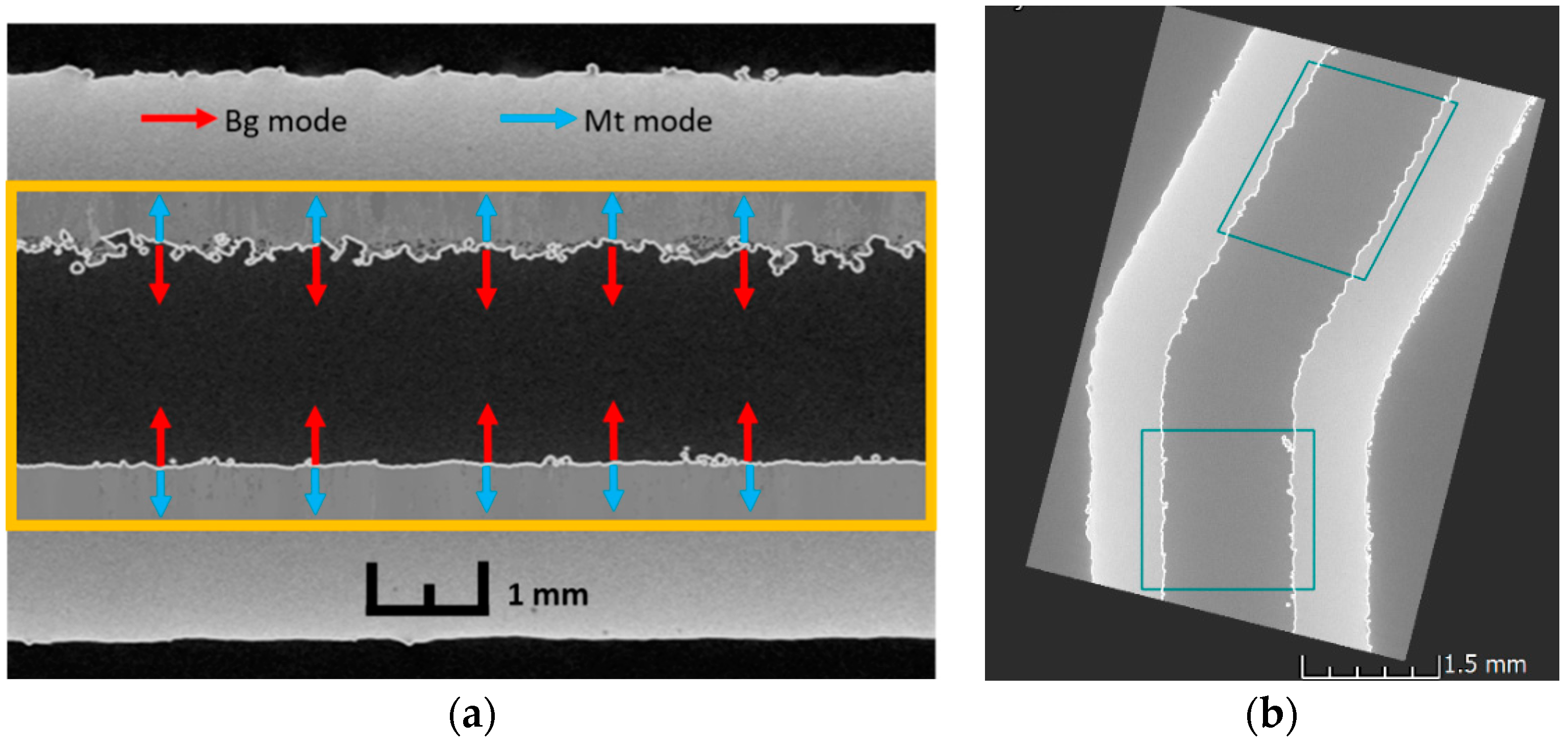
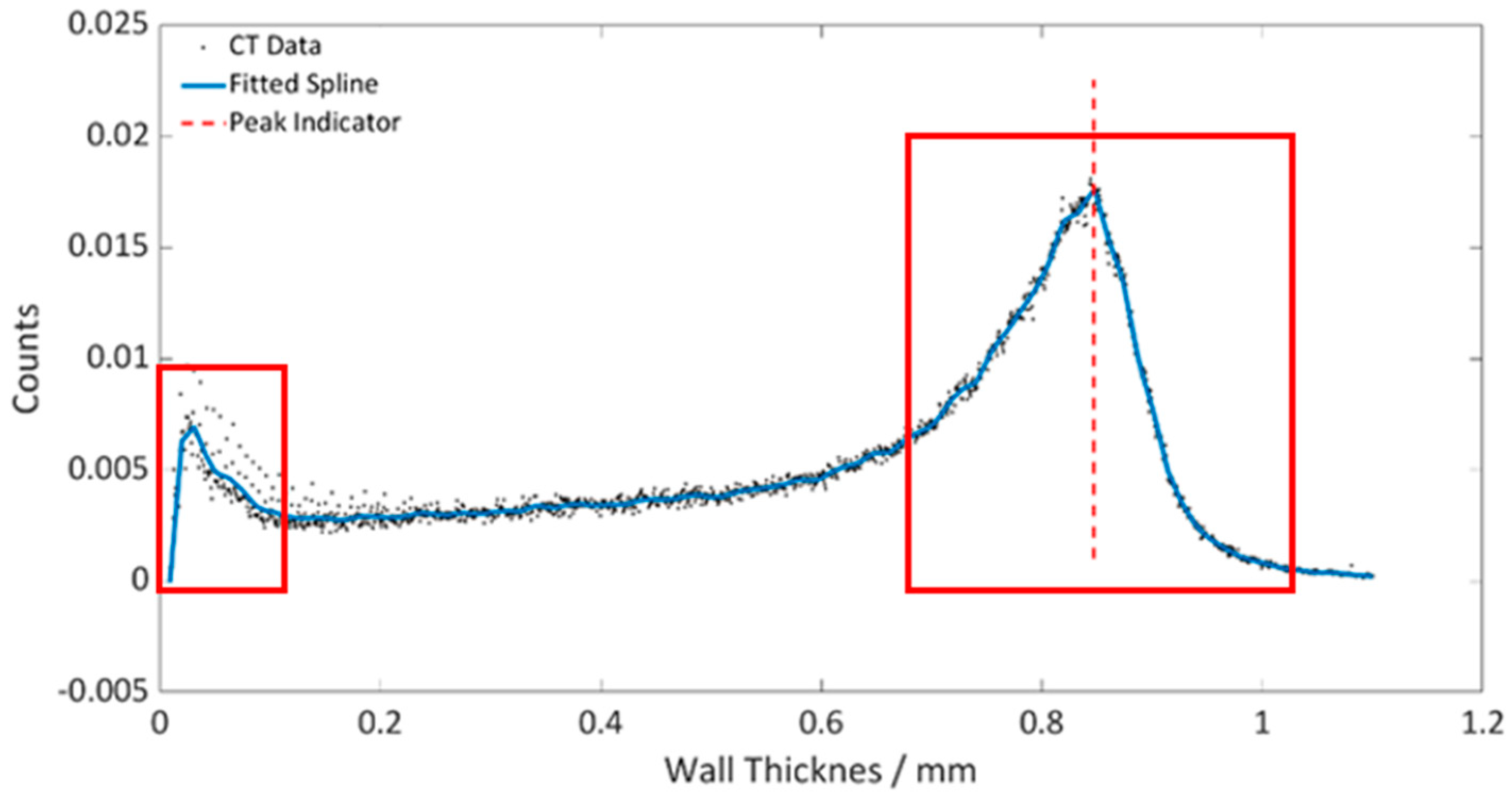
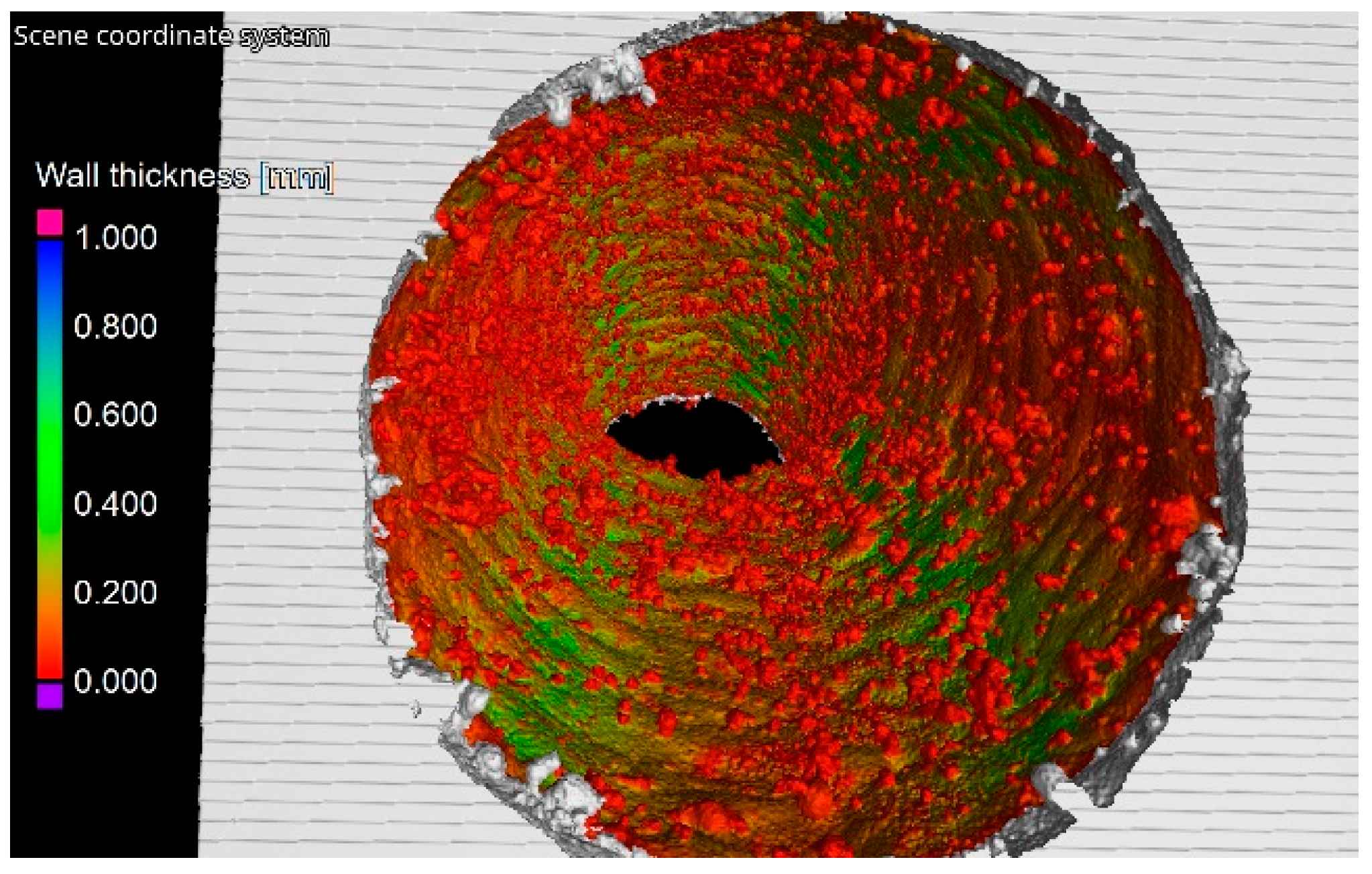
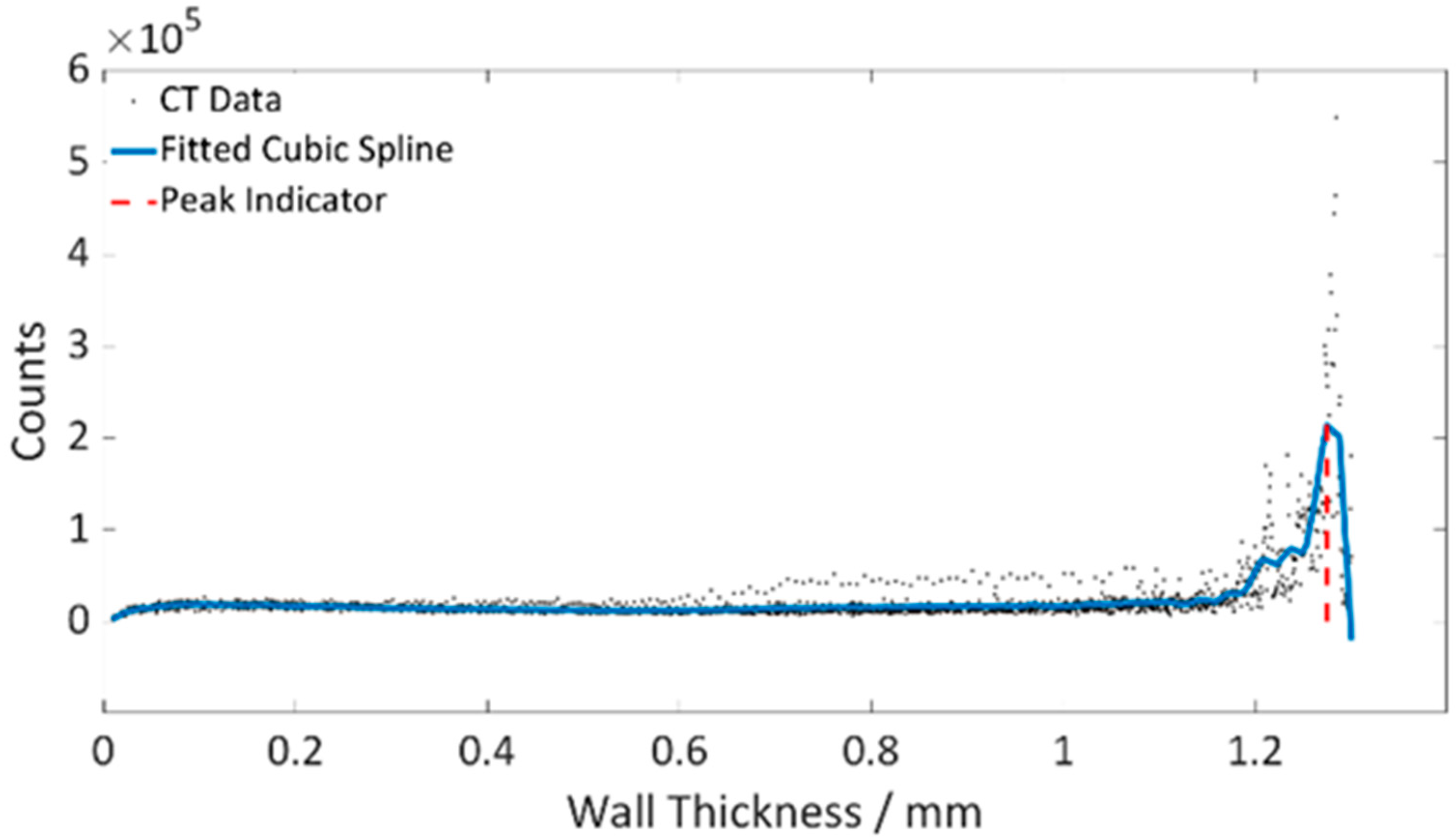
2.2. CT Data Analysis
2.3. Experimental Flow Tests
- —Fluid mass flow rate;
- ΔP—Overall pressure drop.
- ΔPfriction—Pressure drop due to friction (Pa);
- Δh—Head loss due to friction (m);
- l—Length of the channel (m);
- g—Acceleration due to gravity (m/s2);
- fd—Darcy–Weisbach friction factor (no unit);
- ρ—Density of the fluid (kg/m3);
- V—Velocity of the fluid flow (m/s);
- dh—Hydraulic diameter of the channel (m);
- ε—Mean roughness height (m);
- Red—Reynold’s number (no unit).
- P1—Pressure at the inlet of the channel (Pa);
- P2—Pressure at the outlet of the channel (ambient pressure) (Pa);
- fd*—Assumed Darcy–Weisbach friction factor (no unit);
- ξ—Head loss coefficient (no unit);
- V—Velocity of the fluid flow (m/s);
- ρ—Density of the fluid (kg/m3);
- dh—Hydraulic diameter of the channel (m).
3. Results and Discussion
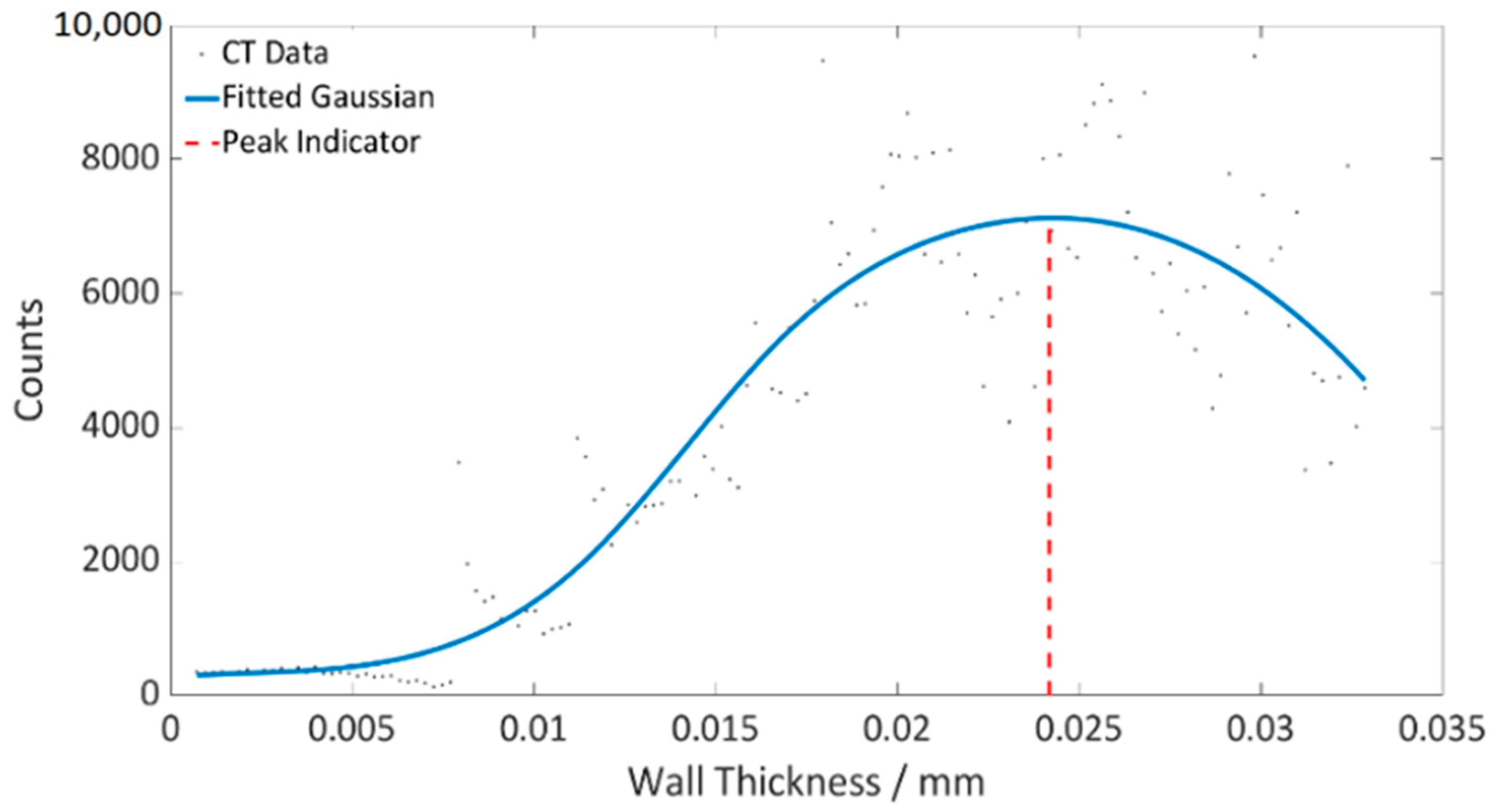
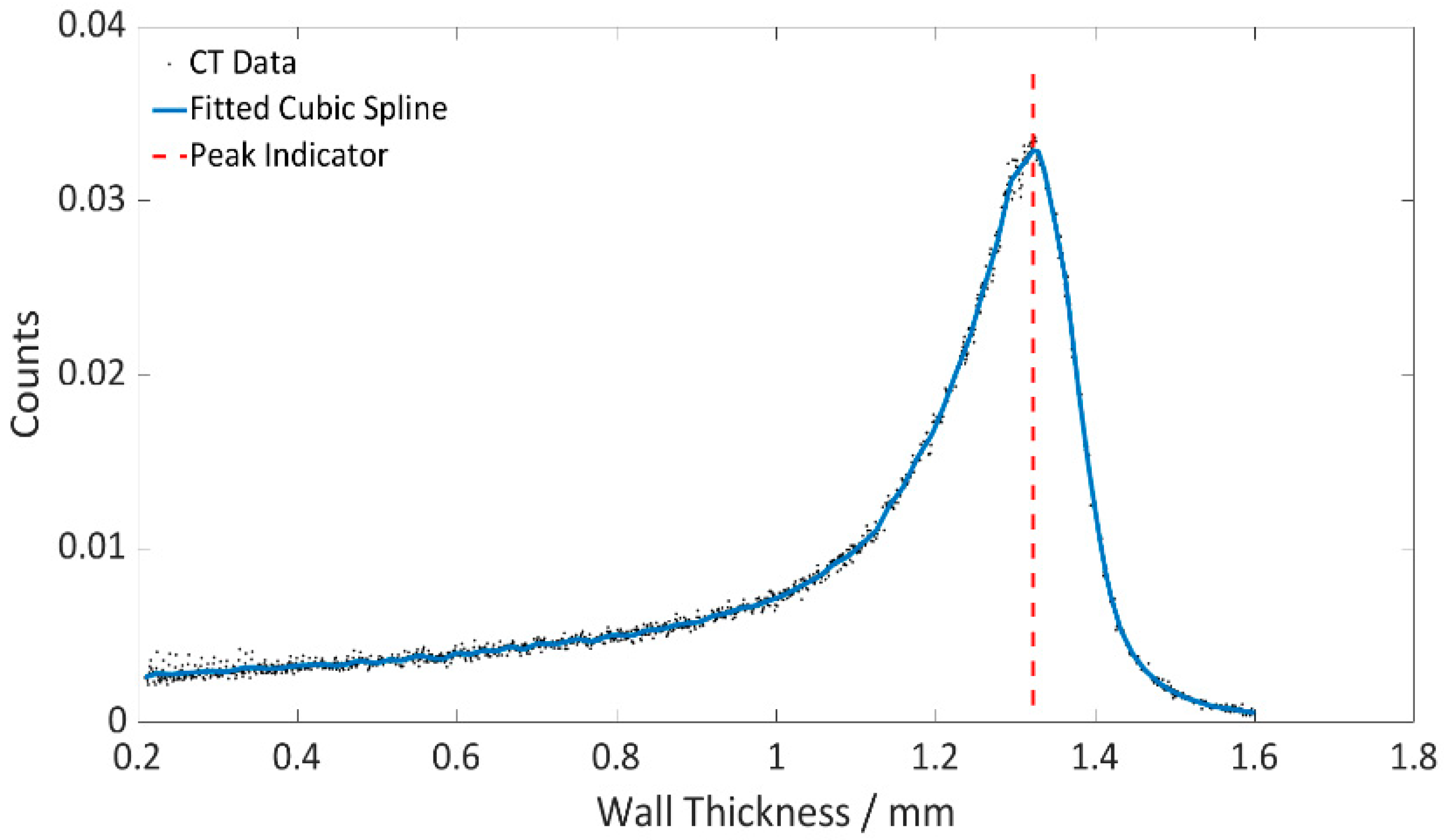
3.1. Wall Thickness Analysis to Determine dmean, deq and msth
3.2. Experimental Flow Test to Determine dh and Aeff
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Brandt, M. Laser Additive Manufacturing Materials, Design, Technologies and Applications; Woodhead Publishing Series in Electronic and Optical Materials: Number 88; Woodhead Publishing: Sawston, UK, 2016. [Google Scholar]
- Han, P. Additive Design and Manufacturing of Jet Engine Parts. Eng. J. 2017, 3, 648–652. [Google Scholar] [CrossRef]
- Chandrabalan, L.; Matoni, E.; Malarco, M.; Del Puglia, E.; Ammannato, L.; Carmignato, S. Investigation on precision of laser powder bed fusion process using statistical process control. In Proceedings of the Joint Special Interest Group Meeting between euspen and ASPE Advancing Precision in Additive Manufacturing, Nantes, France, 16–18 September 2019. [Google Scholar]
- Charles, A.; Elkaseer, A.; Thijs, L.; Hagenmeyer, V.; Scholz, S. Effect of Process Parameters on the Generated Surface Roughness of Down-Facing Surfaces in Selective Laser Melting. J. Appl. Sci. 2019, 9, 1256. [Google Scholar] [CrossRef]
- Chandrabalan, L.; Baier, M.; Meloni, R.; Ammannato, L.; Del Puglia, E.; Carmignato, S. Assessment and verification of mean effective diameter of internal channels fabricated by laser powder bed fusion. Procedia CIRP 2020, 94, 414–418. [Google Scholar] [CrossRef]
- Stimpson, C.K.; Snyder, J.C.; Thole, K.A.; Mongillo, D. Scaling roughness effects on pressure loss and heat transfer of additively manufactured channels. J. Turbomach. 2017, 139, 021003. [Google Scholar] [CrossRef]
- Klingaa, C.G.; Zanini, F.; Mohanty, S.; Carmignato, S.; Hattel, J.H. Characterization of Geometry and Surface Texture of AlSi10Mg Laser Powder Bed Fusion Channels Using X-ray Computed Tomography. Appl. Sci. 2021, 11, 4304. [Google Scholar] [CrossRef]
- Arshad, F.F.; Rieke, H.H. Surface-Roughness Design Values for Modern Pipes. SPE Drill. Complet. 2006, 21, 212–215. [Google Scholar] [CrossRef]
- Stimpson, C.K.; Snyder, J.C.; Thole, K.A.; Mongillo, D. Roughness Effects on Flow and Heat Transfer for Additively Manufactured Channels. J. Turbomach. 2016, 138, 051008. [Google Scholar] [CrossRef]
- Williams, A. Combustion of Liquid Fuel Sprays; Butterworth-Heinemann: Oxford, UK, 1990. [Google Scholar]
- Idel’chik, I.E.; Fried, E. Flow Resistance A Guide for Engineers, 1st ed.; CRC Press: Boca Raton, FL, USA, 1989. [Google Scholar]
- Idel’chik, I.E. Memento des Pertes de Charge: Coefficients de Pertes de Charges Singulieres et de Perte de Charges par Frottement, 3rd ed.; Eyrolles: Paris, France, 1986. [Google Scholar]
- Kraemer, A.; Lanza, G. Assessment of the measurement procedure for dimensional metrology with X-ray computed tomography. In Proceedings of the 14th CIRP Conference on Computer Aided Tolerancing (CAT), Gothenburg, Sweden, 18–20 May 2016; pp. 362–367. [Google Scholar]
- Aloisi, V.; Carmignato, S. Influence of surface roughness on X-ray computed tomography dimensional measurements of additive manufactured parts. Case Stud. Nondestruct. Test. Eval. 2016, 6, 104–110. [Google Scholar] [CrossRef]
- Carmignato, S.; Dewulf, W.; Leach, R. Industrial X-ray Computed Tomography; Springer International Publishing: Berlin/Heidelberg, Germany, 2018; ISBN 978-3-319-59571-9. [Google Scholar]
- Kruth, J.P.; Bartscher, M.; Carmignato, S.; Schmitt, R.; de Chiffre, L.; Weckenmenn, A. Computed Tomography for Dimensional Metrology. CIRP Ann. Manuf. Technol. 2011, 60, 821–842. [Google Scholar] [CrossRef]
- Baier, M.; Sinico, M.; Witvrouw, A.; Dewulf, W.; Carmignato, S. A novel tomographic characterisation approach for sag and dross defects in metal additively manufactured channels. Addit. Manuf. 2021, 39, 101892. [Google Scholar] [CrossRef]
- Zanini, F.; Sbettega, E.; Sorgato, M.; Carmignato, S. New Approach for Verifying the Accuracy of X-ray Computed Tomography Measurements of Surface Topographies in Additively Manufactured Metal Parts. J. Nondestruct. Eval. 2019, 38, 12. [Google Scholar] [CrossRef]
- Kilpatrick, E.; Sung, K. Roughness effects on flow and heat transfer in a ribbed duct considering additive manufacturing. In Proceedings of the Global Power and Propulsion Society Forum, Zurich, Switzerland, 10–12 January 2018. [Google Scholar]
- Nikuradse, J. Stromungsgesetz in rauhren rohren, vDI Forschungshefte 361. English translation: Laws of flow in rough pipes. In Technical Report, NACA Technical Memorandum, 1292; National Advisory Commission for Aeronautics (NASA): Washington, DC, USA, 1933. [Google Scholar]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Value |
|---|---|
| Power | 6.8 W |
| Voltage | 170 kV |
| Exposure time | 2 s |
| Number of projections | 2000 |
| Filter | 0.5 mm tin |
| Part | ROI | dnom/mm | deq/mm (Cubic Spline) | deq/mm (Gaussian Fit) | dmean/mm (Cubic Spline) | dmean/mm (Gaussian Fit) | msth/mm (Cubic Spline) | msth/mm (Gaussian Fit) |
|---|---|---|---|---|---|---|---|---|
| N1 | F | 1.5 | 1.27 | 1.27 | 1.31 | 1.33 | 0.024 | 0.024 |
| N1 | S | 1.5 | 1.29 | 1.29 | 1.32 | 1.33 | 0.024 | 0.023 |
| N1 | I | 1.5 | 1.29 | 1.29 | 1.32 | 1.32 | 0.024 | 0.024 |
| N2 | F | 1 | 0.79 | 0.78 | 0.85 | 0.84 | 0.023 | 0.023 |
| N2 | S | 1 | 0.79 | 0.79 | 0.85 | 0.85 | 0.023 | 0.022 |
| N2 | I | 1 | 0.79 | 0.78 | 0.85 | 0.85 | 0.023 | 0.023 |
| ΔP (Pa) | H (m) | (kg/s) | Aeff (mm2) | dh (mm) (Flow Test) | deq (mm) (CT) | msth (mm) | fd (No Unit) | V (m/s) | Red (No Unit) | Flow Number (No Unit) |
|---|---|---|---|---|---|---|---|---|---|---|
| 90,500 | 9.23 | 0.0084 | 1.15 | 1.22 | 1.27 | 0.024 | 0.0547 | 7.36 | 8081 | 0.0088 |
| 82,500 | 8.41 | 0.0080 | 1.15 | 1.22 | 1.27 | 0.024 | 0.0548 | 7.02 | 7723 | 0.0088 |
| 69,500 | 7.09 | 0.0074 | 1.15 | 1.22 | 1.27 | 0.024 | 0.0551 | 6.45 | 7129 | 0.0089 |
| 62,000 | 6.32 | 0.0071 | 1.16 | 1.22 | 1.27 | 0.024 | 0.0553 | 6.09 | 6760 | 0.009 |
| 46,500 | 4.74 | 0.0062 | 1.16 | 1.22 | 1.27 | 0.024 | 0.00559 | 5.26 | 5860 | 0.009 |
| ΔP (Pa) | H (m) | (kg/s) | Aeff (mm2) | dh (mm) (Flow Test) | deq (mm) (CT) | msth (mm) | fd (No Unit) | V (m/s) | Red (No Unit) | Flow Number (No Unit) |
|---|---|---|---|---|---|---|---|---|---|---|
| 197,500 | 20.14 | 0.0041 | 0.467 | 0.77 | 0.79 | 0.023 | 0.064 | 8.75 | 6157 | 0.0029 |
| 185,500 | 18.91 | 0.0039 | 0.467 | 0.77 | 0.79 | 0.023 | 0.064 | 8.47 | 5962 | 0.0029 |
| 166,500 | 16.97 | 0.0037 | 0.467 | 0.77 | 0.79 | 0.023 | 0.0643 | 8.02 | 5644 | 0.0029 |
| 153,000 | 15.60 | 0.0036 | 0.467 | 0.77 | 0.79 | 0.023 | 0.0645 | 7.69 | 5422 | 0.0029 |
| 141,500 | 14.42 | 0.0035 | 0.467 | 0.77 | 0.79 | 0.023 | 0.0646 | 7.34 | 5211 | 0.0029 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chandrabalan, L.; Baier, M.; Meloni, R.; Pieri, M.; Ammannato, L.; Del Puglia, E.; Carmignato, S. Non-Destructive Assessment of the Functional Diameter and Hydrodynamic Roughness of Additively Manufactured Channels. Appl. Sci. 2023, 13, 5911. https://doi.org/10.3390/app13105911
Chandrabalan L, Baier M, Meloni R, Pieri M, Ammannato L, Del Puglia E, Carmignato S. Non-Destructive Assessment of the Functional Diameter and Hydrodynamic Roughness of Additively Manufactured Channels. Applied Sciences. 2023; 13(10):5911. https://doi.org/10.3390/app13105911
Chicago/Turabian StyleChandrabalan, Lokesh, Markus Baier, Roberto Meloni, Marco Pieri, Luca Ammannato, Eugenio Del Puglia, and Simone Carmignato. 2023. "Non-Destructive Assessment of the Functional Diameter and Hydrodynamic Roughness of Additively Manufactured Channels" Applied Sciences 13, no. 10: 5911. https://doi.org/10.3390/app13105911