
Structural Design and Numerical Analysis of an All-Metal Screw Motor for Drilling Applications in High-Temperature and High-Pressure Environments in Ultra-Deep Wells

Abstract
:1. Introduction
2. All-Metal Screw Motor Structure Design
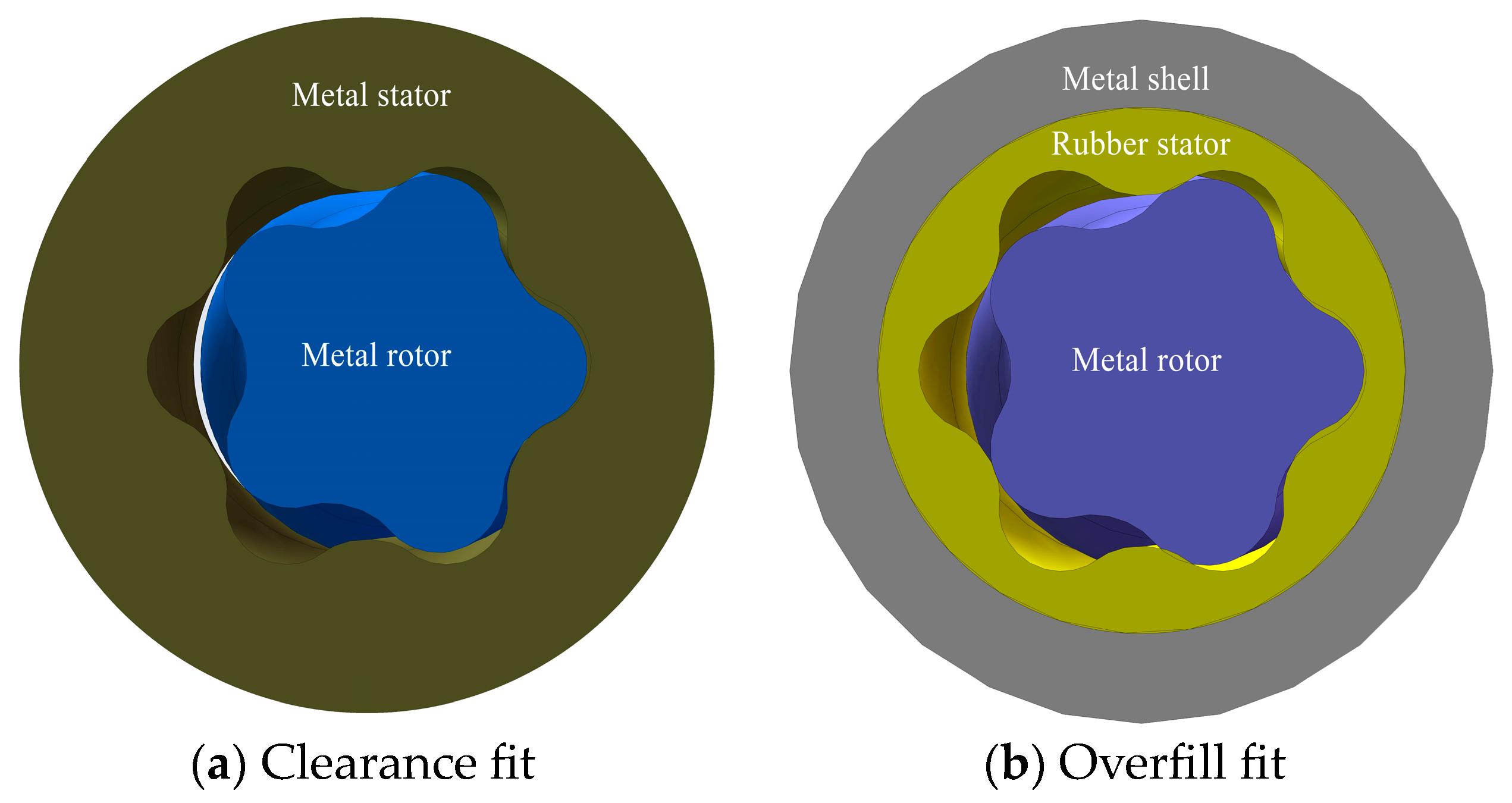
2.1. All-Metal Screw Motor Mating Method Design
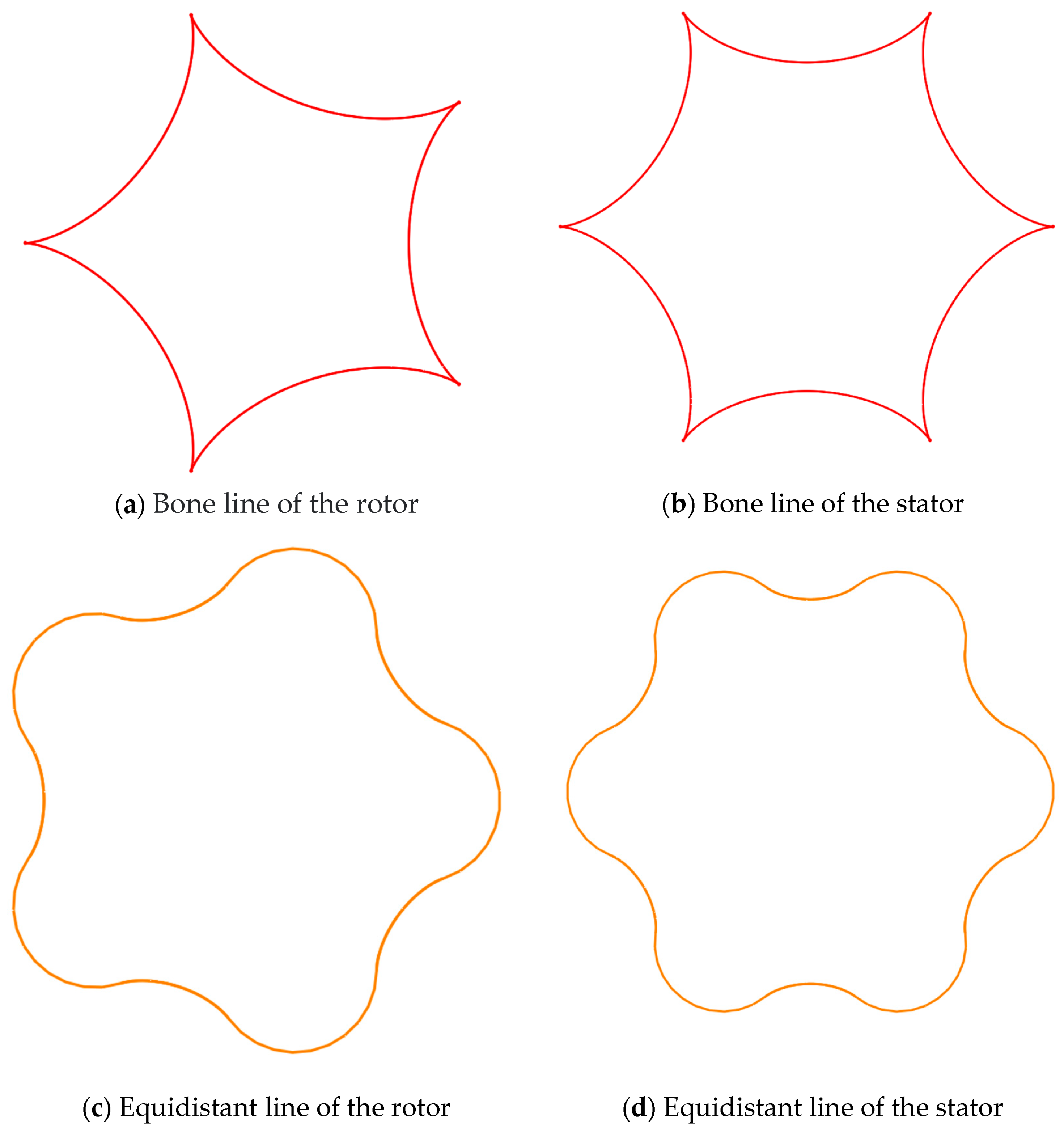
2.2. All-Metal Screw Motor Surface Linear Design
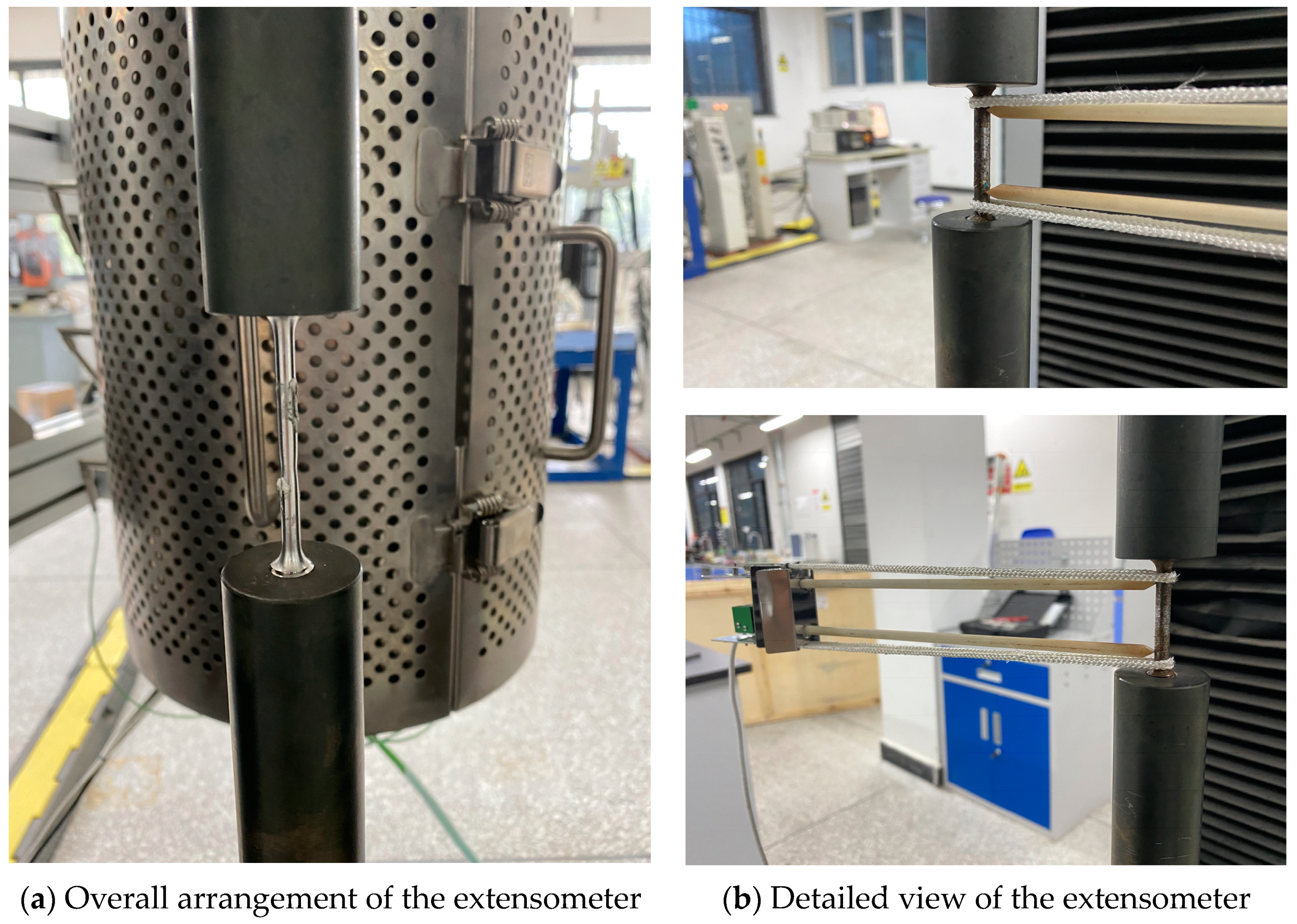
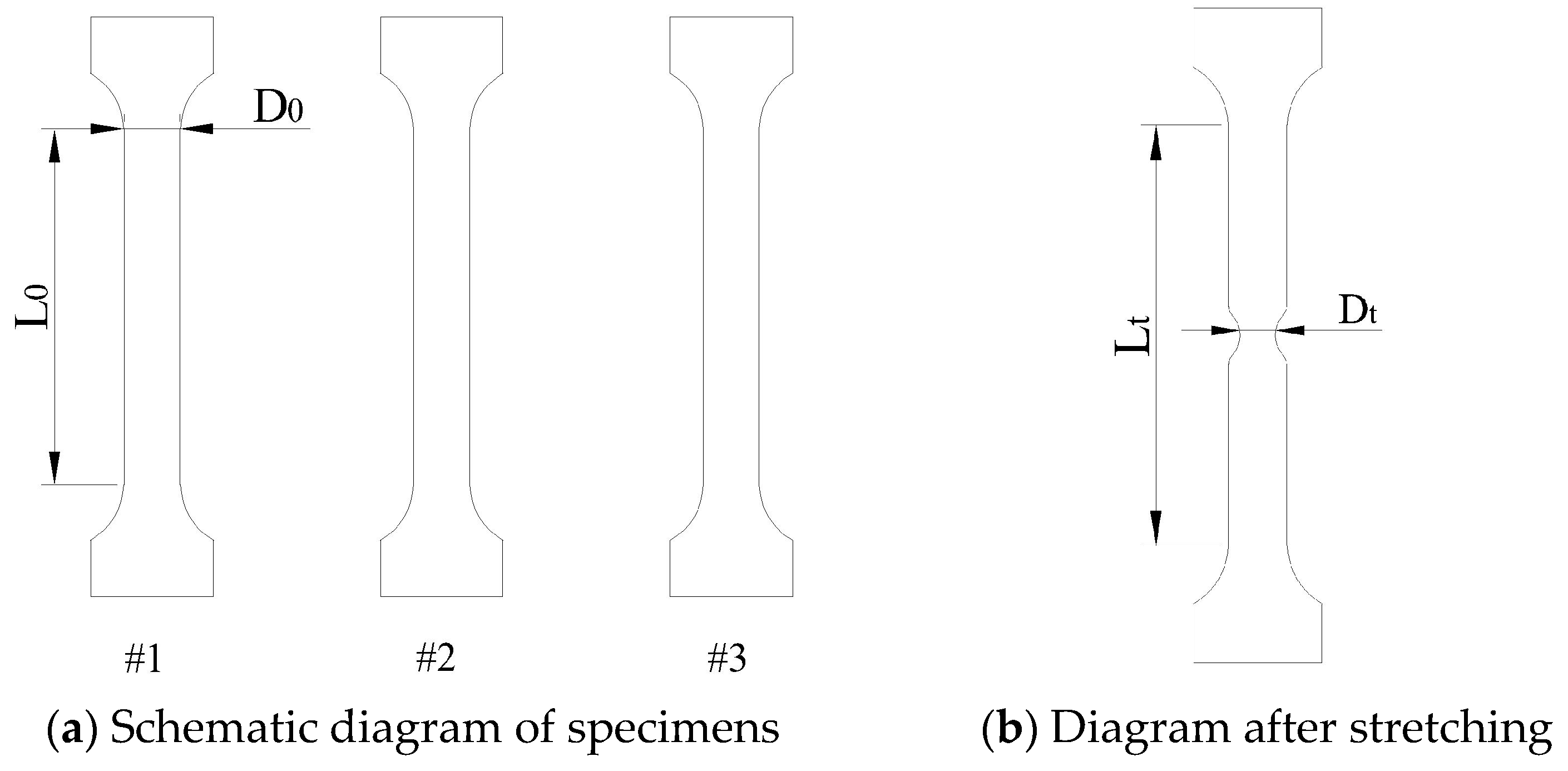
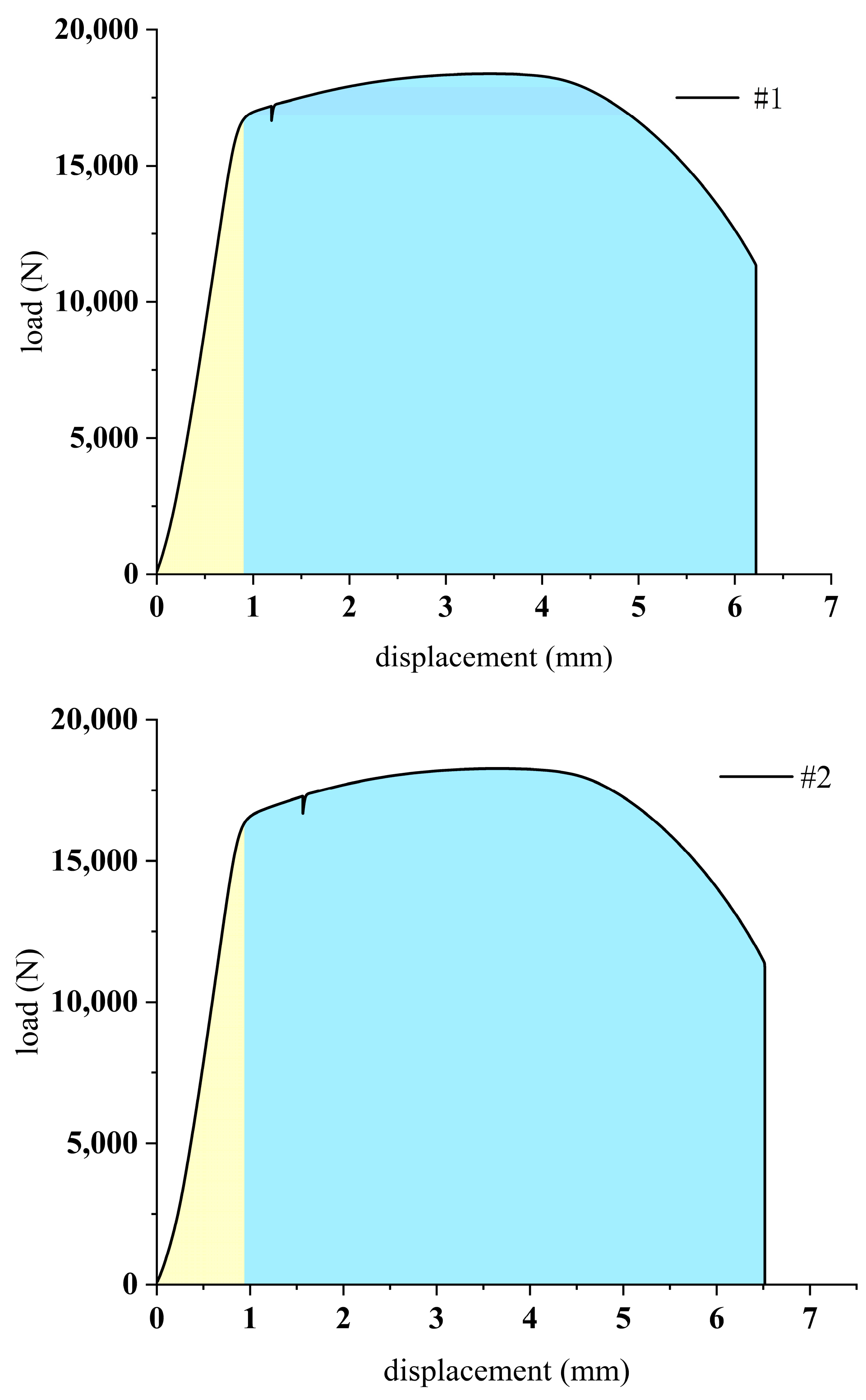
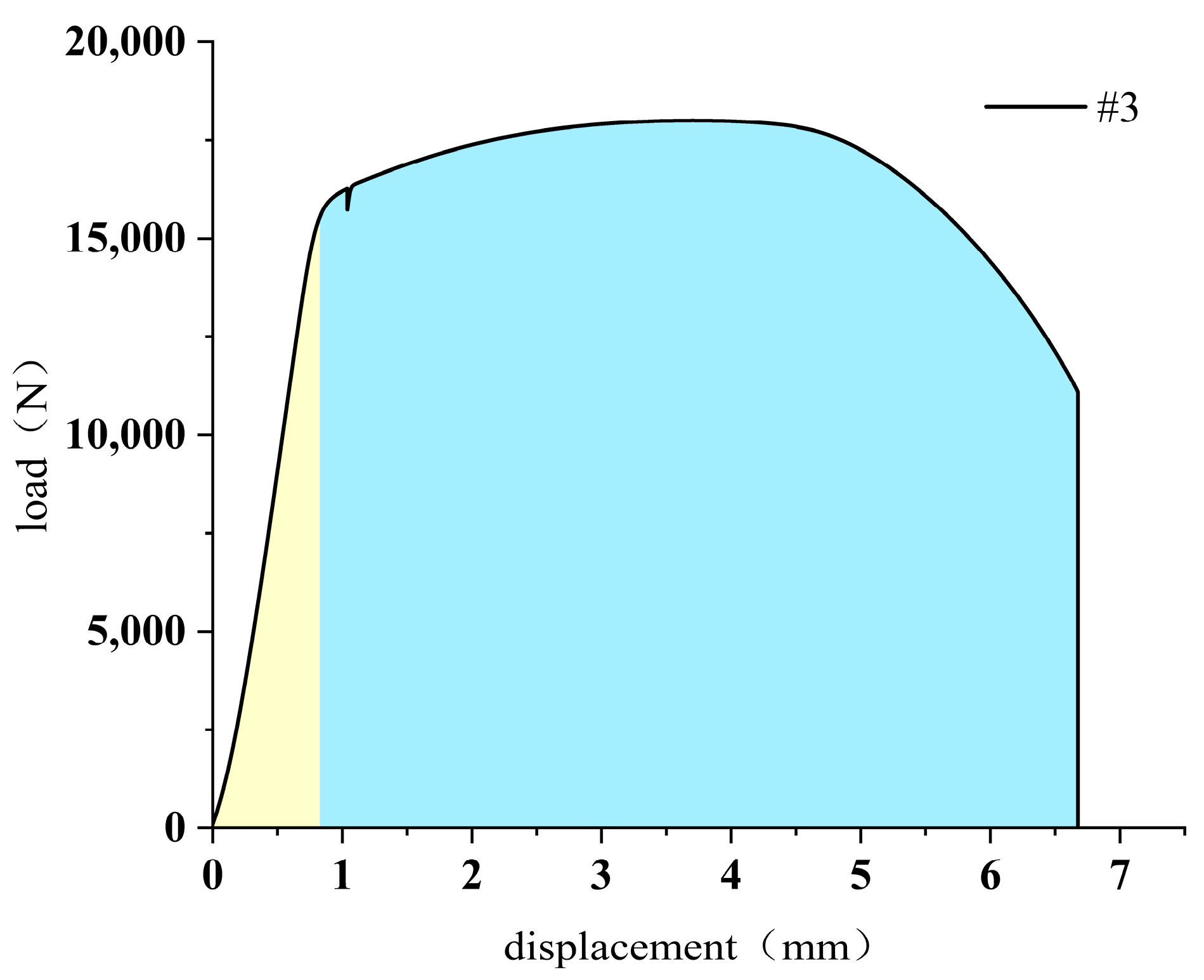
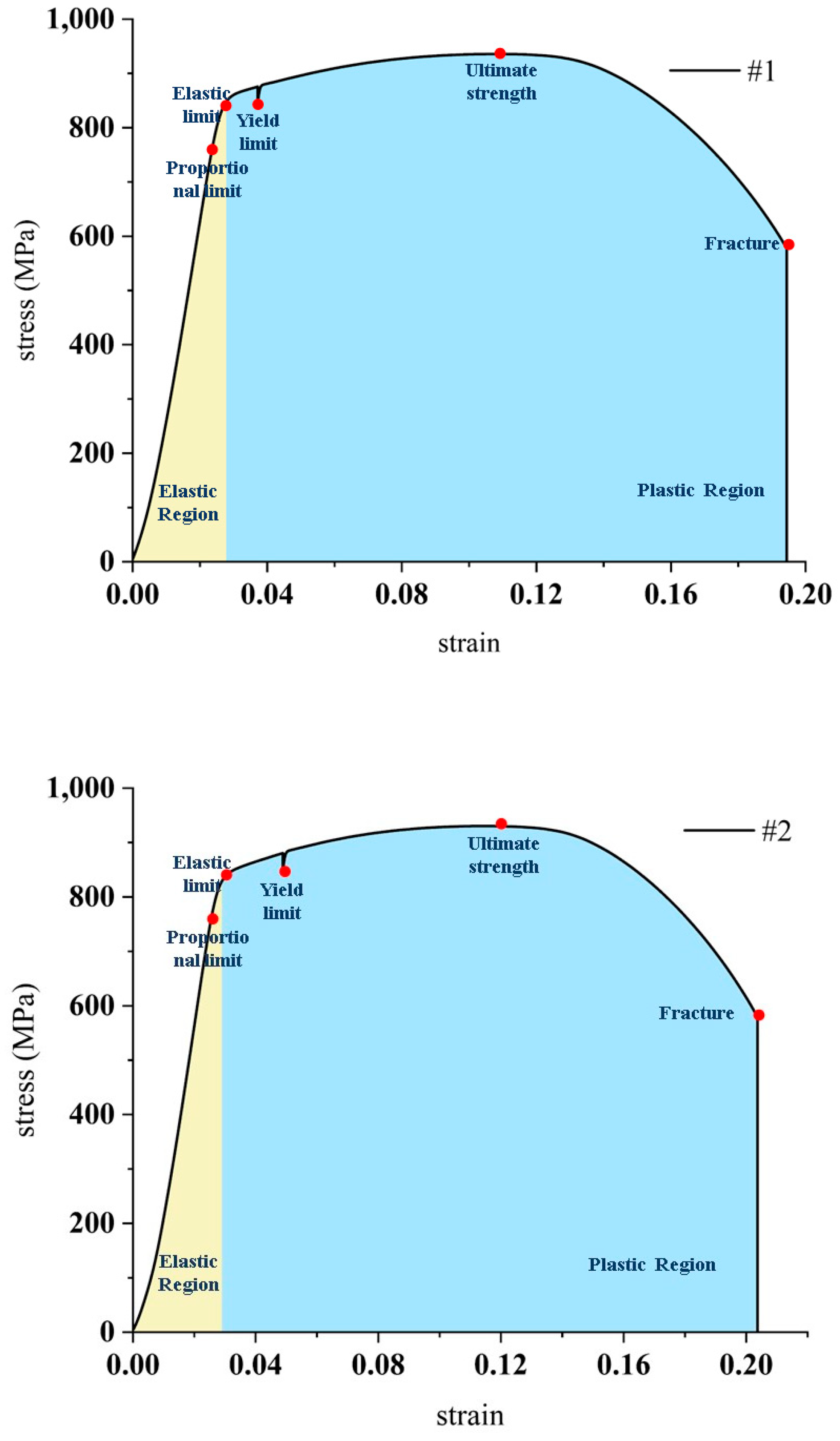
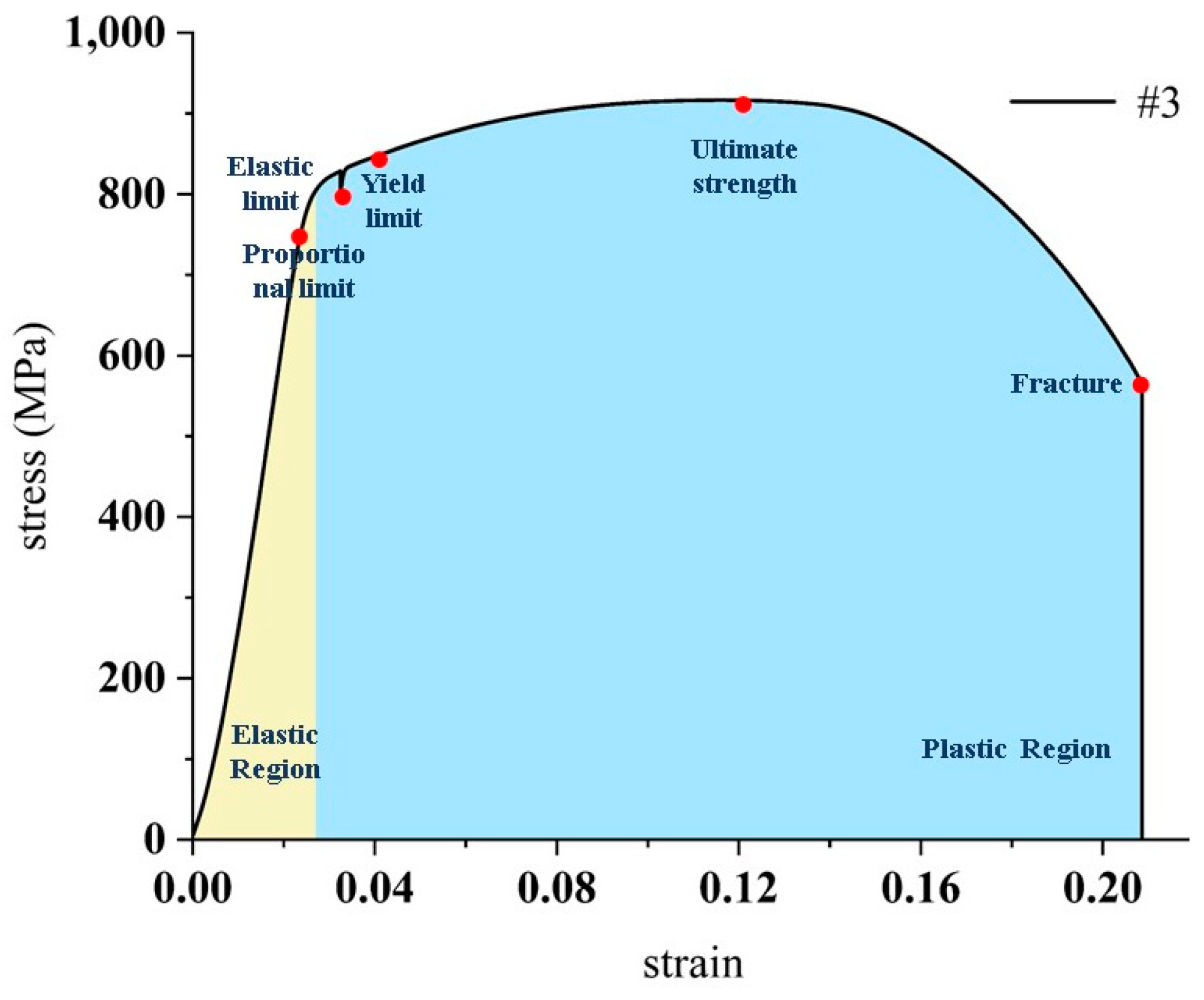
3. Mechanical Properties of 40CrNiMo Alloy Steel for All-Metal Screw Motors
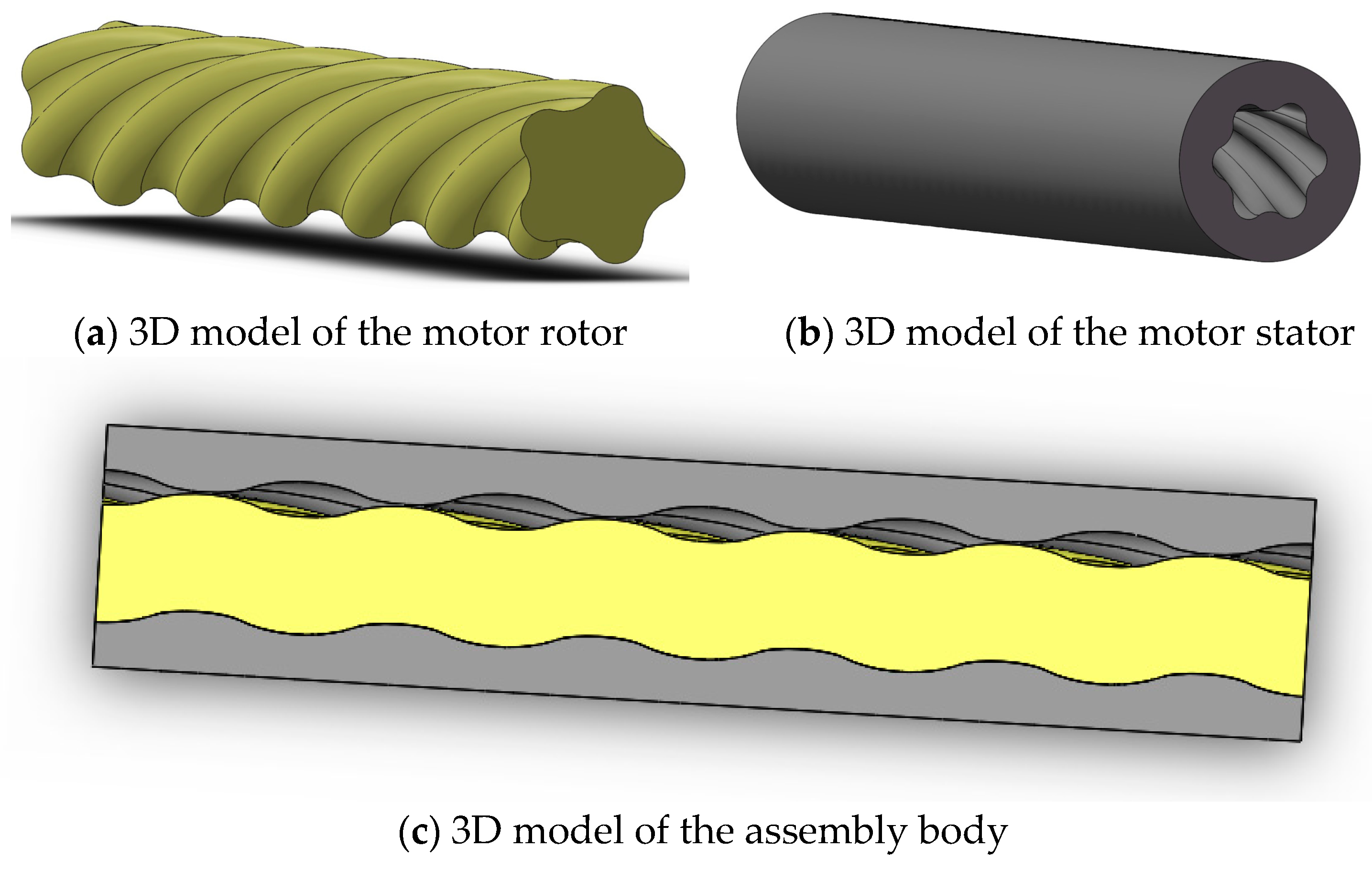
4. All-Metal Screw Rod Motor Modelling
5. Deformation Characteristics of the All-Metal Spiral Motor Stator at Different Temperatures and Pressures and Temperature–Pressure Joint Influence
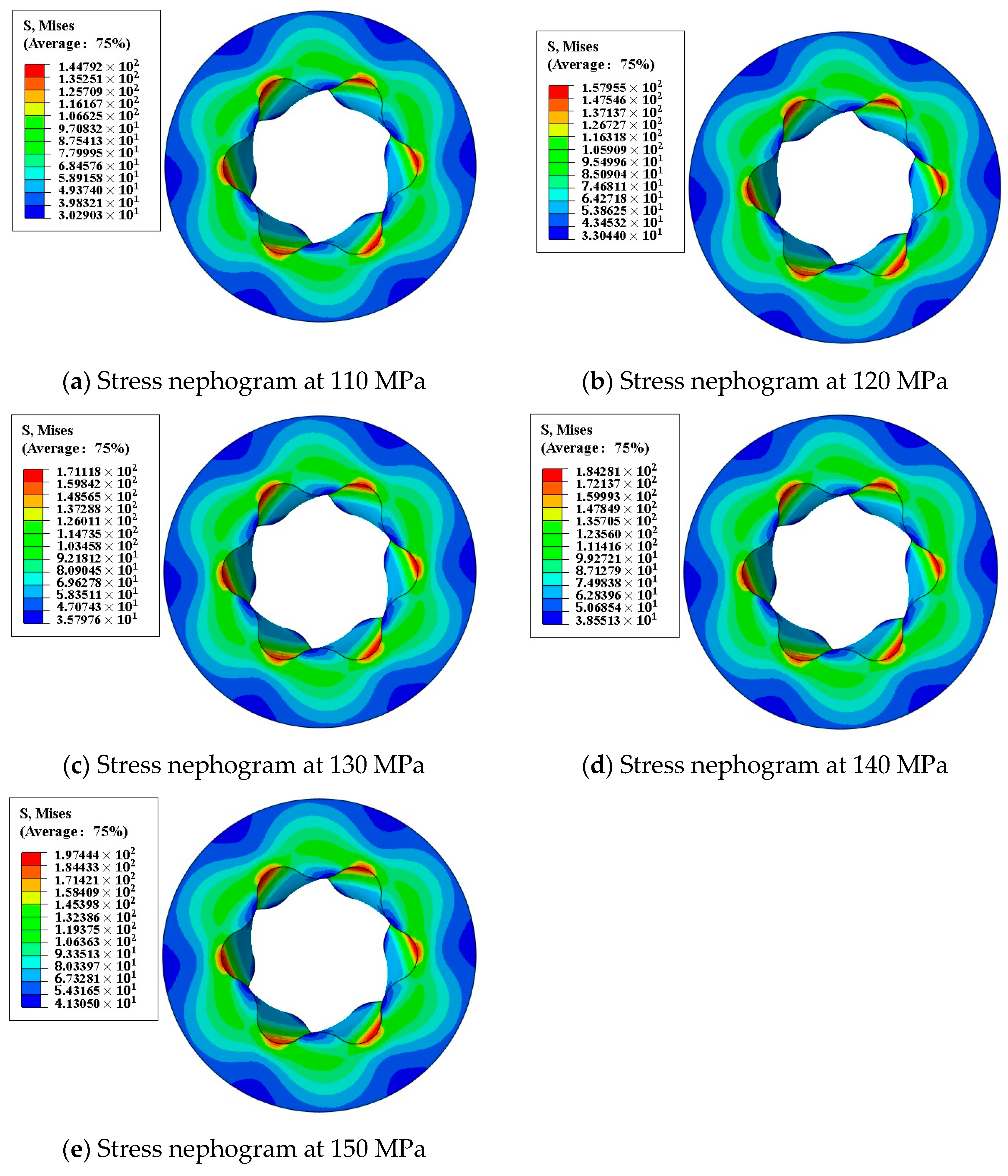
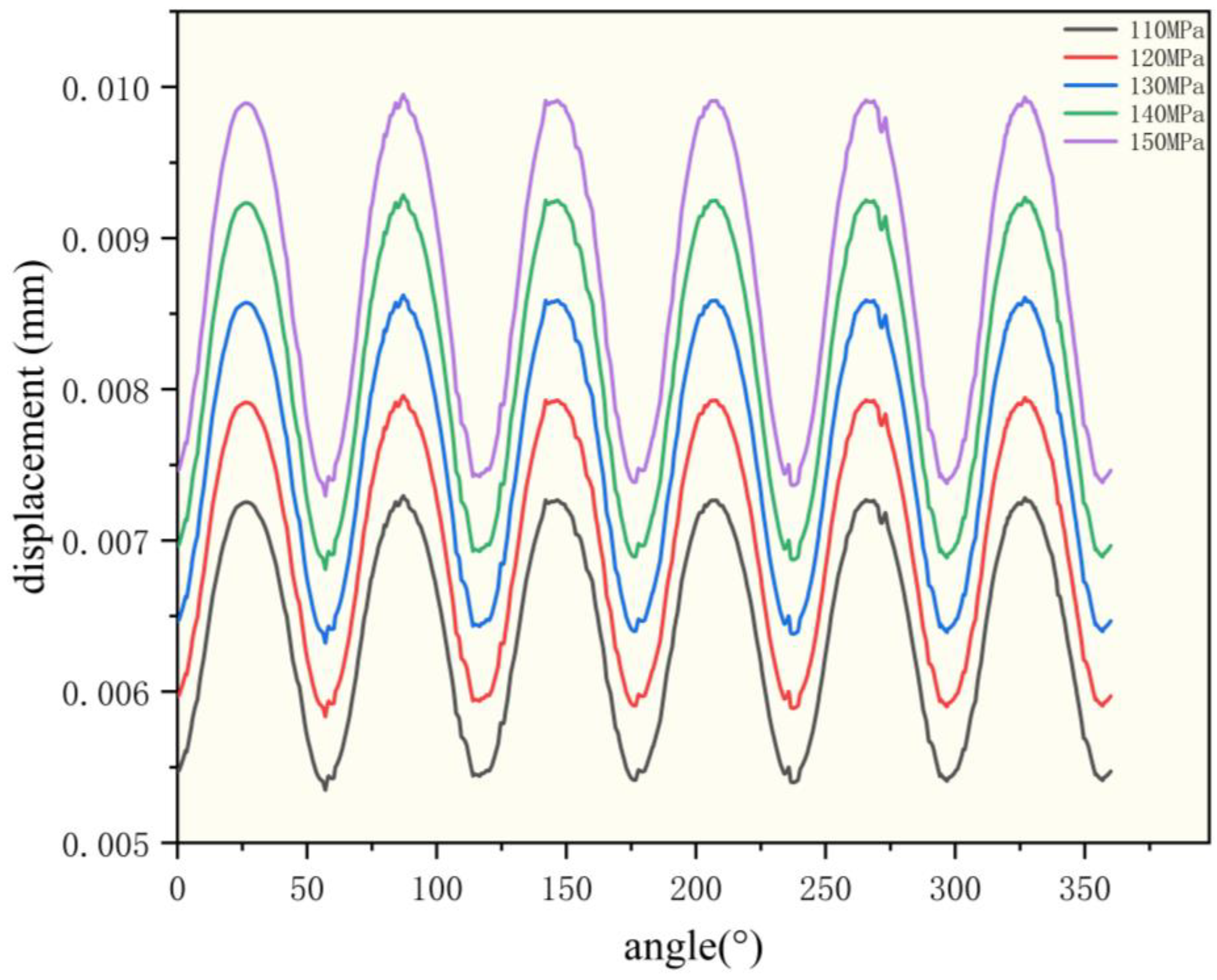
5.1. Influence of Drilling Fluid Pressure
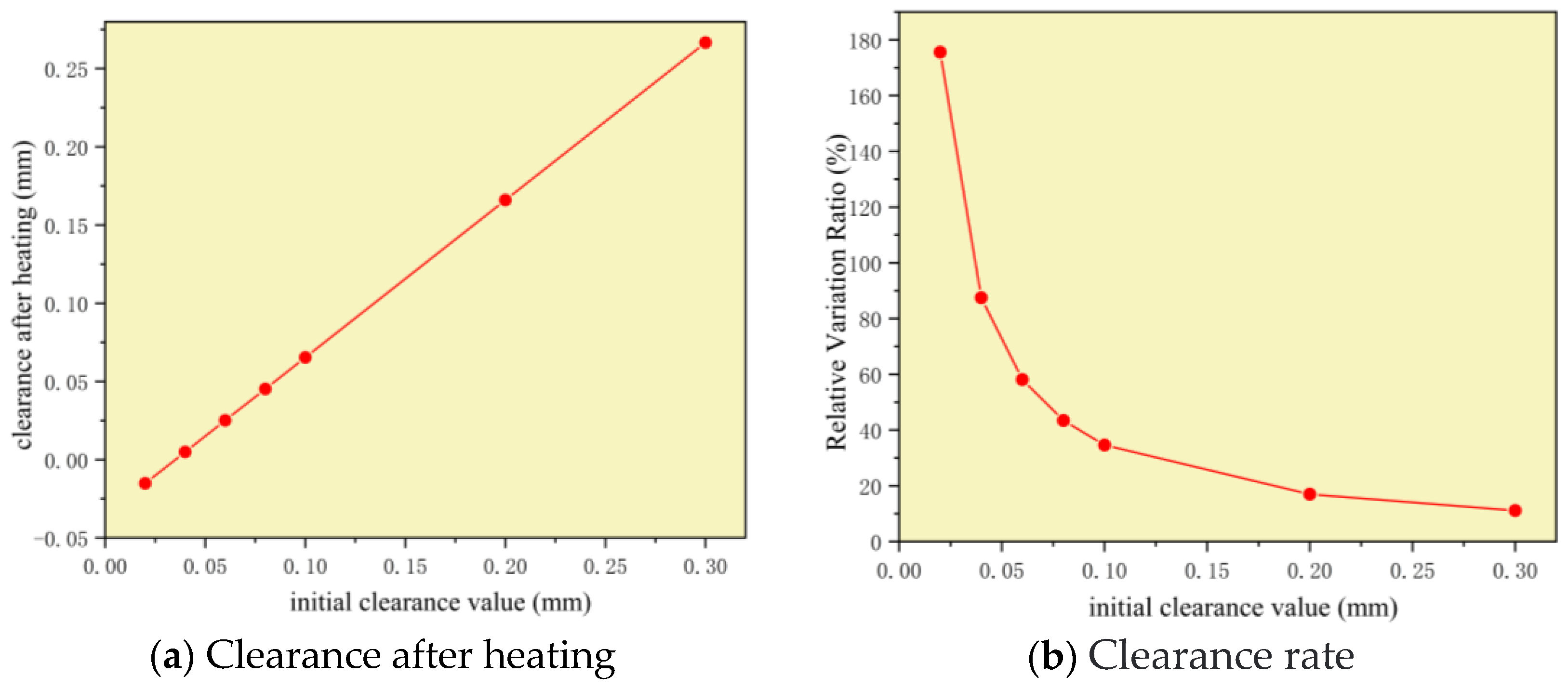
5.2. Effect of a High-Temperature Environment on All-Metal Screw Motor Clearance
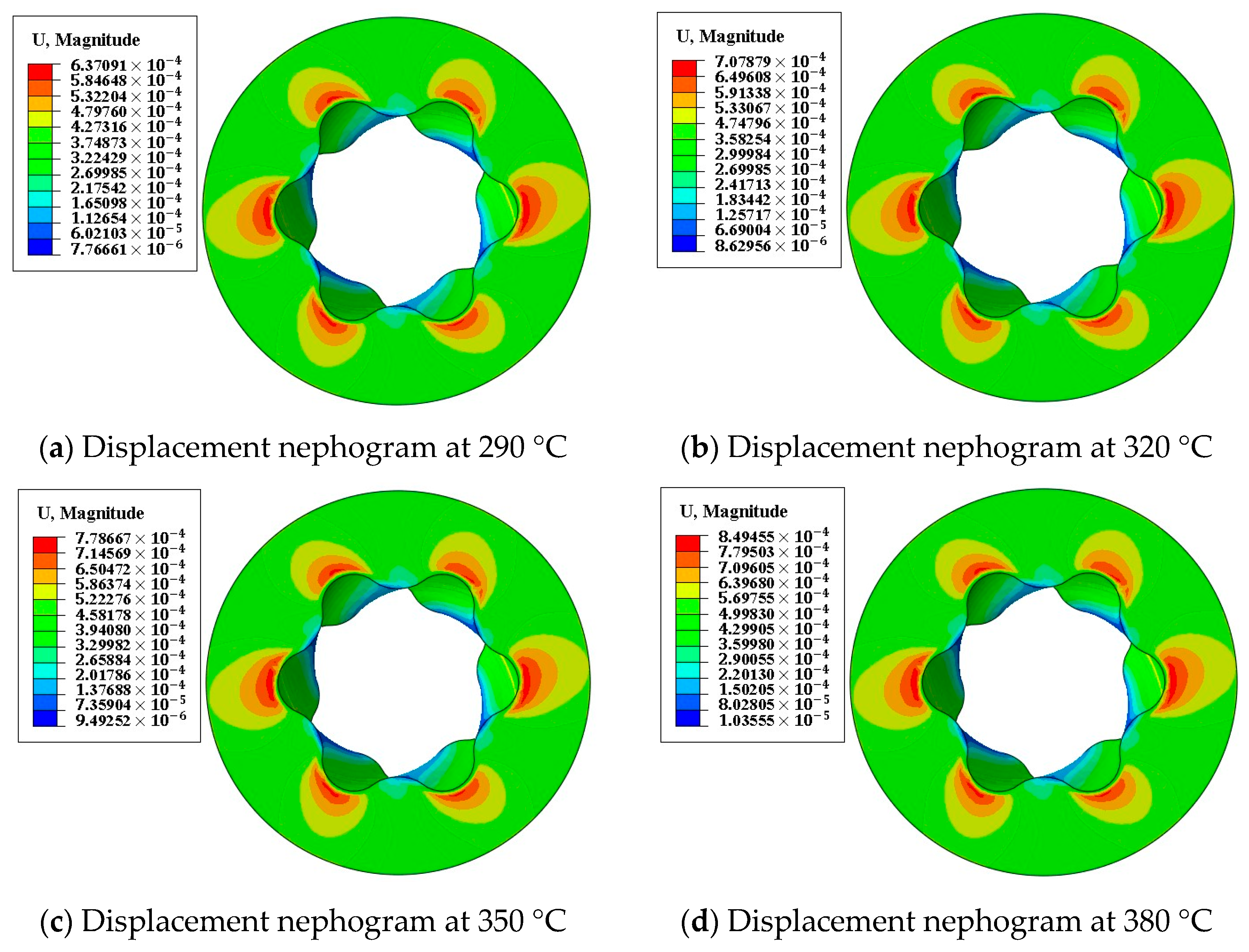
5.3. Analysis of Motor Stator Deformation under the Fluid Disturbance Effect
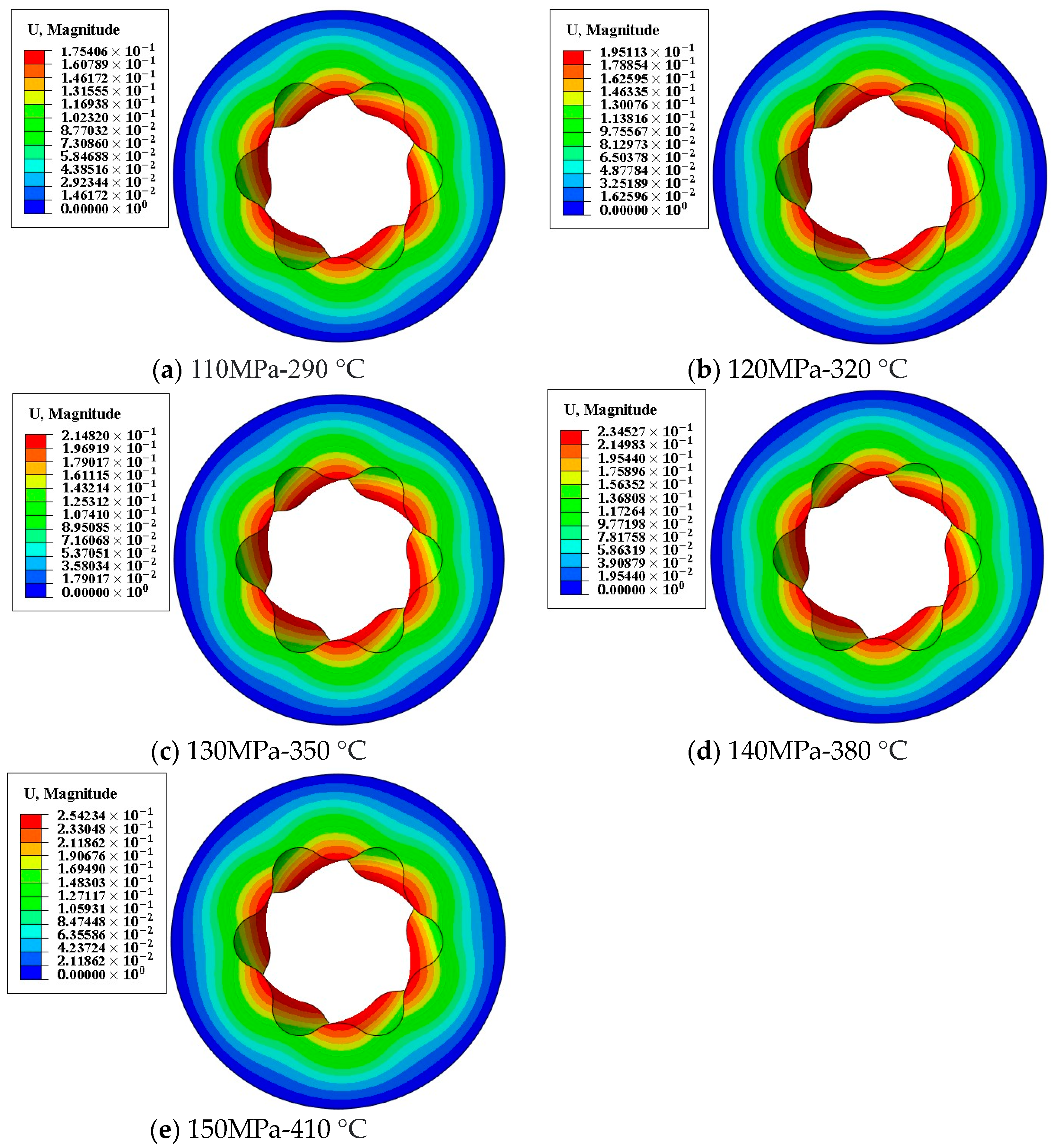
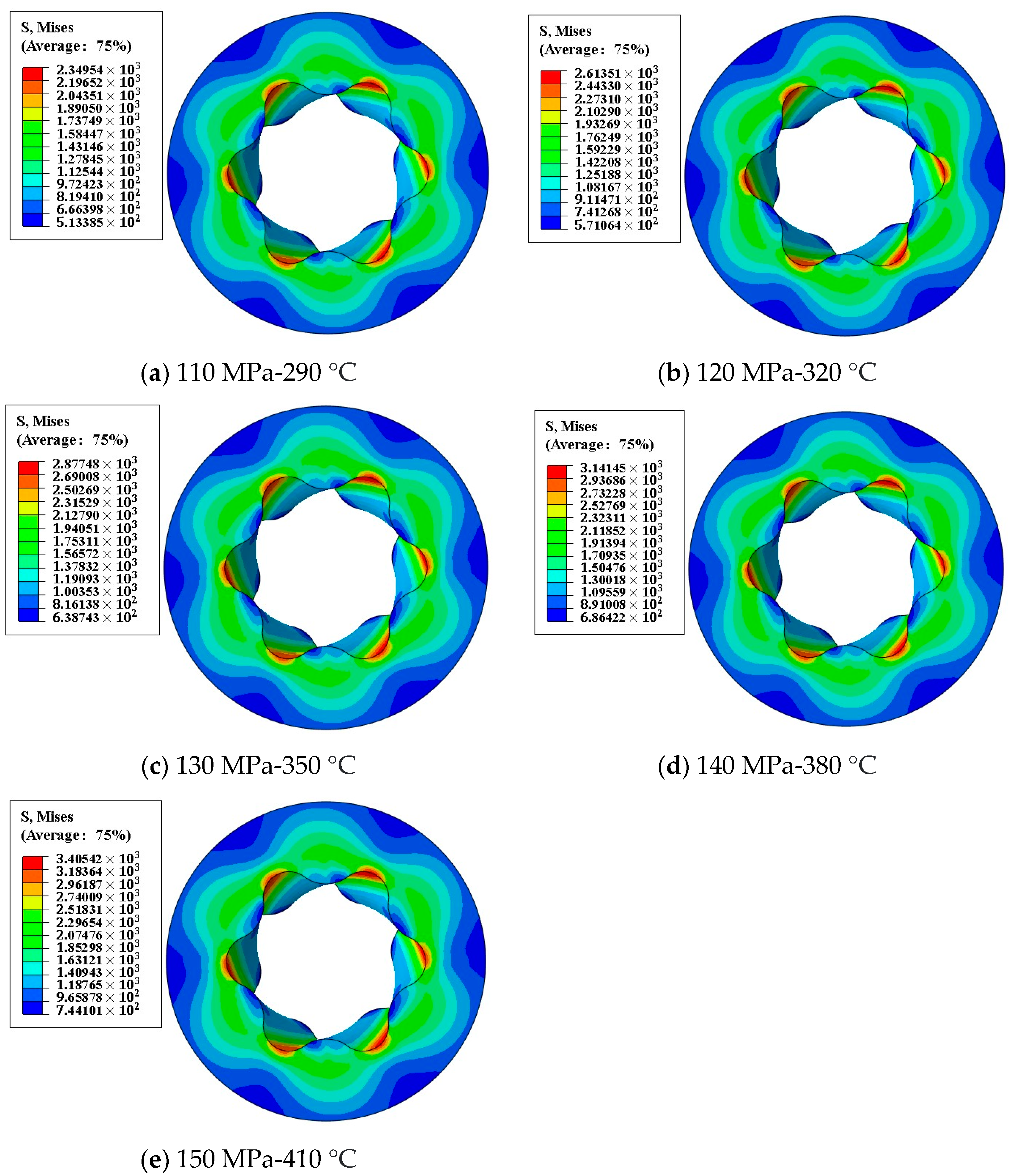
5.4. Deformation Characteristics of Spiral Motor Stator under the Joint Influence of Temperature and Pressure
6. Conclusions
- (1)
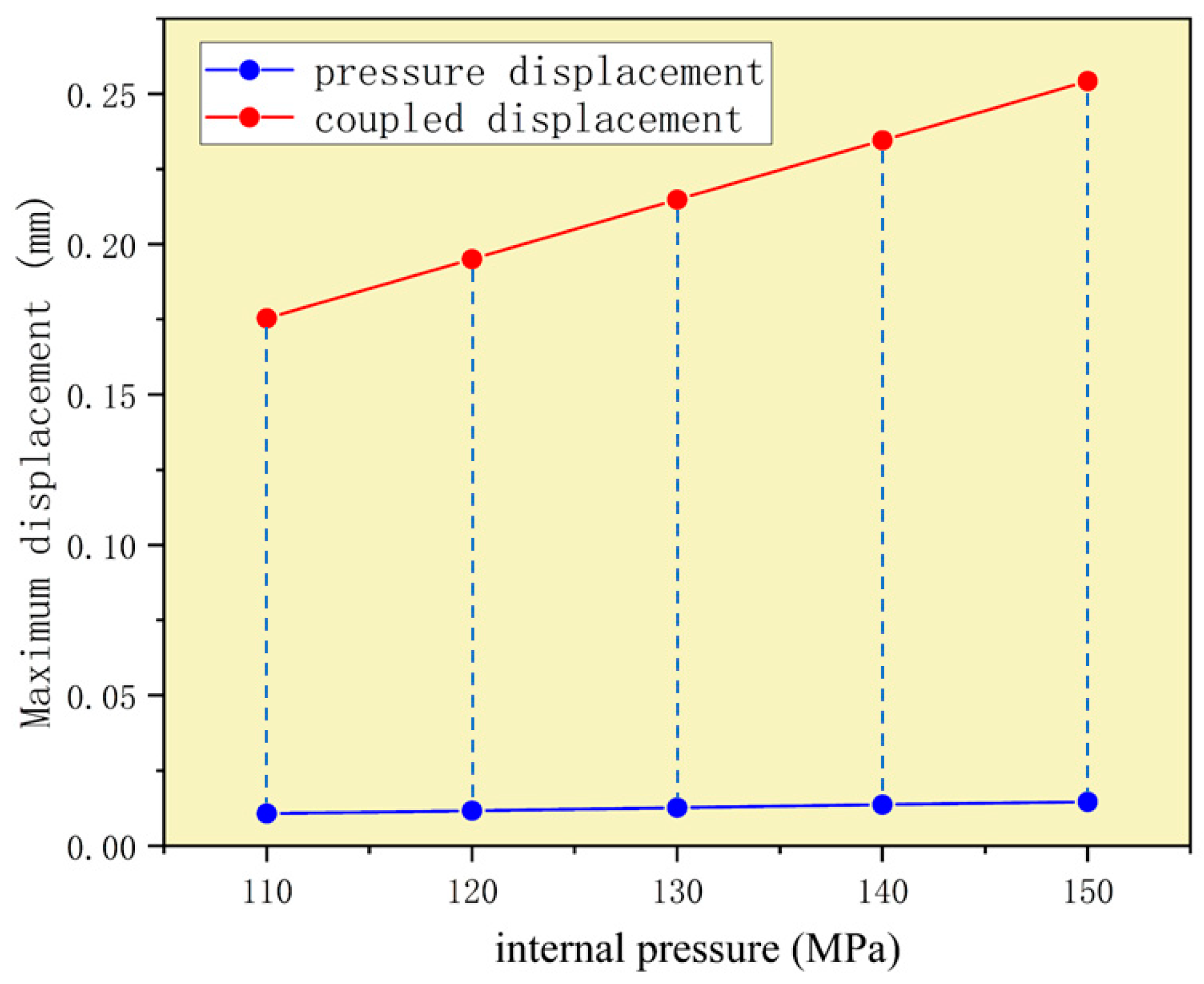
- Under the action of the internal pressure of the drilling fluid, the overall deformation of the all-metal screw motor was relatively uniform, and both displacement and stress were distributed periodically along the circumference, where the largest displacement was located in the convex part of the motor stator, that is, the small diameter of the stator, with a maximum displacement of 0.01073 mm under 110 MPa internal pressure. The maximum stress was distributed at the depression of the inner diameter of the stator. At the large diameter of the stator, the Mises stress reached 144.792 MPa under the action of 110 MPa internal pressure.
- (2)
- The deformation of the all-metal screw motor was greater under ambient temperature than under internal pressure. For the metal stator–rotor clearance model of 0.02 mm, the fit clearance reached −0.01512 mm, and the relative rate of change in the clearance reached 175.58% when the stator–rotor was overfilled due to expansion. As the initial clearance value continued to increase, the relative rate of change in the clearance after its expansion decreased. When the initial clearance was 0.1 mm, the relative rate of change was 34.607%, and when the initial clearance was 0.2 mm, the relative rate of change was only 16.9%, at which point the relative rate of change curve leveled off and there was basically no change. Therefore, to ensure that the stator and rotor of the all-metal screw motor can maintain engagement operation in high-temperature environments of ultra-deep wells, the minimum fit clearance of the stator and rotor of the all-metal screw motor should be greater than 0.2 mm.
- (3)
- Considering the all-metal screw motor stator deformation caused by the nonuniform temperature field under the effect of fluid disturbance, the maximum stator displacement was positively correlated with the ambient temperature of the inner cavity. Additionally, the displacement caused by the heat of fluid disturbance was very small compared to the effect of the downhole ambient temperature on the amount of clearance for the initial installation of the screw motor.
- (4)
- The deformation of the stator of the all-metal screw motor under the effect of temperature–pressure joint influence was greater than that under the effect of internal pressure alone. Under the environment of 110 MPa and 290 °C, the deformation of the all-metal screw motor stator reached 0.175406 mm, which was much larger compared to the displacement of 0.01073 under 110 MPa internal pressure alone. Temperature clearly has a greater impact than pressure on all-metal screw motors. As the drilling depth continued to increase, the amount of increase in stator displacement caused by the joint influence also continued to increase. Therefore, special attention should be given to the effect of ambient temperature on the performance of all-metal screw motors deep underground. Overall, the metal screw motor designed in this study is expected to have good performance and stability with minimal deformation in the high-temperature and high-pressure environment of 10,000 m ultra-deep wells.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Xie, H.; Lu, J.; Li, C.; Li, M.; Gao, M. Experimental study on the mechanical and failure behaviors of deep rock subjected to true triaxial stress: A review. Int. J. Min. Sci. Technol. 2022, 32, 915–950. [Google Scholar] [CrossRef]
- Xie, H.P.; Gao, F.; Ju, Y. Research and development of rock mechanics in deep grounp engineering. Chin. J. Rock. Mech. Eng. 2015, 18, 2161–2178. [Google Scholar] [CrossRef]
- Li, C.; Caner, F.C.; Chau, V.T.; Bažant, Z.P. Spherocylindrical microplane constitutive model for shale and other anisotropic rocks. J. Mech. Phys. Solids 2017, 103, 155–178. [Google Scholar] [CrossRef] [Green Version]
- Xie, Y.; Hou, M.Z.; Li, C. Anisotropic characteristics of acoustic emission and the corresponding multifractal spectrum during progressive failure of shale under cyclic loading. Int. J. Rock Mech. Min. Sci. 2023, 165, 105364. [Google Scholar] [CrossRef]
- Guo, D.; Xie, H.-P.; Chen, L.; Zhou, Z.-Y.; Lu, H.-P.; Dai, L.; Wang, D.-M.; Wang, T.-Y.; Li, J.; He, Z.-Q. In-situ pressure-preserved coring for deep exploration: Insight into the rotation behavior of the valve cover of a pressure controller. Pet. Sci. 2023. [Google Scholar] [CrossRef]
- Guo, D.; Li, J.; Wang, D.; Zhang, Y.; Fang, X.; Xie, H. Structural Improvement of Differential Motion Assembly in In Situ Pressure-Preserved Coring System Using CFD Simulation. Appl. Sci. 2023, 13, 4108. [Google Scholar] [CrossRef]
- Zou, C.; Wang, C.; Peng, C.; Wu, C.; Gao, Y. Some thoughts and suggestions on the development of scientific deep drilling in mainland China. Mod. Geol. 2023, 37, 1–14. [Google Scholar] [CrossRef]
- Changshuai, S.; Yike, C.; Xiaohua, Z. Applicability evaluation and hysteresis heat effect of rubber constitutive model of PDM stator bushing at high temperature in deep well. Arab. J. Sci. Eng. 2019, 44, 6057–6066. [Google Scholar] [CrossRef]
- Chen, J.; Wang, F.; Shi, G.; Cao, G.; He, Y.; Ge, W.; Liu, H.; Wu, H. Finite element analysis for adhesive failure of progressive cavity pump with stator of even thickness. J. Pet. Sci. Eng. 2015, 125, 146–153. [Google Scholar] [CrossRef]
- Delpassand, M.S. Stator life of a positive displacement downhole drilling motor. J. Energy Resour. Technol. 1999, 121, 110–116. [Google Scholar] [CrossRef]
- Han, C.; Zhang, J.; Liang, Z. Thermal failure of rubber bushing of a positive displacement motor: A study based on thermo-mechanical coupling. Appl. Therm. Eng. 2014, 67, 489–493. [Google Scholar] [CrossRef]
- Shi, C.; Zhu, X.; Chen, Y.; Tang, L. Failure analysis of general stator and uniform wall thickness stator. Eng. Fail. Anal. 2018, 94, 239–248. [Google Scholar] [CrossRef]
- Nguyen, T.C.; Al-Safran, E.; Nguyen, V. Theoretical modeling of positive displacement motors performance. J. Pet. Sci. Eng. 2018, 166, 188–197. [Google Scholar] [CrossRef]
- Fan, P.; Kuang, Y. A novel line type optimization and theoretical equilibrium method analysis for common hypocycloid screw motor. Ind. Lubr. Tribol. 2021, 73, 911–921. [Google Scholar] [CrossRef]
- Xin, C.; Qi, C. The research and implementation for the conjugate vice type line of stator and rotor of single screw motor. In Proceedings of the 2nd International Conference on Electronic & Mechanical Engineering and Information Technology, Shenyang, China, 7 September 2012; pp. 1279–1282. [Google Scholar]
- Zhang, S.; Gu, Z.; Zhang, Z. Dynamic balancing method for the single-threaded, fixed-pitch screw rotor. Vacuum 2013, 90, 44–49. [Google Scholar] [CrossRef]
- Zhang, J.; Han, C.; Liang, Z. Physics of failure analysis of power section assembly for positive displacement motor. J. Loss Prev. Process Ind. 2016, 44, 414–423. [Google Scholar] [CrossRef]
- Alvarez, A.A.; Boscan, J. Predicting rotor-stator fit in positive displacement motors PDMs. In Proceedings of the SPE/IADC Drilling Conference and Exhibition, The Hague, The Netherlands, 14–16 March 2017. [Google Scholar]
- Shi, C.; Wan, X.; Zhu, X.; Chen, K. A study on mechanical properties of equal wall thickness rubber bushing of positive displacement motor based on hydrogenated nitrile butadiene rubber aging test. Petroleum 2022, 8, 403–413. [Google Scholar] [CrossRef]
- Wang, H.; Wang, S.; Lv, X. The effects of temperature on the mechanical and tribological properties of progressing cavity pump NBR stator rubber. Mechanics 2016, 22, 308–312. [Google Scholar] [CrossRef] [Green Version]
- Wang, K.; Chen, L.; Sun, X. FEA of Stator of the Equal Wall Thickness of the Multi-thread Screw Drilling Tool. In Proceedings of the 2010 International Conference on Measuring Technology and Mechatronics Automation, Changsha, China, 13–14 March 2010; pp. 249–252. [Google Scholar]
- Zhu, X.; Ji, W. Finite element analysis and experimental study on roll-forming method in iso-wall thickness stator bushing of screw drilling. Int. J. Adv. Manuf. Technol. 2017, 93, 1939–1952. [Google Scholar] [CrossRef]
- Polmanteer, K.E. Silicone rubber, its development and technological progress. Rubber Chem. Technol. 1988, 61, 470–502. [Google Scholar] [CrossRef]
- Liu, S. Development of 7LZ172 Metal Screw Motor. Master’s Thesis, Xi’an Shiyou University, Xi’an, China, 2016. [Google Scholar]
- Wang, H.M.; Lv, X.R.; Wang, S.J. The swelling properties of nitrile rubber with different acrylonitrile contents in cyclohexane medium research. Adv. Mater. Res. 2014, 936, 1942–1947. [Google Scholar] [CrossRef]
- Shi, C.; Chen, K.; Zhu, X.; Tang, L. Thermal failure of 2/3 PCP in high temperature environment and optimization analysis of stator and rotor meshing parameters. J. Loss Prev. Process Ind. 2019, 61, 174–182. [Google Scholar] [CrossRef]
- Lu, J.; Wang, Y.; Kong, L.; Li, J. Analysis of output performance of all-metal progressive cavity motor. Geoenergy Sci. Eng. 2023, 222, 211456. [Google Scholar] [CrossRef]
- Chatterjee, K.; Dick, A.; Grimmer, H.; Herlitzius, J.; Otto, M.; Klotzer, S.; Epplin, D.; Schroder, J.; Macpherson, J. High Temperature 300 °C Directional Drilling System, including Drill Bit, Steerable Motor, and Drilling Fluid. In Proceedings of the Geothermal Resource Council Conference, Portland, OR, USA, 28 September–1 October 2014. [Google Scholar]
- Chatterjee, K.; Aaron, D.; Macpherson, J. High Temperature 300 °C Directional Drilling System; Baker Hughes Oilfield Operations: Houston, TX, USA, 2015. [Google Scholar]
- Chatterjee, K.; Macpherson, J.; Dick, A.; Grimmer, H.; Klotzer, S.; Schroder, J.; Epplin, D.; Hohl, C.; Gacek, S. Development of a directional drilling system for operation at 300 °C for geothermal applications. In Proceedings of the Geothermal Resource Council Conference, Sacramento, CA, USA, 23–26 October 2016. [Google Scholar]
- Stefánsson, A.; Duerholt, R.; Schroder, J.; Macpherson, J.; Hohl, C.; Kruspe, T.; Eriksen, T.-J. A 300 degree celsius directional drilling system. In Proceedings of the IADC/SPE Drilling Conference and Exhibition, Fort Worth, TX, USA, 6–8 March 2018. [Google Scholar]
- Liu, L.; Wang, Y.; Wang, Z.; Lu, J.; Zhang, K.; Liu, B. Research status and key technologies of all-metal screw drill. Prospect. Eng. (Geotech. Drill. Eng.) 2020, 47, 24–30. [Google Scholar] [CrossRef]
- Zhu, X.; Li, J.; Shi, C. A Combination Type All-Metal Screw Stator. CN202260661U, 30 May 2012. [Google Scholar]
- Zhong, L.; Kuang, Y.; Shu, F.; Zhang, C. Interference design method of screw motor considering influence of pressure and temperature. J. Eng. Des. 2021, 28, 321–328. [Google Scholar] [CrossRef]
- Olivet, A.; Gamboa, J.; Kenyery, F. Experimental study of two-phase pumping in a progressive cavity pump metal to metal. In Proceedings of the SPE Annual Technical Conference and Exhibition, San Antonio, TX, USA, 29 September–2 October 2002; p. SPE–77730–MS. [Google Scholar]
- Lu, Y. Linear Analysis of Screw Motor Rotor. Master’s Thesis, Xi’an Shiyou University, Xi’an, China, 2010. [Google Scholar]
- Yu, L. Replacement and correction of screw drill motor lines. Pet. Mach. 2004, 32, 12–14. [Google Scholar]
- Om, I.L.; Han, U.C.; Ryo, S.I.; Kim, C.Y.; Sol, Y.N. A New Analytical Approach To Calculate a Slippage inside a Progressing Cavity Pump with a Metallic Stator Using a Middle Streamline and a Structural Periodicity. SPE J. 2022, 27, 552–565. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Specimen Number | Modulus of Elasticity (MPa) | Yield Strength (MPa) | Ultimate Strength (MPa) |
|---|---|---|---|
| #1 | 225,676 | 845.792 | 935.859 |
| #2 | 221,745 | 830.591 | 930.383 |
| #3 | 229,875 | 800.692 | 916.717 |
| Average | 225,765.3 | 825.690 | 927.650 |
| Pressure (MPa) | Maximum Displacement (MPa) | Maximum Mises Stress (MPa) |
|---|---|---|
| 110 | 0.01073 | 144.792 |
| 120 | 0.01171 | 157.955 |
| 130 | 0.01268 | 171.118 |
| 140 | 0.01366 | 184.281 |
| 150 | 0.01464 | 197.444 |
| Clearance (mm) | Minimum Variation of Stator Inner Surface (mm) | Maximum Variation of Rotor Surface (mm) | Clearance after Heating (mm) | Relative Variation Ratio of Clearance (%) |
|---|---|---|---|---|
| 0.02 | 0.189644 | 0.22476 | −0.01512 | 175.58 |
| 0.04 | 0.189773 | 0.22476 | 0.005013 | 87.4675 |
| 0.06 | 0.189903 | 0.22476 | 0.025143 | 58.095 |
| 0.08 | 0.190028 | 0.22476 | 0.045268 | 43.415 |
| 0.1 | 0.190153 | 0.22476 | 0.065393 | 34.607 |
| 0.2 | 0.190776 | 0.22476 | 0.166016 | 16.992 |
| 0.3 | 0.191434 | 0.22476 | 0.266674 | 11.10867 |
| Pressure (MPa) | Temperature (°C) | Maximum Displacement (mm) | Maximum Stress (MPa) |
|---|---|---|---|
| 110 | 290 | 0.175406 | 2349.54 |
| 120 | 320 | 0.195113 | 2613.51 |
| 130 | 350 | 0.214820 | 2877.48 |
| 140 | 380 | 0.234527 | 3141.54 |
| 150 | 410 | 0.254234 | 3405.42 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Fang, X.; Zhang, C.; Li, C.; Chen, L.; Li, J.; Yang, X.; Xie, H. Structural Design and Numerical Analysis of an All-Metal Screw Motor for Drilling Applications in High-Temperature and High-Pressure Environments in Ultra-Deep Wells. Appl. Sci. 2023, 13, 8630. https://doi.org/10.3390/app13158630
Fang X, Zhang C, Li C, Chen L, Li J, Yang X, Xie H. Structural Design and Numerical Analysis of an All-Metal Screw Motor for Drilling Applications in High-Temperature and High-Pressure Environments in Ultra-Deep Wells. Applied Sciences. 2023; 13(15):8630. https://doi.org/10.3390/app13158630
Chicago/Turabian StyleFang, Xin, Chuo Zhang, Cong Li, Ling Chen, Jianan Li, Xun Yang, and Heping Xie. 2023. "Structural Design and Numerical Analysis of an All-Metal Screw Motor for Drilling Applications in High-Temperature and High-Pressure Environments in Ultra-Deep Wells" Applied Sciences 13, no. 15: 8630. https://doi.org/10.3390/app13158630