
Reliability Analysis of a Three-Engine Simultaneous Pouring Control System Based on Bayesian Networks Combined with FMEA and FTA

Abstract
:1. Introduction
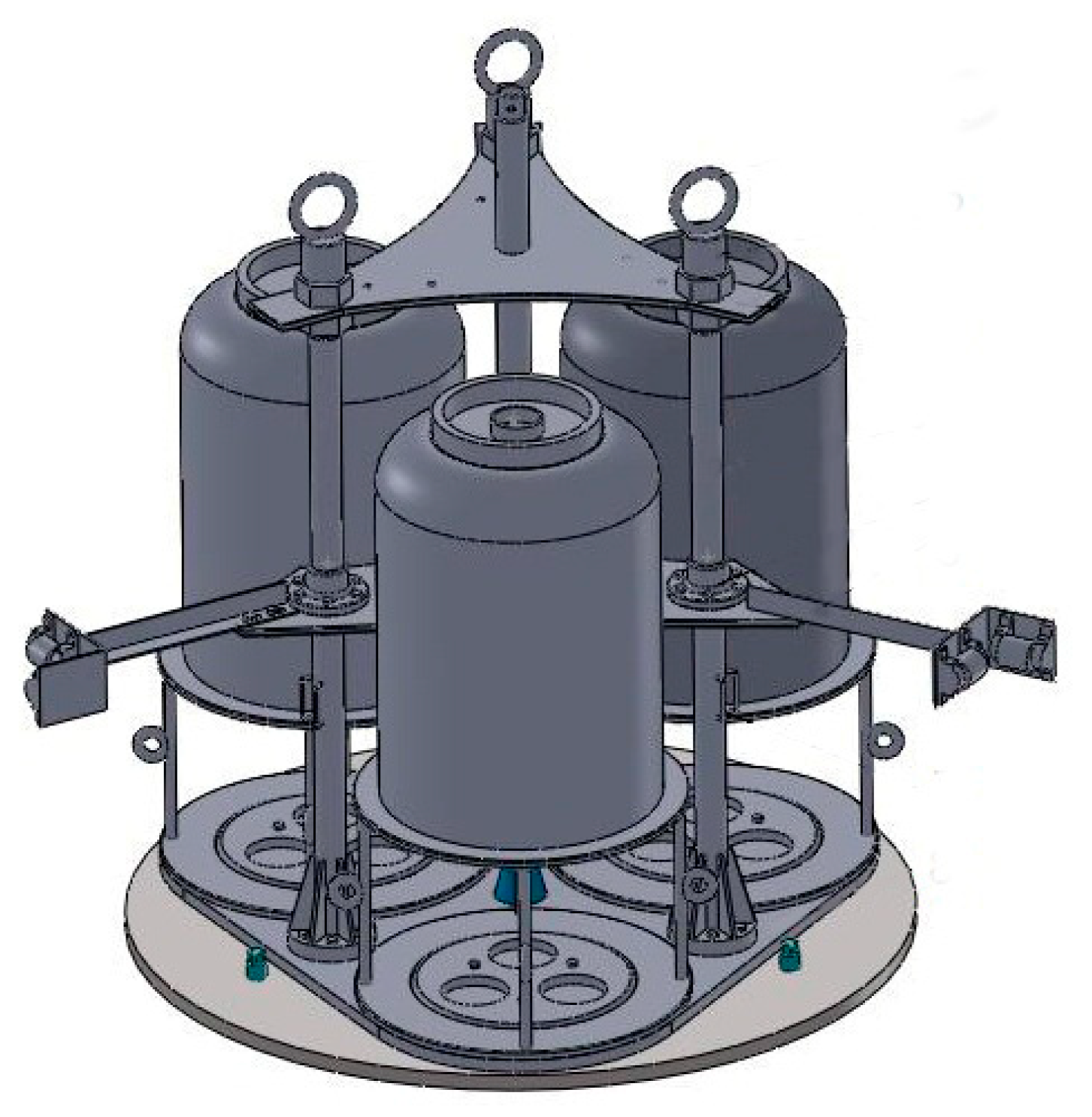
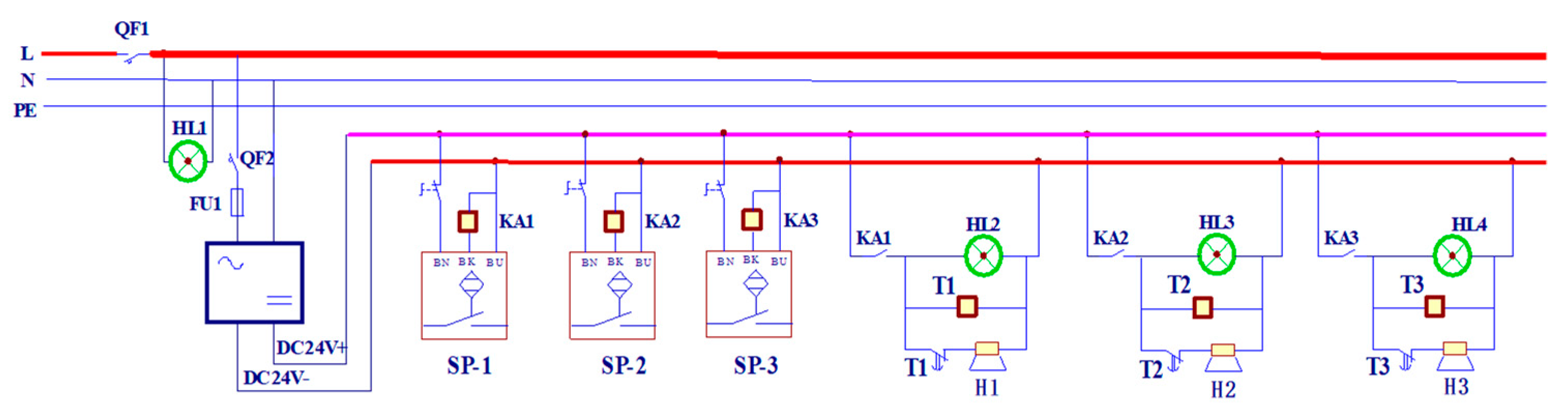
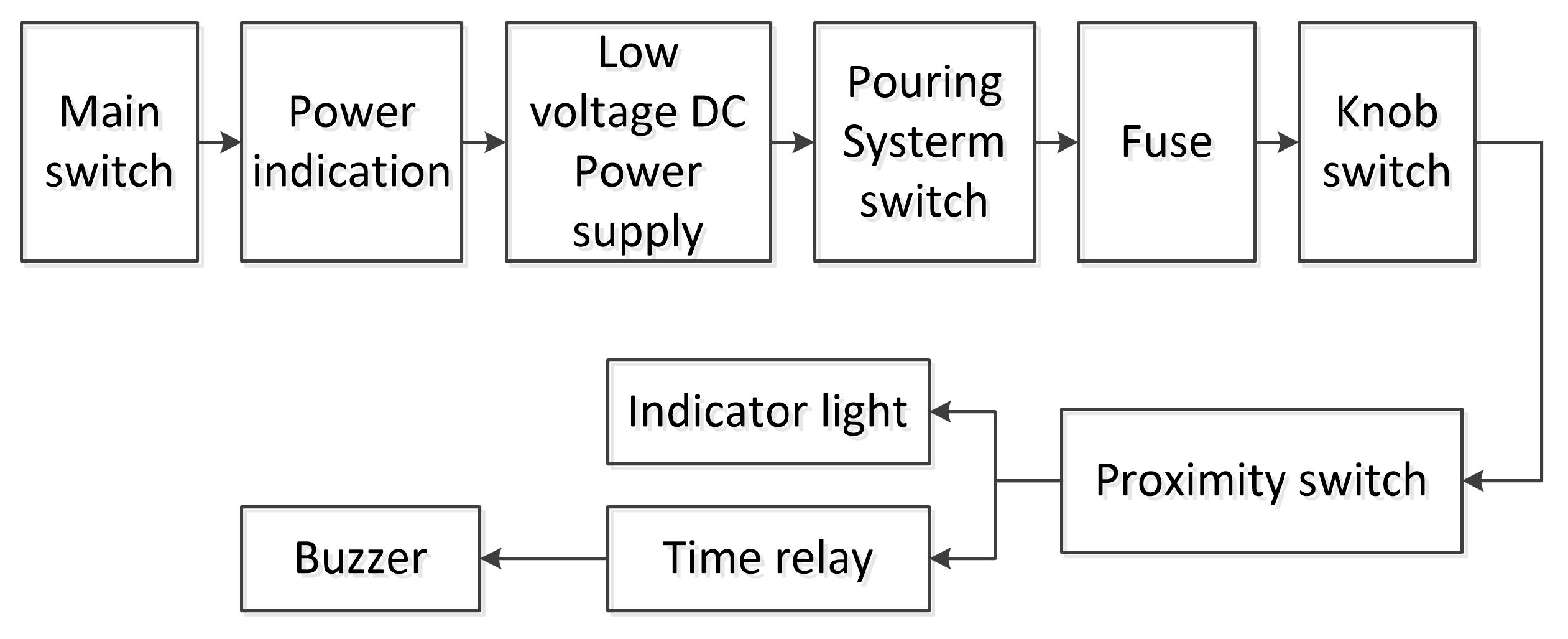
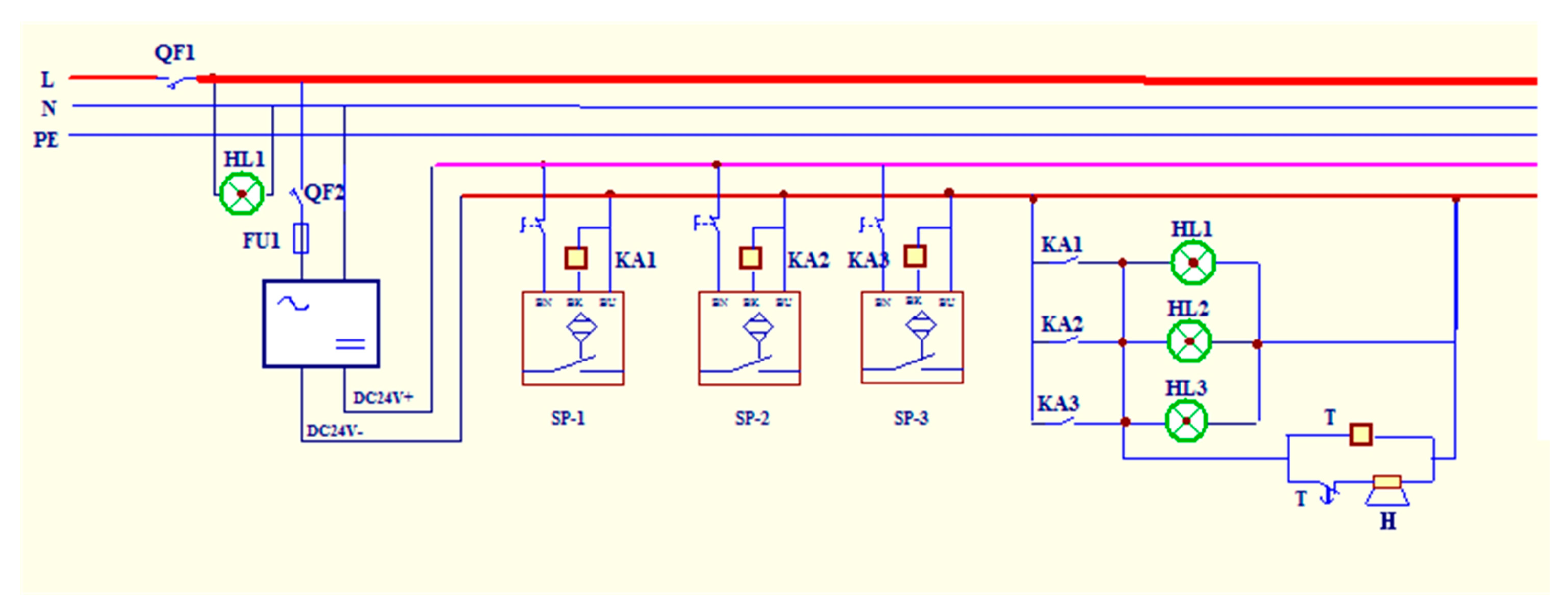
2. Model of Three-Engine Simultaneously Pouring Control Circuit System
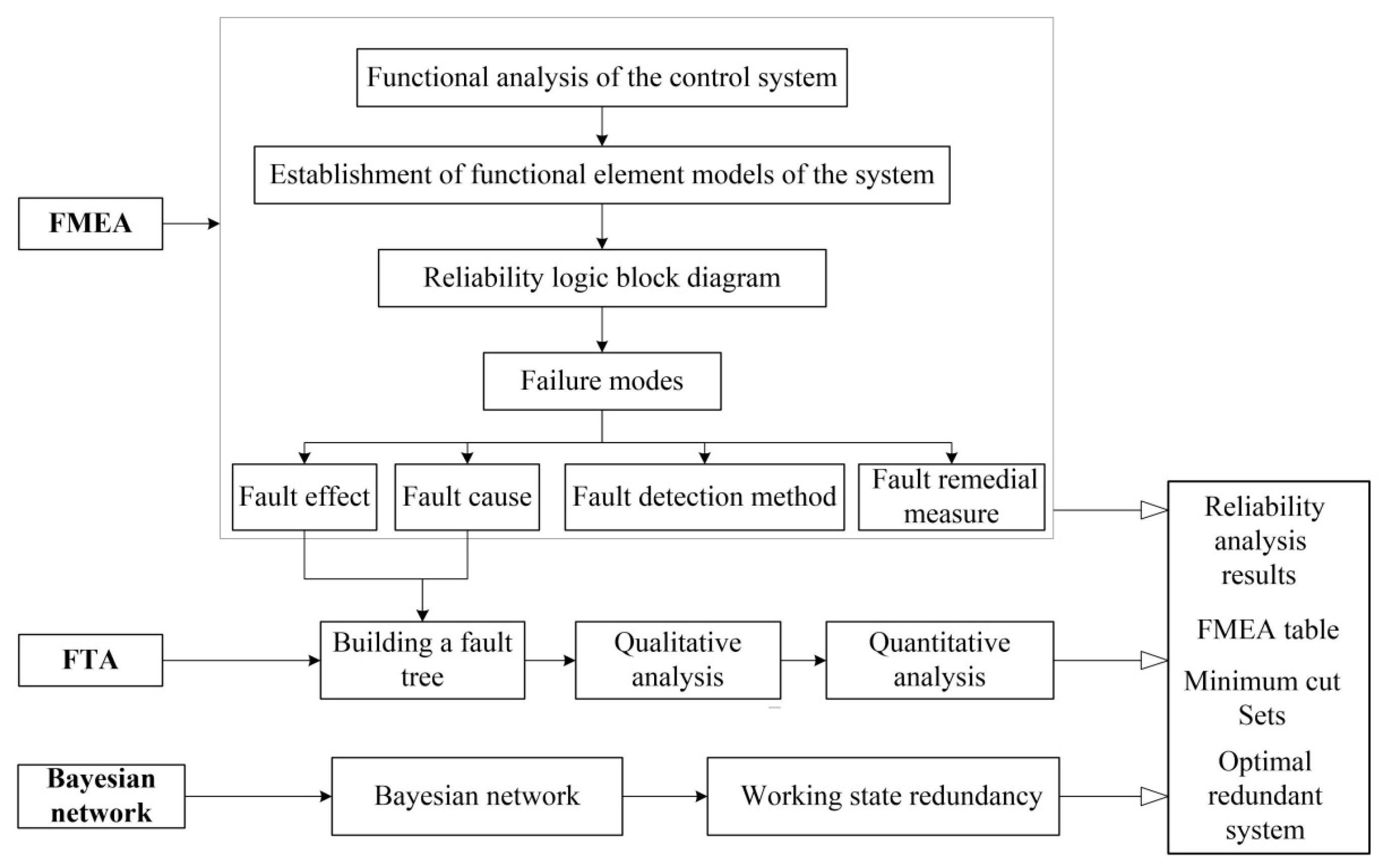
3. Reliability Analysis Flowchart of Three-Engine Pouring Control Circuit
4. FMEA Analysis of Three-Engine Pouring Control System
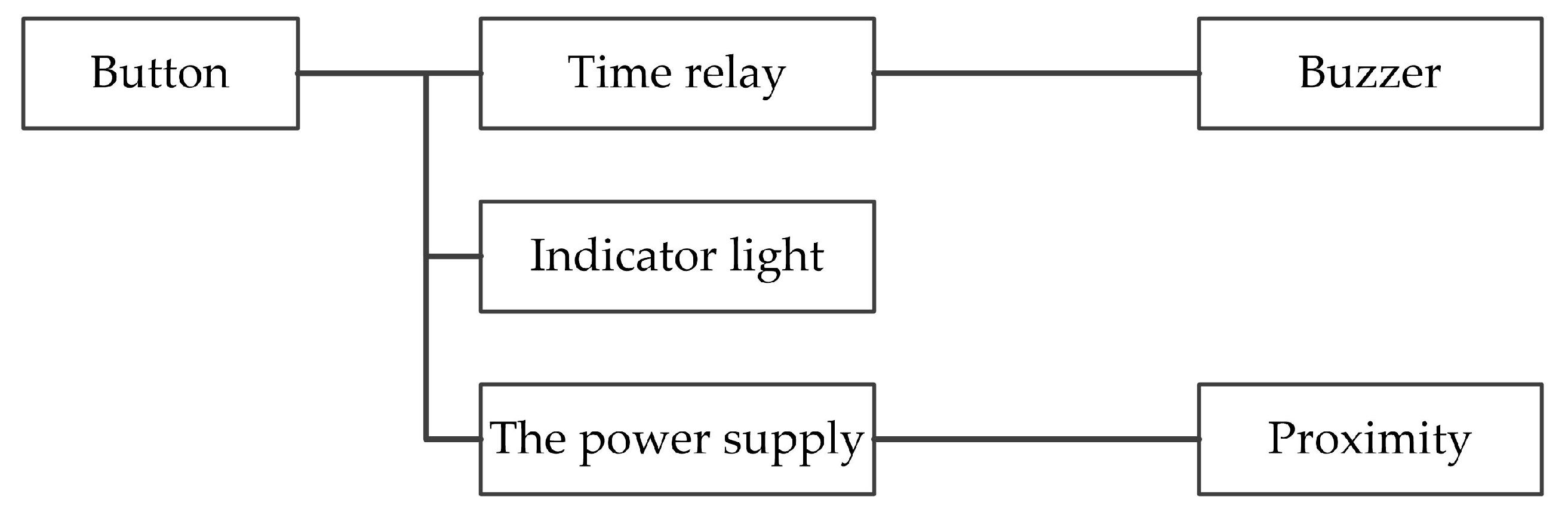
4.1. Establishment of Reliability Logic Block Diagram of Three-Engine Pouring Control System
4.2. Failure Mode Effect Analysis
5. FTA Analysis
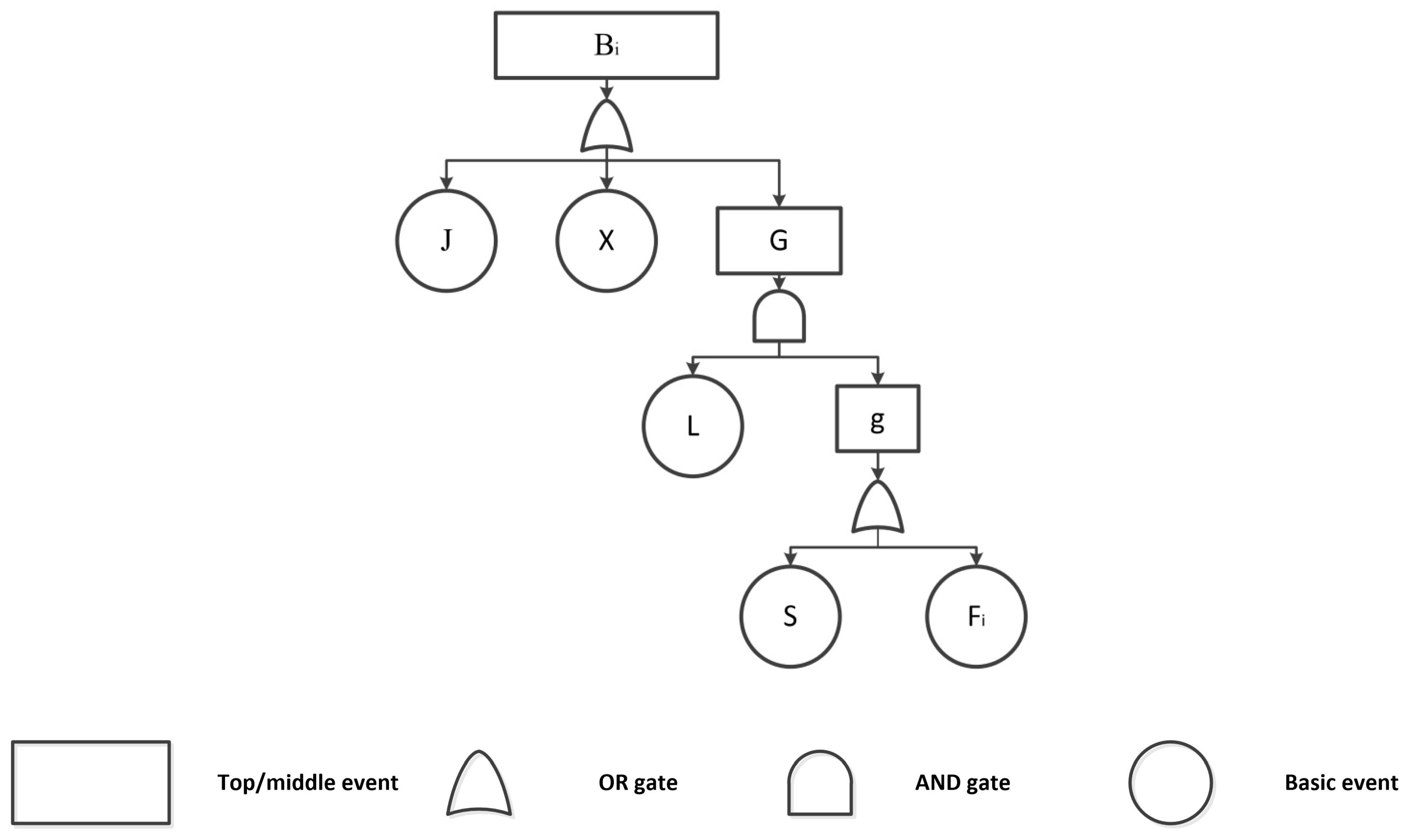
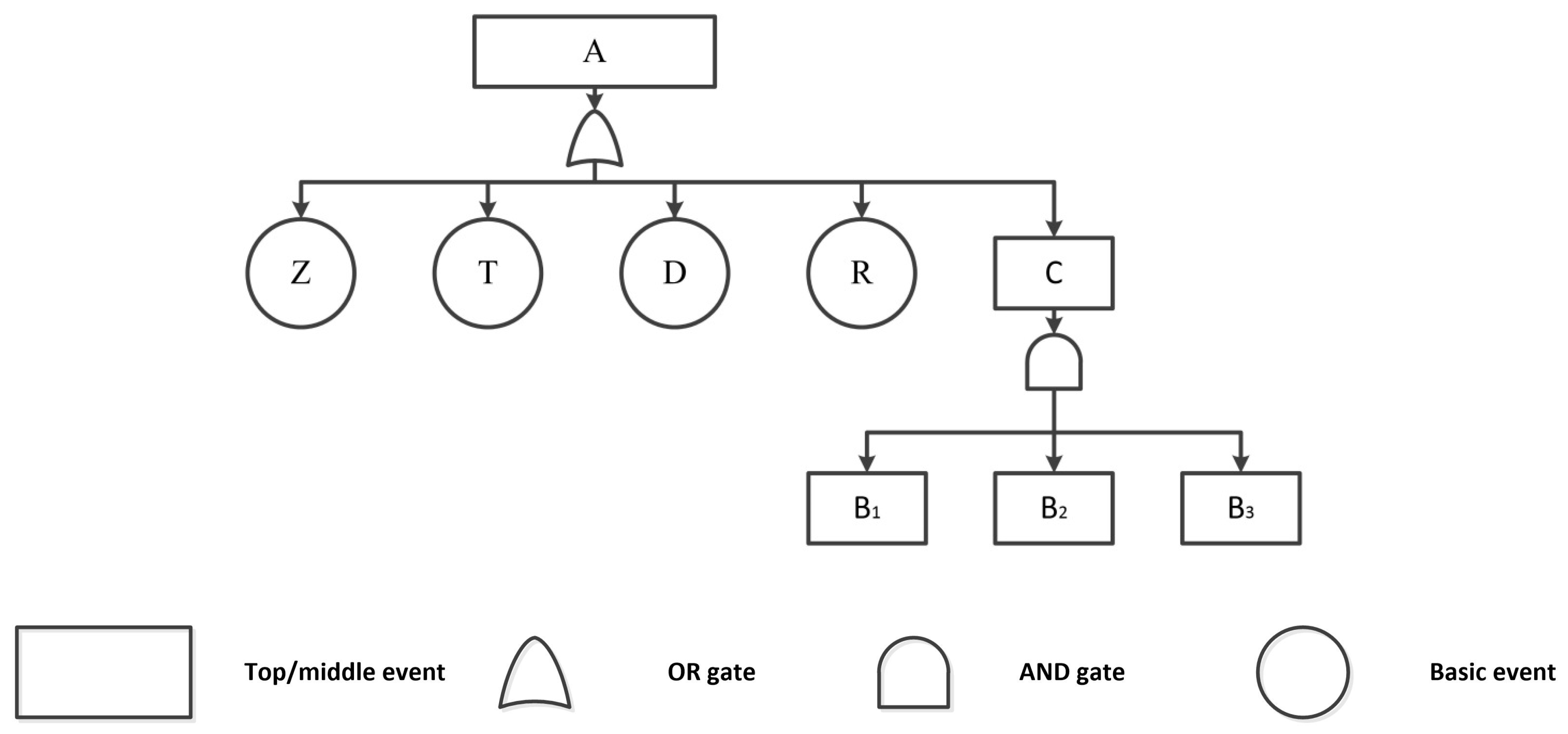
5.1. Establishment of Reliability Logic Block Diagram of Three-Engine Pouring Control System
5.2. Fault Tree Analysis of Control Circuit System
5.2.1. Qualitative Analysis
5.2.2. Quantitative Analysis
- (1)
- The working failure rate of time relay
- (2)
- The working failure rate of the proximity switch
- (3)
- The working failure rate of the knob switch
- (4)
- The working failure rate of the button switch
- (5)
- The working failure rate of the indicator light
- (6)
- The working failure rate of the buzzer
- (7)
- The working failure rate of low-voltage DC power supply
- (8)
- The working failure rate of the fuse
5.3. Failure Probability of Main Components in Three-Engine Pouring Control Circuit System
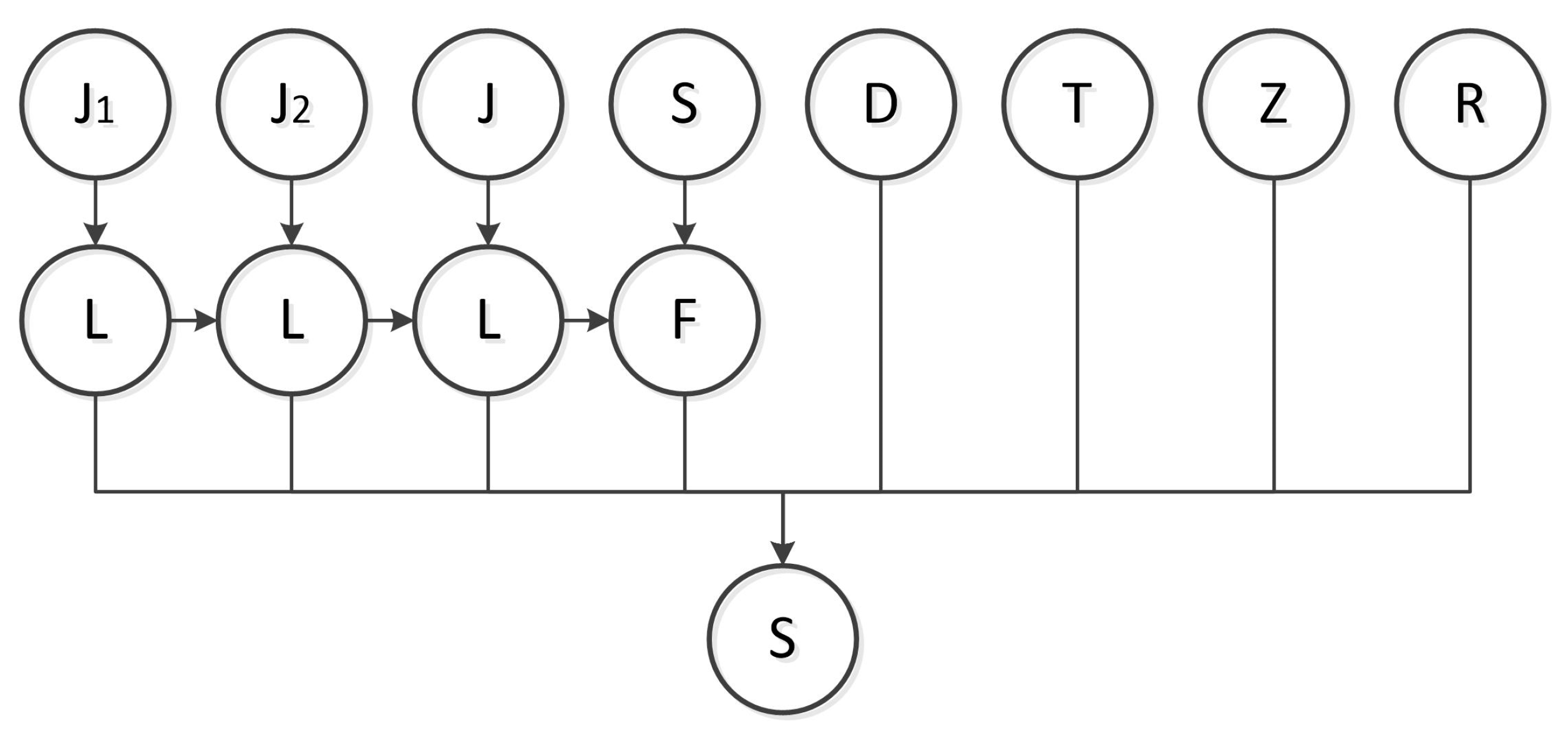
6. FTA Analysis
7. Discussion
8. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Xu, L.; Hou, S.Q. Development of solid rocket engine integrated pouring real-time monitoring system. Manuf. Autom. 2011, 42–46. [Google Scholar] [CrossRef]
- Meng, D.B.; Yang, S.Y.; Lin, T.; Wang, J.P.; Yang, H.F.; Lv, Z.Y. RBMDO using gaussian mixture model-based second-order mean-value saddlepoint approximation. CMES Comput. Model. Eng. Sci. 2022, 132, 553–568. [Google Scholar] [CrossRef]
- Meng, D.B.; Yang, S.Y.; Heg, C.; Wang, H.T.; Lv, Z.Y.; Guo, Y.P.; Nie, P. Multidisciplinary design optimization of engineering systems under uncertainty: A review. Int. J. Struct. Integr. 2022, 13, 565–593. [Google Scholar] [CrossRef]
- Meng, D.B.; Yang, S.Y.; de Jesus, M.P.A.; Zhu, S.P. A novel Kriging-model-assisted reliability-based multidisciplinary design optimization strategy and its application in the offshore wind turbine tower. Renew. Energy 2023, 203, 407–420. [Google Scholar] [CrossRef]
- Meng, D.B.; Yang, S.Q.; Zang, Y.; Zhu, S.P. Structural reliability analysis and uncertainties-based collaborative design and optimization of turbine blades using surrogate model. Fatigue Fract. Eng. Mater. Struct. 2019, 42, 1219–1227. [Google Scholar] [CrossRef]
- Zhi, P.P.; Wang, Z.L.; Chen, B.Z.; Sheng, Z.Q. Time-variant reliability-based multi-objective fuzzy design optimization for anti-roll torsion bar of EMU. CMES Comput. Model. Eng. Sci. 2022, 131, 1001–1022. [Google Scholar] [CrossRef]
- Su, H.; Wang, W. Analysis on reliability and security of ZPW-2000A track circuit system based on FMEDA and FTA. Sens. Transducers 2013, 25, 161. [Google Scholar]
- Tian, Z.R.; Zhi, P.P.; Guan, Y.; He, X.H. An active learning Kriging-based multipoint sampling strategy for structural reliability analysis. Qual. Reliab. Eng. Int. 2023, 3403. [Google Scholar] [CrossRef]
- Ding, R.; Liu, Z.; Xu, J.; Meng, F.; Sui, Y.; Men, X. A novel approach for reliability assessment of residual heat removal system for HPR1000 based on failure mode and effect analysis, fault tree analysis, and fuzzy Bayesian network methods. Reliab. Eng. Syst. Saf. 2021, 216, 107911. [Google Scholar] [CrossRef]
- Liu, H.C.; Liu, L.; Liu, N. Risk evaluation approaches in failure mode and effects analysis: A literature review. Expert Syst. Appl. 2013, 40, 828–838. [Google Scholar] [CrossRef]
- Wang, Y.M.; Chin, K.S.; Poon, G.K.K.; Yang, J.B. Risk evaluation in failure mode and effects analysis using fuzzy weighted geometric mean. Expert Syst. Appl. 2009, 36, 1195–1207. [Google Scholar] [CrossRef]
- Shu, M.H.; Cheng, C.H.; Chang, J.R. Using intuitionistic fuzzy sets for fault-tree analysis on printed circuit board assembly. Microelectron. Reliab. 2006, 46, 2139–2148. [Google Scholar] [CrossRef]
- Mzougui, I.; Elfelsoufi, Z. Improvement of Failure Mode, Effects, and Criticality Analysis by Using Fault Tree Analysis and Analytical Hierarchy Process. J. Fail. Anal. Preven. 2009, 19, 942–949. [Google Scholar] [CrossRef]
- Nazlı Gülüm, M.; Serkan, A. Risk analysis for occupational safety and health in the textile industry: Integration of FMEA, FTA, and BIFPET methods. Int. J. Ind. Ergon. 2019, 72, 222–240. [Google Scholar]
- Deshpande, A. Fuzzy fault tree analysis: Revisited. Int. J. Syst. Assur. Eng. Manag. 2011, 2, 3–13. [Google Scholar] [CrossRef]
- Kim, H.Z. Optimal reliability design of a system with k-out-of-n subsystems considering redundancy strategies. Reliab. Eng. Syst. Saf. 2017, 167, 572–582. [Google Scholar] [CrossRef]
- Wang, S.; Cui, X.; Shi, J. Modeling of reliability and performance assessment of a dissimilar redundancy actuation system with failure monitoring. Chin. J. Aeronaut. 2016, 29, 799–813. [Google Scholar] [CrossRef]
- Wang, Z.L.; Zhao, D.Y.; Guan, Y. Flexible-constrained time-variant hybrid reliability-based design optimization. Struct. Multidiscip. Optim. 2023, 66, 89. [Google Scholar] [CrossRef]
- Tian, Z.R.; Zhi, P.P.; Guan, Y.; Feng, J.B.; Zhao, Y.D. An effective single loop Kriging surrogate method combing sequential stratified sampling for structural time-dependent reliability analysis. Structures 2023, 53, 1215–1224. [Google Scholar] [CrossRef]
- Xie, J.X.; Tian, Z.R.; Zhi, P.P.; Zhao, Y.D. Reliability analysis method of coupling optimal importance sampling density and multi-fidelity Kriging model. Eksploat. Niezawodn.—Maint. Reliab. 2023, 25, 161893. [Google Scholar] [CrossRef]
- Peeters, J.F.W.; Basten, R.J.I.; Tinga, T. Improving failure analysis efficiency by combining FTA and FMEA in a recursive manner. Reliab. Eng. Syst. Saf. 2018, 172, 36–44. [Google Scholar] [CrossRef]
- Xiao, N.C.; Li, Y.f.; Huang, H.Z. Research on Reliability Analysis Method of Satellite Solar Wing Expansion Mechanism. J. Astronaut. 2009, 30, 1704–1710. [Google Scholar]
- Sánchez-Herguedas, A.; Mena-Nieto, A.; Rodrigo-Muñoz, F. A new analytical method to optimise the preventive maintenance interval by using a semi-Markov process and z-transform with an application to marine diesel engines. Reliab. Eng. Syst. Saf. 2021, 207, 107394. [Google Scholar] [CrossRef]
- Mi, J.; Li, Y.F.; Yang, Y.J. Reliability assessment of complex electromechanical systems under epistemic uncertainty. Reliab. Eng. Syst. Saf. 2016, 152, 1–15. [Google Scholar] [CrossRef]
- Wang, J.; Li, M. Redundancy Allocation for Reliability Design of Engineering Systems with Failure Interactions. J. Mech. Des. 2015, 137, 031403. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Name | Failure Mode | Failure Consequence | Fault Detection Method | Remedial Measure |
|---|---|---|---|---|
| Main switch | Poor contact with the contacts | Alarm failure | The power indicator is off | Timely replacement |
| Short circuit between contacts | Alarm failure | The power indicator is off | ||
| Time relay | contact adhesion | System reliability reduced | Debug before use, If the LED indicator is on, but the buzzer does not ring | Timely replacement |
| Large contact resistance or intermittent | ||||
| Contact disconnection failure Broken wire of the coil Sealing failure | ||||
| Indicator light | Voltage breakdown | Alarm effect decreased or alarm failure | Pressing the main switch indicator does not light | Timely replacement |
| Knob switch | Poor contact with the contacts | Alarm failure | Voltage measurement | Timely replacement |
| Fuse | Loosening of supporting parts | Alarm failure | Voltage measurement | Timely replacement |
| Low-voltage DC power | Open circuit | Alarm failure | Low-voltage DC power light does not shine | Timely replacement |
| Proximity switch | open circuit | Alarm failure | Voltage measurement | Timely replacement |
| Short circuit | ||||
| Electrical parameter degradation | ||||
| contact adhesion | ||||
| Buzzer | Voltage breakdown | System reliability reduced Alarm effect decreased or alarm failure | Patrol method | Timely replacement |
| Name | Failure Rate (10−6) | Name | Failure Rate (10−6) |
|---|---|---|---|
| Time relay | 0.096 | proximity switch | 0.431 |
| Knob Switch | 0.736 | Main Switch | 0.576 |
| Indicator light | 0.258 | buzzer | 0.245 |
| Low-voltage DC power supply | 0.857 | Fuse | 0.150 |
| S | F | P(g = 1|S,F) |
|---|---|---|
| 0 | 0 | 0 |
| 0 | 1 | 0 |
| 1 | 0 | 0 |
| 1 | 1 | 1 |
| B1 | B2 | B3 | P(A = 1|B1,B2,B3) |
|---|---|---|---|
| 0 | 0 | 0 | 0 |
| 1 | 0 | 0 | 2 |
| 0 | 1 | 0 | 2 |
| … | … | … | … |
| 1 | 1 | 0 | 2 |
| 1 | 1 | 1 | 1 |
| Event Code | Failure Probability | Event Code | Failure Probability | Event Code | Failure Probability |
|---|---|---|---|---|---|
| D | 1.0000 | Yi | 1.0000 | Ti | 1.0000 |
| Z | 1.0000 | Xi | 1.0000 | Li | 4.117 × 10−6 |
| R | 1.0000 | Ji | 1.0000 | Si | 3.258 × 10−6 |
| Fi | 3.258 × 10−6 |
| Event Code | Failure Probability | Event Code | Failure Probability | Event Code | Failure Probability |
|---|---|---|---|---|---|
| D | 0.129 | Yi | 0.129 | Ti | 0.288 |
| Z | 0.288 | Xi | 0.368 | Li | 0.129 |
| R | 0.075 | Ji | 0.216 | Si | 0.048 |
| Fi | 0.123 |
| 0 | I | II | III | |
|---|---|---|---|---|
| Redundancy is 0 | 0.2 × 10−5 | 0.3 × 10−5 | 0.6 × 10−5 | 0.999989 |
| … | … | … | … | … |
| Redundancy is 8 | 1.1 × 10−5 | 3.5× 10−5 | 4 × 10−5 | 0.999914 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Cui, Z.; Zheng, M.; Wang, J.; Liu, J. Reliability Analysis of a Three-Engine Simultaneous Pouring Control System Based on Bayesian Networks Combined with FMEA and FTA. Appl. Sci. 2023, 13, 11546. https://doi.org/10.3390/app132011546
Cui Z, Zheng M, Wang J, Liu J. Reliability Analysis of a Three-Engine Simultaneous Pouring Control System Based on Bayesian Networks Combined with FMEA and FTA. Applied Sciences. 2023; 13(20):11546. https://doi.org/10.3390/app132011546
Chicago/Turabian StyleCui, Zhaoxia, Minghai Zheng, Jin Wang, and Jiang Liu. 2023. "Reliability Analysis of a Three-Engine Simultaneous Pouring Control System Based on Bayesian Networks Combined with FMEA and FTA" Applied Sciences 13, no. 20: 11546. https://doi.org/10.3390/app132011546