1. Introduction
Laser-material processing is gaining importance in different fields of applications due to the contactless energy input, high intensities and high flexibility in manufacturing components based on various materials [
1,
2]. Laser-beam welding is highly attractive for these reasons and widely used in different industrial sectors, e.g., for manufacturing processes in automotive industry [
3], electronics [
4], and household appliances [
5,
6]. These industries are accompanied by large production quantities and require automated processes. The demands on economic efficiency are increasing at the same time, i.e., minimization of rejects and increased flexibility of production are required.
Adaptive and flexible production processes are gaining relevance in the field of laser welding for these reasons, allowing an in-process adjustment of various control parameters. First, this requires process data to be obtained from the welding process itself and these must be related to the material behavior and resulting seam imperfections [
7]. Second, an adjustment of process conditions during welding must occur. Mostly, laser-dependent conditions are considered for an active adjustment nowadays, e.g., via controlling the beam power for specific events [
8] or continuously [
9], manipulating the beam shape [
10] or adjusting the beam position [
11]. This enables deviations in penetration depth, melt-pool geometry and laser-beam trajectory to be addressed and minimized, for example, while actively manipulating the workpiece position or geometry is not currently state of the art.
The welding process leads to an inhomogeneous and transient temperature distribution, resulting in residual stresses that can cause deformation [
12]. Distortion is based on plastic deformation and induces a displacement of the parts to be welded, which affects the energy deposition in the workpiece [
13] and causes changes in weld-seam geometry and penetration depth in particular [
14]. The process is interrupted when the displacement reaches a critical gap size, i.e., the melt pool is no longer able to bridge the gap between the parts to be welded, or the laser beam is transmitted through the gap in the case of butt welds [
15]. These challenging weld discontinuities are material dependent [
12] and well-known for laser beam welding of high-alloy steels highly tending to thermal distortion due to due their low thermal conductivity and high thermal expansion [
15,
16]. A precise prediction is not possible, as batches have each different material histories, which then also manifest themselves in differently pronounced distortion [
16]. This problem can be countered by exceedingly massive and therefore cost-intensive fixtures [
17]–or by an adjustment the workpiece position or clamping situation directly. It was shown that the manipulation of the workpiece and the clamping situation can significantly effect resulting residual stresses and thus distortion [
18]. The possibility of workpiece handling and welding via two robots was also demonstrated, however, high distortion was found to be critical for such non-adaptive jigless welding setups [
19]. Therefore, certain defect patterns caused by distortion require process control and workpiece manipulation capabilities to counteract workpiece displacement by adaptively adjusting the resulting gaps through the clamping device.
This requires the utilization of sensors to detect the gap on the one hand and actuators to enable mechanical intervention on the other hand. The gap can be detected directly via non-contact sensors integrated in the processing optics or mounted to it, e.g., by triangulation [
20] or imaging [
21]. A different approach is the integration of sensors into the clamping device being in contact with the sheet to measure the displacement of the workpiece to provide a value of the gap size indirectly [
15,
16]. This offers the advantage of measuring the gap at a constant position during the welding process to obtain a fundamental understanding of the ongoing processes over time [
15,
16] and to avoid a negative effect of misalignment between laser beam and butt joint position [
22].
The use of automated actuators is advantageous regarding reproducibility and reduced rejection [
23] in general. The further development of intelligent welding fixtures enables precise welding processes with improved versatility [
24] by combining actuators and sensors. This allows for an automatic clamping force and position correction for assembly [
25,
26] or the adjustment of the clamping intensity during milling [
27]. However, the process of laser-beam welding requires high-speed control systems from data acquisition over data processing to the mechanical intervention in the process due to the high processing speeds, as shown for the welding of galvanized steels in lap joints [
28]. Clamping devices combining actuators and sensors would be able to provide a further knowledge on the process besides the avoidance of seam imperfections. The process behavior can be described in more detail by measuring specific parameters over time. In the case of welding high-alloy steels in butt joint configuration, distortion and resulting gap sizes are key parameters to ensure a stable process.
This paper demonstrated the development of a clamping device for butt joints enabling the time-dependent acquisition of gap sizes and occurring forces due to thermal distortion in laser-beam welding by fixture integrated sensors. The additional integration of mechanical actuators in the clamping system further enabled the development of closed-loop controls utilizing gap size, occurring forces, or both combined as controlled variables for the purpose of an adaptive clamping device. The findings offer starting points for a further improvement of the welding process by adaptive and intelligent clamping devices, jigless welding and fixture design.
3. Results and Discussion
3.1. Uncontrolled Welding Process and Validation of Clamping Concept
Figure 7 shows the top view of an uncontrolled weld with unhindered gap formation. Sheet ② was able to move freely within the y-direction since the actuators and the load cells were not connected to it. The weld started in zero gap but was interrupted after approximately 205 mm due to the increasing gap size with longer process duration. It should be noted that the gap formation changes over time and the gap may close after the welding process during cooling [
15].
A detailed view of the gap size occurring time-dependent due to the unhindered sheet displacement is shown in
Figure 8a. The gap that occurred was time-delayed in comparison to the process start at time zero corresponding to the initial keyhole penetration. It was assumed that there is no significant effect on gap formation by conduction-mode welding at the start of the process, as the keyhole is formed in times of less than 1 ms [
32]. The gap started to increase for the first probe IP1 close to the sheet edge at process start while probe IP2 and IP3 follow its order along the weld seam. The gap size increased until the weld reached the corresponding measuring point in the x-direction, or the weld has been discontinued because of a too excessive gap size. A gap size of more than 0.5 mm was reached at probe IP3 when the process was interrupted.
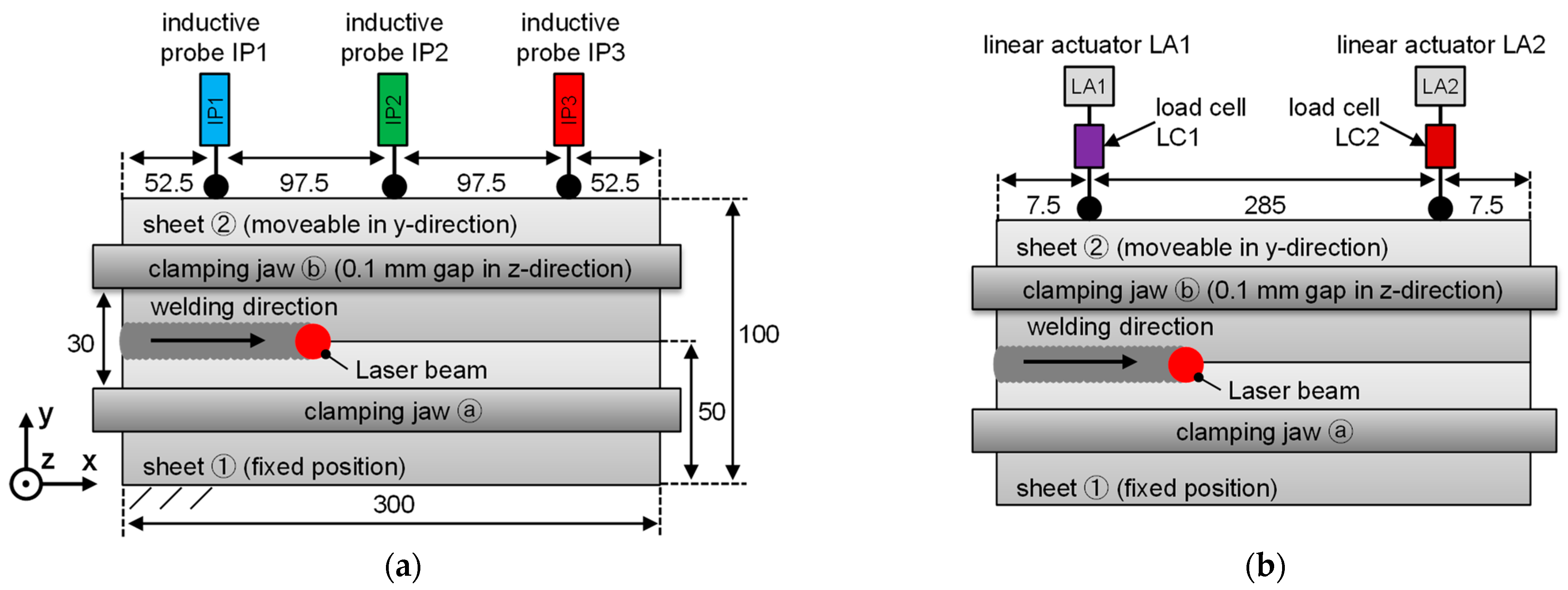
The intended clamping situation could be achieved with the developed clamping device, i.e., the position of sheet ① is almost constant over time while sheet ② can move freely in the y-direction (see
Figure 8b). Sheet ② remained almost unchanged in the z-direction while
Figure 8a showed an unhindered gap opening. This suggests that the gap of 0.1 mm between clamping jaw ⓑ and sheet ② (see
Section 2.1) was sufficiently dimensioned to allow for a free movement in the y-direction.
A rigid clamping was considered in addition for the uncontrolled process to provide information on occurring forces during welding (see
Figure 9). The tensile forces have a positive sign, the compressive forces have a negative sign. Load cell LC 1 was located at the start of the sheet and load cell LC 2 was located at the end of the sheet as described in
Section 2.1. Load cell LC 1 showed a short period under compressive forces directly after process start. The load cell LC 2 at the end of the sheet did not record any change in load at this point. The tensile forces caused by the cooling process and shrinkage of the weld seam started to predominate over the further course of the process for load cell LC 1. The force at load cell LC 2 increased shortly after the weld started to form and then continued to decrease until the resulting tensile force became predominant due to the cooling process from approximately 15 s onwards. The experiment was carried out several times to obtain the acting compressive forces whereby an average value of −95.6 N ± 6.9 N was reached (
n = 3). It should be noted that the forces follow the description of resulting residual stresses during welding when it comes to changes from compressive stresses to tensile stresses over time [
33].
It can be stated that tensile and compressive forces and gap formation behave differently along the weld seam, i.e., they are dependent on time and position. If the process is to be controlled, action must be taken accordingly at different times and at different positions. Three approaches based on the integrated sensors were followed for this reason: position control, force control and force-position control.
3.2. Position Control
The gap opening was detected via the inductive probes during closed-loop position control (
Figure 10). The setpoint value of the position control was selected to be smaller than the value of the maximum gap bridgeability. The linear actuators pulled the sheet ② from zero gap to the specified setpoint value of the gap at the start of the welding process. If the inductive probes detected deviations, it was compensated by the linear actuators. Both gap sizes were set independently of each other. The gap measured at the beginning of the sheet by inductive probe IP1 was assigned to linear actuator LA1 and inductive probe IP3 was assigned to linear actuator LA2 for the gap size at the end of the sheet.
The gap size was put to 0.2 mm as setpoint value
Xset which is equal to approximately 75% of the focal diameter and the gap had been bridgeable for the laser welding process without discontinuities.
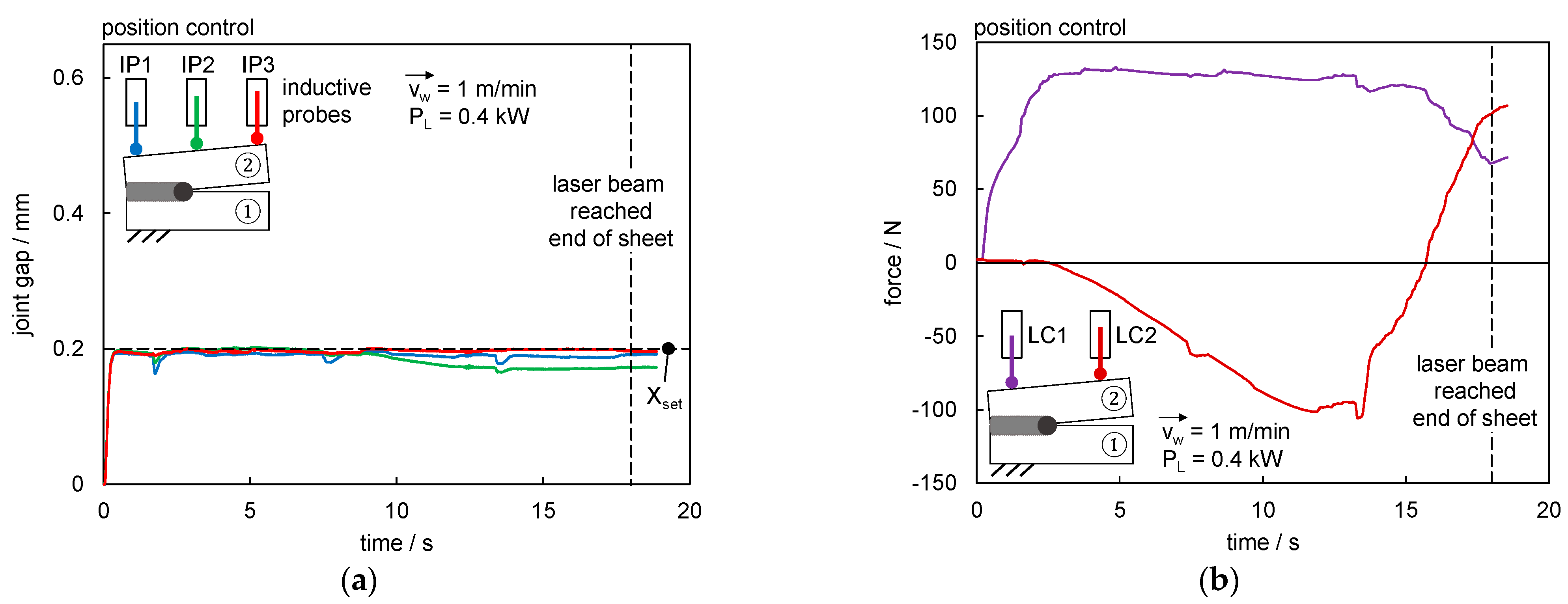
Figure 11a shows the results for the gap width based on inductive probe measurements at three positions. The gap was adjusted to the setpoint value directly at the process start, had reached 0.2 mm quickly and could be considered constant during the welding process. Deviations, e.g., at approximately 1.7 s, 7.6 s and 13.5 s were well compensated. The maximum gap size reached was 0.203 mm at the position of IP2. Contraction of the sheets occurred during solidification and cooling of the weld led to a decrease in gap dimension as noticeable for IP1 and IP2. The position controller started compensating the deviation by reducing forces for LC1 with increasing process times (see
Figure 11b). LC2 showed the largest deviation, indicating that there were further variances between the two controlled positions at LC1 (associated to IP1) and LC2 (associated to IP3) that could no longer be fully compensated due to the already solidified weld.
The forces during position control showed comparable values to the rigid clamping even if the increase in force is steeper for load cell LC1 at the process start and for load cell LC2 after approx. 13.5 s. Maximum tensile forces of 133 N and compressive forces of −105 N acted during the welding process.
The control of the gap was thus successfully demonstrated and allowed the setting of nearly constant gap sizes during welding while avoiding the occurrence of any seam discontinuities. The control loop had a sufficient stability and did not tend to overshoot.
3.3. Force Control
The force was measured via load cells LC1 and LC2 during closed-loop force control (
Figure 12). The maximum compressive force during welding was expected for the rigid clamping situation where the movement of sheet ② in the y-direction was completely prevented, hence the maximum strain occurred. Therefore, the setpoint values of the forces were selected to be smaller than the value of the maximum compressive force in rigid clamping which was determined to be approximately 100 N (see
Section 3.1). The linear actuators adjusted sheet ② to reach the specified setpoint value of the compression force at the start of the welding process. If a load cell detected deviations, it was compensated by the related linear actuator. Hence, the force was controlled individually for both positions of the linear actuators by assigning load cell LC1 to linear actuator LA1 and load cell LC2 to linear actuator LA2.
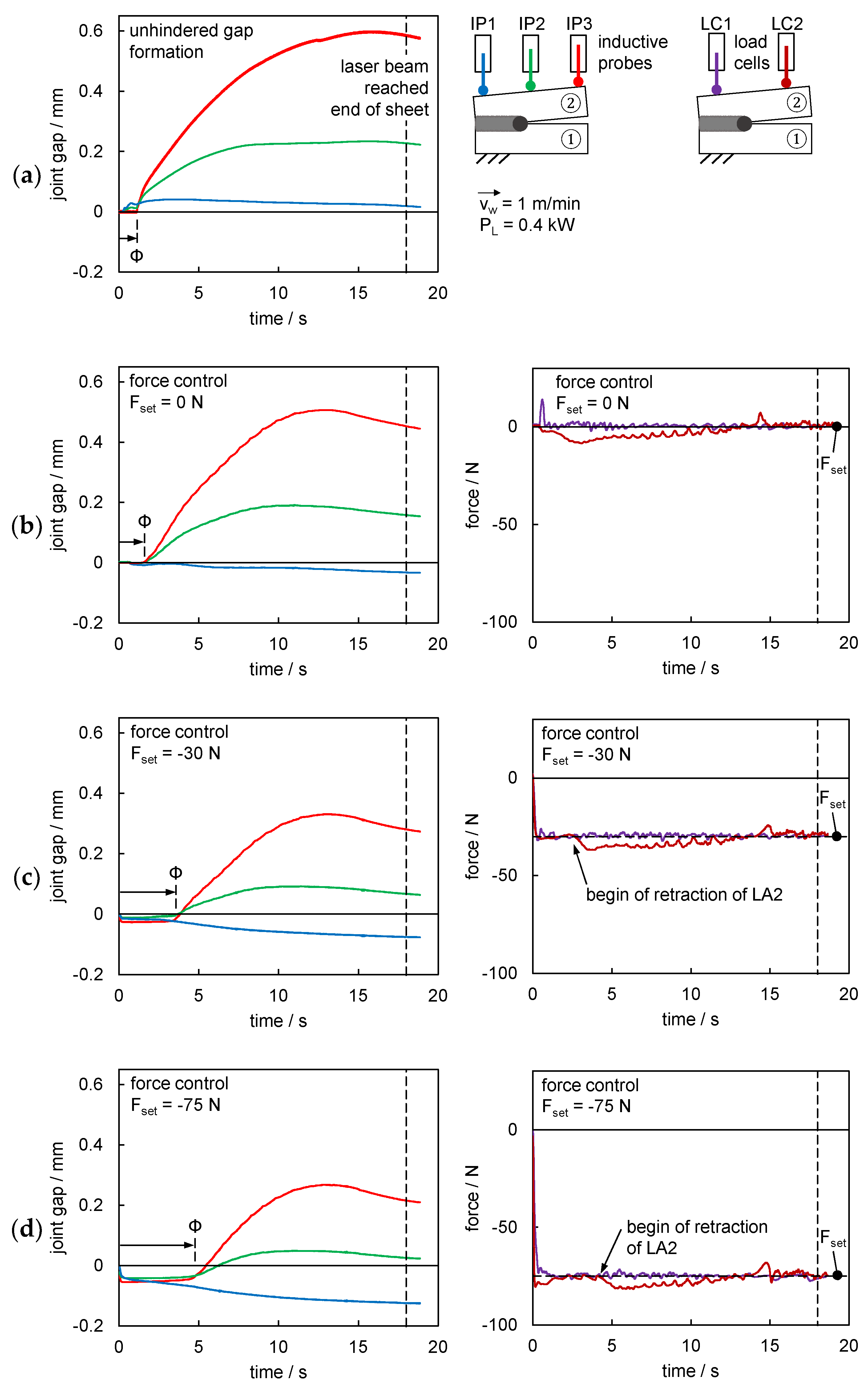
Figure 13 shows the resulting gap over time for the different inductive probes IP1-3 based on different setpoint forces
Fset compared to an unhindered gap formation. The unhindered gap formation (uncontrolled process, no rigid clamping) in
Figure 13a was already discussed in
Section 3.1 but is used as a reference for describing the effects based on the force control. The time interval
Φ is introduced to compare the different times needed for the joint gap to increase in size for different forces adjusted by the closed-loop control.
Figure 13b shows a setpoint value F
set of 0 N and depicts the resulting joint gaps and the measured forces over time. An influence on the gap formation can already be seen for nominal zero forces, i.e., the gap size measured at IP1 did not increase significantly compared to the unhindered process in
Figure 13a. The negative gap dimension obtained can be explained by the contraction of the sheets after the welding process, i.e., the outer dimension of the welded sheets in the y-direction was reduced compared to the initial value and the inductive probes measure against the outer edge. The maximum value of the joint gap at IP3 was significantly reduced by 0.09 mm to 0.51 mm. The set force at the begin of the sheet was reached rapidly and remains rather constant. However, for LC1 a peak was determined in each case for a setpoint value of 0 N indicating a strong reaction to the occurring compressive forces at the begin of the welding process. A slightly increased compression force (max. ΔF = −8.6 N) than specified was measured at LC2 because of the chosen control strategy for the first half of the welding time. The proportional gain of the controller could be increased at this point, but there is a risk of the system overshooting and it should be considered that each load cell operated at the lower limit of its resolution. It should be noted that the small peaks of the force curves that occur continuously are due to the proportional controller and do not represent signal noise. The smaller deviations in the controlled force values did not have a noticeable effect on the joint gap, so any negative effect on the position of sheet ② could be ruled out. A comparison to the uncontrolled rigid clamping (see
Section 3.1) shows the difference in characteristics clearly.
The effect of a further increase in the set compression force
Fset to −30 N is shown in
Figure 13c. The time
Φ until the gap size is increasing was significantly extended. It can be assumed that the gap opening started after the process force is greater than the setpoint compression force. It should be noted that the linear actuator started retraction before
Φ was reached, i.e., the force control delayed the gap formation. A further decrease in gap size down to 0.33 mm as maximum value at IP3 was reached while the control kept the forces on a quite constant level resulting in an average weld seam length of 260 mm. It should be noted that even a small compression force of −5 N led to an increase in weld seam length from 197 mm (uncontrolled process, no rigid clamping) to 244 mm on average until the occurrence of a weld discontinuity. A further increase of the compression force
Fset to −75 N shows the behavior again more pronounced (see
Figure 13d). The gap formation at time
Φ was delayed even further, the retraction of the actuator LA2 occurred later due to the higher process forces required for an increase in gap width and weld discontinuities occurred only once after 285 mm in three trials.
An increase in setpoint compression forces Fset resulted in longer weld seams and reduced discontinuities. The forces were kept quite constant despite the utilization of a simple proportional controller. In all cases, the compressive forces acting in the welding process had to exceed the specified setpoint forces for the gap width to increase. Until this point in time, the gap remained closed.
3.4. Force-Position Control
The force-position control was considered as last control concept and allowed the combination of the two previous strategies. The force-position control allowed to verify whether it is possible to vary the gap during the process or to set it to constant values after the process start. The control loop has been designed to operate as a force control until a certain gap dimension
gapswitch is reached, and then to switch to position control (see
Figure 14). Both positions
Xset and forces
Fset at the start and end of the sheet metal were again controlled separately from each other.
Figure 15 shows the resulting joint gap (a) and forces (b) over time. A compression force of −30 N was used as
Fset until a gap width of 0.2 mm (
gapswitch) was reached. After reaching
gapswitch at IP3, the gap was controlled to stay constant (
Xset = 0.2 mm). The acting compression force of −30 N at process start led to a longer time
Φ until the gap started to increase as expected based on the force-controlled process discussed in
Section 3.3. Afterwards, the gap width started to grow for IP2 and IP3 while the forces remained constant due to the closed-loop control. The gap was kept constant after reaching
gapswitch by adjusting the forces that can be seen clearly in
Figure 15b.
This demonstrated that it was also possible to react to different events during welding. A relatively low welding speed of 1 m/min have been considered in the results shown so far, which is why the possibility of scaling to higher processing speeds will be considered in the following.
3.5. Scalability to Higher Welding Speeds
The scalability to higher welding speeds had been examined in the following for a better understanding of the system behavior at more industrially relevant welding speeds. The welding speed was scaled up from 1 m/min to 5 m/min for this purpose.
Figure 16 shows the comparison of the joint gap of both welding speeds considered for the unhindered gap formation and closed-loop force control. The gap size is significantly reduced for higher welding speeds due to the reduction of dissipated heat. This was also evident in the energy per unit length required for full penetration welding, which was 24 kJ/m at 1 m/min and 12 kJ/m at 5 m/min (see
Section 2.1,
Table 1). The qualitative characteristics were generally comparable, i.e., the resulting gap decreased as the setpoint value of the compression force
Fset was increased. It should be noted that the gap to be bridged also decreased with increasing welding speed due to a reduced melt pool volume as shown in
Figure 16 for two welded examples at 1 m/min and 5 m/min. An additional example is a force of −30 N, where an average weld length of 280 mm at 5 m/min and of 260 mm at 1 m/min was achieved despite different gap values of 0.09 mm to 0.32 mm.
A consideration of the time-dependent behavior is shown in
Figure 17 for the force-position control at a welding speed of 5 m/min. A force
Fset of −30 N should be kept constant until a gap width of 0.05 mm (
gapswitch, approximately 20% of the focal diameter) had been reached (
Xset = 0.05 mm). Due to a higher welding speed and a reduced energy per unit length, a smaller melt pool size was reached resulting in reduced gap bridgeability, as mentioned. Thus, a gap smaller than for 1 m/min was selected to demonstrate the possibility of a force-position control at 5 m/min welding speed. The control was initiated at time zero and reached the setpoint value
Fset of −30 N after 0.22 s for LC1 and 0.12 s for LC2. The different times resulted from the larger effect of the welding process at the beginning of the sheet compared to the end of the sheet. The joint gap at IP1 never exceeded 0.05 mm which is why the controller continued to keep the force at −30 N. A greater difference between the nominal and actual force occurred from approximately 1 s onwards at LC2 before a gap of 0.05 mm (
gapswitch) was reached. The rapid increase in gap size could not be fully compensated which may be attributed to the characteristic offset of a proportional controller until the closed-loop control was switched from force to position control after approx. 1.8 s. When the switching condition was reached at IP3, a further gap opening was strongly delayed immediately while the control tried to reach the
Xset value of 0.05 mm. However, a maximum gap size of 0.058mm after approximately 0.35 s was obtained. The gap size at IP3 was slightly decreasing afterwards to a minimum gap size of 0.042 mm while a maximum force of −106 N at LC2 occurred. The characteristic for dropping below the setpoint gap value
Xset was favorable in terms of avoiding weld discontinuities.
At this point, it can be stated that a transfer to higher welding speeds was possible and has been implemented. The integrated sensors and actuators can intervene quickly enough, although further tuning of the controller certainly offers potential for reduced deviations between setpoint and actual values.






















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}