
Development and Application of Unsealed Borehole Leakage Detection Device Based on Flow Method
 ,
, {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Research and Development of Unsealed Borehole Leakage Detection Technology Based on Flow Method
2.1. Components of Air Leakage Detection Device
- (1)
- Remove the original connection device of the extraction pipe from the borehole, and the expanding capsule is then pushed to measurement point 1 using a connecting rod;
- (2)
- Pass the outermost connection rod and the purple copper pipe (connected to wet flow gauge) through the double-hole rubber plug, and completely seal with the extraction pipe;
- (3)
- After all components are connected, open the underway press-air system to inflate the expanding capsule to seal the section of the borehole to be tested for leakage;
- (4)
- After the inflation is completed, open the extraction system valve, and observe the number of wet flow gauges;
- (5)
- When the number of wet flow gauges is stable (the number remains unchanged within 3 min), turn off the extraction system valve, and deflate and depressurize the expanding capsule. Then, send the expanding capsule to the next measurement point for the next set of flow tests by mounting a link.
2.2. Selection of the Main Components of the Air Leakage Detection Device
2.2.1. Expandable Capsule Pressure-Bearing Test
2.2.2. Tightness Test of Expandable Capsule
2.2.3. Selection of Pressure Limiting Valve
2.2.4. Selection of Flow Gauge
2.3. Detection Principle of Leakage Detection Device
3. Results and Discussions
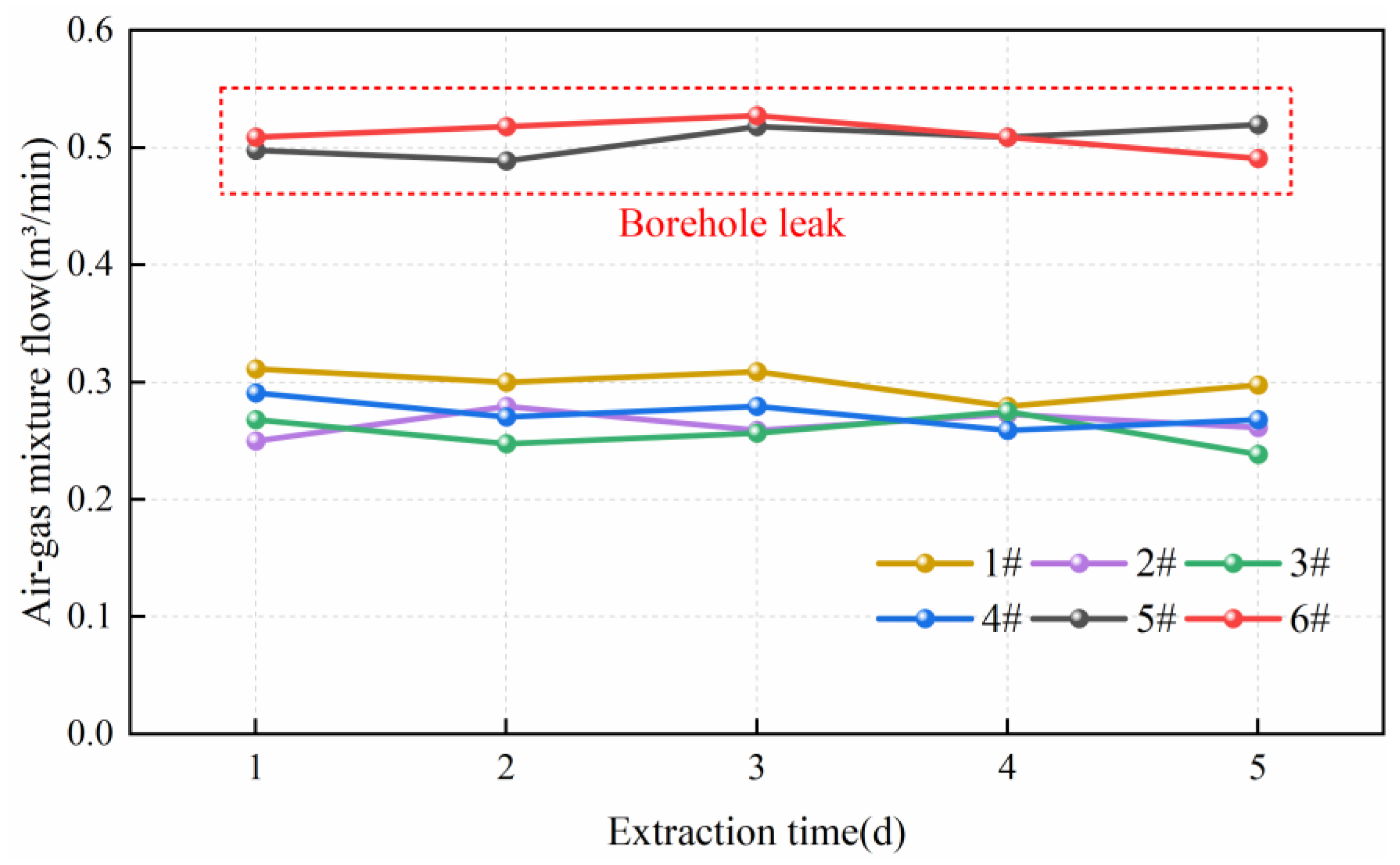
3.1. Field Application of Air Leakage Detection Technique
3.2. Air Leakage Disposal Technique
3.2.1. Principle of Air Leakage Disposal Technique
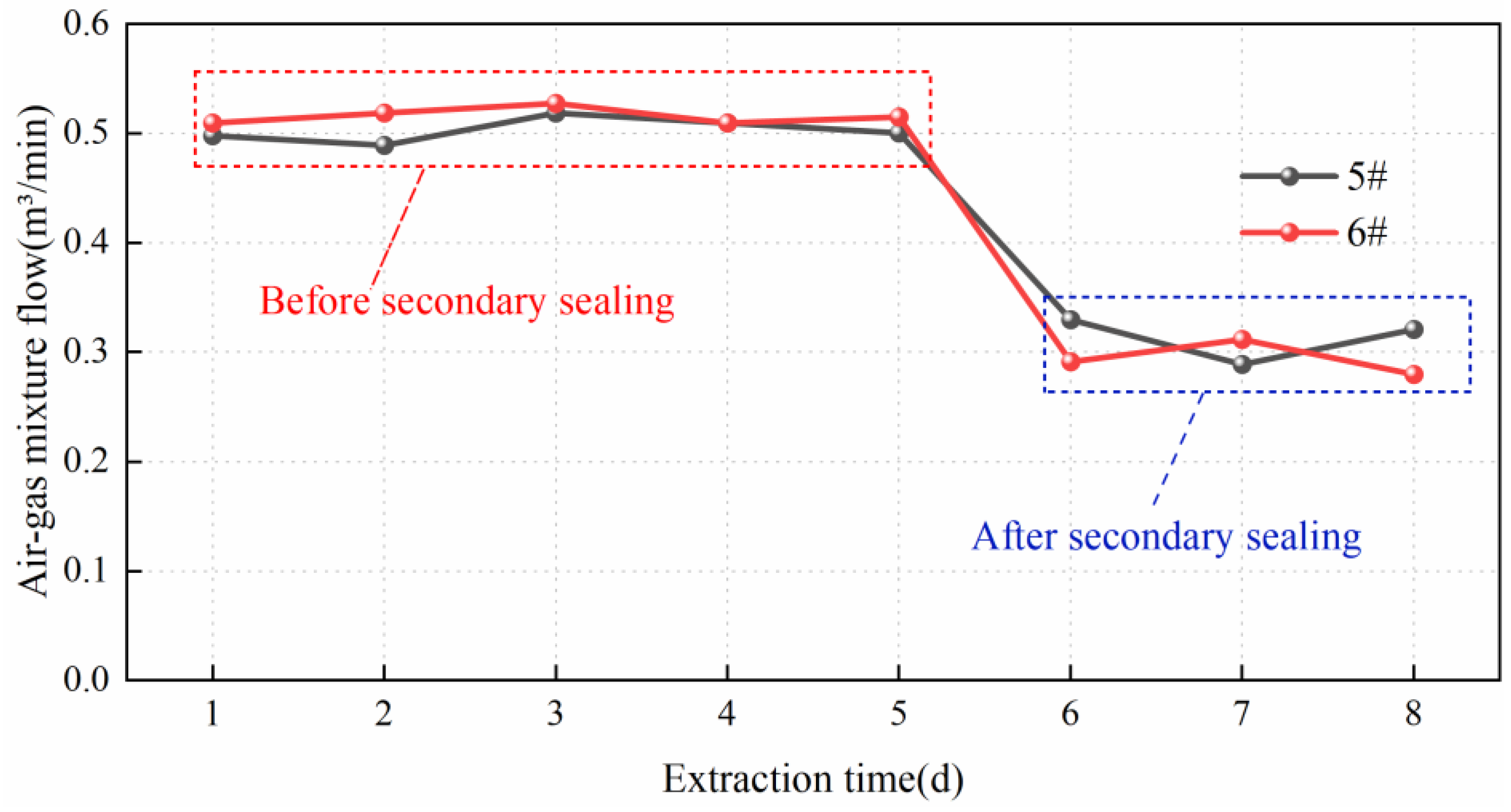
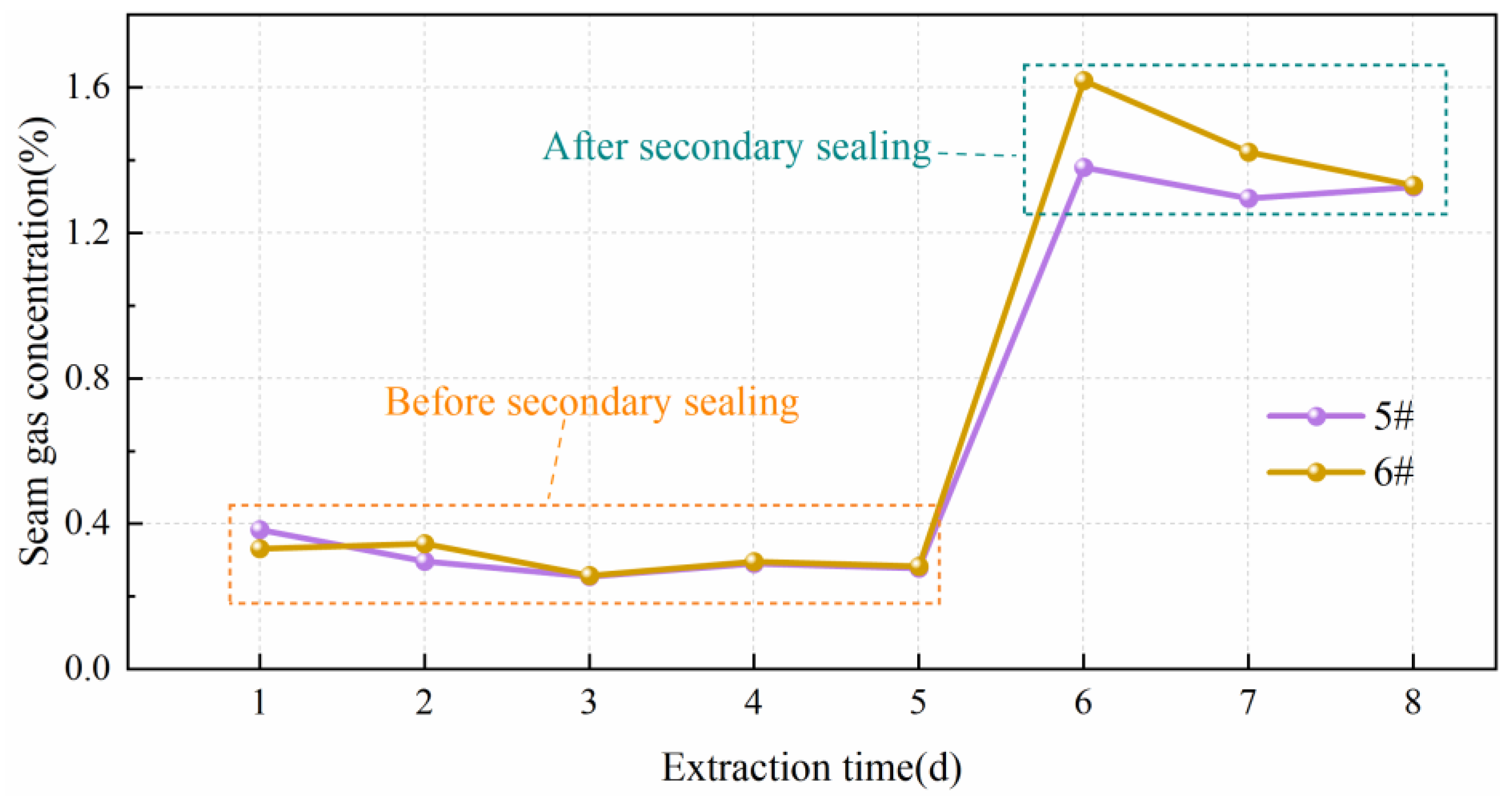
3.2.2. Leakage Disposal Effect
- (1)
- Preparation: Check the detector chemical reactants, gas sample channel, and air tightness of the suction ball to confirm its good performance. The chemical reactants include the calcium chloride, silica gel, and sodium lime to make sure that they are not invalid. Then, check whether the gas sample channel and suction ball are leaking.
- (2)
- Zeroing: Place the instrument in air, and pinch and release the suction ball several times to ensure that the zero scale of the micro-reading disk (decimal display disk) coincides with the pointer and that the selected black baseline coincides with the zero position of the dividing plate (integer display panel).
- (3)
- Measurement: Extend the rubber tube connected to the air inlet to the air–gas mixture extracted, press the suction ball for more than 10 times, and ensure that the gas to be measured enters the gas chamber. Press the light source electric gate and observe the position of the black baseline and pointer from the eyepiece. Read out the integer number shown on the dividing plate and the decimal number shown on the micro-reading disk; the sum of the two is the measured gas concentration.
4. Conclusions
- (1)
- A new type of air leakage detection device for borehole gas extraction in coal mines has been developed to address the problem of a more cumbersome operation and longer testing period of the existing air leakage detection devices. By comparing the flow of gas extracted at different test points, it is possible to determine whether there is air leakage around the borehole, and the specific leakage position and leakage amount. This device has the advantages of simple operation and a short test period.
- (2)
- In view of the shortcomings of the “three plugging and two injection” secondary sealing technique, this paper proposes the Φ10 mm sealing capsular bag secondary sealing method. Field tests showed that the air–gas mixture flow in the test borehole was reduced by a factor of approximately 1.55 and the concentration of pure seam gas was increased approximately six times after the disposal of the leaky position.
- (3)
- The combination of the leakage disposal method and the leakage detection device can accurately seal the unsealed borehole at the position of the leak, thus avoiding the blindness of secondary sealing, reducing the cost of sealing boreholes, and effectively ensuring the effectiveness of gas extraction from the borehole.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Nie, B.; Sun, S.J. Thermal recovery of coalbed methane: Modeling of heat and mass transfer in wellbores. Energy 2023, 263, 125899. [Google Scholar] [CrossRef]
- Yan, F.; Xu, J.; Peng, S.J.; Zou, Q.J.; Li, Q.G.; Long, K.; Zhao, Z.G. Effect of capacitance on physicochemical evolution characteristics of bituminous coal treated by high-voltage electric pulses. Powder Technol. 2020, 367, 47–55. [Google Scholar] [CrossRef]
- Kong, B.; Wang, E.Y.; Lu, W.; Li, Z.H. Application of electromagnetic radiation detection in high-temperature anomalous areas experiencing coalfield fires. Energy 2019, 189, 116144. [Google Scholar] [CrossRef]
- Kang, Y.S.; Huangfu, Y.H.; Zhang, B.; He, Z.P.; Jiang, S.Y.; Ma, Y.Z. Gas oversaturation in deep coals and its implications for coal bed methane development: A case study in Linxing Block, Ordos Basin, China. Front. Earth Sci. 2023, 10, 1031493. [Google Scholar] [CrossRef]
- Tang, S.L.; Zhai, H.B.; Tang, H.; Yang, F. Isothermal desorption hysteretic model for deep coalbed methane development. Geofluids 2022, 2022, 5259115. [Google Scholar] [CrossRef]
- Li, H.Y.; Lau, H.C.; Huang, S. China’s coalbed methane development: A review of the challenges and opportunities in subsurface and surface engineering. J. Pet. Sci. Eng. 2018, 166, 621–635. [Google Scholar] [CrossRef]
- Li, X.L.; Cao, Z.Y.; Xu, Y.L. Characteristics and trends of coal mine safety development. Energy Sources Part A 2020, 12, 1–19. [Google Scholar] [CrossRef]
- Tao, S.; Pan, Z.J.; Chen, S.D.; Tang, S.L. Coal seam porosity and fracture heterogeneity of marcolithotypes in the Fanzhuang block, southern Qinshui Basin, China. J. Nat. Gas Sci. Eng. 2019, 66, 148–158. [Google Scholar] [CrossRef]
- Wan, L.M.; Hou, B.; Meng, H.; Chang, Z.; Muhadasi, Y.; Chen, M. Experimental investigation of fracture initiation position and fluid viscosity effect in multi-layered coal strata. J. Pet. Sci. Eng. 2019, 182, 106310. [Google Scholar] [CrossRef]
- Qu, Q.D.; Guo, H.; Khanal, M. Monitoring and analysis of ground movement from multi-seam mining. Int. J. Rock Mech. Min. Sci. 2021, 148, 104949. [Google Scholar] [CrossRef]
- Men, X.Y.; Tao, S.; Liu, Z.X.; Tian, W.G.; Chen, S.D. Experimental study on gas mass transfer process in a heterogeneous coal reservoir. Fuel Process. Technol. 2021, 216, 106779. [Google Scholar] [CrossRef]
- Kong, X.G.; Li, S.G.; Wang, E.Y.; Wang, X.; Zhou, Y.X.; Ji, P.F.; Wei, Z.Y. Experimental and numerical investigations on dynamic mechanical responses and failure process of gas-bearing coal under impact load. Soil Dyn. Earthq. Eng. 2021, 142, 106579. [Google Scholar] [CrossRef]
- Tittarelli, F.; Mobili, A.; Giosuè, C.; Belli, A.; Bellezze, T. Corrosion behaviour of bare and galvanized steel in geopolymer and Ordinary Portland Cement based mortars with the same strength class exposed to chlorides. Corros. Sci. 2018, 134, 64–77. [Google Scholar] [CrossRef]
- Iacobescu, I.R.; Angelopoulos, N.G.; Jones, T.P.; Blanpain, B.; Pontikes, Y. Ladle metallurgy stainless steel slag as a raw material in Ordinary Portland Cement production: A possibility for industrial symbiosis. J. Clean. Prod. 2016, 112, 872–881. [Google Scholar] [CrossRef]
- Fu, J.H.; Wang, D.K.; Li, X.L.; Wang, Z.M.; Shang, Z.J.; Jiang, Z.G.; Wang, X.B.; Gao, X. Experimental study on the cement-based materials used in coal mine gas extraction for hole sealing. ACS Omega 2021, 6, 21094–21103. [Google Scholar] [CrossRef] [PubMed]
- Mu, B.Y.; Li, M. Fabrication and characterization of polyurethane-grafted reduced graphene oxide as solid-solid phase change materials for solar energy conversion and storage. Sol. Energy 2019, 188, 230–238. [Google Scholar] [CrossRef]
- Zhang, F.J.; Qin, Y.P.; Xu, H.; Wu, F.; Chu, X.Y.; Wang, K. Multi-angle analysis of the mechanism of polymer materials to improve the sealing quality of boreholes. Energy Sources Part A 2022, 44, 3205–3222. [Google Scholar] [CrossRef]
- Qin, W.; Xu, J.L. Dynamic secondary borehole-sealing method for gas drainage boreholes along the coal seam. Geofluids 2018, 2018, 1723019. [Google Scholar] [CrossRef]
- Jing, M.; Ni, G.H.; Zhu, C.J.; Li, Z.; Wang, G.; Wang, Z.Y.; Huang, Q.M. Effect of new modified materials on the microscopic pore structure and hydration characteristics of sealing materials in coal seam boreholes. Constr. Build. Mater. 2023, 377, 131076. [Google Scholar] [CrossRef]
- Zhang, Y.J.; Zou, Q.L.; Guo, L.D. Air-leakage model and sealing technique with sealing-isolation integration for gas-drainage boreholes in coal mines. Process Saf. Environ. Prot. 2020, 140, 258–272. [Google Scholar] [CrossRef]
- Zhou, A.T.; Xu, Z.Y.; Wang, K.; Wang, Y.H.; An, J.Y.; Shi, Z. Coal mine gas migration model establishment and gas extraction technology field application research. Fuel 2023, 349, 128650. [Google Scholar] [CrossRef]
- Liu, T.; Lin, B.Q.; Fu, X.H.; Zhu, C.J. Modeling air leakage around gas extraction boreholes in mining-disturbed coal seams. Process Saf. Environ. Prot. 2020, 141, 202–214. [Google Scholar] [CrossRef]
- Zhang, C.; Jin, G.H.; Liu, C.; Li, S.G.; Xue, J.H.; Cheng, R.H.; Liu, H. Sealing performance of new solidified materials: Mechanical properties and stress sensitivity characterization of pores. Adv. Polym. Technol. 2020, 2020, 5397697. [Google Scholar] [CrossRef]
- Wang, K.; Wang, L.; Ju, Y.; Dong, H.Z.; Zhao, W.; Du, C.G.; Guo, Y.Y.; Lou, Z.; Gao, H. Numerical study on the mechanism of air leakage in drainage boreholes: A fully coupled gas-air flow model considering elastic-plastic deformation of coal and its validation. Process Saf. Environ. Prot. 2022, 158, 134–145. [Google Scholar] [CrossRef]
- Wu, W.; Wang, Z.F.; Jen, A. Effect of stresses and strains of roadway surrounding rocks on borehole airtightness. J. Eng. Sci. Technol. Rev. 2016, 9, 66–73. [Google Scholar]
- Chen, H.D.; Chen, X.J.; Wang, Z.F.; Li, Z.Q.; An, F.H. Plastic zone range of a roadway considering the creep effect. Sci. Rep. 2020, 10, 20341. [Google Scholar] [CrossRef] [PubMed]
- Xu, C.Y.; Zhang, H.L.; Kang, Y.L.; Zhang, J.Y.; Bai, Y.R.; Zhang, J.; You, Z.J. Physical plugging of lost circulation fractures at microscopic level. Fuel 2022, 317, 123477. [Google Scholar] [CrossRef]
- Wang, Z.M.; Sun, Y.N.; Wang, Y.L.; Zhang, J.X.; Sun, Z.D. A coupled model of air leakage in gas drainage and an active support sealing method for improving drainage performance. Fuel 2019, 237, 1217–1227. [Google Scholar] [CrossRef]
- Hong, Z.J.; Xiong, Z.Q.; Wang, C. Gas drainage sealing mechanism and optimization of key leakage parameters: Analysis, experiment, and field verification. Arab. J. Geosci. 2022, 15, 1431. [Google Scholar] [CrossRef]
- Zhang, X.B.; Gao, J.L.; Jia, G.N.; Zhang, J.W. Study on the influence mechanism of air leakage on gas extraction in extraction boreholes. Energy Explor. Exploit. 2022, 40, 1344–1359. [Google Scholar] [CrossRef]
- Zhang, J.X.; Liu, Y.W.; Ren, P.L.; Han, H.K.; Zhang, S. A fully multifield coupling model of gas extraction and air leakage for in-seam borehole. Energy Rep. 2021, 7, 1293–1305. [Google Scholar] [CrossRef]
- Ba, Q.B. Research on air leakage mechanism and detection technology of coal mine gas drainage. IOP Conf. Ser. Earth Environ. Sci. 2020, 446, 052018. [Google Scholar] [CrossRef]
- Fan, X.G.; Ma, Q.Q. Application test of hole sealing quality testing device in Wangpo Coal Mine. Coal Mine Saf. 2019, 50, 133–135. (In Chinese) [Google Scholar]
- Wang, N.; Zhang, T.J.; Fan, J.D.; Deng, Z.S.; Ji, X. Testing technology and application of sealing hole quality in coal mine gas extraction. Coal Technol. 2019, 38, 87–89. (In Chinese) [Google Scholar]
- Qi, Q.J.; Zhao, Y.X.; Lv, Y.C.; Jia, X.L.; Zhou, X.H. New process technology of “two blocks, one note and one row” for gas extraction. Chin. J. Saf. Sci. 2018, 28, 100–104. (In Chinese) [Google Scholar]
- Cai, J.T.; Wu, J.S.; Yuan, S.Q.; Liu, Z.; Kong, D.S. Numerical analysis of multi-factors effects on the leakage and gas diffusion of gas drainage pipeline in underground coal mines. Process Saf. Environ. Prot. 2021, 151, 166–181. [Google Scholar] [CrossRef]
- Yu, S.Y.; Su, X.B.; Song, J.X.; Wang, Q.; You, Z.J. The hole sealing technology of solid–liquid materials with three pluggings and two injections for gas extraction hole in the coal mine. ACS Omega 2022, 7, 43847–43855. [Google Scholar] [CrossRef]
- Sun, X.Y.; Li, K.; Wang, X. Capsule-bag-type sealing technology for gas drainage boreholes and its application. Geofluids 2022, 2022, 1671859. [Google Scholar] [CrossRef]


Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hao, Q.; Chen, H.; Xu, G.; Yang, Y.; Chen, X.; Wang, Z.; An, K. Development and Application of Unsealed Borehole Leakage Detection Device Based on Flow Method. Appl. Sci. 2024, 14, 6684. https://doi.org/10.3390/app14156684
Hao Q, Chen H, Xu G, Yang Y, Chen X, Wang Z, An K. Development and Application of Unsealed Borehole Leakage Detection Device Based on Flow Method. Applied Sciences. 2024; 14(15):6684. https://doi.org/10.3390/app14156684
Chicago/Turabian StyleHao, Qingqing, Haidong Chen, Guangwei Xu, Yuqiang Yang, Xiangjun Chen, Zhaofeng Wang, and Kang An. 2024. "Development and Application of Unsealed Borehole Leakage Detection Device Based on Flow Method" Applied Sciences 14, no. 15: 6684. https://doi.org/10.3390/app14156684