
Influence of Additives on Grinding Performance of Digital Light Processing-Printed Phenol Bond Grinding Wheels



Abstract
1. Introduction
2. Materials and Methods
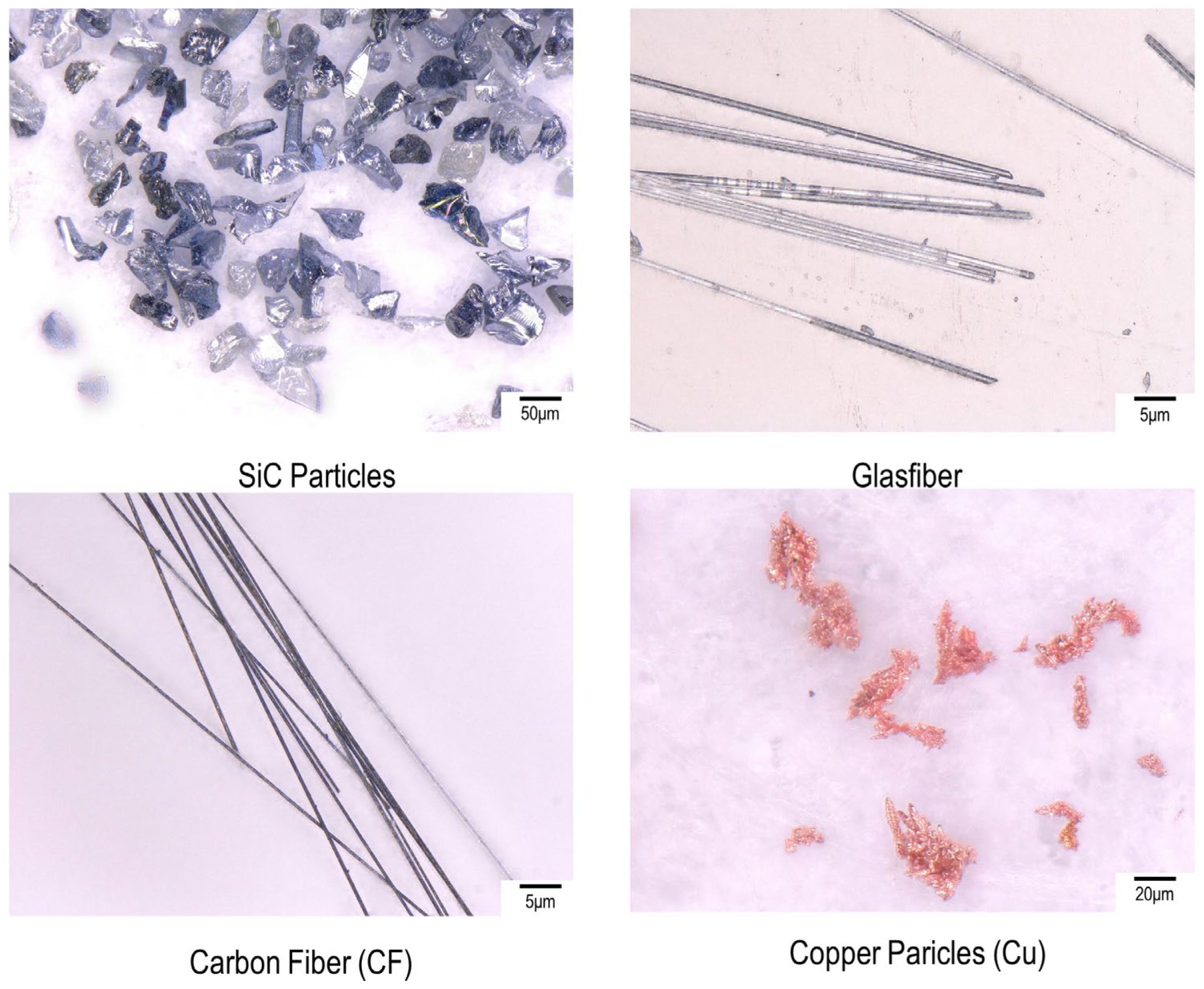
2.1. Materials
2.2. Printing and Post-Processing Process
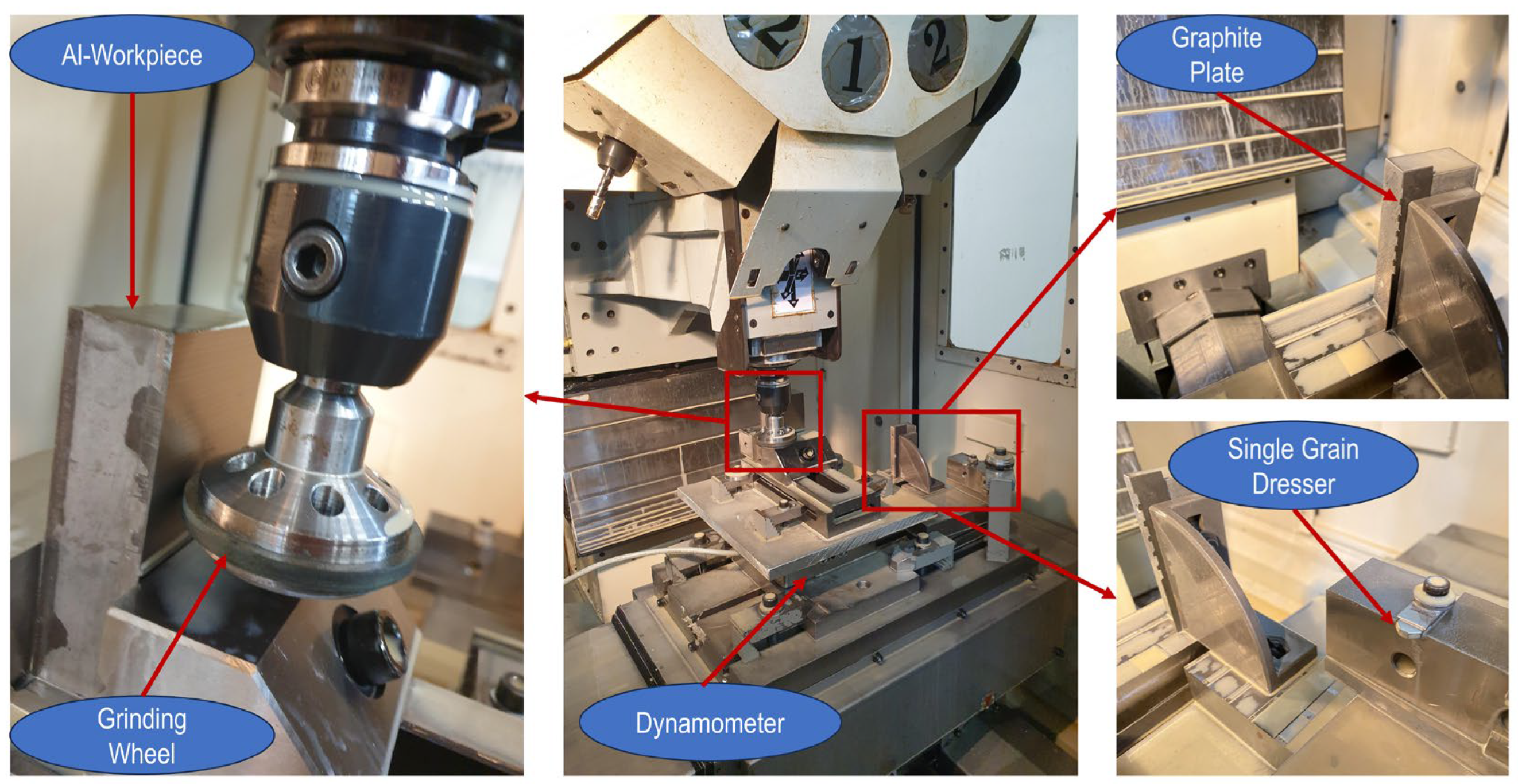
2.3. Grinding Process
2.4. Measurement
3. Results
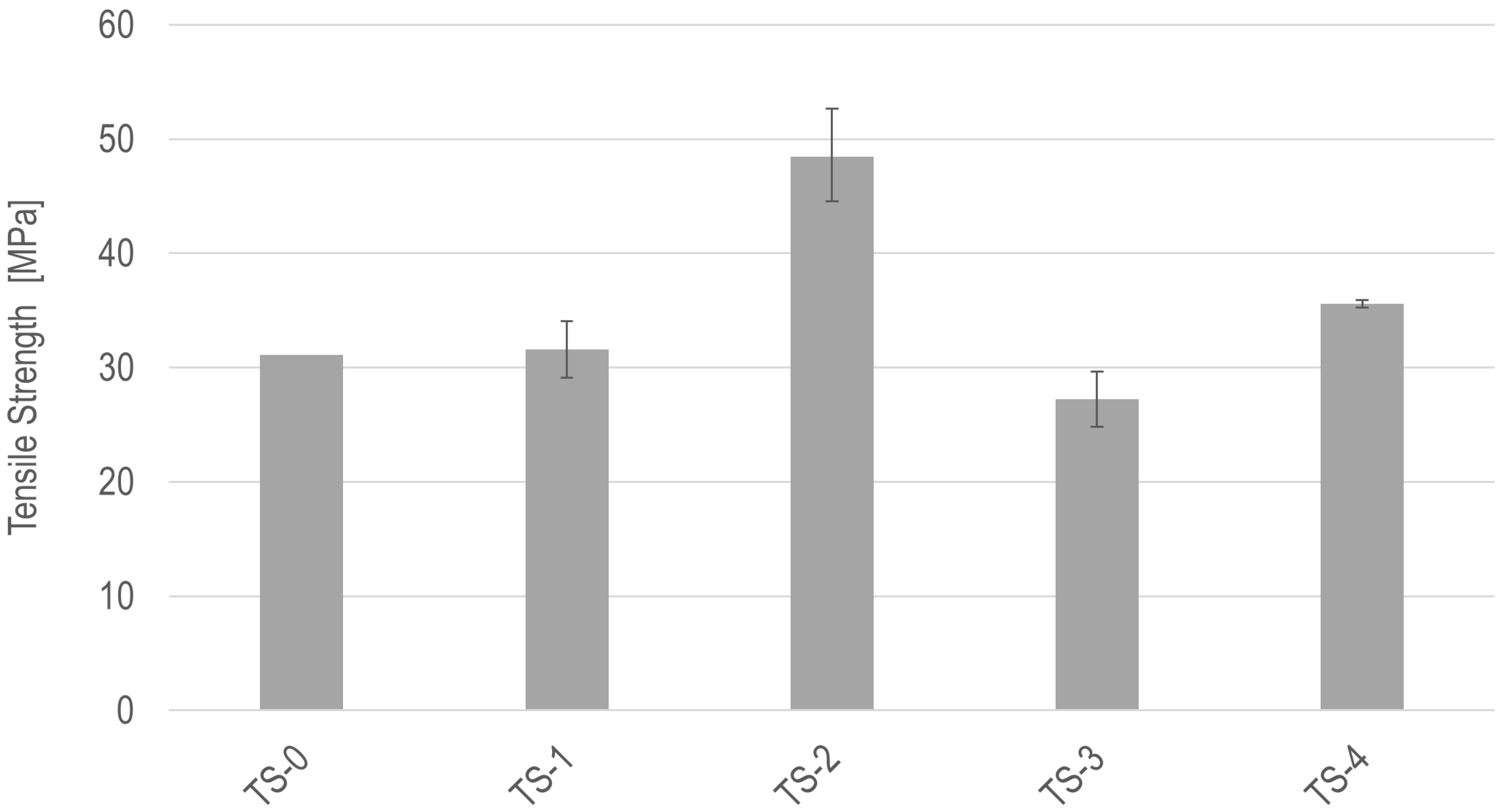
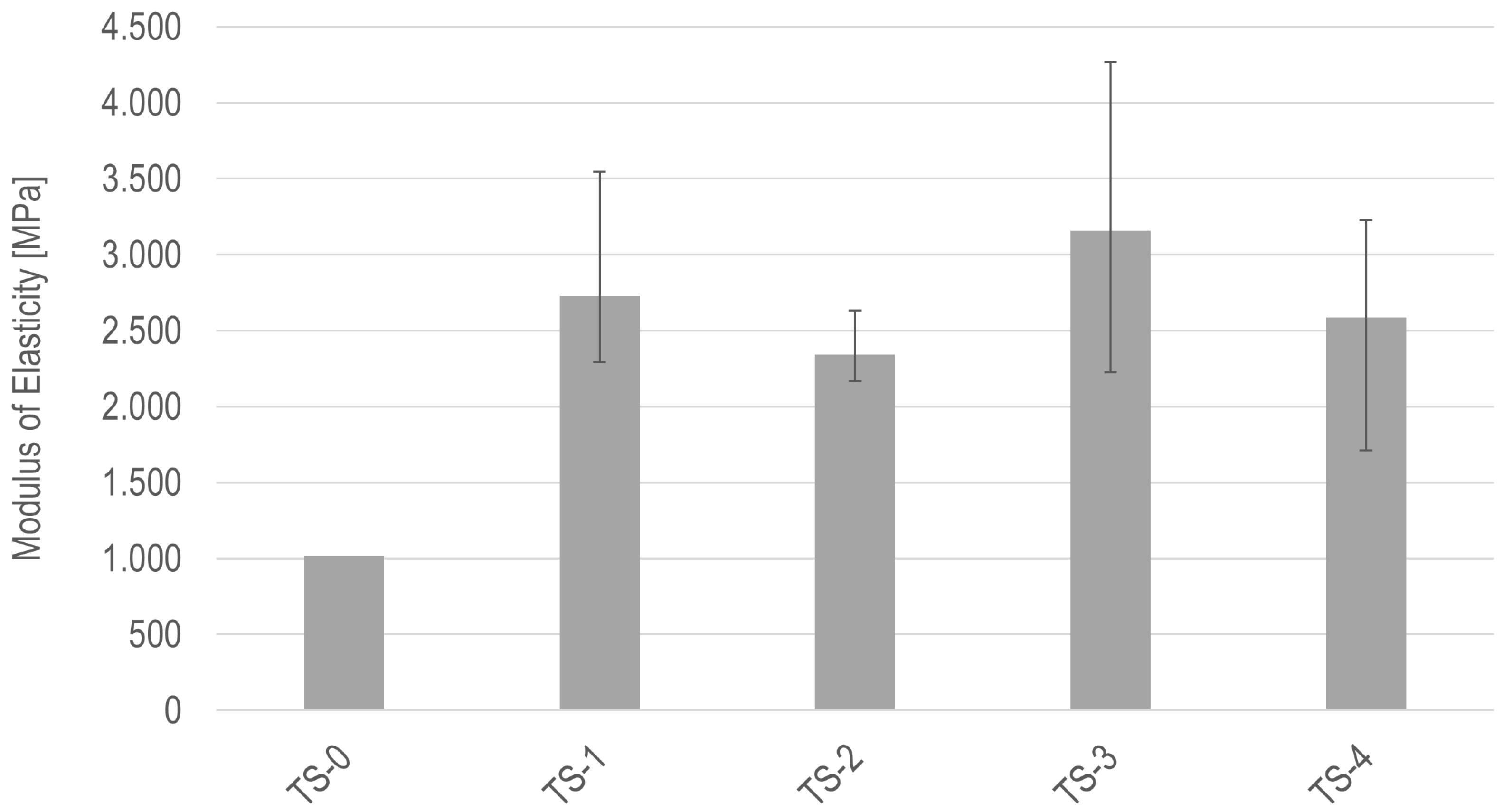
3.1. Mechanical Properties of Grinding Wheels
3.2. Grinding Experiment
3.2.1. Dressing Operation
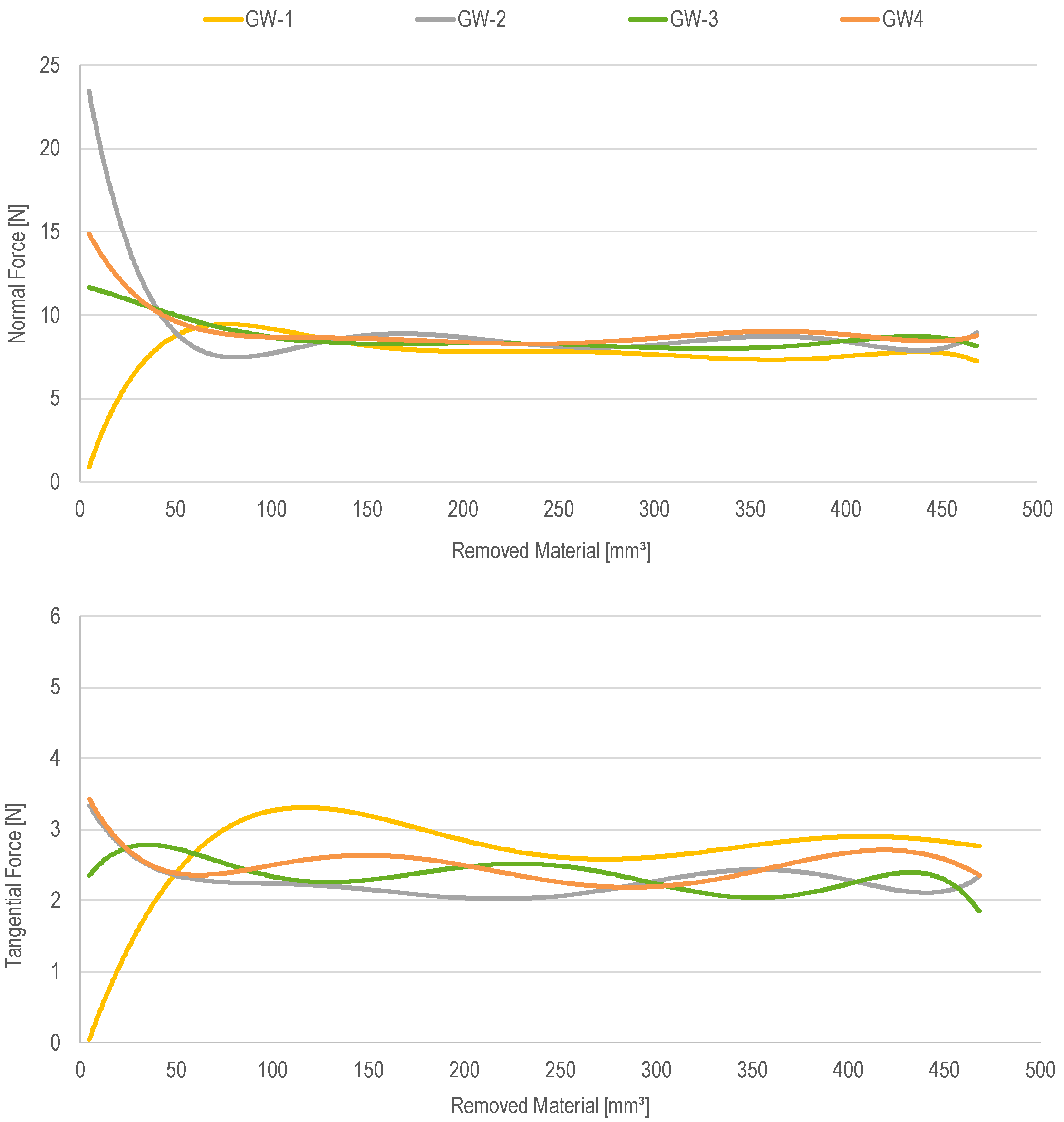
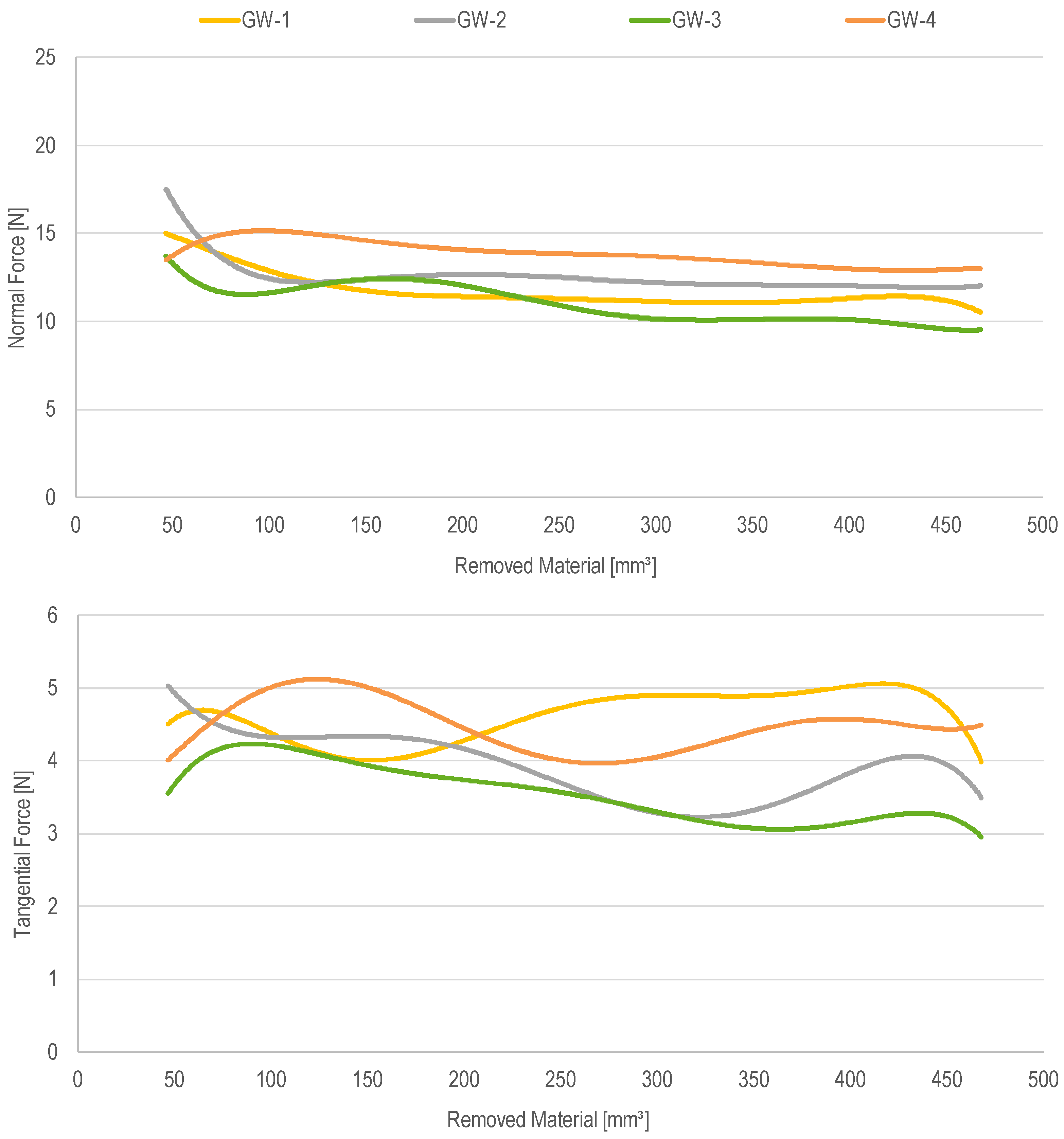
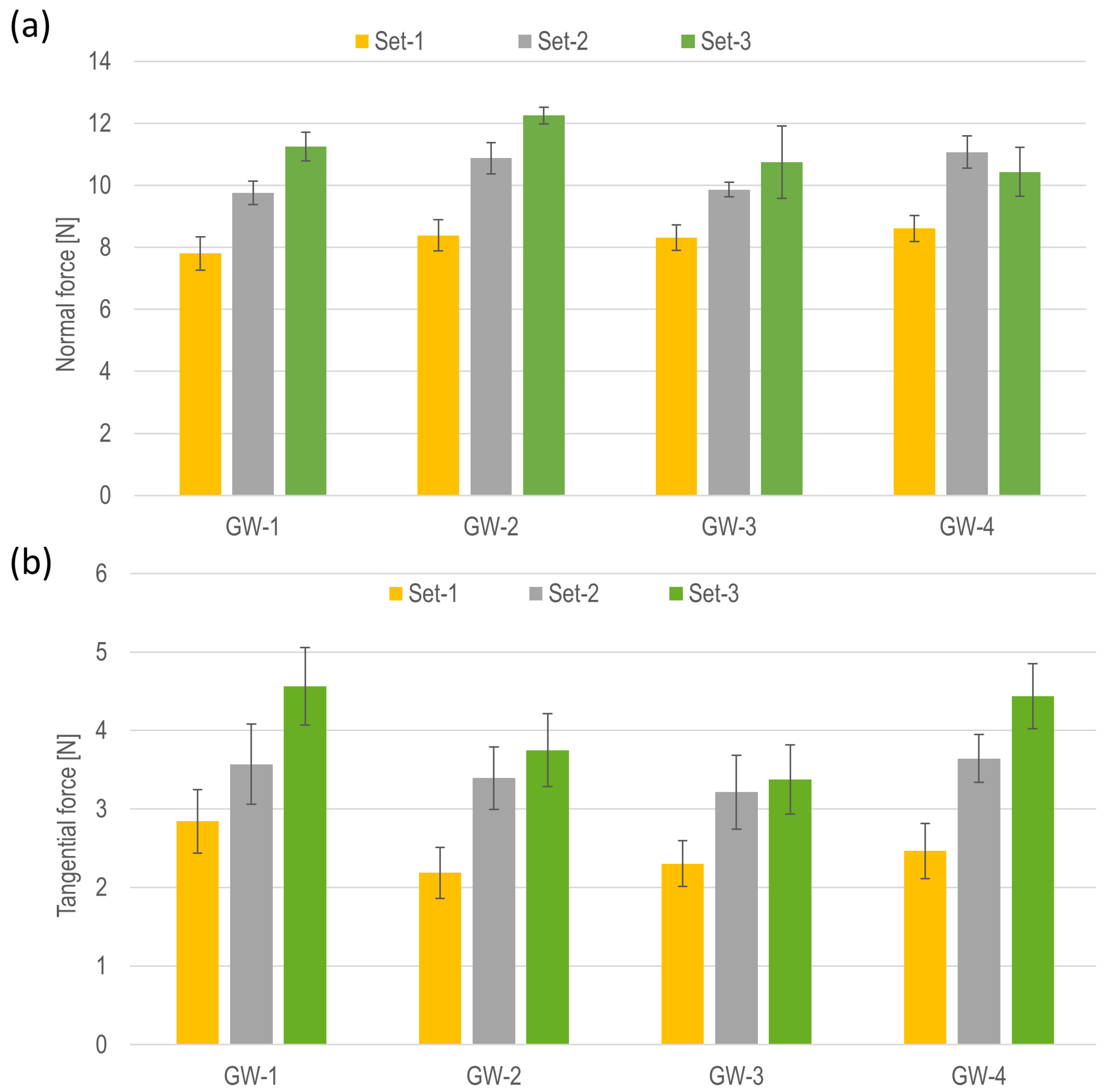
3.2.2. Grinding Forces
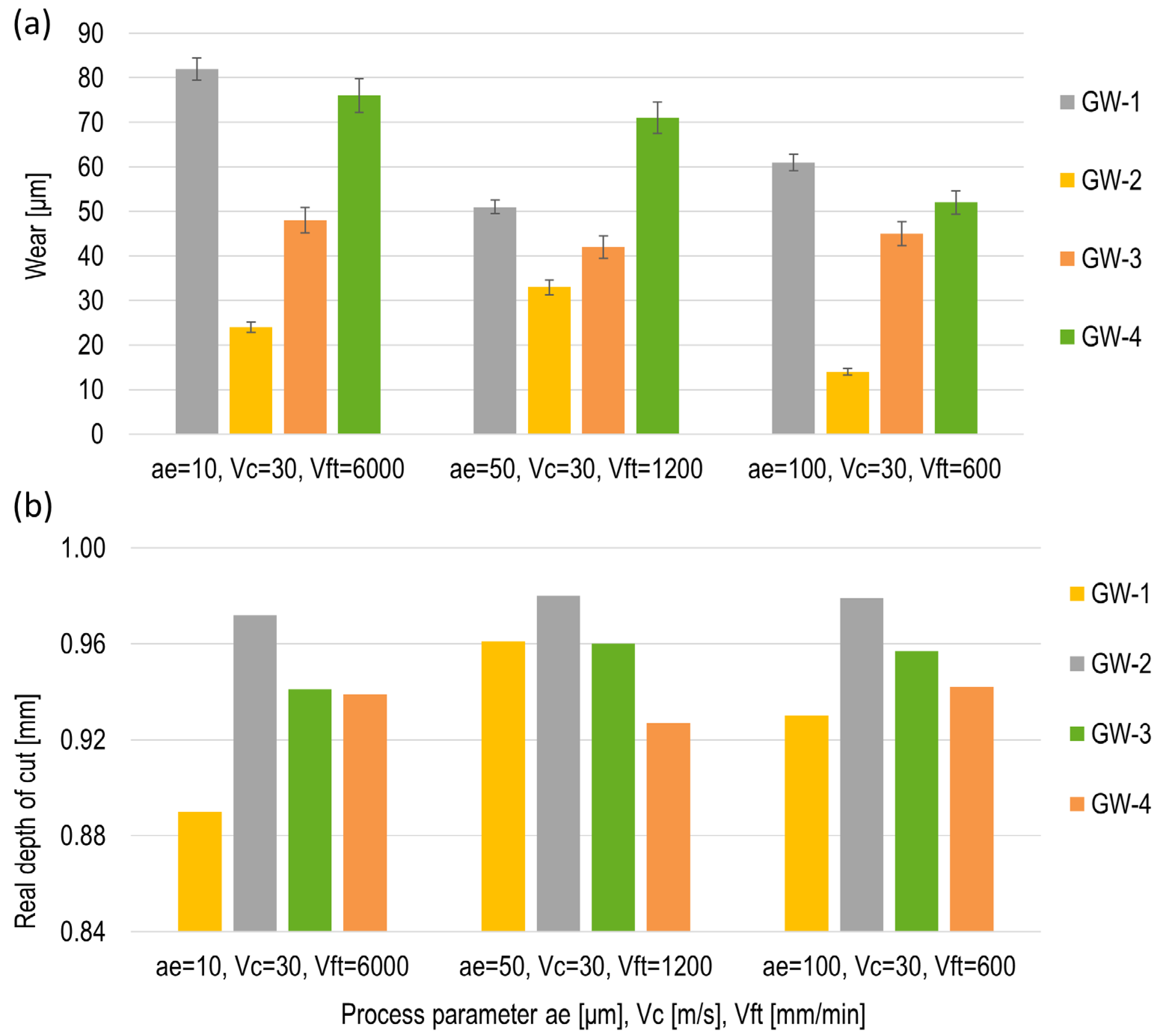
3.2.3. Real Depth of Cut and Tool Wear
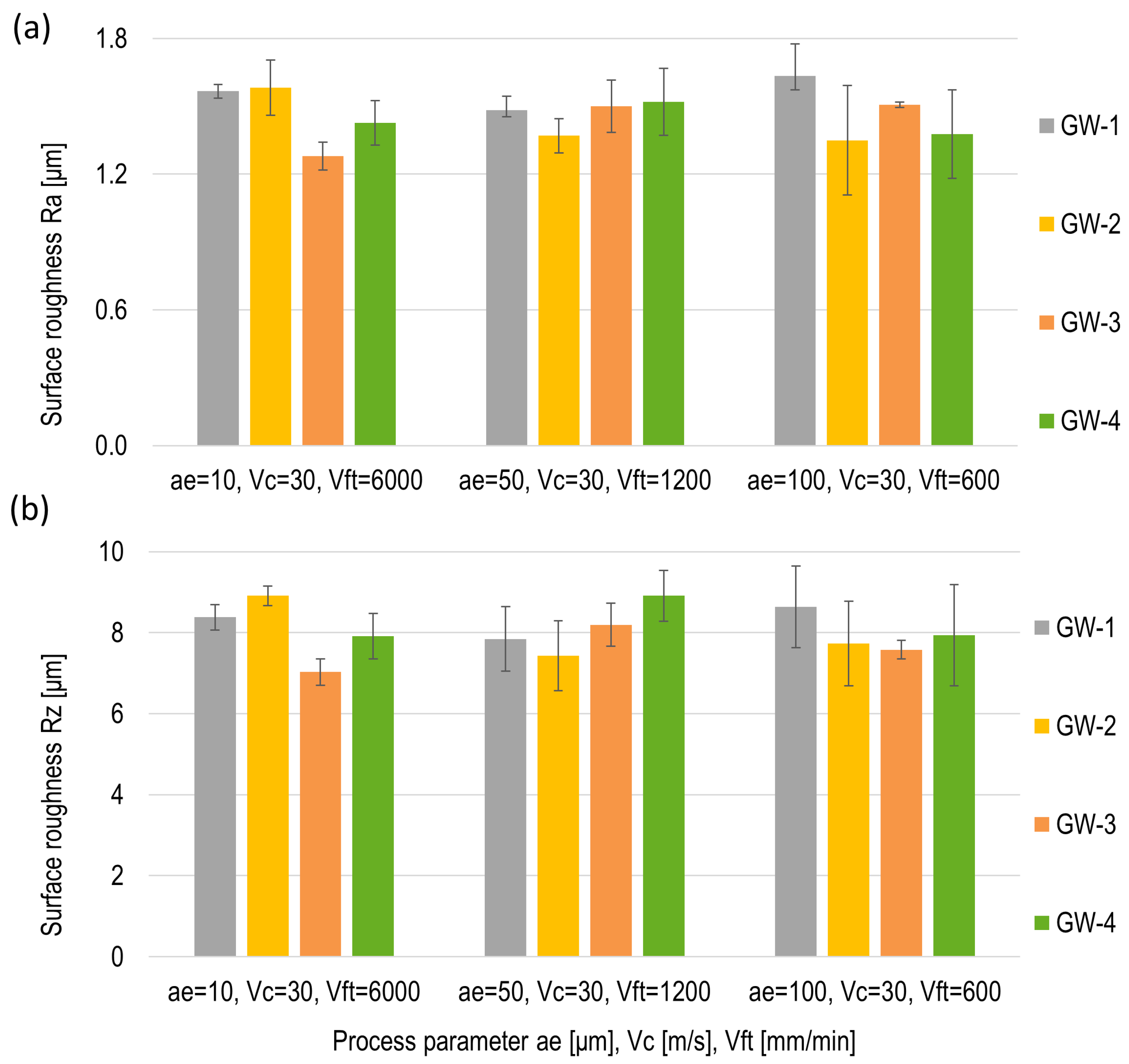
3.2.4. Surface Roughness
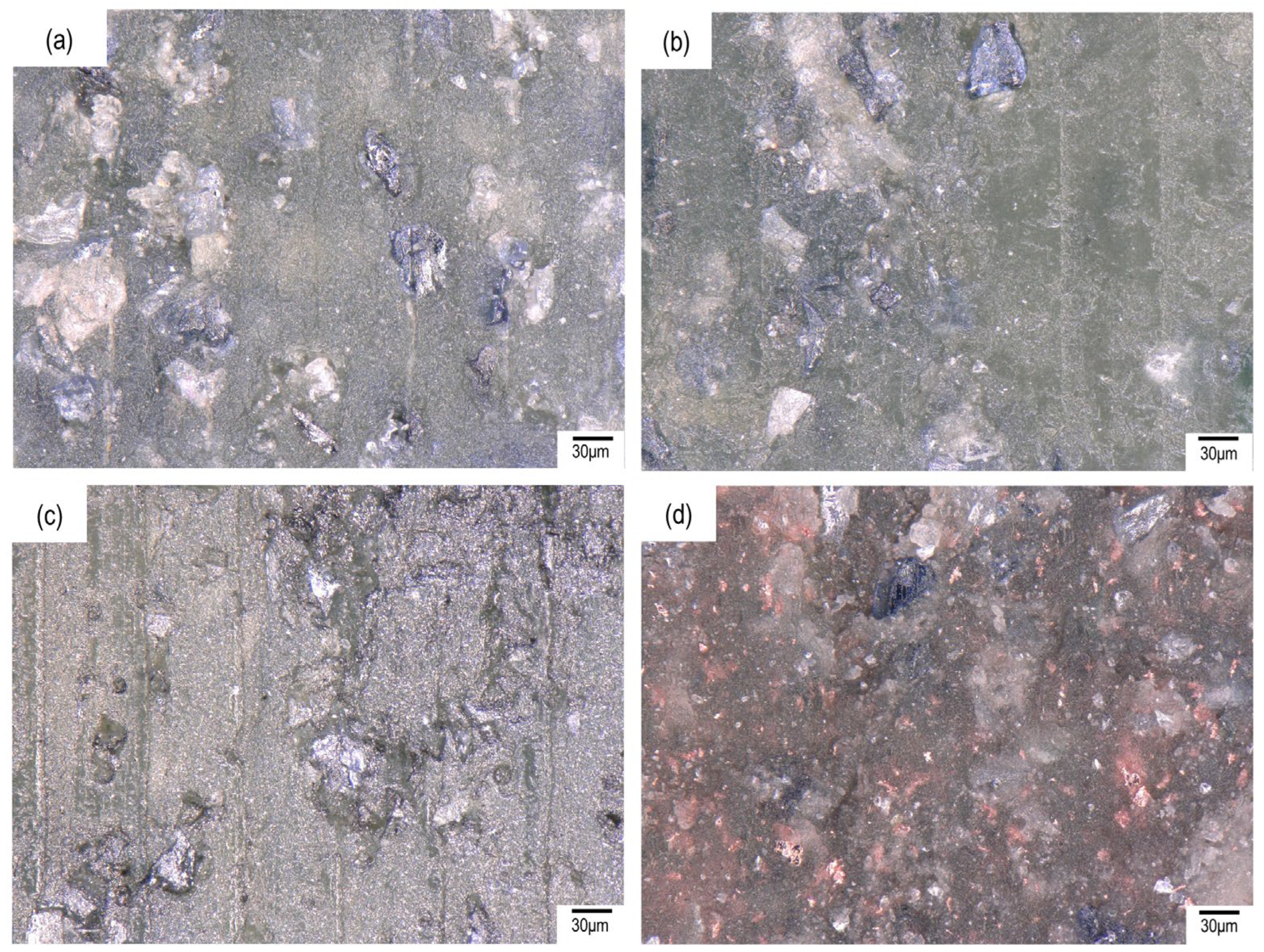
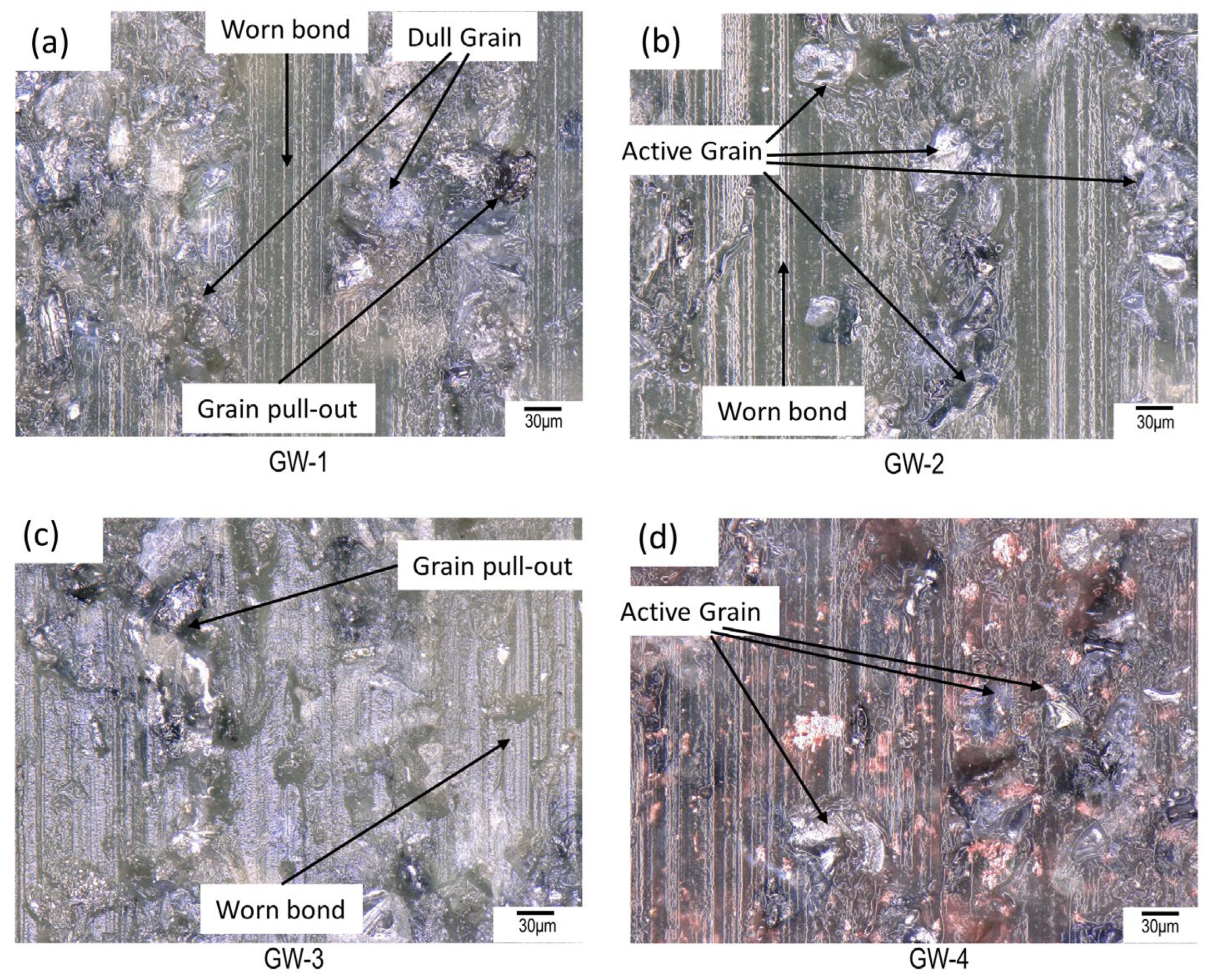
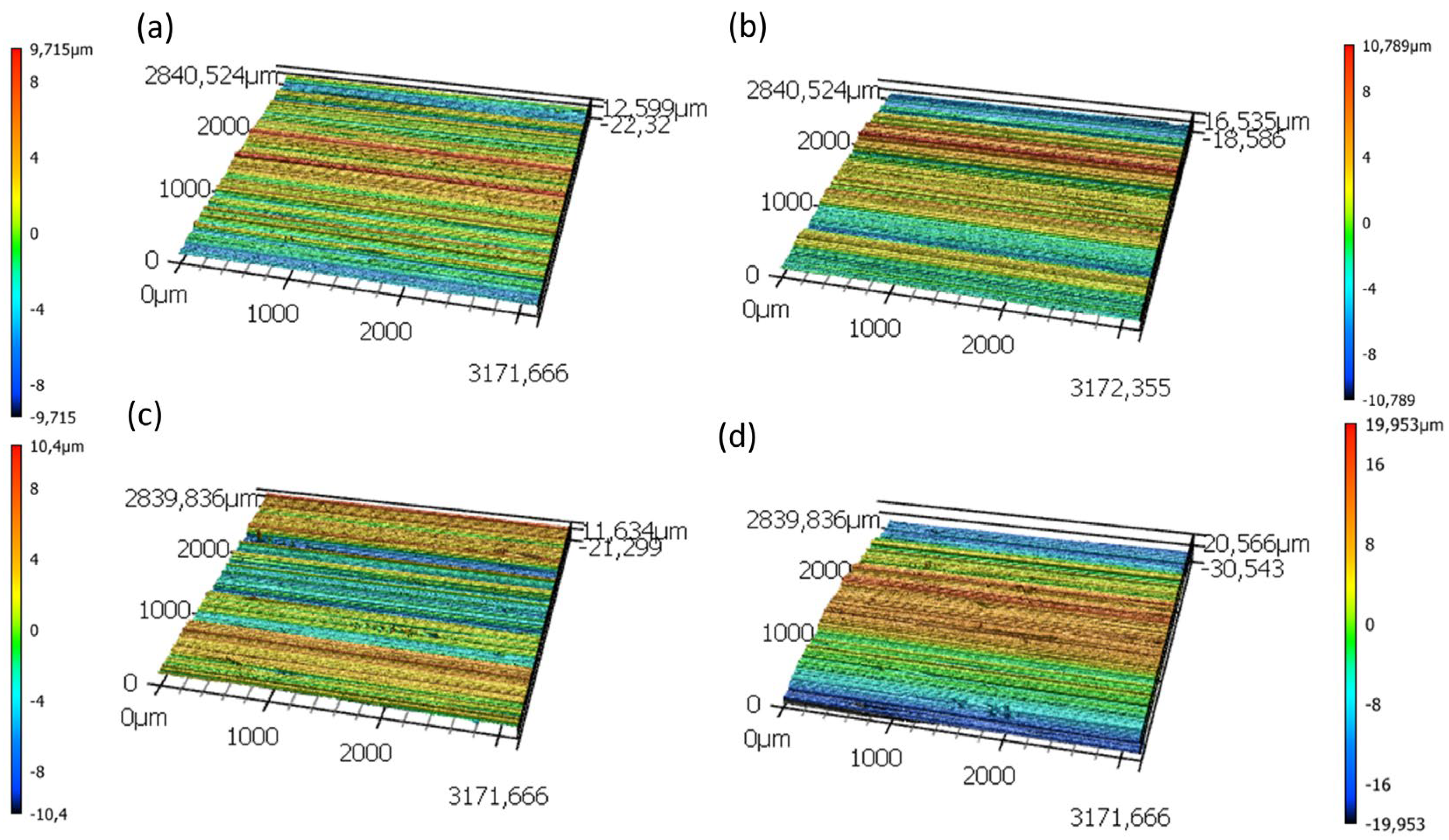
3.2.5. Surface Morphology and Microtopography
4. Conclusions
- Adding different additives makes a notable improvement to the mechanical properties, including the tensile strength and E-modulus of the grinding wheel compositions. This was more prominent for glass fiber with a 50% increase in the tensile strength and carbon fiber with a 16% increase in E-modulus compared to the phenol-SiC (TS1) composition;
- Comparing the grinding forces showed a significant change (up to 25%) between the compositions when the highest depth of cut (100 µm) was applied. The increase in the depth of cut led to notable growth in the force values of up to 50% of all examined grinding wheels. A higher normal force for GW-2 mainly originated from improved grain retention by adding glass fibers;
- Reinforced grinding wheels with glass fiber represented the highest wear resistance compared to the other examined grinding wheels with up to 75% reduction in tool wear value;
- For shallow grinding, the results indicate that GW with lower strength produces better surface quality mainly due to the higher tool wear and lower forces. However, with deep grinding, GW-2 represented improved surface quality compared to the other examined grinding wheels;
- The surface morphology of the grinding wheels following the grinding operation indicates the presence of a worn bond, grain pull-out, and dull grains, with these effects being less significant for the grinding wheel reinforced with glass fiber.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Schneider, G. American Machinist (29 June 2020), Cutting Tool Applications, Chapter 16: Grinding Wheels and Operations. Available online: https://www.americanmachinist.com/cutting-tools/media-gallery/21135367/chapter-16-grinding-wheels-and-operations-cutting-tool-applications (accessed on 25 July 2024).
- Luo, S. Effect of fillers of resin-bonded composites on diamond retention and wear behavior. Wear 1999, 236, 339–349. [Google Scholar] [CrossRef]
- Azarhoushang, B.; Marinescu, I.D.; Rowe, W.B.; Dimitrov, B.; Ohmori, H. (Eds.) Tribology and Fundamentals of Abrasive Machining Processes, 3rd ed.; William Andrew Publishing: Norwich, NY, USA, 2022. [Google Scholar]
- Linke, B. Manufacturing and sustainability of bonding systems for grinding tools. Prod. Eng. 2016, 10, 265–276. [Google Scholar] [CrossRef]
- Lawson, S.; Li, X.; Thakkar, H.; Rownaghi, A.A.; Rezaei, F. Recent Advances in 3D Printing of Structured Materials for Adsorption and Catalysis Applications. Chem. Rev. 2021, 121, 6246–6291. [Google Scholar] [CrossRef] [PubMed]
- Ai, Q.; Khosravi, J.; Azarhoushang, B.; Daneshi, A.; Becker, B. Digital light processing-based additive manufacturing of resin bonded SiC grinding wheels and their grinding performance. Int. J. Adv. Manuf. Technol. 2022, 118, 1641–1657. [Google Scholar] [CrossRef]
- Barmouz, M.; Steinhäuser, F.; Azarhoushang, B.; Khosravi, J. Influence of bond thermal and mechanical properties on the additively manufactured grinding wheels performance: Mechanical, wear, surface integrity, and topography analysis. Wear 2024, 538, 205215. [Google Scholar] [CrossRef]
- Barmouz, M.; Azarhoushang, B.; Zahedi, A.; Rabiei, F.; Steinhäuser, F. Progress in grinding performance by additive manufacturing of grinding wheels integrated with internal venturi cooling channels and surface slots. J. Manuf. Process. 2023, 99, 485–500. [Google Scholar] [CrossRef]
- Barmouz, M.; Steinhäuser, F.; Azarhoushang, B. Tailored bond characteristics in additively manufactured resin bond grinding wheels: Achieving optimal performance, high abrasive concentration, and cost efficiency. Prog. Addit. Manuf. 2024, 24, 1–22. [Google Scholar] [CrossRef]
- Whitmore, L. A precision manual grinding tool for sample preparation. Ultramicroscopy 2021, 233, 113436. [Google Scholar] [CrossRef] [PubMed]
- Kishore, K.; Sinha, M.K.; Singh, A.; Archana; Gupta, M.K.; Korkmaz, M.E. A comprehensive review on the grinding process: Advancements, applications and challenges. Proc. Inst. Mech. Eng. Part C J. Mech. Eng. Sci. 2022, 236, 10923–10952. [Google Scholar] [CrossRef]
- Yang, Z.; Zhang, M.; Zhang, Z.; Liu, A.; Yang, R.; Liu, S. A study on diamond grinding wheels with regular grain distribution using additive manufacturing (AM) technology. Mater. Des. 2016, 104, 292–297. [Google Scholar] [CrossRef]
- Tian, C.; Li, X.; Zhang, S.; Guo, G.; Wang, L.; Rong, Y. Study on design and performance of metal-bonded diamond grinding wheels fabricated by selective laser melting (SLM). Mater. Des. 2018, 156, 52–61. [Google Scholar] [CrossRef]
- Denkena, B.; Krödel, A.; Harmes, J.; Kempf, F.; Griemsmann, T.; Hoff, C.; Hermsdorf, J.; Kaierle, S. Additive manufacturing of metal-bonded grinding tools. Int. J. Adv. Manuf. Technol. 2020, 107, 2387–2395. [Google Scholar] [CrossRef]
- Qiu, Y.; Huang, H.; Xu, X. Effect of additive particles on the performance of ultraviolet-cured resin-bond grinding wheels fabricated using additive manufacturing technology. Int. J. Adv. Manuf. Technol. 2018, 97, 3873–3882. [Google Scholar] [CrossRef]
- Klocke, F. Fertigungsverfahren 2; Springer: Berlin/Heidelberg, Germany, 2018. [Google Scholar]
- Francois, E.C.; Zhang, G.; Klett, M.W. Saint Gobain Abrasives INC°[US]; Saint Gobain Abrasifs SA°[FR]. WO2010078191 (A2), 2009.
- Fu, S.-Y.; Feng, X.-Q.; Lauke, B.; Mai, Y.-W. Effects of particle size, particle/matrix interface adhesion and particle loading on mechanical properties of particulate–polymer composites. Compos. Part B Eng. 2008, 39, 933–961. [Google Scholar] [CrossRef]
- Goh, G.D.; Dikshit, V.; Nagalingam, A.P.; Goh, G.L.; Agarwala, S.; Sing, S.L.; Wei, J.; Yeong, W.Y. Characterization of mechanical properties and fracture mode of additively manufactured carbon fiber and glass fiber reinforced thermoplastics. Mater. Des. 2018, 137, 79–89. [Google Scholar] [CrossRef]
- Amoabeng, D.; Velankar, S.S. Bulk soldering: Conductive polymer composites filled with copper particles and solder. Colloids Surf. A Physicochem. Eng. Asp. 2018, 553, 624–632. [Google Scholar] [CrossRef]
- Joseph, S. A comparison of the mechanical properties of phenol formaldehyde composites reinforced with banana fibres and glass fibres. Compos. Sci. Technol. 2002, 62, 1857–1868. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Particle Size [μm] | Fiber Length [mm] | Fiber Diameter [nm] |
|---|---|---|---|
| Silicon carbide (SiC) | 60–70 | _ | _ |
| Glass fiber (GF) | _ | 12 | 100 |
| Carbon fiber (CF) | _ | 3 | 100 |
| Copper (Cu) | 40 | _ | _ |
| Additive-Manufactured Grinding Wheels | ||||
|---|---|---|---|---|
| Grinding Wheel No. | Equal as Tensile Sample | Phenol Resin w% | Abrasives w% | Additives w% |
| GW-1 | TS-1 | 58.8% | SiC 41.2% | _ |
| GW-2 | TS-2 | 58.1% | SiC 40.7% | GF 1.2% |
| GW-3 | TS-3 | 58.5% | SiC 40.9% | CF 0.6% |
| GW-4 | TS-4 | 55.6% | SiC 38.9% | Cu 5.5% |
| Tensile Samples | |||
|---|---|---|---|
| Sample No. | Phenol Resin w% | Abrasives w% | Additives w% |
| TS-0 | 100% | _ | _ |
| TS-1 | 58.8% | SiC 41.2% | _ |
| TS-2 | 58.1% | SiC 40.7% | GF 1.2% |
| TS-3 | 58.5% | SiC 40.9% | CF 0.6% |
| TS-4 | 55.6% | SiC 38.9 | Cu 5.5% |
| Parameter Set 1 | |||
|---|---|---|---|
| Grinding wheel | GW-1; GW-2; GW-3; GW-4; | Workpiece material | Aluminium 7075 |
| Grinding parameters | VS = 30 m/s, Vft = 6000 mm/min, ae = 10 µm | ||
| Dressing and sharpening parameter | Dressing: aed = 4 µm, Vsd = 10 m/s, Ud = 9 | Coolant | Emulsion |
| Parameter Set 2 | |||
| Grinding wheel | GW-1; GW-2; GW-3; GW-4; | Workpiece material | Aluminium 7075 |
| Grinding parameters | VS = 30 m/s, Vft = 1200 mm/min, ae = 50 µm | ||
| Dressing and sharpening parameter | Dressing: aed = 4 µm, Vsd = 10 m/s, Ud = 9 | Coolant | Emulsion |
| Parameter Set 3 | |||
| Grinding wheel | GW-1; GW-2; GW-3; GW-4; | Workpiece material | Aluminium 7075 |
| Grinding parameters | VS = 30 m/s, Vft = 600 mm/min, ae = 100 µm | ||
| Dressing and sharpening parameter | Dressing: aed = 4 µm, Vsd = 10 m/s, Ud = 9 | Coolant | Emulsion |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Habel, A.; Barmouz, M.; Steinhäuser, F.; Azarhoushang, B. Influence of Additives on Grinding Performance of Digital Light Processing-Printed Phenol Bond Grinding Wheels. Appl. Sci. 2024, 14, 7711. https://doi.org/10.3390/app14177711
Habel A, Barmouz M, Steinhäuser F, Azarhoushang B. Influence of Additives on Grinding Performance of Digital Light Processing-Printed Phenol Bond Grinding Wheels. Applied Sciences. 2024; 14(17):7711. https://doi.org/10.3390/app14177711
Chicago/Turabian StyleHabel, Ammar, Mohsen Barmouz, Felix Steinhäuser, and Bahman Azarhoushang. 2024. "Influence of Additives on Grinding Performance of Digital Light Processing-Printed Phenol Bond Grinding Wheels" Applied Sciences 14, no. 17: 7711. https://doi.org/10.3390/app14177711
APA StyleHabel, A., Barmouz, M., Steinhäuser, F., & Azarhoushang, B. (2024). Influence of Additives on Grinding Performance of Digital Light Processing-Printed Phenol Bond Grinding Wheels. Applied Sciences, 14(17), 7711. https://doi.org/10.3390/app14177711