
Graphene-Enhanced CuW Composites for High-Voltage Circuit Breaker Electrical Contacts


Abstract
:Featured Application
Abstract
1. Introduction
2. Materials and Methods
2.1. Raw Materials
2.2. Equipment
2.2.1. Powder Mixing
2.2.2. Isostatic Pressing
2.2.3. Vacuum Infiltration
2.3. Preparation Process of CuW/Graphene-Enhanced CuW Composites and Electrical Contacts
2.4. Microstructure Characterization Methods
2.4.1. Scanning Electron Microscope (SEM) Observation
2.4.2. In Situ Scanning Kelvin Probe Force Microscopy (SKPFM) Experiment
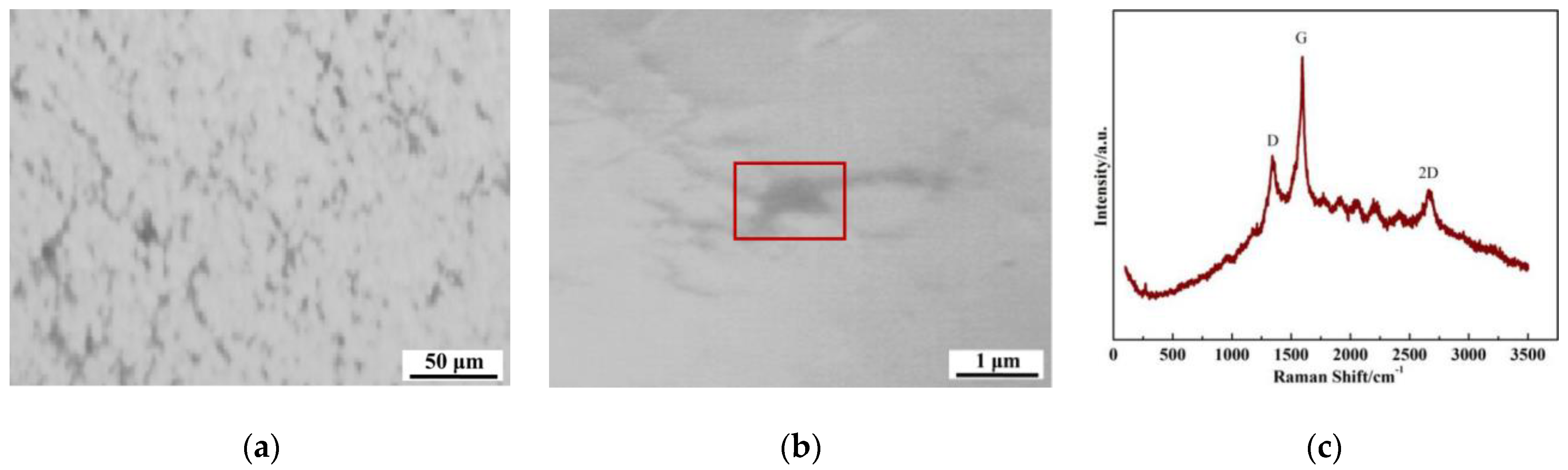
2.4.3. Raman Spectroscopy
2.4.4. Electron Backscattered Diffraction (EBSD) Analysis
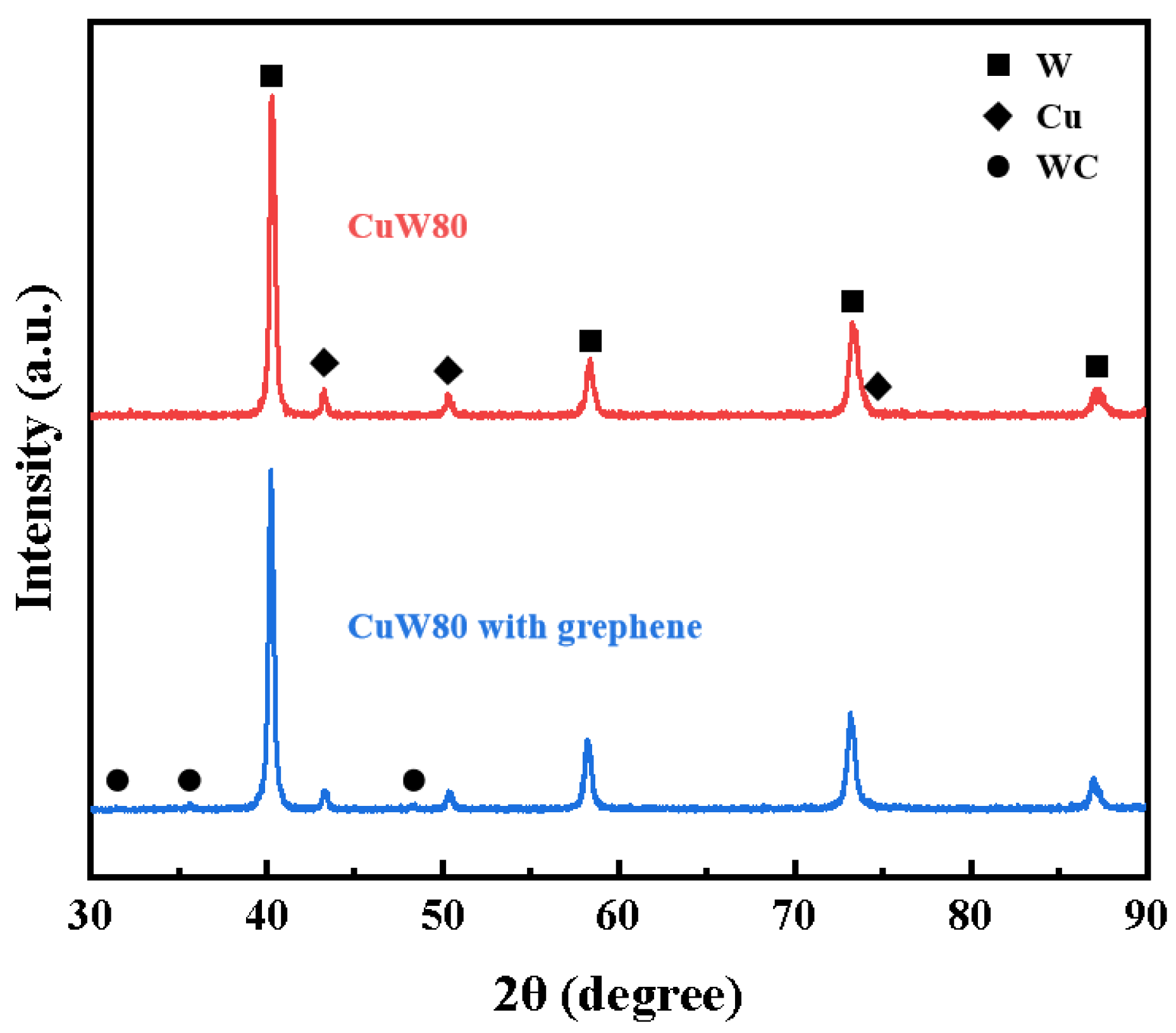
2.4.5. X-ray Diffraction (XRD) Analysis
2.5. Mechanical and Physical Property Testing Methods
2.6. Ablation Resistance Test
3. Results and Discussion
3.1. Microstructure and Morphology of Graphene-Enhanced CuW Composites
3.2. Mechanical and Electrical Properties of Graphene-Enhanced CuW Electrical Contacts
3.3. Ablation Resistance of Graphene-Enhanced CuW Electrical Contacts
4. Conclusions
5. Prospects
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Wang, H.-T.; Wang, Z.-X.; Wang, L.-Z.; Wang, J.-Q.; Zhu, Y.-C. Effect of sintering temperature on the physical properties and electrical contact properties of doped AgSnO2 contact materials. Int. J. Miner. Metall. Mater. 2018, 25, 1275–1285. [Google Scholar] [CrossRef]
- Petrov, V.L.; Morozov, I.N.; Kuznetsov, N.M.; Soloviev, E.L. Investigation of High Voltage Circuit Breakers for Breaking Capacity Based on Simulation Models. In Power Electronics and High Voltage in Smart Grid: Select Proceedings of SGESC 2021; Springer: Singapore, 2022; pp. 173–182. [Google Scholar]
- Song, Y.; Wang, Z.; Zhang, H.; Li, M.; Liu, Y.; Yao, Y. Simulation Study on Electrical Life Breaking Capacity of 550kV SF6 Circuit Breaker. In Proceedings of the 2023 13th International Conference on Power and Energy Systems (ICPES), Chengdu, China, 8–10 December 2023; pp. 180–184. [Google Scholar]
- Lebedev, M.; Promakhov, V.; Schulz, N.; Vorozhtsov, A.; Lerner, M. Effects of Sintering Temperature on the Microstructure and Properties of a W-Cu Pseudo-Alloy. Metals 2023, 13, 1741. [Google Scholar] [CrossRef]
- Han, T.; Hou, C.; Sun, Y.; Li, Y.; Song, X. Effect of Grain Refinement on the Comprehensive Mechanical Performance of W–Cu Composites. Nanomaterials 2023, 13, 386. [Google Scholar] [CrossRef]
- Zou, J.; Song, D.; Shi, H.; Liang, S. Effects of grading tungsten powders on properties of CuW alloy. Mater. Res. Express 2020, 7, 26528. [Google Scholar] [CrossRef]
- Dong, L.L.; Ahangarkani, M.; Chen, W.G.; Zhang, Y.S. Recent Progress in Development of Tungsten-Copper Composites: Fabrication, Modification and Applications. Int. J. Refract. Met. Hard Mater. 2018, 75, 30–42. [Google Scholar] [CrossRef]
- Hamidi, A.G.; Arabi, H.; Rastegari, S. A Feasibility Study of W-Cu Composites Production by High Pressure Compression of Tungsten Powder. Int. J. Refract. Met. Hard Mater. 2011, 29, 123–127. [Google Scholar] [CrossRef]
- Wang, Q.; Ge, S.; Cao, W.; Yu, S.; Liao, Z. Study of Arc Interruption Characteristics under Rated Current in Low Voltage Circuit Breakers. Energies 2023, 16, 4114. [Google Scholar] [CrossRef]
- Wang, W.; Huang, Z.; Zhong, R.; Luo, Y.; Chen, S.; Yang, W.; Huang, J.; Zhao, S. Simulation of Arc Breaking in a 252kV Circuit Breaker under Harmonic Current. In Proceedings of the 2023 International Conference on Power System Technology (PowerCon), IEEE, Jinan, China, 21–22 September 2023; pp. 1–4. [Google Scholar]
- Sun, J.; Li, Z.; Wang, H.; Liu, J.; Lei, D.; Wang, X. Rebreakdown Characteristics of Vacuum Circuit Breaker in its Breaking Process under DC Voltage. In Proceedings of the 2023 IEEE 4th International Conference on Electrical Materials and Power Equipment (ICEMPE), Shanghai, China, 1–10 May 2023; pp. 1–4. [Google Scholar]
- Zhao, Z.; Guo, J.; Yu, F.; Rao, X.; Wu, X. Study on working condition of 750 kV AC filter breaker in ±1100 kV UHVDC system. J. Eng. 2019, 2019, 839–844. [Google Scholar] [CrossRef]
- Shu, Y.; Chen, W. Research and application of UHV power transmission in China. High Volt. 2018, 3, 1–13. [Google Scholar] [CrossRef]
- Liu, Z.; Zhang, F.; Yu, J.; Gao, K.; Ma, W. Research on key technologies in ±1100 kV ultra-high voltage DC transmission. High Volt. 2018, 3, 279–288. [Google Scholar] [CrossRef]
- Yao, F.; Chen, W.; Yang, Y.; Zhou, K.; Li, R.; Elmarakbi, A.; Fu, R. Engineering performance of tungsten network reinforced copper matrix composites synthesized by selective laser melting and infiltration. Sci. Technol. Adv. Mater. 2024, 25, 2309888. [Google Scholar] [CrossRef] [PubMed]
- Yuan, J.; Liu, Y.; Zhu, T.; Yang, B.; Long, Y.; Yao, F.; Chen, D.; Tang, Z. Exploration of a micro multi-electrode technology applied in an air arc heater. J. Phys. D Appl. Phys. 2021, 54, 385205. [Google Scholar] [CrossRef]
- Ding, Y.; Geng, J.F.; Du, J.L.; Wei, S.H.; Zhu, Z.X.; Han, Y.; Xia, D.; Xie, W.; Chen, X.; Ma, F.Y. High anti-arc erosion performance of the Al2O3 reinforced Cu@W composites for high voltage circuit-breaker contacts. Mater. Res. Express 2022, 9, 36504. [Google Scholar] [CrossRef]
- Duan, J.; Guo, X.; Huang, T.; Song, K.; Feng, J.; Wang, X.; Zhong, J.; Duan, K.; Zhang, Y. Arc ablation resistance behavior of Cu-W alloys with different W contents under atmospheric environment. Mater. Today Commun. 2023, 34, 105173. [Google Scholar] [CrossRef]
- Li, J.; Fang, F.; Wang, Z.; Zhang, G.; Wei, S.; Xu, L.; Pan, K. Microstructure and properties characterization of W-25Cu composite materials liquid-liquid doped with La2O3. Int. J. Refract. Met. Hard Mater. 2018, 71, 115–121. [Google Scholar] [CrossRef]
- Luo, L.-M.; Lu, Z.-L.; Huang, X.-M.; Tan, X.-Y.; Luo, G.-N.; Cheng, J.-G.; Zan, X.; Zhu, X.-Y.; Wu, Y.-C. Fabrication of W–Cu/La2O3 composite powder with a novel pretreatment prepared by electroless plating and its sintering characterization. Int. J. Refract. Met. Hard Mater. 2015, 48, 1–4. [Google Scholar] [CrossRef]
- Yang, X.; Liang, S.; Wang, X.; Xiao, P.; Fan, Z. Effect of WC and CeO2 on microstructure and properties of W–Cu electrical contact material. Int. J. Refract. Met. Hard Mater. 2010, 28, 305–311. [Google Scholar] [CrossRef]
- Mu, Z.; Geng, H.-R.; Li, M.-M.; Nie, G.-L.; Leng, J.-F. Effects of Y2O3 on the property of copper based contact materials. Compos. Part B Eng. 2013, 52, 51–55. [Google Scholar] [CrossRef]
- Mbayachi, V.B.; Ndayiragije, E.; Sammani, T.; Taj, S.; Mbuta, E.R.; Khan, A.U. Graphene synthesis, characterization and its applications: A review. Results Chem. 2021, 3, 100163. [Google Scholar] [CrossRef]
- Tomanik, E.; Christinelli, W.; Souza, R.M.; Oliveira, V.L.; Ferreira, F.; Zhmud, B. Review of Graphene-Based Materials for Tribological Engineering Applications. Eng 2023, 4, 2764–2811. [Google Scholar] [CrossRef]
- Zhang, L.; Ye, Q.; Zeng, X.; Liu, S.; Chen, H.; Tao, Y.; Yu, X.; Wang, X. Preparation and Properties of Graphene Reinforced Copper Electrical Contact Materials for High-Voltage Direct Current Electrical Contacts. Electronics 2023, 13, 53. [Google Scholar] [CrossRef]
- Naser, S.a.E.; Badmus, K.O.; Khotseng, L. Synthesis, Properties, and Applications of Metal Organic Frameworks Supported on Graphene Oxide. Coatings 2023, 13, 1456. [Google Scholar] [CrossRef]
- Wang, J.; Hu, D.; Zhu, Y.; Guo, P. Electrical Properties of In Situ Synthesized Ag-Graphene/Ni Composites. Materials 2022, 15, 6423. [Google Scholar] [CrossRef]
- Xu, R.; Zhou, M.; Wang, X.; Matharage, S.Y.; Yan, J.D.; Connolly, A.; Luo, Y.; Ding, Y.; Wang, Z. A molecular dynamics simulation study on the role of graphene in enhancing the arc erosion resistance of Cu metal matrix. Comput. Mater. Sci. 2022, 212, 11549. [Google Scholar] [CrossRef]
- Lin, F.; Xu, R.; Zhou, M.; Young, R.J.; Kinloch, I.A.; Ding, Y. Mechanical and Electrical Properties of Graphene Oxide Reinforced Copper–Tungsten Composites Produced via Ball Milling of Metal Flakes. Materials 2022, 15, 7736. [Google Scholar] [CrossRef]
- Ding, Y.; Liu, B.; Li, M.; Hao, L.; Zhu, Z.; Han, Y.; Ma, F.; Xiang, Z. High performance copper-tungsten@ graphene composites materials. J. Phys. Conf. Series. IOP Publ. 2022, 2321, 12010. [Google Scholar] [CrossRef]
- Gonzales, A.J.; Philofsky, E.M. Applications of scanning electron microscopy to thin film studies on semiconductor devices. Proc. IEEE 1971, 59, 1429–1433. [Google Scholar] [CrossRef]
- Zhang, B.; Zhu, Q.; Xu, C.; Li, C.; Ma, Y.; Ma, Z.; Liu, S.; Shao, R.; Xu, Y.; Jiang, B.; et al. Atomic-scale insights on hydrogen trapping and exclusion at incoherent interfaces of nanoprecipitates in martensitic steels. Nat. Commun. 2022, 13, 3858. [Google Scholar] [CrossRef] [PubMed]
- Bumbrah, G.S.; Sharma, R.M. Raman spectroscopy-Basic principle, instrumentation and selected applications for the characterization of drugs of abuse. Egypt. J. Forensic Sci. 2016, 6, 209–215. [Google Scholar] [CrossRef]
- Li, X.; An, M.; Li, P.; Miu, J.; Wu, Q.; Zheng, F.; Jiang, J.; Wang, H.; Huang, Y.; Li, Q. Phenylamine-Functionalized Graphene-Copper Composites with High Thermal Conductivity: Implications for Thermal Dissipation. ACS Appl. Nano Mater. 2021, 4, 12170–12179. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| CuW80 | SD | Gr-CuW80 | SD | |
|---|---|---|---|---|
| Density (g/cm3) | 15.47 | 0.06 | 15.49 | 0.03 |
| Bending strength (MPa) | 1058 | 5.66 | 1160 | 6.48 |
| Electrical conductivity (%IACS) | 38 | 1.41 | 46.1 | 0.51 |
| Hardness (HB) | 234 | 4.32 | 248 | 3.74 |
| Relative density (%) | 98 | / | 99.38 | / |
| Component | Test Item | Size Changes before and after Ablation | |
|---|---|---|---|
| CuW80 | Gr-CuW80 | ||
| Stationary arc contact | End diameter of contact | 0.33 | 0.46 |
| Contact length | −7.24 | −9.57 | |
| Moveable arc contact | External diameter of contacts | −1.63 | −1.83 |
| Internal diameter of contacts | −1.4 | −1.64 | |
| Thickness of contacts | 0.17 | 0.17 | |
| Contact height | −3.2 | −4.5 | |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, T.; Han, Y.; Jia, D.; Pang, Z.; Fu, Y.; Song, Z.; Ding, Y. Graphene-Enhanced CuW Composites for High-Voltage Circuit Breaker Electrical Contacts. Appl. Sci. 2024, 14, 2731. https://doi.org/10.3390/app14072731
Liu T, Han Y, Jia D, Pang Z, Fu Y, Song Z, Ding Y. Graphene-Enhanced CuW Composites for High-Voltage Circuit Breaker Electrical Contacts. Applied Sciences. 2024; 14(7):2731. https://doi.org/10.3390/app14072731
Chicago/Turabian StyleLiu, Tan, Yu Han, Dongchen Jia, Zhen Pang, Yuwei Fu, Zhongxiao Song, and Yi Ding. 2024. "Graphene-Enhanced CuW Composites for High-Voltage Circuit Breaker Electrical Contacts" Applied Sciences 14, no. 7: 2731. https://doi.org/10.3390/app14072731
APA StyleLiu, T., Han, Y., Jia, D., Pang, Z., Fu, Y., Song, Z., & Ding, Y. (2024). Graphene-Enhanced CuW Composites for High-Voltage Circuit Breaker Electrical Contacts. Applied Sciences, 14(7), 2731. https://doi.org/10.3390/app14072731