
One-Dimensional Modeling of the Pressure Loss in Concrete Pumping and Experimental Verification


Abstract
:1. Introduction
2. Empirical Formula for the Concrete Pumping Pressure Loss
3. Concrete Pumping One-Dimensional Flow Model Construction
3.1. Pressure Loss Analysis with the One-Dimensional Flow Model for Concrete Pumping
3.2. Calculation of the Equivalent Diameter of Nonspherical Particles

3.3. Calculation of the Pressure Loss Based on Modi’s Equation
4. Experimental Measurements of the Concrete Pumping Pressure Loss
5. Analysis of Results
5.1. Analysis of Experimental Results
5.2. Example Validation and Analysis
6. Conclusions
- In this paper, based on the characteristics of concrete pumping flow, considering the viscous force of mortar and the blocking effect of coarse aggregate particles in the lubricating layer, a one-dimensional model of concrete pumping pressure loss was established.
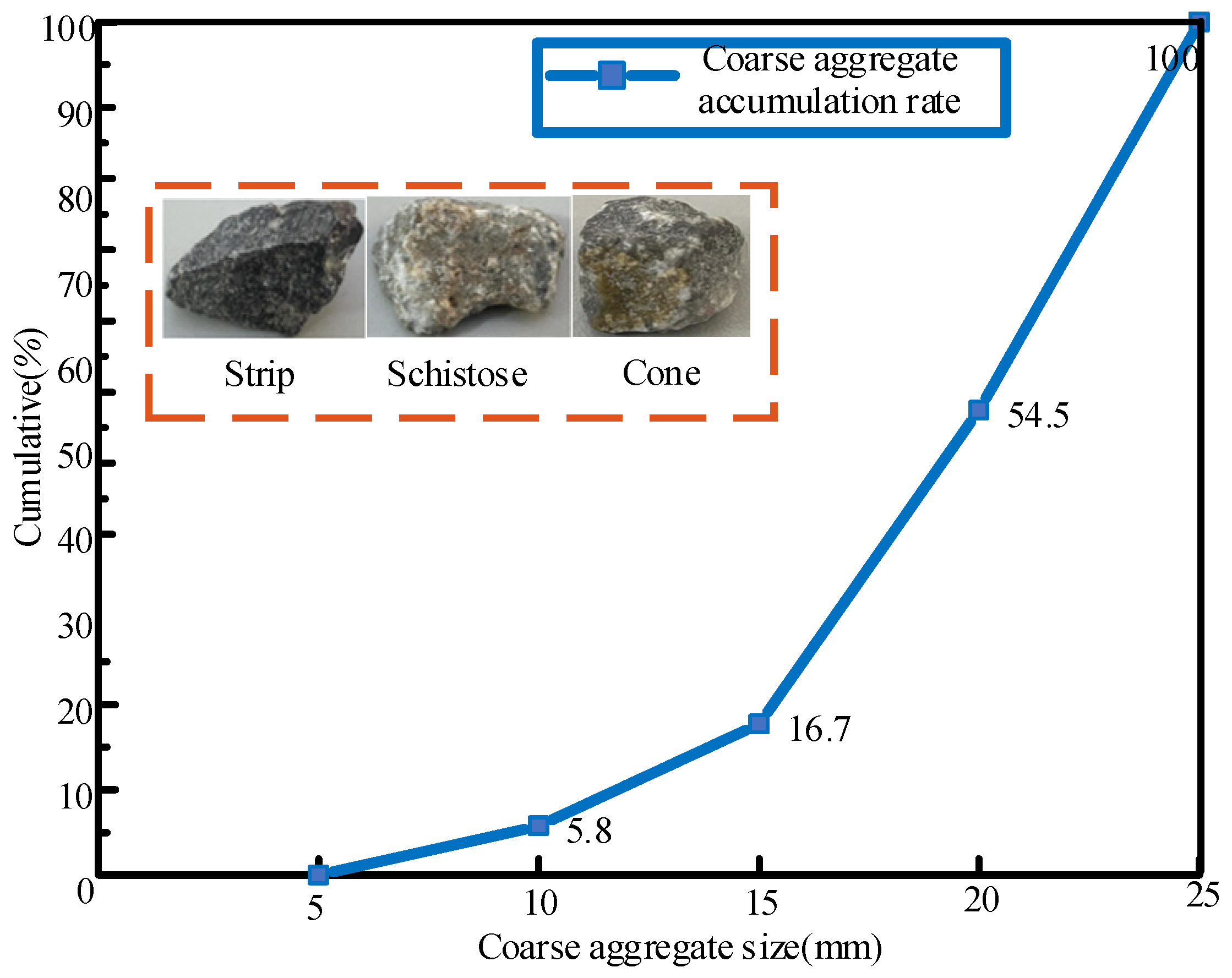
- In this paper, the HandySCAN noncontact scanner and reverse modeling software Geomagic Design X (v.19.0.2) were used to reconstruct the complex geometrical shapes of the aggregate particles, and the blocking effect of coarse aggregate particles on the flow state of concrete was measured by equivalent particle size.
- Based on a comparison of the values calculated with empirical equations and the measured values in the field, the relative error between the calculated pressure loss value and the measured value is about 20.2%. The results indicate that the sources of pressure loss considered in this study are basically the same as those in real situations.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Li, F.; Shen, W.; Yuan, Q.; Hu, X.; Li, Z.; Shi, C. An overview on the effect of pumping on concrete properties. Cem. Concr. Compos. 2022, 129, 104501. [Google Scholar] [CrossRef]
- Chen, J.; Xie, H.; Guo, J.; Chen, B.; Liu, F. Preliminarily experimental research on local pressure loss of fresh concrete during pummping. Measurement 2019, 147, 106897. [Google Scholar] [CrossRef]
- Secrieru, E.; Mohamed, W.; Fataei, S.; Mechtcherine, V. Assessment and prediction of concrete flow and pumping pressure in pipeline. Cem. Concr. Compos. 2020, 107, 103495. [Google Scholar] [CrossRef]
- Lee, J.S.; Kim, E.S.; Jang, K.P.; Park, C.K.; Kwon, S.H. Prediction of concrete pumping based on correlation between slump and rheological properties. Adv. Concr. Constr. 2022, 13, 395–410. [Google Scholar]
- Guo, L.; Liu, Y.; Wang, X.; Fu, L.; Jiang, K. Design of CFRP-steel hybrid structure pipeline for concrete pumping under ultrahigh pressure. Procedia Struct. Integr. 2019, 22, 194–200. [Google Scholar] [CrossRef]
- Wang, Q.; Pan, C.; Liang, Y.; Gan, W.; Ho, J. Pumping lightweight aggregate concrete into high-rise buildings. J. Build. Eng. 2023, 80, 108069. [Google Scholar] [CrossRef]
- Feys, D.; De Schutter, G.; Fataei, S.; Martys, N.S.; Mechtcherine, V. Pumping of concrete: Understanding a common placement method with lots of challenges. Cem. Concr. Res. 2022, 154, 106720. [Google Scholar] [CrossRef]
- Hao, J.; Jin, C.; Li, Y.; Wang, Z.; Li, H. Simulation of motion behavior of concrete in pump pipe by dem. Adv. Civ. Eng. 2021, 2021, 3750589. [Google Scholar] [CrossRef]
- Shin, T.Y.; Kim, Y.H.; Park, C.B.; Kim, J.H. Quantitative evaluation on the pumpability of lightweight aggregate concrete by a full-scale pumping test. Case Stud. Constr. Mater. 2022, 16, e01075. [Google Scholar] [CrossRef]
- Tavangar, T.; Hosseinpoor, M.; Marshall, J.S.; Yahia, A.; Khayat, K.H. Discrete-element modeling of shear-induced particle migration during concrete pipe flow: Effect of size distribution and concentration of aggregate on formation of lubrication layer. Cem. Concr. Res. 2023, 166, 107113. [Google Scholar]
- Xiang, X.; Liu, X.; Ding, F.; Zhang, L. Characteristics and mechanism of the particle migration subject to the shear flow of concrete flow under pressure. J. Build. Eng. 2023, 79, 107693. [Google Scholar]
- Choi, M.; Roussel, N.; Kim, Y. Lubrication layer properties during concrete pumping. Cem. Concr. Res. 2013, 45, 69–78. [Google Scholar] [CrossRef]
- Le, H.D.; Kadri, E.H.; Aggoun, S.; Vierendeels, J.; Troch, P.; De Schutter, G. Effect of lubrication layer on velocity profile of concrete in a pumping pipe. Mater. Struct. 2015, 48, 3991–4003. [Google Scholar] [CrossRef]
- Secrieru, E.; Fataei, S.; Schröfl, C.; Mechtcherine, V. Study on concrete pumpability combining different laboratory tools and linkage to rheology. Constr. Build. Mater. 2017, 144, 451–461. [Google Scholar] [CrossRef]
- Kim, K.Y.; Kim, Y.J.; Choi, M.S. Horizontal–vertical ratio for concrete pumping pipe. Case Stud. Constr. Mater. 2022, 16, 996. [Google Scholar] [CrossRef]
- Choi, M.S. Numerical prediction on the effects of the coarse aggregate size to the pipe flow of pumped concrete. J. Adv. Concr. Technol. 2014, 12, 239–249. [Google Scholar] [CrossRef]
- Hu, J.; Wang, K. Effect of coarse aggregate characteristics on concrete rheology. Constr. Build. Mater. 2011, 25, 1196–1204. [Google Scholar] [CrossRef]
- Cui, W.; Tang, Q.W.; Song, H.F. Effects of Viscosity on Pumping Concrete Behavior Using Computational Fluid Dynamics Method. ACI Mater. J. 2021, 118, 117–126. [Google Scholar]
- Kwon, S.H.; Park, C.K.; Jeong, J.H. Prediction of concrete pumping: Part II-Analytical prediction and experimental verification. ACI Mater. J. 2013, 110, 657. [Google Scholar]
- Lu, X.; Zhang, W.; Xu, L.; Chen, Y. A lateral pressure prediction model for bottom-up pumping of SCC in large-diameter steel tubes based on Bernoulli's Principle. Case Stud. Constr. Mater. 2023, 19, 2470. [Google Scholar] [CrossRef]
- Zhuang, W.; Li, S.; Deng, Q.; Chen, M.; Yu, Q. Effects of coarse aggregates size on dynamic characteristics of ultra-high performance concrete: Towards enhanced impact resistance. Constr. Build. Mater. 2024, 411, 134524. [Google Scholar] [CrossRef]
- Liu, G.; Guo, X.; Cheng, W.; Chen, L.; Cui, X. Investigating the migration law of aggregates during concrete flowing in pipe. Constr. Build. Mater. 2020, 251, 119065. [Google Scholar] [CrossRef]
- Tavangar, T.; Hosseinpoor, M.; Yahia, A.; Khayat, K.H. Computational Investigation of Concrete Pipe Flow: Critical Review. ACI Mater. J. 2021, 118, 203–215. [Google Scholar]
- Choi, M.S.; Kim, Y.J.; Jang, K.P.; Kwon, S.H. Effect of the coarse aggregate size on pipe flow of pumped concrete. Constr. Build. Mater. 2014, 66, 723–730. [Google Scholar] [CrossRef]
- Zhan, Y.; Gong, J.; Huang, Y.; Shi, C.; Zuo, Z.; Chen, Y. Numerical study on concrete pumping behavior via local flow simulation with discrete element method. Materials 2019, 12, 1415. [Google Scholar] [CrossRef] [PubMed]
- Cao, G.; Zhang, H.; Tan, Y.; Wang, J.; Deng, R.; Xiao, X.; Wu, B. Study on the Effect of Coarse Aggregate Volume Fraction on the Flow Behavior of Fresh Concrete via DEM. Procedia Eng. 2015, 102, 1820–1826. [Google Scholar] [CrossRef]
- Morinaga, S. Pumpability of concrete and pumping pressure in pipelines. In Proceedings of the Rilem Seminar, Leeds, UK, 22–24 March 1973; Volume 7, pp. 1–39. [Google Scholar]
- Hu, X.F.; Su, Z.X. The method of modified slump cone measuring fluidity of fresh concrete. Concrete 2006, 8, 64–69. [Google Scholar]
- JGJ/T 10; Technical Specification for Construction of Concrete Pumping. Ministry of Housing and Urban-Rural Development of the People’s Republic of China: Beijing, China, 2011.






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Concrete Type | Cement (kg) | Water (kg) | Fly Ash II. (kg) | Mineral Powder (kg) | Water-Reducing Agent (kg) | Sand (kg) | Coarse Aggregates (kg) | Wet Bulk Density (kg) |
|---|---|---|---|---|---|---|---|---|
| C30 | 200 | 102 | 60 | 70 | 9 | 1031 | 919 | 2400 |
| Experiment No. | 1 | 2 | 3 | 4 |
|---|---|---|---|---|
| Slump of concrete/mm | 212 | 210 | 205 | 213 |
| Slump of mortar/mm | 225 | 230 | 232 | 235 |
| Cement CEMI52.5N (kg/m3) | Fly Ash (kg/m3) | Blast Furnace Slag (kg/m3) | Water-Reducing Agent | Sand (kg/m3) | Coarse Aggregates (kg/m3) | Maximum Aggregate Size (mm) |
|---|---|---|---|---|---|---|
| 350 | 50 | 225 | 0.33 | 736 | 871 | 25 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhao, X.; Gao, G.; Wan, M.; Dai, J. One-Dimensional Modeling of the Pressure Loss in Concrete Pumping and Experimental Verification. Appl. Sci. 2024, 14, 3101. https://doi.org/10.3390/app14073101
Zhao X, Gao G, Wan M, Dai J. One-Dimensional Modeling of the Pressure Loss in Concrete Pumping and Experimental Verification. Applied Sciences. 2024; 14(7):3101. https://doi.org/10.3390/app14073101
Chicago/Turabian StyleZhao, Xuan, Guoqiang Gao, Minshun Wan, and Juchuan Dai. 2024. "One-Dimensional Modeling of the Pressure Loss in Concrete Pumping and Experimental Verification" Applied Sciences 14, no. 7: 3101. https://doi.org/10.3390/app14073101
APA StyleZhao, X., Gao, G., Wan, M., & Dai, J. (2024). One-Dimensional Modeling of the Pressure Loss in Concrete Pumping and Experimental Verification. Applied Sciences, 14(7), 3101. https://doi.org/10.3390/app14073101