1. Introduction
Alkali-activated concrete provides a sustainable and innovative alternative to traditional Portland cement-based concrete [
1]. Alkali-activated materials offer several advantages. They reduce carbon dioxide emissions associated with cement production by utilizing industrial by-products like fly ash and slag, which would otherwise be disposed of as waste and sent to landfills [
2]. This makes them an environmentally friendly alternative. Additionally, alkali-activated materials demonstrate excellent durability, resistance to chemical attack, and reduced shrinkage compared to traditional concrete [
3]. As a result, alkali-activated materials are distinguished from cement-based materials as they are considered sustainable, durable, and high-performance materials for various construction applications, contributing to the development of more environmentally conscious and long-lasting structures [
4]. In this regard, alkali-activated materials are used for different applications. One of these applications is an alkali-activated particle board.
An alkali-activated particle board is a new product in the construction industry, bringing high durability and resistance to traditional particle boards [
5]. This type of board is treated with alkali substances that enhance its performance characteristics, most notably its resilience against moisture and its potential for higher mechanical strength [
6]. The process involves activating aluminosilicate materials using alkaline solutions, creating chemical reactions that form durable bonds within the structure [
7]. Mixing such binder with wood-based materials forms alkali-activated particle boards with improved environmental stability over cement-bonded particle boards, showing higher resistance to water absorption and less susceptibility to swelling or warping [
5]. In addition, it presents an eco-friendly alternative due to its low-energy processes and potential for incorporating recycled materials [
8].
Aras et al. explored the impact of incorporating olive mill solid waste (OSW) residue and different cement types on the properties of cement-bonded particle boards (CBPBs) [
9]. In another study, Hou et al. investigated the fabrication of a value-added cement-bonded particle board (CBPB) using Masson pine processing residues and Portland cement. The results demonstrated good compatibility between Masson pine residues and cement, with higher cement/wood ratios leading to improved physical and mechanical properties in the CBPB [
10]. Also, Odeyemi et al. investigated the utilization of agricultural wastes for producing cement-bonded particle boards, focusing on their physical and mechanical properties [
11]. Ohijeagbon et al. developed composite ceiling boards bonded with cement using locally sourced wood residue from teak and African locust bean tree. The physico-mechanical properties were evaluated, including the moisture content, density, water absorption, drying shrinkage, and strength characteristics [
12]. Bufalino et al. investigated the influence of the wood’s chemical composition, anatomical traits, and density on the performance of cement-bonded particle boards (CBPBs); the research elucidates their impact on cement curing, the matrix–reinforcement interface, and the final CBPB’s performance [
13]. Another study by Faria et al. investigated the compressive behavior of cement-bonded particle board (CBPB) elements, aiming to expand its application to structural elements [
14]. Using alkali-activated binders in particle board production as an alternative to cement has garnered attention due to their potential for enhancing performance and sustainability [
5,
15]. Researchers have explored different alkali-activated binders derived from industrial by-products and waste materials, evaluating their effects on alkali-activated particle boards’ mechanical and physical properties [
5]. Furthermore, efforts have been made to optimize manufacturing techniques, such as the particle size distribution and mixing parameters, to enhance the overall quality and performance of cement-bonded particle boards and alkali-activated particle boards [
5,
9]. These findings in the literature highlight the potential of cement-bonded particle boards and alkali-activated particle boards to be used as viable alternatives to conventional particle boards, paving the way for further advancements and practical applications in the construction industry.
Despite significant research progress regarding particle boards, several notable gaps remain in understanding their long-term durability and performance, particularly under harsh environmental conditions. Further exploration is needed to assess how particle boards withstand moisture, temperature fluctuations, and external stresses over time [
16]. Moreover, while their mechanical properties have been studied, comprehensive research has not considered the effects of parameters like the particle size, binder composition, and manufacturing processes on the overall performance [
11]. Additionally, there is limited investigation into the practical implementation of particle boards in real-world structural applications and their compatibility with other building materials. Also, a particle board is a cornerstone material in furniture manufacturing, renowned for its cost-effectiveness, versatility, and adaptability to a wide range of finishes and treatments. Predominantly utilized in producing flat-pack furniture, cabinets, shelving units, and countertops, a particle board’s widespread application is a testament to its suitability for lightweight yet durable furniture designs. Its capacity to be engineered from recycled wood fibers aligns with contemporary sustainability trends, offering an eco-friendly alternative to solid wood. However, research on a particle board’s long-term durability, particularly in environmental stressors such as moisture and temperature fluctuations, remains insufficient [
17,
18]. A deeper investigation into how various factors—such as the particle size, binder composition, and manufacturing techniques—affect its performance could reveal potential enhancements for its application in not only furniture, but also in broader structural contexts, thereby bridging critical knowledge gaps in its use within the construction and furniture industries [
19].
On the other hand, forecasts indicate the growth of agricultural production in the coming years. The purpose of these products is not only to provide food for the human population but also to meet industrial needs. Furthermore, agricultural commodities play a pivotal role in the textile industry by providing natural fibers such as cotton, flax, and hemp for manufacturing textiles and apparel [
20]. The increasing growth of bioenergy from biofuel has been an example of the diversification of agricultural products in recent years. This is more evident in products with starch and cellulose [
21]. In addition, agricultural plant residues have a special place as biomass and are considered to have good potential for green energy production [
22]. In 2006, bioenergy accounted for about 10% of the world’s energy [
20]. The demand for crops experienced a significant upward trend from 2000 to 2015 due to the topic of biofuel production [
23]. This demand is anticipated to produce a massive amount of agro-waste. Hence, the present study evaluates the possibility of utilizing agro-waste in producing alkali-activated particle boards and its effects on mechanical properties and durability under different curing conditions.
This research endeavors to revolutionize sustainable practices in the construction and agricultural sectors by utilizing agro-waste, waste reduction, and renewable resources. The primary aim is to develop a viable product, namely a zero-cement agro-waste particle board, that meets the rigorous technical standards of construction applications and delivers substantial economic and environmental benefits to the agricultural industry. By focusing on the production of a zero-cement particle board, this study aims to advance the understanding and application of alkali-activated particle board technology within engineered agro-waste composites. Through comprehensive experimentation and analysis, the findings of this research are expected to significantly contribute to the field, paving the way for the widespread adoption of sustainable alternatives in construction and agriculture.
3. Results
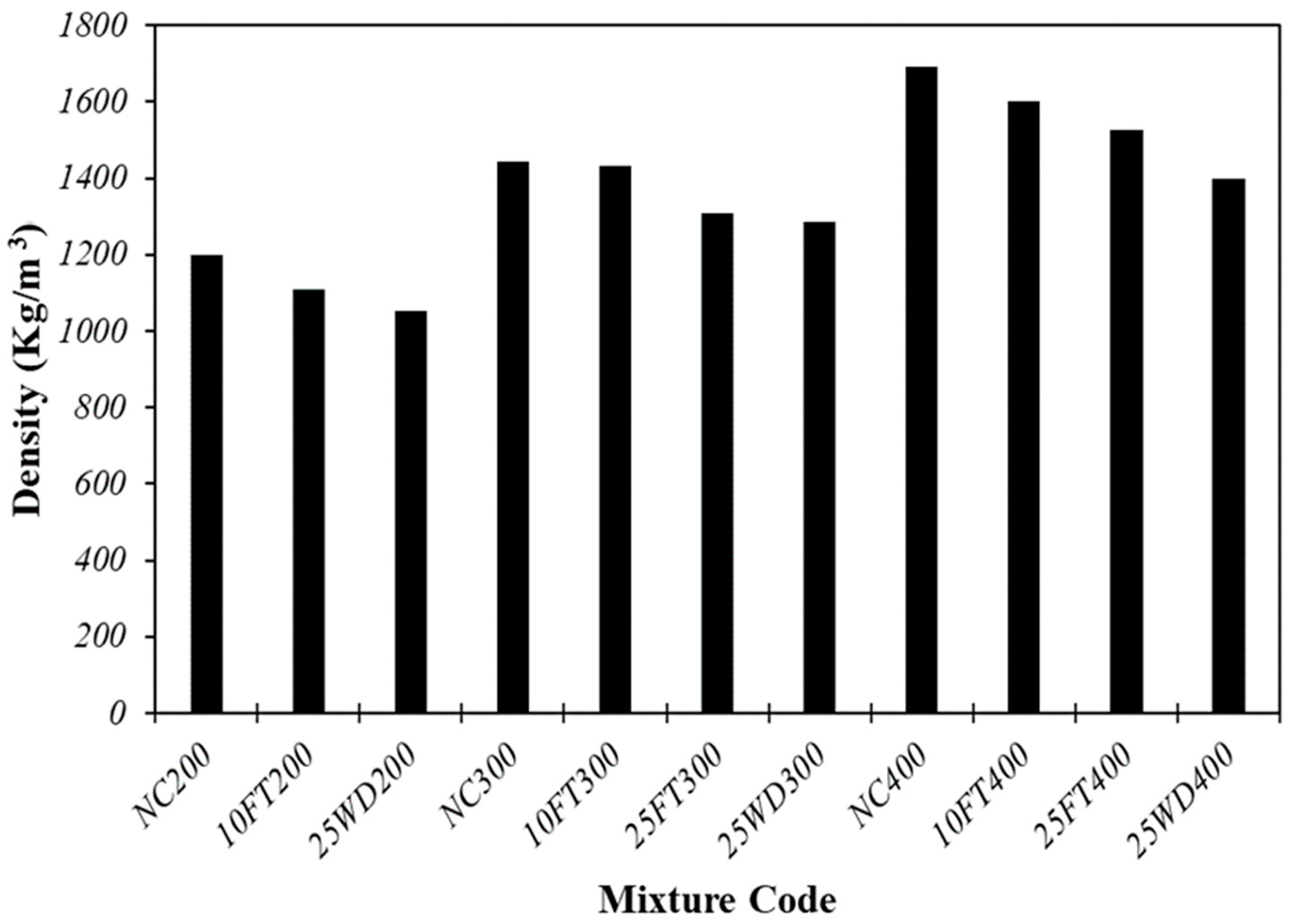
3.1. Density
Figure 4 shows the result of the alkali-activated particle board density. The results show that specimen 25WD200 had the lowest density of 1052 kg/m
3, and specimen NC400 had the highest density of 1691 kg/m
3. According to IS 14276 [
30], the suggested lower limit for density is 1250 kg/m
3, while JIS.A.5908 [
31] advocates for a minimum density value of 800 kg/m
3. All manufactured particle boards adhered to these minimum standards as recommended.
Figure 4 shows that the particle board density increases when the slag content increases. However, the density of the particle boards decreased when the specimens were exposed to the freezing and thawing cycles as well as the drying and wetting cycles. Also, the results show that the density of the particle boards decreased when the number of cycles increased. For instance, the density mixtures with 300 kg/m
3 of slag exposed to 10 FT cycles was 1486 kg/m
3, while after 24 FT cycles, it was 1310 kg/m
3. Also, the specimens cured under wetting and drying cycles had a lower density than those cured under freezing and thawing cycles. When comparing 25FT400 with 25WD400, it can be seen that it exhibited 8.5% less density. This is attributed to the change in the thickness of the particle board specimens when cured in the freezing and thawing cycles or wetting and drying cycles, as illustrated later.
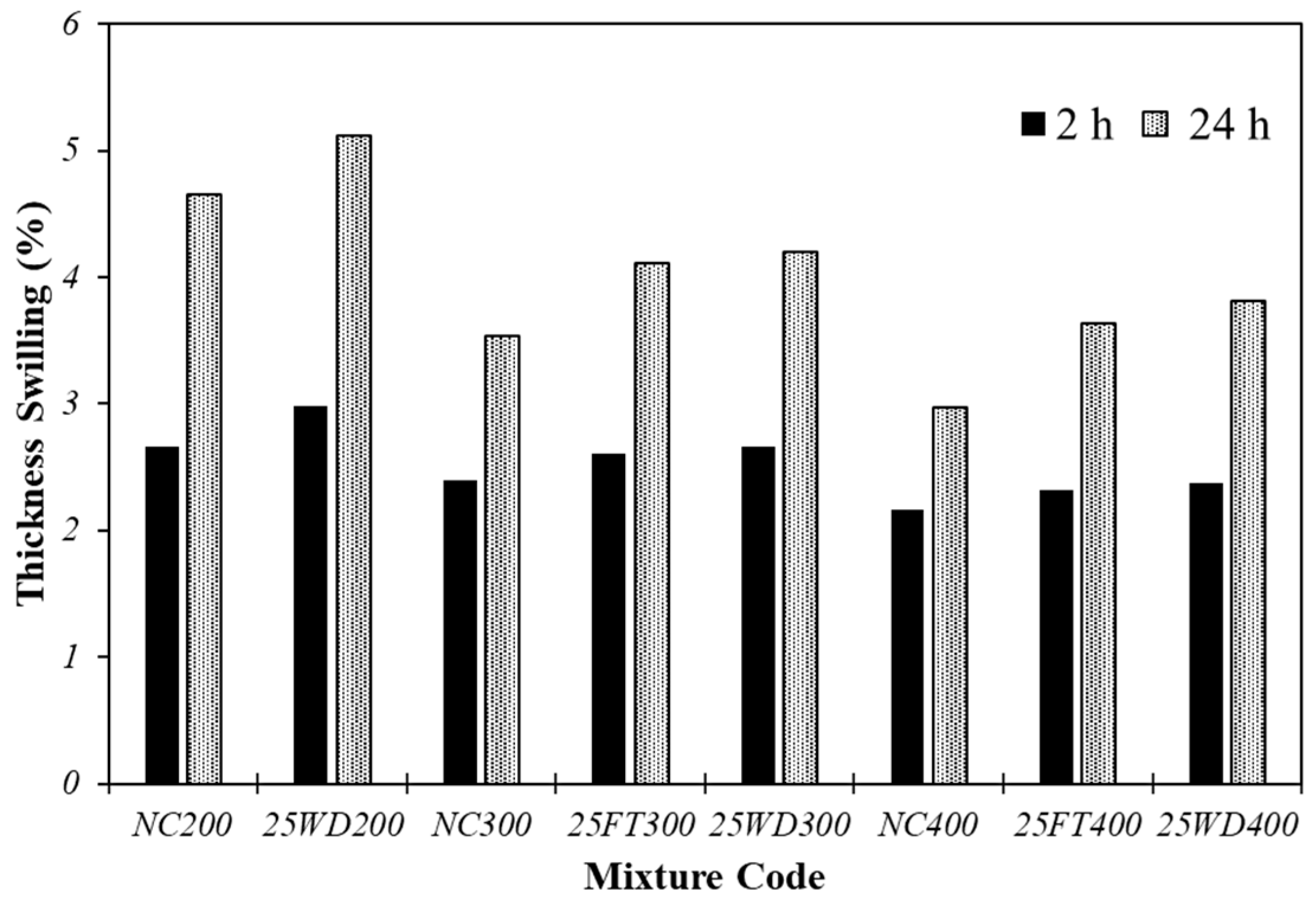
3.2. Thickness Swelling
The thickness swelling of the alkali-activated particle board submerged in water for 2 and 24 h is illustrated in
Figure 5. According to the guidelines set by the ASTM standard D1037-03 [
29], the maximum allowable thickness swelling is 8%. As a result, all of the tested specimens met the requirement for thickness swelling. The results showed that 25FT200 and NC200 had the most significant changes in thickness, which were 5.12% and 4.65% after 24 h of submersion in water, respectively. However, the lowest change in thickness was exhibited by NC400, which was 2.17% after 2 h of submersion in water. This can be attributed to the ratio of agro-waste to slag, indicating that a higher slag content decreases thickness swelling. The widely accepted fact is that when the ratio of agro-waste to slag in particle boards rises, it leads to a notable increase in the thickness swelling, resulting in a decline in the boards’ dimensional stability [
11].
On the other hand, the thickness swelling was increased when the particle boards were cured in freezing and thawing or drying and wetting conditions. For instance, it can be shown that specimens 25FT300 and 25WD300 had more changes in comparison with NC300, which were 4.11% and 4.20%, respectively. Also, it can be shown that curing in drying and wetting conditions has a greater effect than curing in freezing and thawing conditions. For instance, specimen 25WD400 had more thickness swelling changes than 25FT400. This can be attributed to the increase in the amount of pores when the specimens are cured in these conditions.
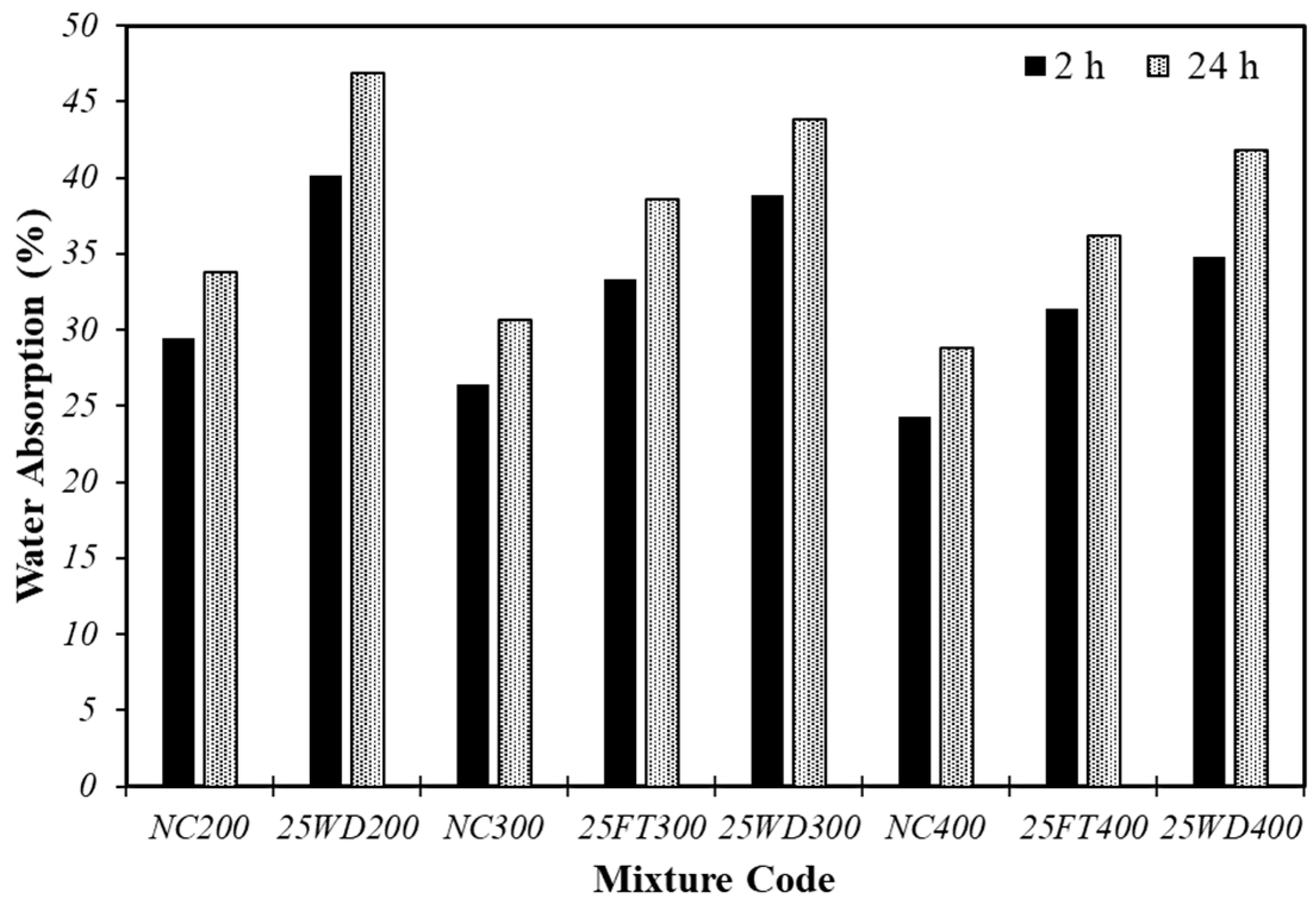
3.3. Water Absorption
The result of the water absorption test of the alkali-activated agro-waste particle boards is shown in
Figure 6. The specimens were tested after being immersed in water for 2 and 24 h. The results show that the highest water absorption was achieved for 25WD200, which was about 46.88% after 24 h of water immersion. However, the lowest water absorption was achieved for NC400, at about 28.8%. Also, when the slag content increased in the particle board specimens, it decreased water absorption—for instance, NC200 achieved about 29.44% in 2 h of water immersion. However, the lowest water absorption was achieved for NC400, at about 24.35%. This can be attributed to the ratio of agro-waste to slag. After increasing the ratio of slag to agro-waste, the water absorption of the specimen of particle boards decreased due to a higher degree of hydration and the formation of hydration produced that seal-coated the agro-waste particles. As shown in
Figure 6, the particle board specimens had higher water absorption when immersed for 24 h than those immersed for 2 h. In addition, the specimens that were cured in drying–wetting and freezing–thawing conditions had higher water absorption than those in ambient curing conditions. For instance, 25WD400 had more water absorption than NC400. Also, the water absorption of the particle board specimens follows the order from low to high: ambient curing condition, wetting and drying cycle, and freezing and thawing cycle. This can be attributed to the reduction in the polymerization process and the formation of hydration products to seal coat the agro particles.
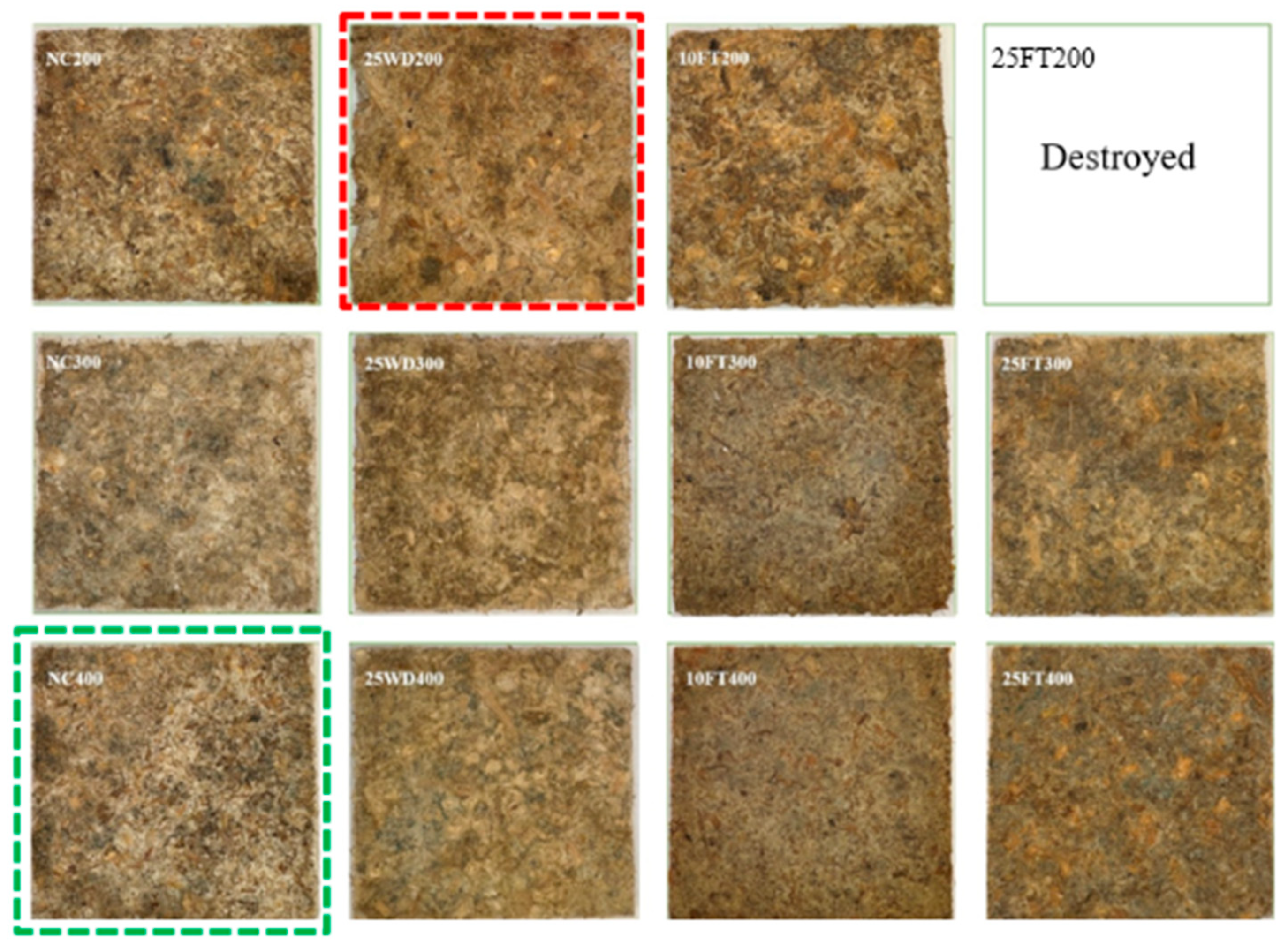
3.4. Failure Mode
Figure 7 illustrates the failure modes of the alkali-activated particle boards and various degrees of damage. Obviously, the surfaces of all specimens exhibited rough textures, and there was an increase in the extent of corner loss in the specimens subjected to freezing–thawing cycles. For instance, considering the FT300 specimen as a representative, after 10 cycles, its surface underwent minimal alteration compared to the NC300 specimen. However, after 25 freezing–thawing cycles, the specimen’s surface became notably rougher. This was accompanied by the detachment of small mortars that fell off from the corners and the emergence of micro-cracks on the surface. Additionally, noticeable swelling was observed on the specimens’ surfaces due to agro-waste in the material composition. This swelling became more pronounced after 25 cycles of freezing and thawing conditions.
Furthermore, the amount of slag content exerts a notable influence on the deterioration process of the specimens. At the same freezing–thawing cycles, it is evident that lower amounts of slag within the particle board specimens lead to more pronounced degradation. This trend is illustrated in
Figure 7, where the NC400 specimen displayed negligible changes (Green Dashed). The specimen exhibits only slight swelling with no noticeable alterations. In contrast, the 25FT200 specimen experienced significant deterioration, while the 25FT300 and 25FT400 specimens demonstrated even less pronounced degradation when compared to the specimens subjected to standard curing conditions.
Upon the completion of 25 freezing–thawing cycles, discernible damage became apparent on the edges of the 25FT300 prismatic specimens. Furthermore, the edges of the 10FT300 specimens began to peel off following 10 freezing–thawing cycles. Remarkably severe surface damage was observed in the case of the 10FT200 and 25FT300 specimens. Notably, the mortar layer on the surface of the 25FT300 specimens had entirely dislodged, leaving the agro-waste aggregate exposed. The degradation of the 10FT200 specimen was even more pronounced, with substantial peeling of the concrete edges and wider cracks on the surface.
For the wetting and drying cycles, a higher content of slag was found to contribute to a reduced level of degradation in the particle board specimens, and this was similar to the trend observed during the freezing and thawing cycles.
Figure 6 illustrates a discernible contrast in degradation severity between the 25WD200 (Red Dashed) and 25WD400 specimens. The amount of degradation witnessed during the wetting and drying cycles substantially exceeded that observed during the freezing and thawing cycles. For instance, the 25WD300 specimen showed more degradation than its freezing and thawing cycle counterpart, 25FT300. Upon closer examination, it became evident that after undergoing 25 cycles of curing under wetting and drying conditions, the surfaces of the specimens exhibited significant changes. The mortar layer underwent complete detachment, forming small pits, thereby exposing the agro-waste on the surface. Furthermore, at the edges of the specimens, severe peeling of the alkali-activated material occurred, resulting in wider cracks on the surface.
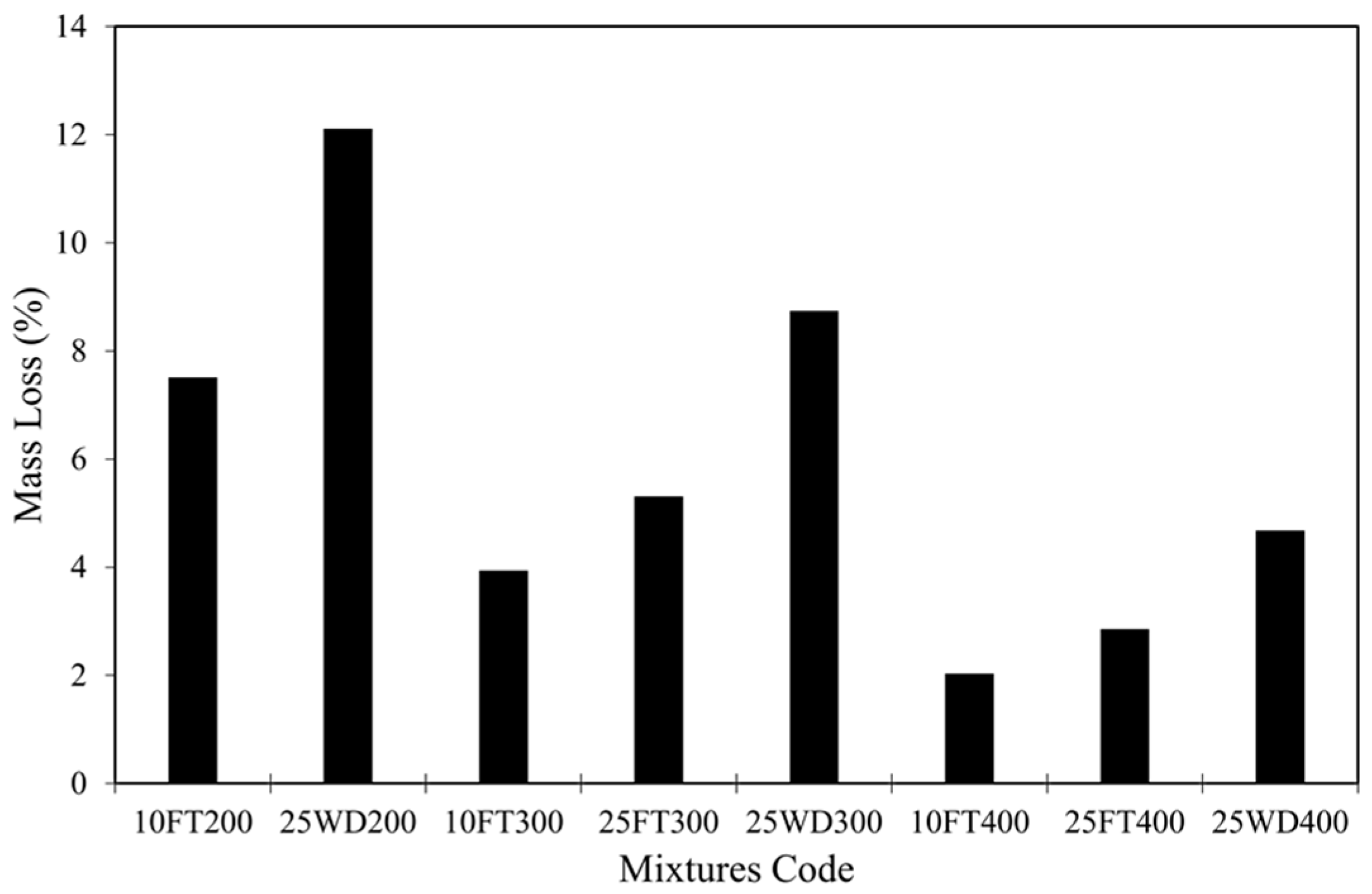
3.5. Mass Loss
Figure 8 and
Figure 9 illustrate the effects of freezing–thawing and wetting–drying cycles on mass loss. Generally, the particle board specimens under freezing–thawing or wetting–drying conditions exhibited mass loss. A consistent increase in mass loss was observed as the number of freezing–thawing and wetting–drying cycles increased. For instance, the FT300 specimen exhibited a more substantial mass loss after 25 cycles (i.e., 5.31%) than after exposure to 10 cycles (i.e., 3.94%), as shown in
Figure 8.
This observation can be attributed to the following rationales: In the initial phase, the expansion stress induced by freezing triggered specimen cracking. Consequently, a transfer of external water permeated internal voids and cracks, contributing to an augmented particle board specimen mass. However, as the freezing–thawing progressed, escalating freeze–thawing damage resulted in more degradation fragments from the specimen. This led to a reduction in the specimens’ mass. Subsequently, when the mass loss attributed to spalling surpassed the mass gain stemming from absorbed water, an overall decrease in the particle board specimen mass ensued, accentuating the magnitude of mass loss.
On the other hand, the 25WD200 specimen displayed the highest change in mass variations, amounting to approximately 12.11%. Additionally, the higher amount of slag in the specimen led to a lower percentage of mass loss. For example, 25WD200 had more mass loss than 25WD300 and 25WD400, which had 12.11%, 8.74%, and 4.68% mass losses, respectively. Moreover, it is notable that wetting–drying cycles exhibit a more significant degradation potential when compared to freezing–thawing curing conditions, even when considering an equivalent number of cycles, even at higher binder mixtures. The mass loss was 4.68% for 25WD400, while it was 2.86% for the 25FT400 specimen.
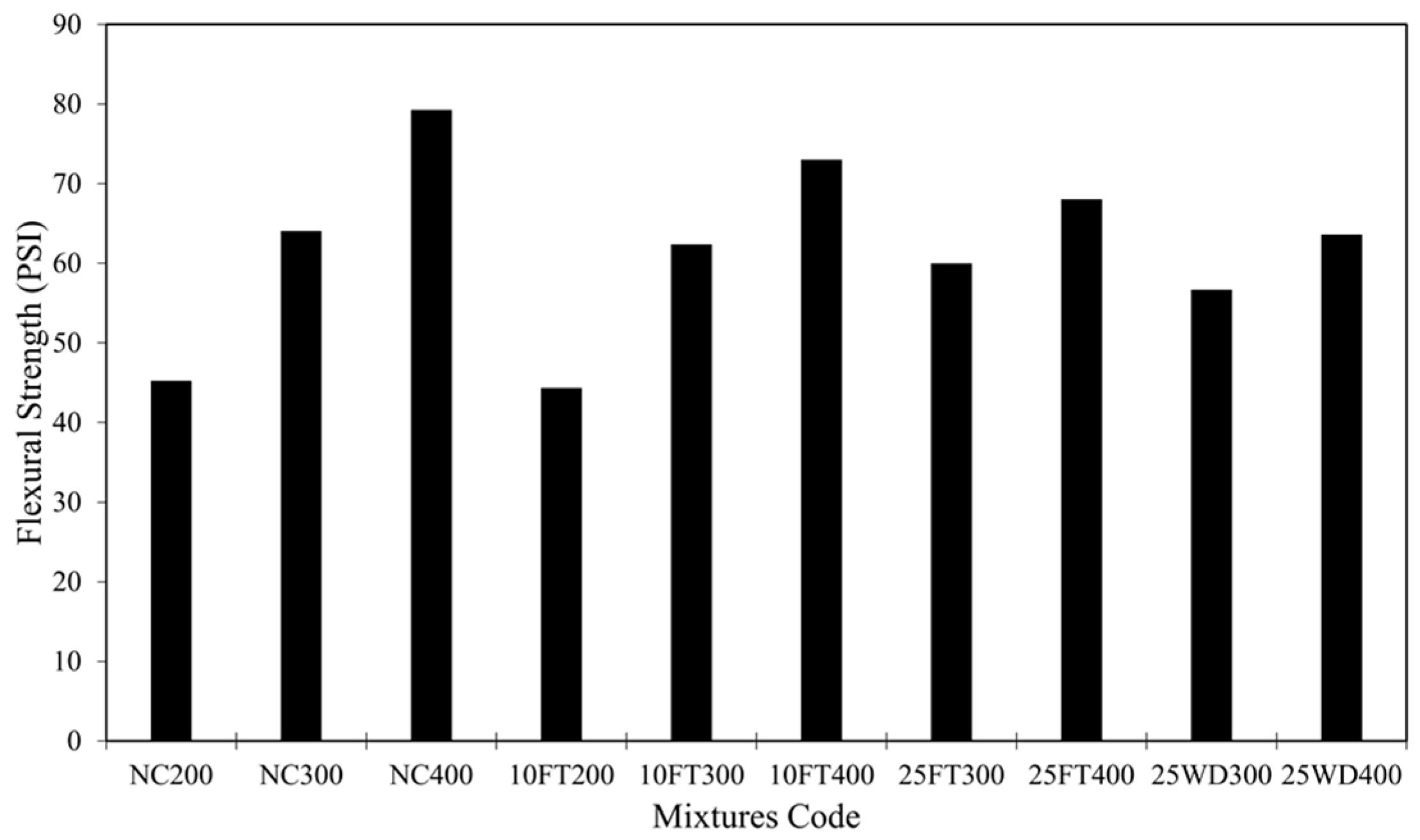
3.6. Flexural Strength
3.6.1. Flexural Strength in Repeated Wetting and Drying Cycles
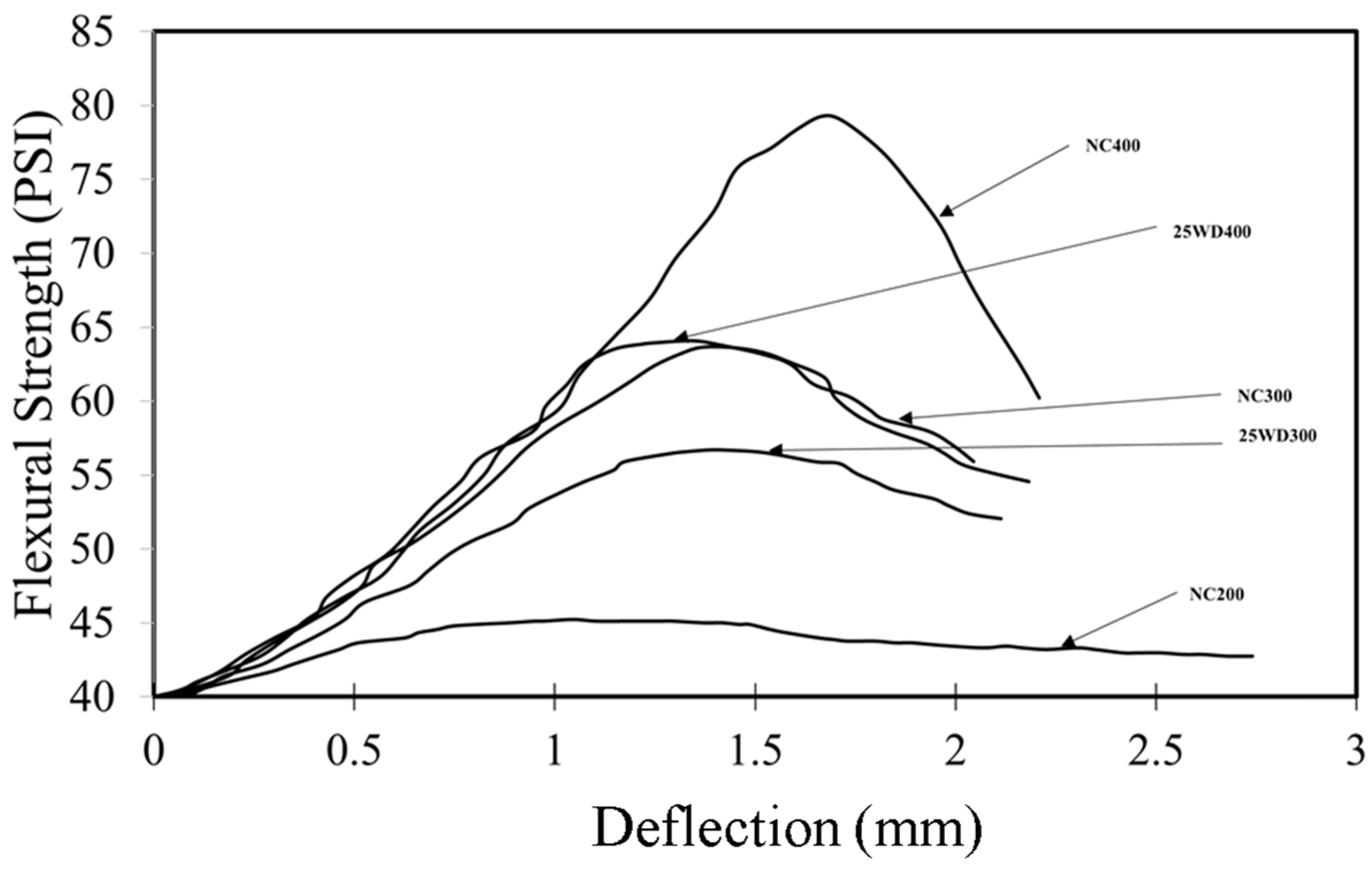
Wetting–drying curing conditions were used to analyze the aging characteristics of the alkali-activated particle board. Flexural strength tests were carried out on an alkali-activated particle board under 25 cycles of repeated wetting–drying curing conditions. The impact of cyclic wetting–drying on the flexural behavior and results of the flexural tests, encompassing parameters such as strength and flexural load deflection, is graphically shown in
Figure 10 and
Figure 11, respectively.
Generally, the repeated wetting–drying cycles resulted in decreased flexural strength. The flexural performance of the alkali-activated particle board under wetting–drying curing conditions typically declined compared to the specimens that underwent standard curing conditions. For instance, the 25WD200 particle board specimen experienced more pronounced degradation, resulting in a complete loss of flexural strength. In contrast, the NC 200 variant exhibited a flexural strength of 42.24 Psi (0.29 MPa). The results were better with an agro-waste/slag ratio of 0.25 compared to 0.5. For instance, the flexural strengths of 25WD300 and 25WD400 are about 56 Psi (0.38 MPa) and 63 Psi (0.43 MPa), respectively. Moreover, for the same deflection value, mixtures exposed to freezing and thawing cycles sustained lower loads. This finding reflects the internal degradation and assassinated damage induced by wetting and drying cycles.
3.6.2. Flexural Strength in Freezing and Thawing Cycle
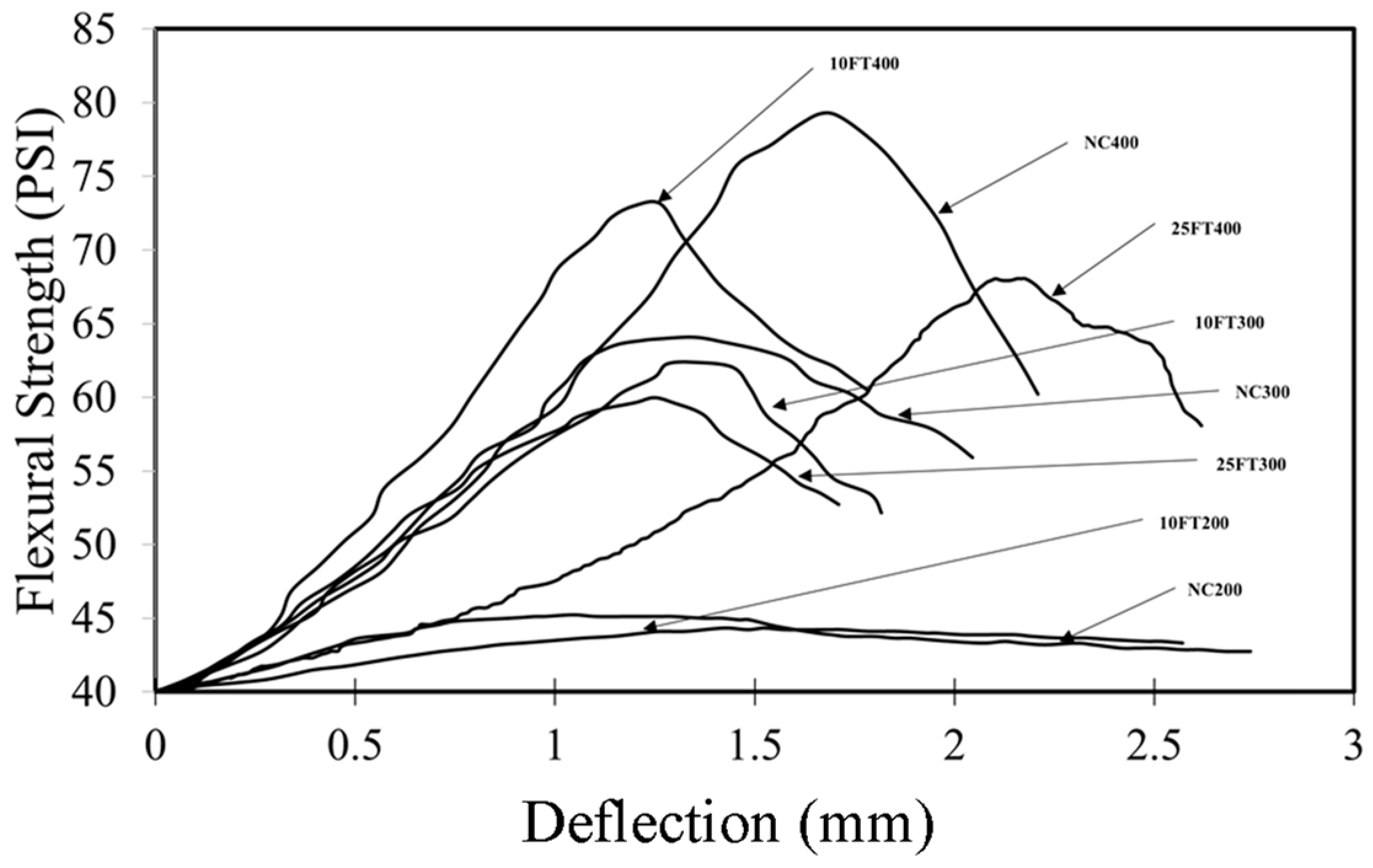
Freezing–thawing curing conditions were used to analyze the aging characteristics of the alkali-activated particle board. Flexural strength tests were performed on an alkali-activated particle board under 10 and 25 cycles of freezing and thawing curing conditions. The impact of cyclic freezing–thawing on the flexural behavior and results of the flexural tests, encompassing parameters such as strength, flexural load, and deflection, is graphically shown in
Figure 10 and
Figure 11, respectively.
Generally, the freezing and thawing curing conditions resulted in a decreasing trend for flexural strength. The flexural performance of the alkali-activated particle board under freezing–thawing curing conditions typically declined compared to the specimens that underwent standard curing condition. For instance, the 25FT200 particle board specimen experienced a complete loss of flexural strength. In contrast, the NC 200 variant exhibited a flexural strength of 42.24 Psi (0.29 MPa). Moreover, the results showed that increasing the number of cycles from 10 to 25 reduced the flexural strength more. For instance, the FT300 particle board specimen had a flexural strength of 62.3 Psi (0.43 MPa) after 10 cycles of freezing and thawing, while it exhibited a flexural strength of 59.9 Psi (0.41 MPa) after 25 cycles. The results were better at a lower agro-waste content. For instance, the flexural strengths of FT300 and FT400 are about 59.9 Psi (0.41 MPa) and 70 Psi (0.48 MPa), respectively.
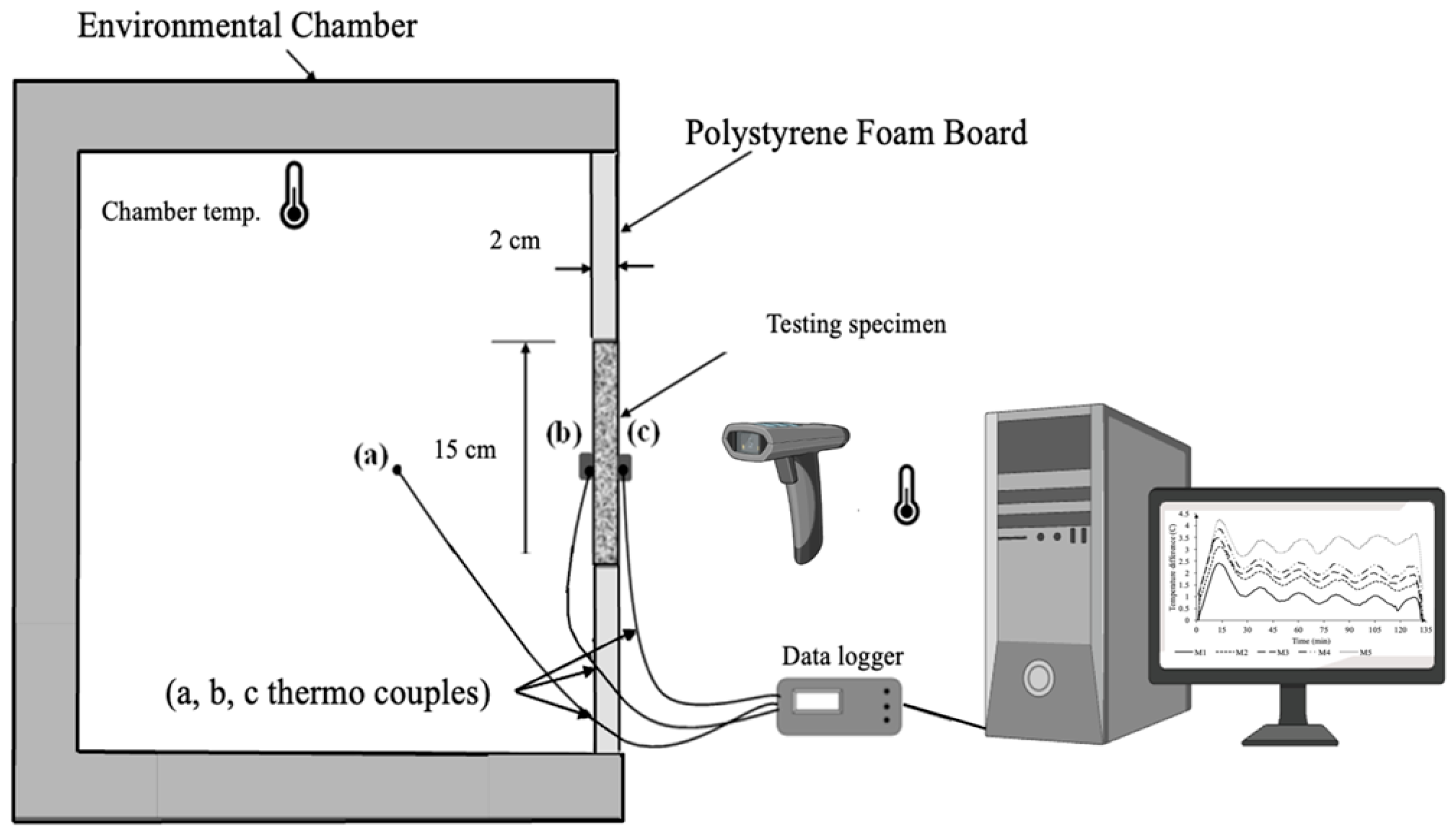
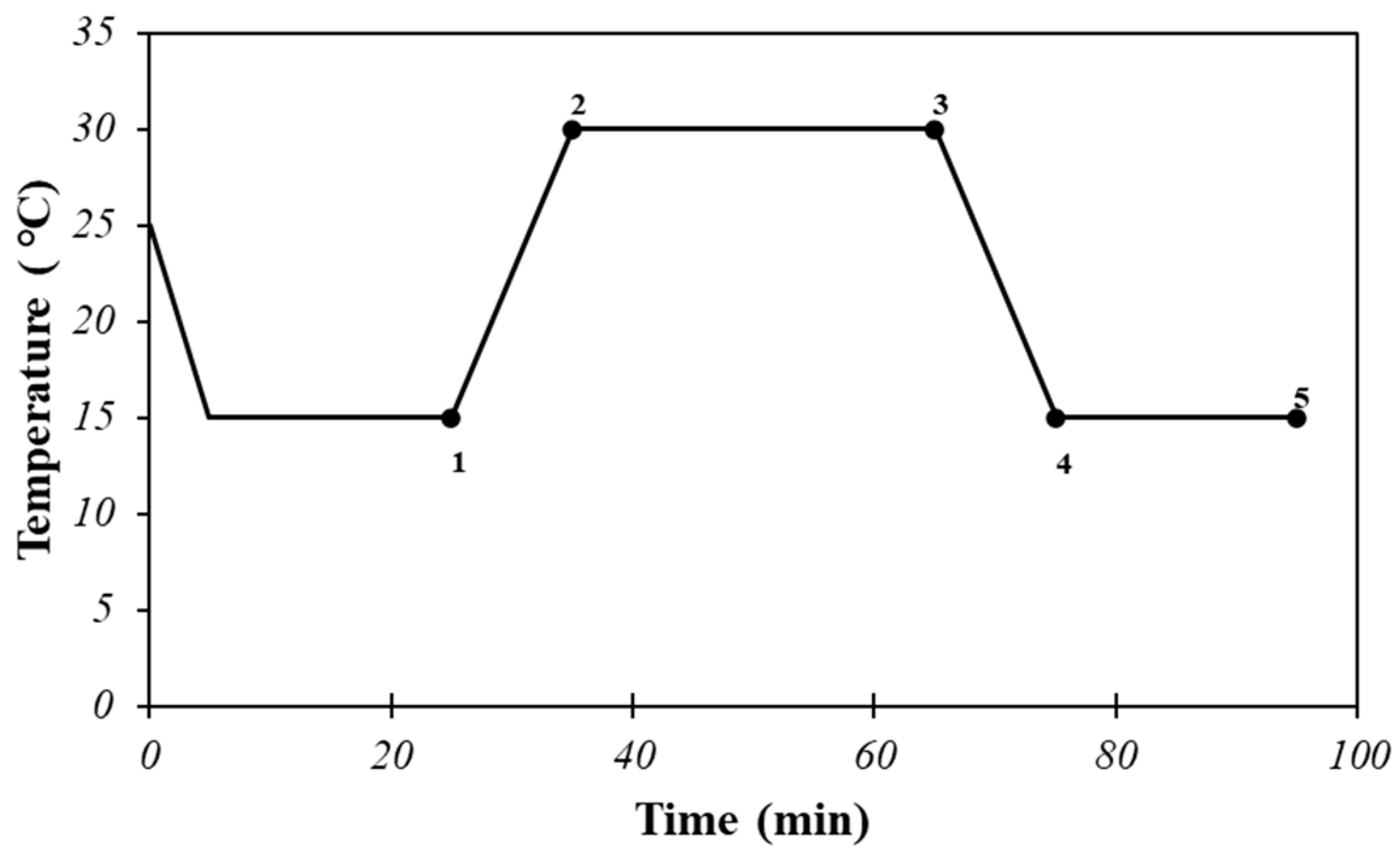
3.7. Thermal Performance
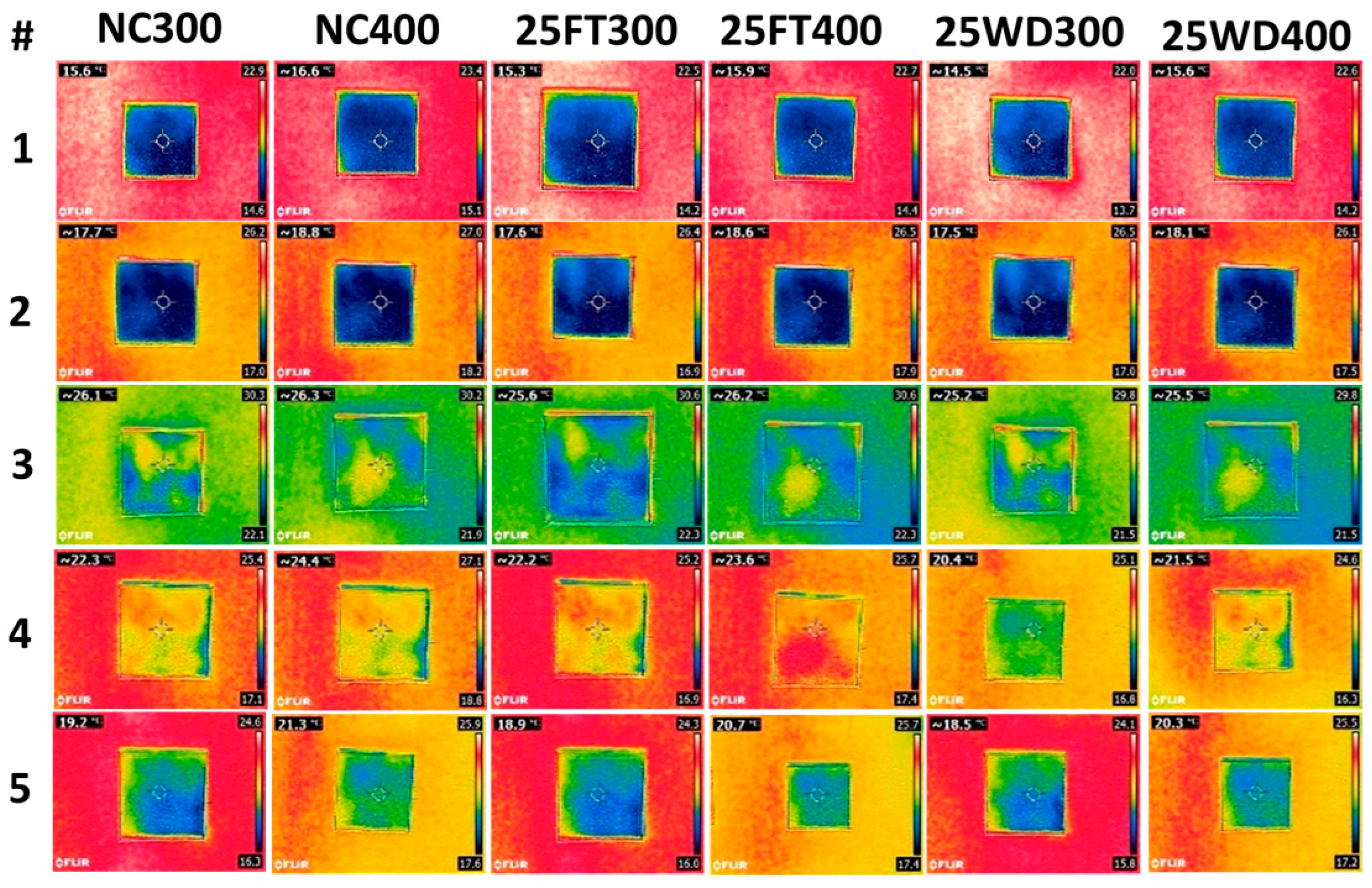
All particle board specimens’ surfaces were exposed to various temperatures as the environmental chamber’s temperature was changed. The specimens were exposed to a 15 °C temperature for 25 min from an ambient temperature. Then, the specimens were exposed to a temperature of 30 °C for 30 min. Then, the temperature was lowered to 15 °C over 10 min and kept for 20 min. The result of the thermal performance of the alkali-activated agro-waste particle board is shown in
Figure 12. It shows the temperature changes over time from the surface of the alkali-activated particle board specimens. The results show that using higher amounts of slag in the particle board specimens led to higher temperatures on the surfaces of the specimens. For example, the surface temperature of NC400 in all monitoring periods was much higher than that of NC200. Also, wetting–drying and freezing–thawing curing conditions followed the same trend as the ambient curing conditions. However, as shown in
Figure 12, the wetting–drying and freezing–thawing curing conditions negatively affected the thermal performance of the alkali-activated particle board. The thermal performance when the specimens were cured under the wetting–drying or freezing and thawing curing conditions did not significantly change. For instance, 25FT300 and 25WD300 showed slightly lower temperatures than NC300. Also, the wetting–drying curing condition had a slightly lower temperature than the freezing and thawing curing condition. This can be attributed to two compensation effects: damage creating air gaps and a high water content. The thermal insulation induced by air gaps developed due to cracking and damage is compensated by the high water content and, consequently, higher thermal conductivity for the specimens.




 ,
, 












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}