
Application of 3D Imaging for Analyzing the Chip Groove Shapes of Cutting Inserts


Abstract
1. Introduction
- -
- Properties and chemical composition of the workpiece material;
- -
- The type and geometry of the cutting tool and the shape of the rake face;
- -
- Accepted values of the cutting data;
- -
- Physical phenomena occurring in the cutting zone, e.g., the built-up edge on the cutting edge;
- -
- Type and degree of wear of the cutting edge;
- -
- Method of cooling the cutting zone and type of coolant and lubricating fluid;
- -
- The type of tool material and coatings applied to the tools.
2. Materials and Methods
3. Results and Discussion
4. Conclusions
- -
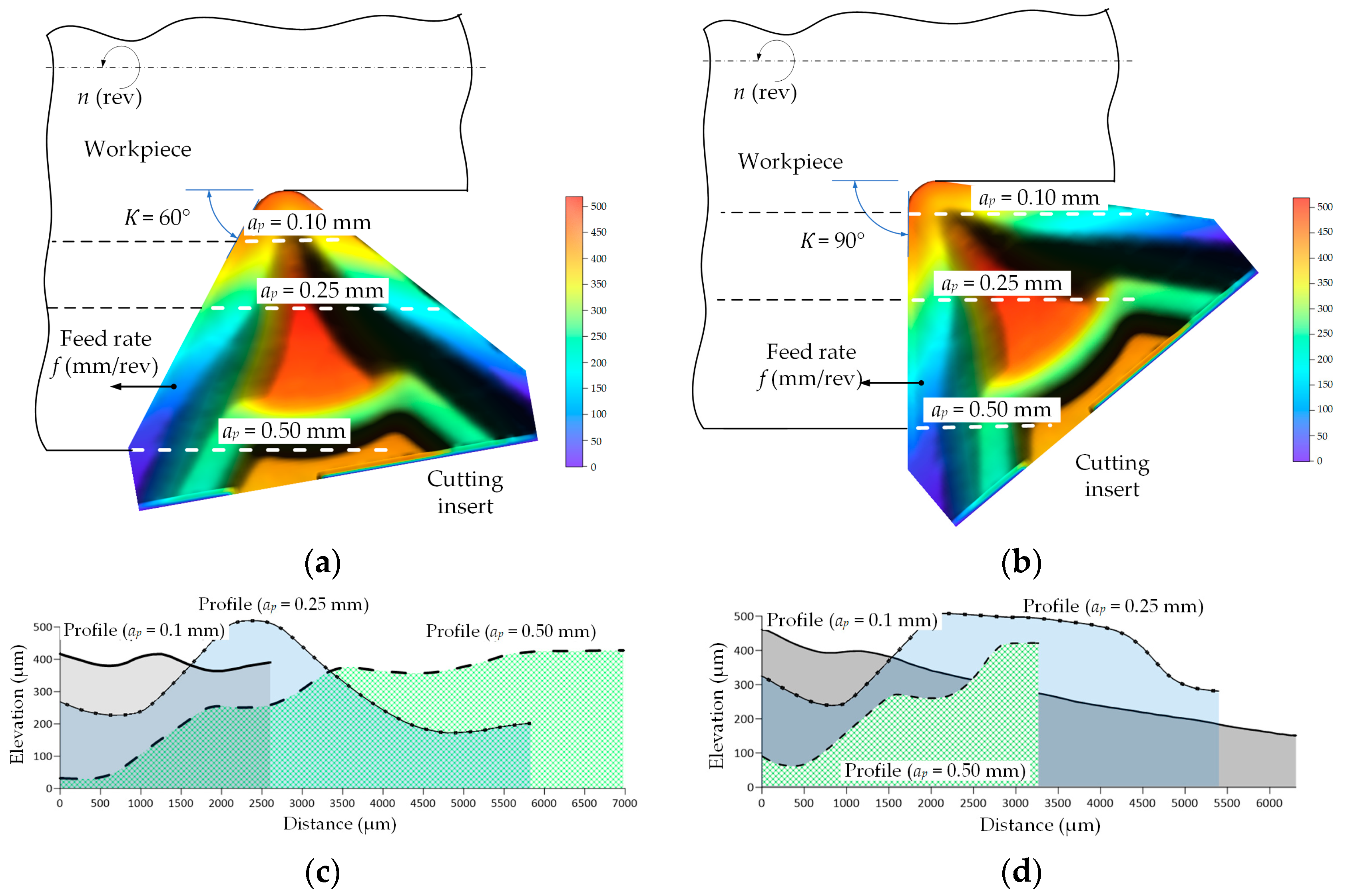
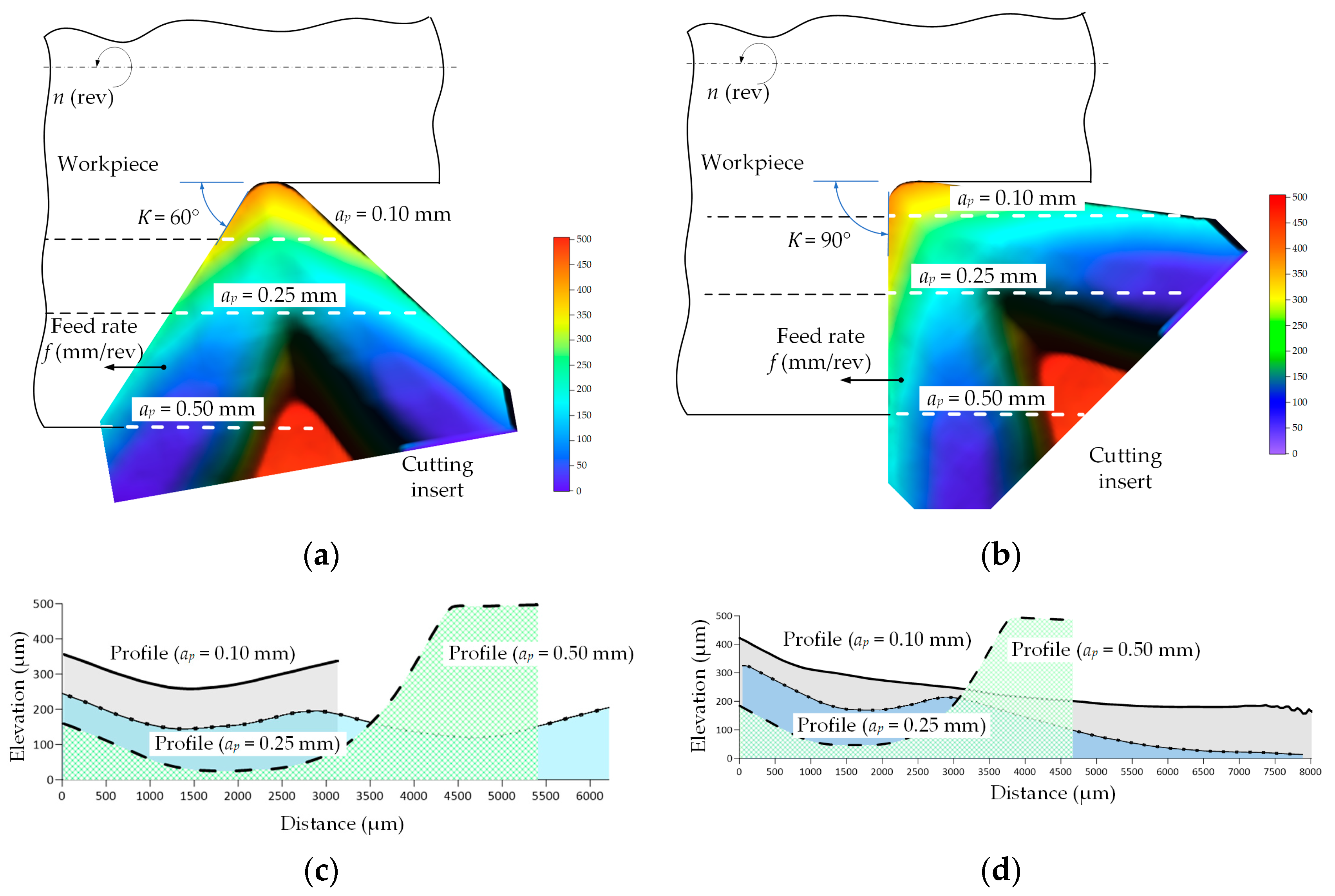
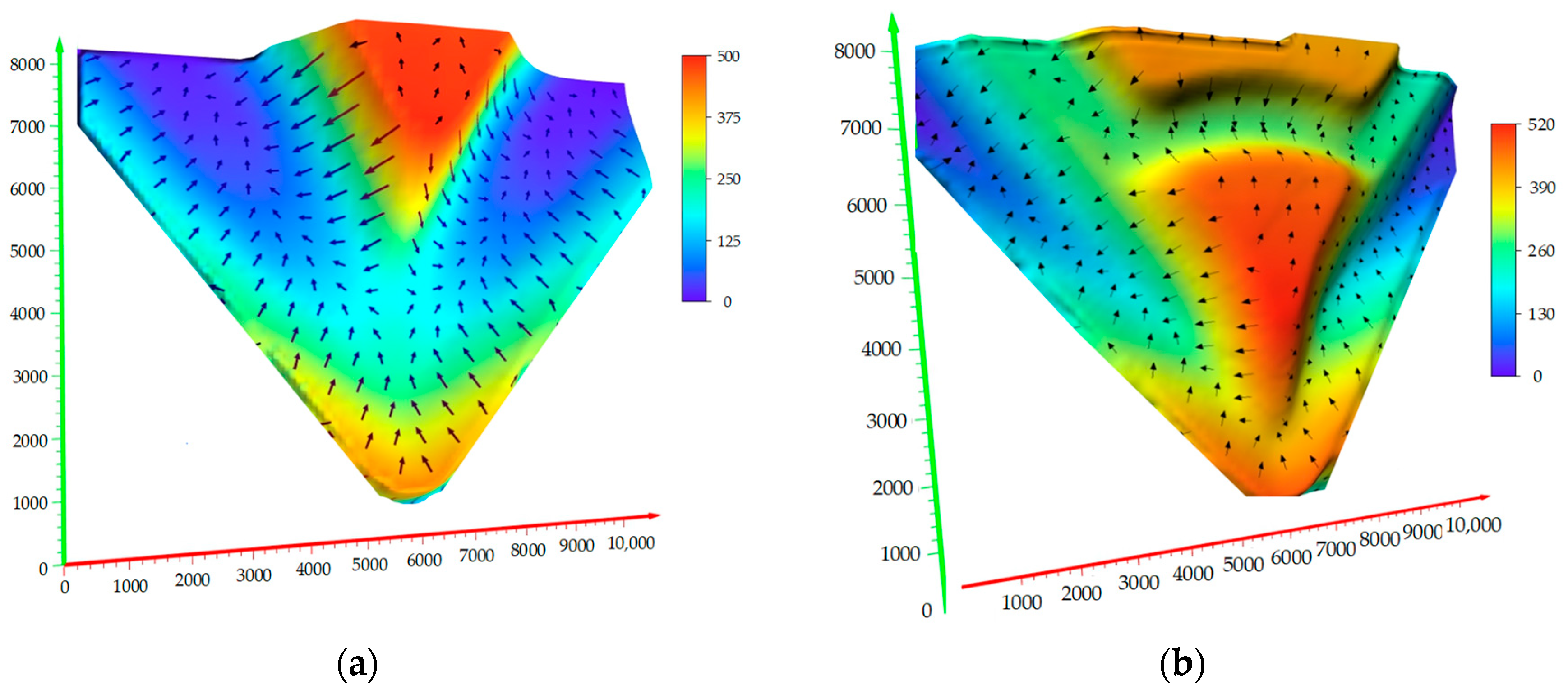
- The measurements showed a different structure of the analyzed chip grooves. Inserts with an SGF breaker were mostly convex in design, while inserts with an SF breaker were concave. It was also been observed that the position of the SF breaker was parallel to the cutting edge and was characterized by a similar profile shape and high depth and volume. The maximum level difference between the bottom of the groove and the tip of the groove was about 400 μm regardless of the angle at which the insert was clamped in the tool holder. With the SGF breaker, the surface shape of the chip groove was variable along the cutting edge, and the depth of the chip groove was approximately half the size (about 200 μm) of the SF breaker.
- -
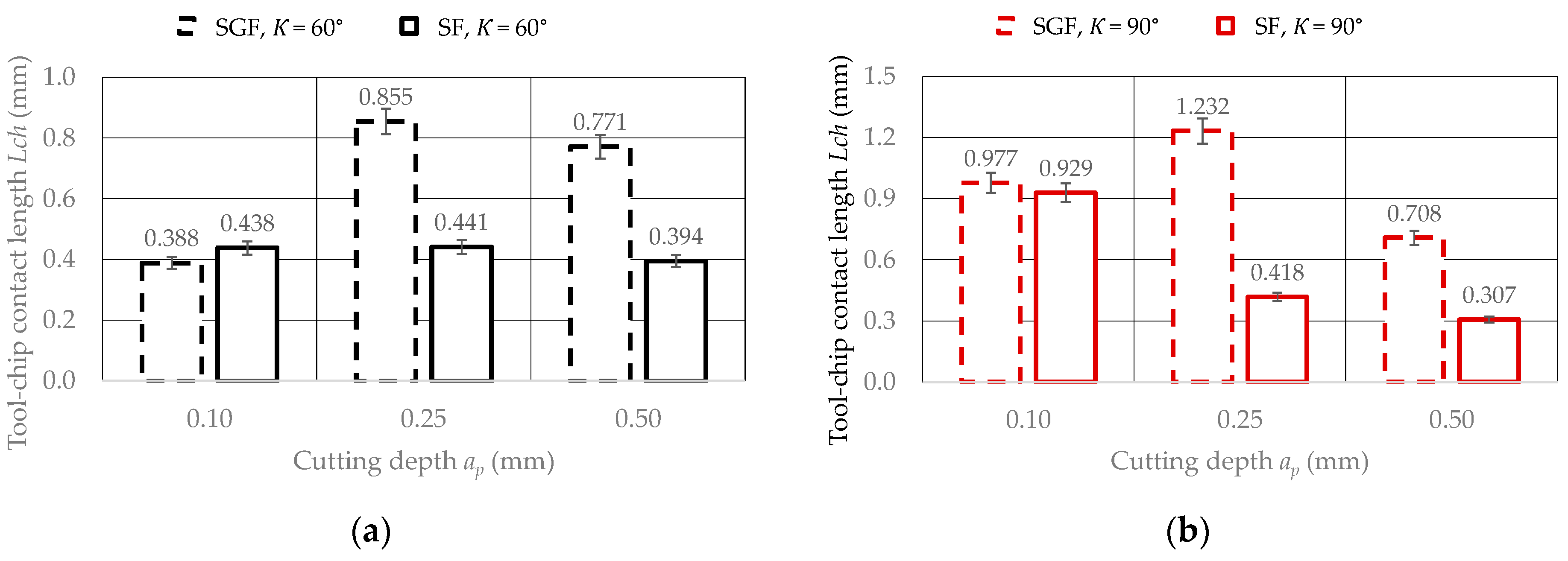
- The analysis of the results showed variability of the shape of the breaker profile as a function of the depth of cut. For a depth of cut ap = 0.1 mm, in the case of both tested inserts, the shapes of the determined surface profiles were flattened, and the lengths of the determined profiles depended on the value of the major cutting-edge angle K. The highest values of profile lengths were obtained for the angle K = 90°. The shape of the chip-breaker profile changed the most for ap > 0.25 mm.
- -
- The theoretical length of the chip contact with the rake face of the insert Lch, significantly depends on the entering the major cutting-edge angle K, as well as on the chip-breaker profile resulting from the given depth of cut. There may be areas where the chips are poorly retracted and can theoretically travel along the entire rake face. To improve the chip-curling process, the depth of cut should be increased, as this can fill the chip groove more accurately with the chip material and reduce chip-to-tool contact.
- -
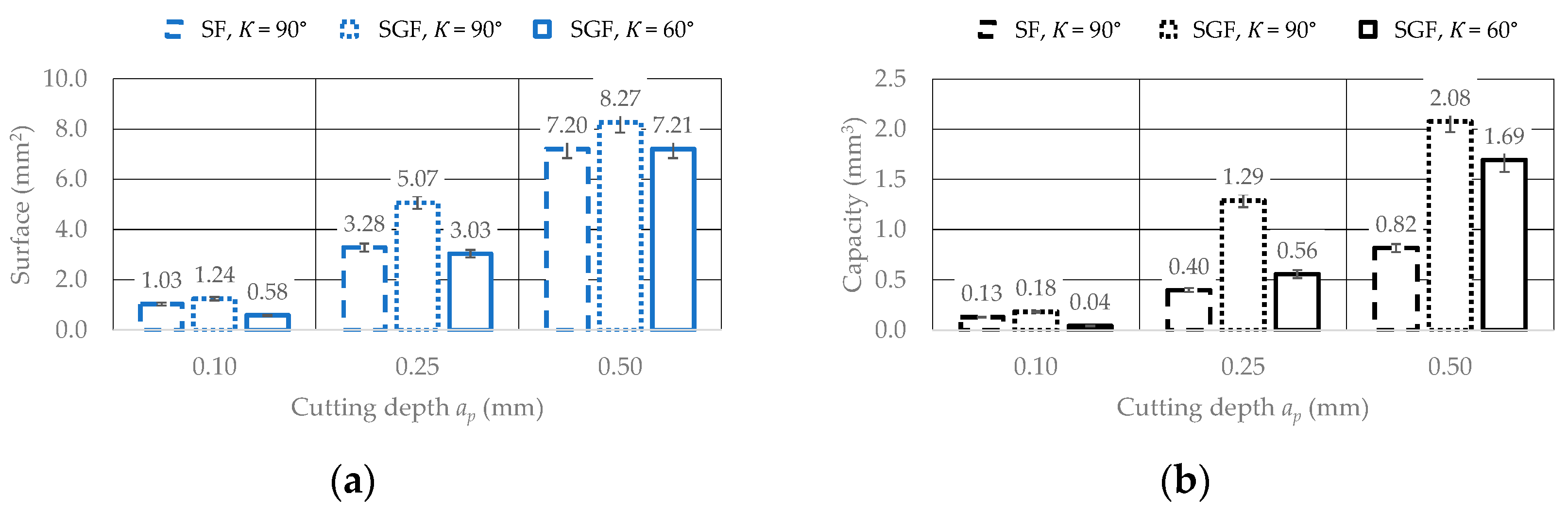
- A comparative analysis of the measurement results showed that for inserts with an SGF breaker, higher values of the chip–cutting edge contact area and chip groove volume were obtained than for inserts with an SF chip former (from about 1.5 to more than 3 times higher) regardless of the adopted major cutting-edge angle K.
- -
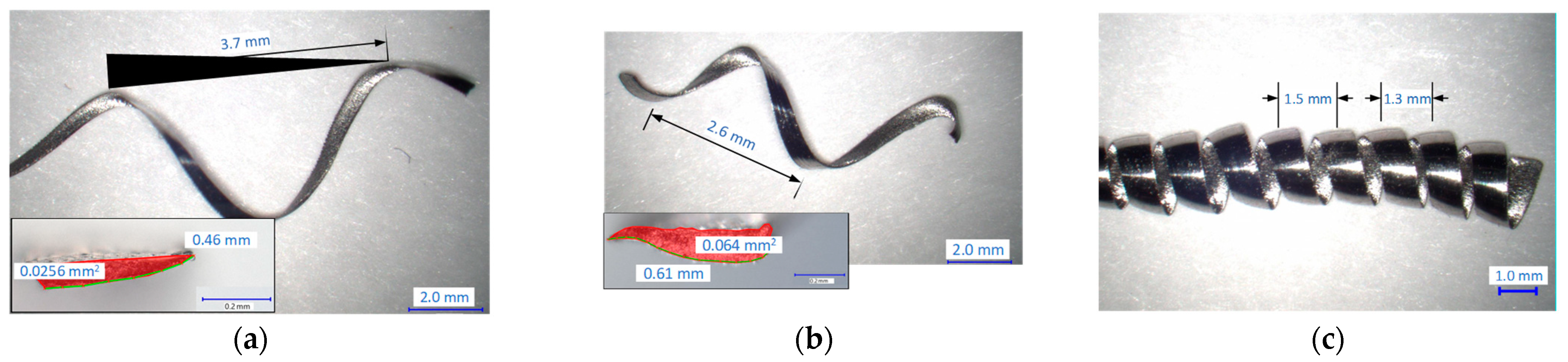
- The results obtained from the experimental verification research were consistent with the results of the theoretical analysis carried out with the use of 3D imaging. For the accepted conditions and ranges of cutting parameters, the analysis of the results of experimental tests showed that the form of chips and the average values of the chip-breaking coefficient Cch were most significantly influenced by the value of feed and depth of cut. For a feed of f = 0.1 mm/rev and a depth of cut ap < 0.5 mm, a change in the form of the chips was observed from helical to ribbon. Furthermore, cutting tests showed that the major cutting-edge angle (K = 60°) supported the chip-formation process and led to a more favorable chip form. For the SF chip-former type application, this turned out to be more beneficial, as it more effectively supported the chip-curling process.
- -
- Obtaining short chips, especially when machining difficult-to-cut materials, reduces manufacturing costs. Long chips that move in the direction of the rotating workpiece significantly increase the possibility of damage to the machined surface. The test results obtained for the accepted cutting conditions showed that controlling the form of the chip is possible by maximizing the feed rate and depth of cut. A practical recommendation for turning titanium alloy Ti6Al4V is to reduce the major cutting-edge angle and to choose the SF chip former, which supports the chip-rolling process.
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Grzesik, W. Advanced Machining Processes of Metallic Materials: Theory, Modelling and Applications; Elsevier: Amsterdam, The Netherlands, 2008. [Google Scholar]
- Markopoulos, A.P.; Davim, J.P. Advanced Machining Processes—Innovative Modeling Techniques; CRC Press Taylor & Francis Group: Boca Raton, FL, USA, 2017. [Google Scholar] [CrossRef]
- Jawahir, I.S. Chip-forms, Chip Breakability and Chip Control. In CIRP Encyclopedia of Production Engineering; Laperrière, L., Reinhart, G., Eds.; Springer: Berlin/Heidelberg, Germany, 2014. [Google Scholar] [CrossRef]
- Das, A.; Padhan, S.; Das, S.R.; Alsoufi, M.S.; Ibrahim, A.M.M.; Elsheikh, A. Performance Assessment and Chip Morphology Evaluation of Austenitic Stainless Steel under Sustainable Machining Conditions. Metals 2021, 11, 1931. [Google Scholar] [CrossRef]
- Słodki, B.; Zębala, W.; Struzikiewicz, G. Correlation between cutting data selection and chip form in stainless steel turning. Mach. Sci. Technol. 2014, 19, 217–235. [Google Scholar] [CrossRef]
- Yılmaz, B.; Karabulut, S.; Güllü, A. A review of the chip breaking methods for continuous chips in turning. J. Manuf. Process. 2020, 49, 50–69. [Google Scholar] [CrossRef]
- Nakayama, K. A study on chip-breaker. Bull. JSME 1962, 5, 142–150. [Google Scholar] [CrossRef]
- Kim, J.D.; Kweun, O.B. A chip-breaking system for mild steel in turning. Int. J. Mach. Tools Manuf. 1997, 37, 607–617. [Google Scholar] [CrossRef]
- Elkaseer, A.; Lambarri, J.; Ander Sarasua, J.; Cascón, I. On the development of a chip breaker in a metal-matrix polycrystalline diamond insert: Finite element based design with ns-laser ablation and machining verification. J. Micro Nano-Manuf. 2017, 5, 031007. [Google Scholar] [CrossRef]
- Sahu, S.K.; Burak Ozdoganlar, O.; DeVor, R.E.; Kapoor, S.G. Effect of groove-type chip breakers on twist drill performance. Int. J. Mach. Tools Manuf. 2003, 43, 617–627. [Google Scholar] [CrossRef]
- Shi, C.; Yu, A.; Wu, J.; Niu, W.; He, Y.; Hong, X.; Shang, Q. Study on position of laser cladded chip breaking dot on rake face of HSS turning tool. Int. J. Mach. Tools Manuf. 2017, 122, 132–148. [Google Scholar] [CrossRef]
- Vasumathy, D.; Meena, A.; Duraiselvam, M. Experimental study on evaluating the effect of micro textured tools in turning AISI 316 austenitic stainless steel. Procedia Eng. 2017, 184, 50–57. [Google Scholar] [CrossRef]
- Anand, S.; Priya, L. A Guide for Machine Vision in Quality Control; CRC Press Taylor & Francis Group: New York, NY, USA, 2020. [Google Scholar] [CrossRef]
- Sansoni, G.; Trebeschi, M.; Docchio, F. State-of-The-Art and Applications of 3D Imaging Sensors in Industry, Cultural Heritage, Medicine, and Criminal Investigation. Sensors 2009, 9, 568–601. [Google Scholar] [CrossRef] [PubMed]
- Sioma, A. 3D Imaging Methods in Quality Inspection Systems. In Proceedings of the Photonics Applications in Astronomy, Communications, Industry, and High-Energy Physics Experiments, Wilga, Poland, 26 May–2 June 2019; Romaniuk, R.S., Linczuk, M., Eds.; SPIE: Bellingham, WA, USA, 2019; p. 91. [Google Scholar] [CrossRef]
- Kyratsis, P.; Kakoulis, K.; Markopoulos, A.P. Advances in CAD/CAM/CAE Technologies. Machines 2020, 8, 13. [Google Scholar] [CrossRef]
- Mutilba, U.; Gomez-Acedo, E.; Kortaberria, G.; Olarra, A.; Yagüe-Fabra, J.A. Traceability of On-Machine Tool Measurement: A Review. Sensors 2017, 17, 1605. [Google Scholar] [CrossRef] [PubMed]
- Cinal, M.; Sioma, A.; Lenty, B. The Quality Control System of Planks Using Machine Vision. Appl. Sci. 2023, 13, 9187. [Google Scholar] [CrossRef]
- Sioma, A.; Karwat, B. The Use of 3D Imaging in Surface Flatness Control Operations. Adv. Sci. Technol. Res. J. 2023, 17, 335–344. [Google Scholar] [CrossRef] [PubMed]
- Lazarević, D.; Nedić, B.; Jović, S.; Šarkoćević, Ž.; Blagojević, M. Optical inspection of cutting parts by 3D scanning. Phys. A Stat. Mech. Its Appl. 2019, 531, 121583. [Google Scholar] [CrossRef]
- Daicu, R.; Oancea, G. Methodology for Measuring the Cutting Inserts Wear. Symmetry 2022, 14, 469. [Google Scholar] [CrossRef]
- Čerče, L.; Pušavec, F.; Kopač, J. 3D cutting tool-wear monitoring in the process. J. Mech. Sci. Technol. 2015, 29, 3885–3895. [Google Scholar] [CrossRef]
- Sioma, A.; Struzikiewicz, G. Measurement of wear level of Qubitron II grinding wheels with using 3D vision system. In Proceedings of the Photonics Applications in Astronomy, Communications, Industry, and High-Energy Physics Experiments, Wilga, Poland, 3–10 June 2018; Romaniuk, R.S., Linczuk, M., Eds.; SPIE: Bellingham, WA, USA, 2018; p. 55. [Google Scholar] [CrossRef]
- Shinozuka, J.; Obikawa, T.; Shirakashi, T. Chip breaking analysis from the viewpoint of the optimum cutting tool geometry design. J. Mater. Process. Technol. 1996, 62, 345–351. [Google Scholar] [CrossRef]
- Güllü, A.; Karabulut, Ş.; Güldaş, A. Chip breaking problems in machining of Inconel 718 super alloy and chip breaker design. J. Fac. Eng. Archit. Gazi Univ. 2008, 23, 157–164. [Google Scholar]
- Yılmaz, B.; Karabulut, Ş.; Güllü, A. Performance analysis of new external chip breaker for efficient machining of Inconel 718 and optimization of the cutting parameters. J. Manuf. Process. 2018, 32, 553–563. [Google Scholar] [CrossRef]
- Wu, M.; Yu, A.; Chen, Q.; Wang, Y.; Yuan, J.; Sun, L.; Chi, J. Design of adjustable chip breaker for PCD turning tools. Int. J. Mech. Sci. 2020, 172, 105411. [Google Scholar] [CrossRef]
- Lotfi, M.; Akhavan Farid, A.; Soleimanimehr, H. The effect of chip breaker geometry on chip shape, bending moment, and cutting force: FE analysis and experimental study. Int. J. Adv. Manuf. Technol. 2015, 78, 917–925. [Google Scholar] [CrossRef]
- Li, X.; Wang, Y.; Miao, L.; Zhang, W. Deformation Analysis of Continuous Milling of Inconel 718 Nickel-Based Superalloy. Micromachines 2022, 13, 683. [Google Scholar] [CrossRef] [PubMed]
- Persson, H.; Lenrick, F.; Franca, L.; Ståhl, J.E.; Bushlya, V. Wear mechanisms of PcBN tools when machining AISI 316L. Ceram. Int. 2021, 47, 31894–31906. [Google Scholar] [CrossRef]
- Fei, H.; Wu, H.; Yang, X.; Xiong, J.; Zhang, L.; Chen, Z.; Jiang, K.; Liu, J. Pulsed magnetic field treatment of cBN tools for improved cutting performances. J. Manuf. Process. 2021, 69, 21–32. [Google Scholar] [CrossRef]
- Fountas, N.A.; Papantoniou, I.; Kechagias, J.; Manolakos, D.E.; Vaxevanidis, N.M. Implementation of Modern Meta-Heuristic Algorithms for Optimizing Machinability in Dry CNC Finish-Turning of AISI H13 Die Steel Under Annealed and Hardened States. In Evolutionary Optimization of Material Removal Processes, 1st ed.; Singh, R.P., Kumar, N., Kataria, R., Pandey, P.M., Eds.; CRC Press: Boca Raton, FL, USA, 2022; Volume 3, p. 15. [Google Scholar] [CrossRef]
- Fountas, N.A.; Papantoniou, I.; Manolakos, D.E.; Vaxevanidis, N.M. Implementation of Grey Wolf, Multi-Verse and Ant Lion Metaheuristic Algorithms for Optimizing Machinability of Dry CNC Turning of Annealed and Hardened UNIMAX® Tool Steel. Machines 2024, 12, 156. [Google Scholar] [CrossRef]
- Vaxevanidis, N.M.; Fountas, N.A.; Papantoniou, I.; Manolakos, D.E. Experimental investigation and regression modelling to improve machinability in CNC turning of CALMAX® tool steel rods. In IOP Conference Series: Materials Science and Engineering, Proceedings of the 6th International Conference on Advanced Manufacturing Engineering and Technologies, Galati, Romania, 9–11 September 2020; IOP Publishing: Bristol, UK, 2020; Volume 968, p. 012012. [Google Scholar] [CrossRef]
- Kosaraju, S.; Aruri, D.; Kolli, M.; Kumar, G.S.; Bobba, P.B. Study on machinability of Ti6Al4V with coated inserts—Cutting force, surface finish and material removal rate prediction using ANN. Int. J. Interact. Des. Manuf. 2022, 2022, 1–11. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Description | |
|---|---|---|
 | Camera | 1/1.7-inch, 12.22-megapixel CMOS image sensor; total pixels: 4168 (H) × 3062 (V) |
| The resolution of the XY stage | 1 µm | |
| The Z-axis of the lens | 0.1 µm | |
| Scanning system | Progressive | |
| High dynamic range | 16-bit intensity range through RGB data from each pixel | |
| Built-in light source | High-intensity LED |
| CNGG 12 04 04-SGF | Data | CNMG 12 04 04-SF | Data |
|---|---|---|---|
 | Material group: S, M Grade: 1115 Coating: TiAlN rε = 0.4 mm ap = (0.1–0.3) mm f = (0.05–0.26) mm/rev |  | Material group: S Grade: H13A Coating: no rε = 0.4 mm ap = (0.15–1.5) mm f = (0.08–0.22) mm/rev |
 |  |
| Number | Parameter | Min | Value | Max |
|---|---|---|---|---|
| 1 | ap (mm) | 0.10 | 0.25 | 0.50 |
| 2 | K (deg.) | 60 | 90 |
| Number | A | B | C | D | ap (mm) | f (mm/rev) | K (deg) | Chip Former |
|---|---|---|---|---|---|---|---|---|
| 1 | 1 | 1 | 1 | 1 | 0.25 | 0.1 | 60 | SF |
| 2 | 1 | 2 | 2 | 2 | 0.25 | 0.2 | 90 | SGF |
| 3 | 2 | 1 | 1 | 2 | 0.50 | 0.1 | 60 | SGF |
| 4 | 2 | 2 | 2 | 1 | 0.50 | 0.2 | 90 | SF |
| 5 | 3 | 1 | 2 | 1 | 0.75 | 0.1 | 90 | SF |
| 6 | 3 | 2 | 1 | 2 | 0.75 | 0.2 | 60 | SGF |
| 7 | 4 | 1 | 2 | 2 | 1.00 | 0.1 | 90 | SGF |
| 8 | 4 | 2 | 1 | 1 | 1.00 | 0.2 | 60 | SF |
| ap (mm) | f (mm/rev) | K (deg) | Chip Former | Photo | Cch 1 | S/N | Chip Description |
|---|---|---|---|---|---|---|---|
| 0.25 | 0.1 | 60 | SF |  | 1.0 | 0.28 | Long, spiraled, tangled Unacceptable |
| 0.25 | 0.2 | 90 | SGF |  | 1.0 | 0.28 | Long, spiraled Unacceptable |
| 0.50 | 0.1 | 60 | SGF |  | 0.7 | 3.10 | Helical/tubular Acceptable |
| 0.50 | 0.2 | 90 | SF |  | 0.6 | 4.44 | Helical/tubular Acceptable |
| 0.75 | 0.1 | 90 | SF |  | 0.8 | 1.43 | Long, tangled Unacceptable |
| 0.75 | 0.2 | 60 | SGF |  | 0.6 | 4.44 | Helical/tubular Acceptable |
| 1.00 | 0.1 | 90 | SGF |  | 0.9 | 0.85 | Long, spiraled, tangled Unacceptable |
| 1.00 | 0.2 | 60 | SF |  | 0.4 | 7.96 | Helical/tubular Acceptable |
| Source | DF | Seq SS | Adj SS | Adj MS | F | p |
|---|---|---|---|---|---|---|
| ap (mm) | 3 | 0.1365 | 0.1365 | 0.0455 | 13.68 | 0.196 |
| f (mm/rev) | 1 | 0.0897 | 0.0897 | 0.0897 | 26.98 | 0.121 |
| K (deg.) | 1 | 0.0525 | 0.0525 | 0.0525 | 15.77 | 0.157 |
| Chip former | 1 | 0.0164 | 0.0164 | 0.0164 | 4.94 | 0.269 |
| Residual Error | 1 | 0.0033 | 0.0033 | 0.0033 | ||
| Total | 7 | 0.2984 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Struzikiewicz, G. Application of 3D Imaging for Analyzing the Chip Groove Shapes of Cutting Inserts. Appl. Sci. 2024, 14, 3134. https://doi.org/10.3390/app14073134
Struzikiewicz G. Application of 3D Imaging for Analyzing the Chip Groove Shapes of Cutting Inserts. Applied Sciences. 2024; 14(7):3134. https://doi.org/10.3390/app14073134
Chicago/Turabian StyleStruzikiewicz, Grzegorz. 2024. "Application of 3D Imaging for Analyzing the Chip Groove Shapes of Cutting Inserts" Applied Sciences 14, no. 7: 3134. https://doi.org/10.3390/app14073134
APA StyleStruzikiewicz, G. (2024). Application of 3D Imaging for Analyzing the Chip Groove Shapes of Cutting Inserts. Applied Sciences, 14(7), 3134. https://doi.org/10.3390/app14073134