
The Influence of the Matrix Grain Size and Mineral Addition on Improving the Knock-Out Properties of Molding Sands with an Inorganic Binder


Abstract
Featured Application
Abstract
1. Introduction
- physical modification (e.g., thermal conditioning) [14];
2. Materials and Methods
- An LPzE-2e laboratory shaker with a set of sieves (Multiserw Morek, Marcyporęba, Poland);
- A device to test the strength of the molding sands, LRu-2e (Multiserw Morek);
- A device to test the permeability of the molding sands, LPiR-3e (Multiserw Morek);
- A device to test the grindability of the molding sands (Huta Stalowa Wola, Stalowa Wola, Poland). The principle of this apparatus is as follows: a standardized cylindrical specimen, made of a hardened molding sand, is seated in a holder using a clamp. The clamped specimen is placed in rotary motion at a speed of 1 rpm/s by an electric motor via a gearbox. The electric motor is powered directly from the 220 V mains. At the top of the apparatus, a steel shot container is placed, with a funnel-shaped bottom ending in a hole (Ø7 mm), closed by a slide bolt. The steel shot from the container falls during marking with a tube (from a height of 307 mm) on the rotating shaper and causes its abrasion. The separated molding sand together with the shot falls into the tank. During the measurement, the specimen is enclosed in a shield, which prevents the shot and molding sand from spreading sideways.
- Quartz sand—100 parts by mass;
- Geopol—2.5 parts by mass compared to quartz sand;
- Hardener SA72—8% parts by mass compared to the Geopol binder;
- Loosening additive (perlite ore)—5 parts by mass compared to quartz sand.
3. Results
3.1. Sieve Analysis of Quartz Sands
3.2. Sieve Analysis of Perlite Ore
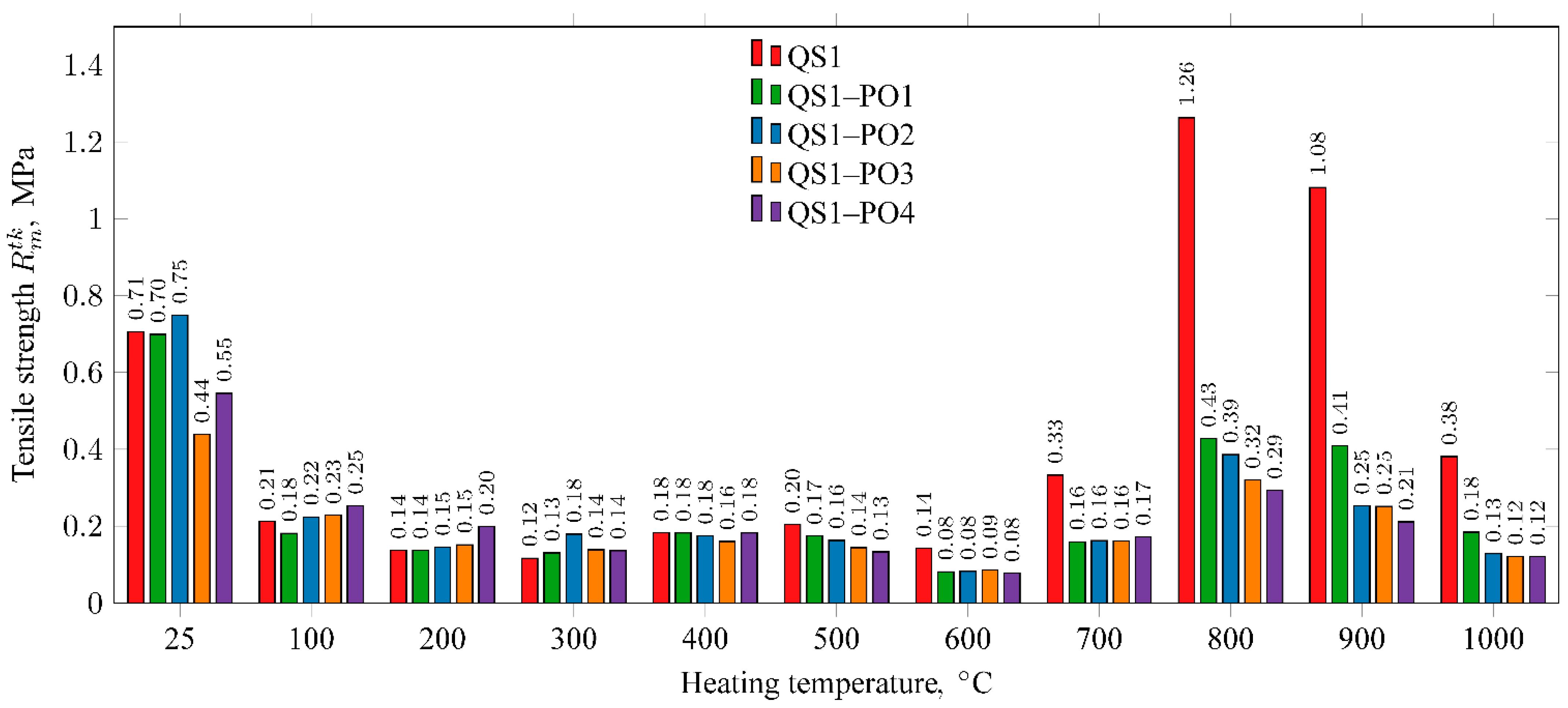
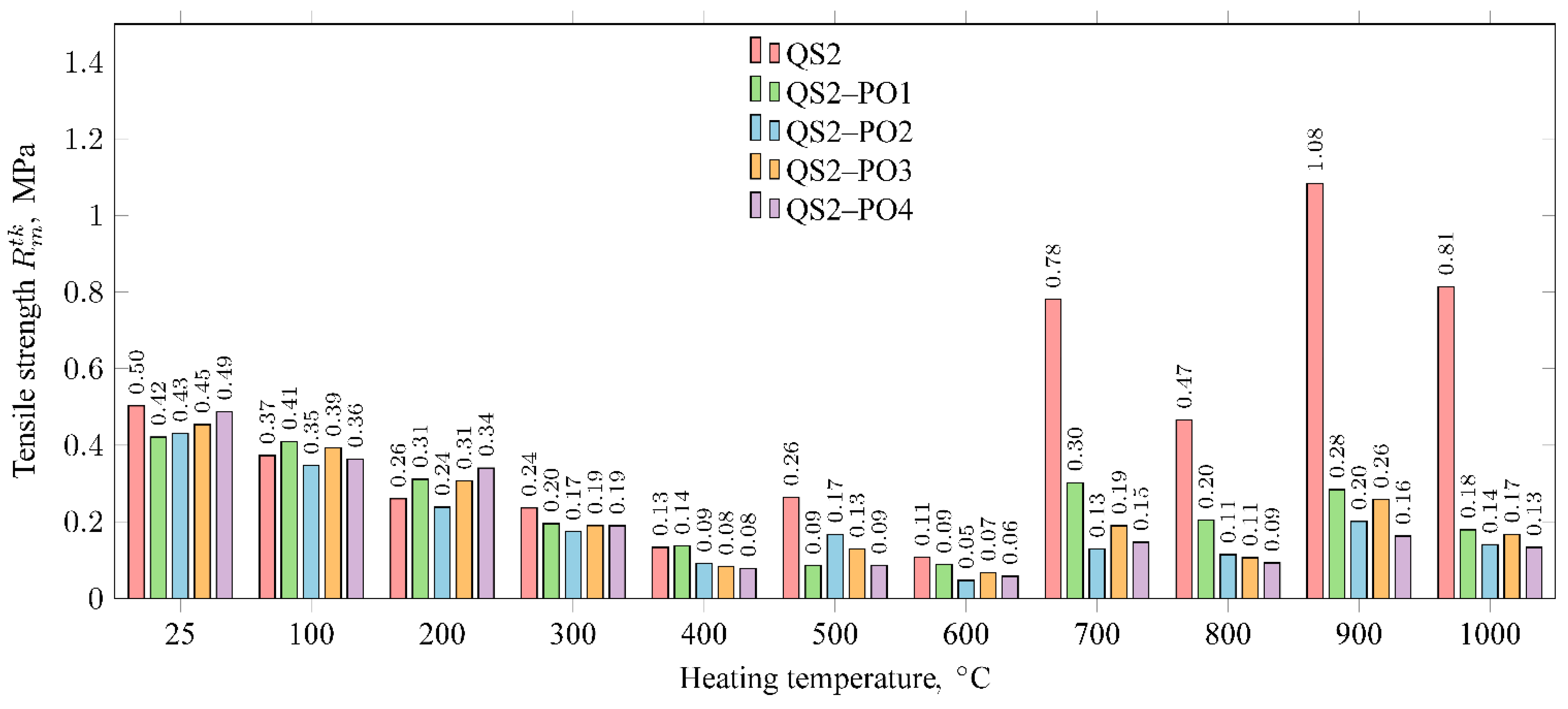
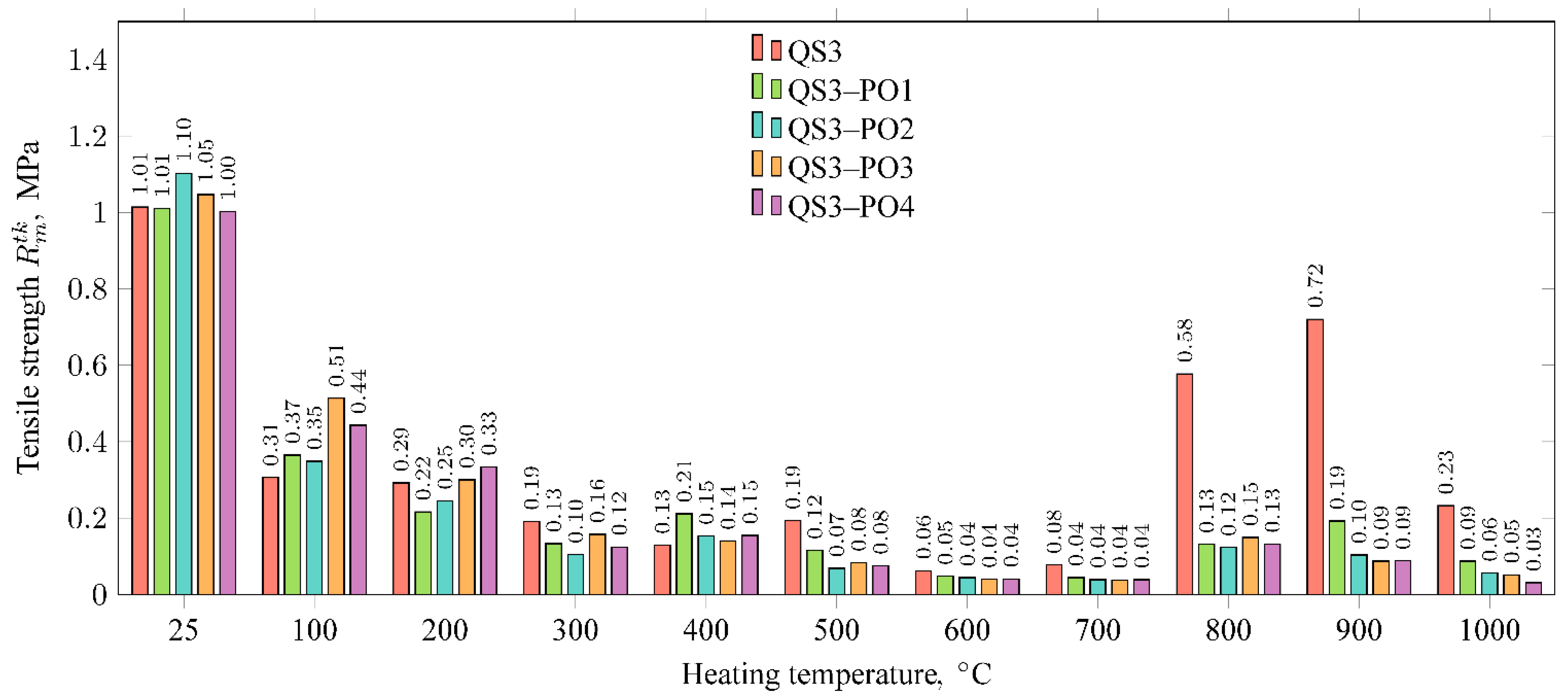
3.3. Tensile Strength Depending on Size of Matrix Grains and Mineral Addition
3.3.1. Quartz Sand 1 (QS1)
3.3.2. Quartz Sand 2 (QS2)
3.3.3. Quartz Sand 3 (QS3)
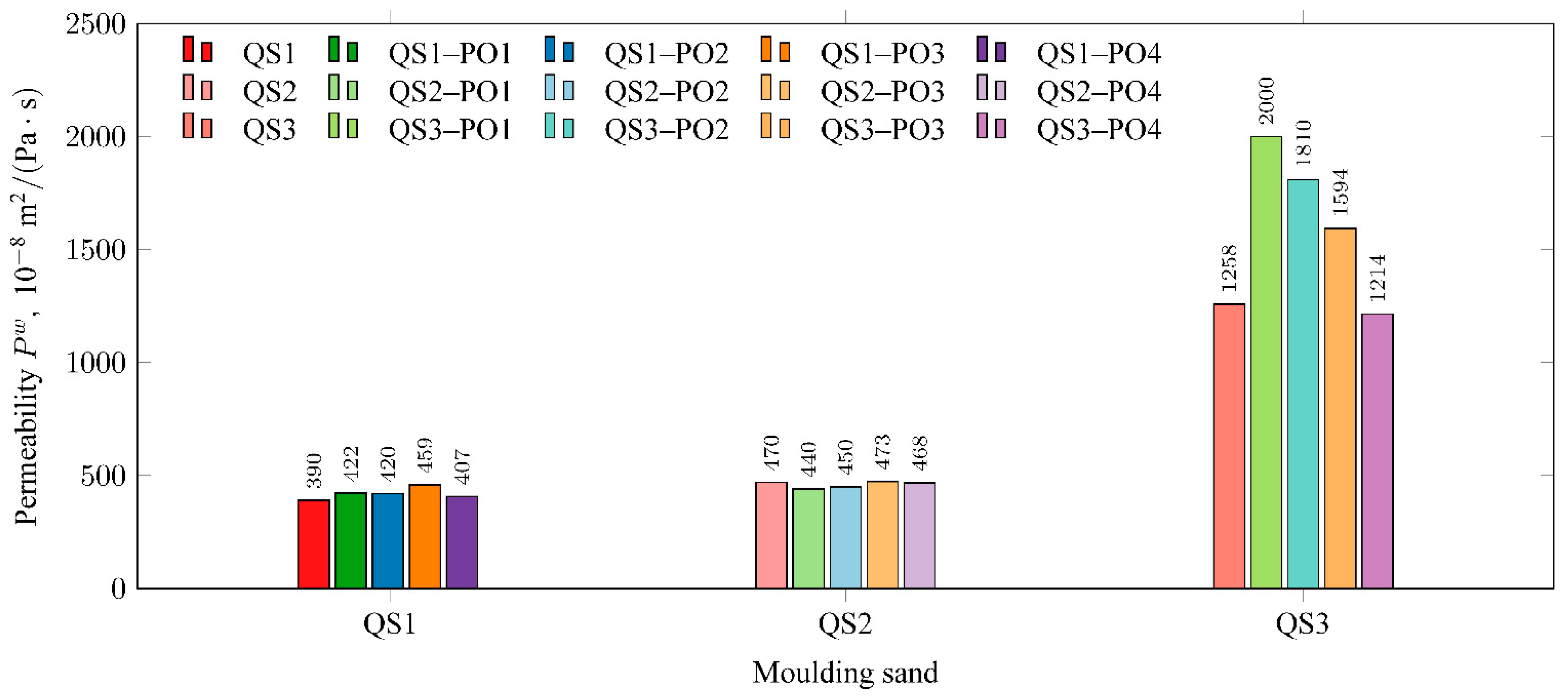
3.4. Permeability of Molding Sands
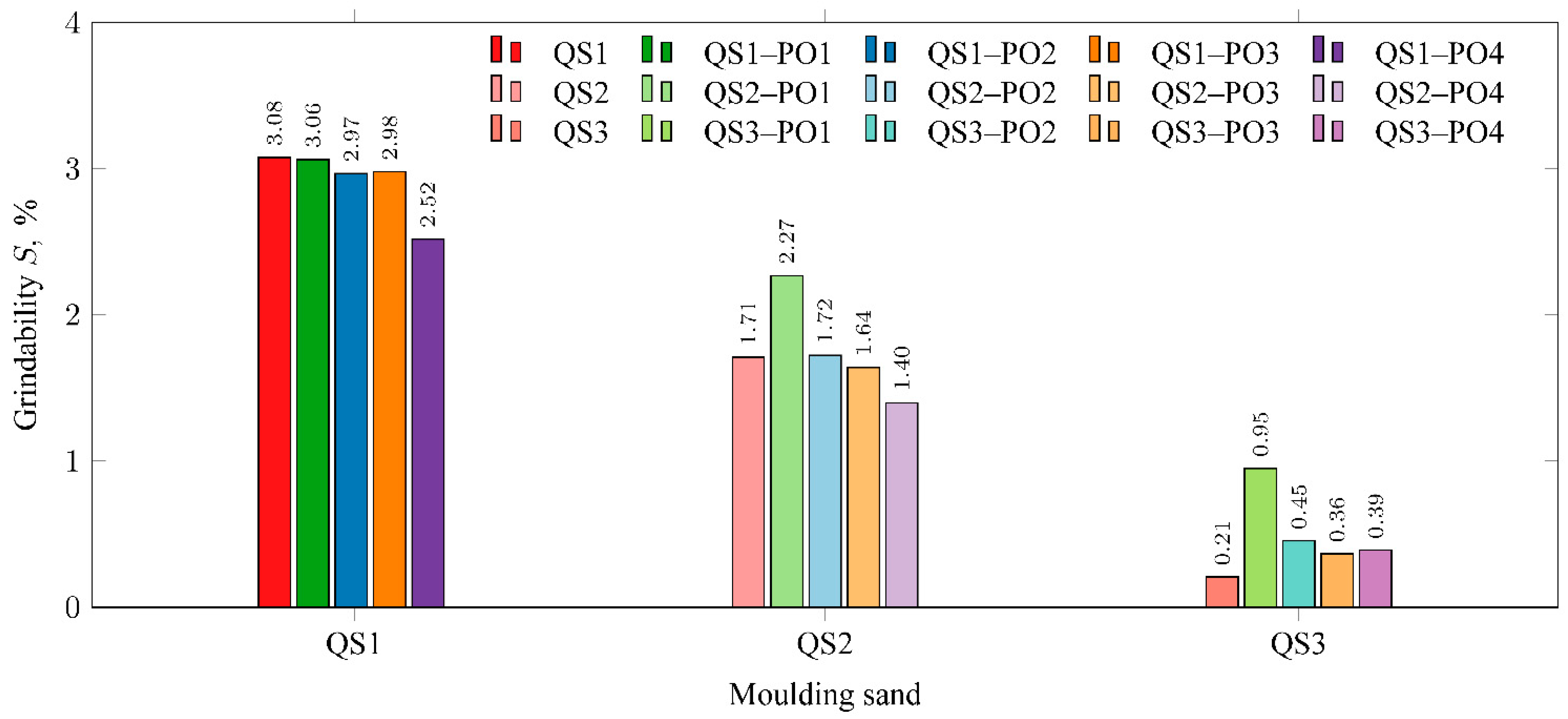
3.5. Grindability of Molding Sands
4. Conclusions
- The introduction of perlite ore from the Hungarian deposit, regardless of the grain size of the quartz sand matrix, had the most significant impact in reducing the final strength and consequently improving the knock-out strength.
- Hungarian perlite ore demonstrated the greatest potential to eliminate the so-called second strengthening in molding and core sands with inorganic binders, leading to improved knock-out properties.
- The greater heterogeneity of perlite ore in terms of grain size and the content of fine-grained fractions plays a crucial role in eliminating strengthening.
- The perlite ore introduced into the molding sand based on quartz sand with the main fraction collected on 0.40/0.32/0.20 mm and 0.32/0.20/0.16 mm sieves did not affect its permeability, regardless of the size of the ore fraction.
- In the case of the molding sand prepared based on quartz sand with the main fraction collected on sieves with sizes of 0.80/0.63/040 mm, an increase in permeability was noted, especially with the addition of perlite ore with a larger grain size.
- The addition of perlite ore had no significant effect on the grindability, especially in the case of molding sands based on a finer sand matrix. The only exception was the use of the perlite ore with the coarsest grain size (PO1).
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Bobrowski, A.; Holtzer, M.; Żymankowska-Kumon, S.; Dańko, R. Harmfulness assessment of molding sands with a geopolymer binder and a new hardener, in an aspect of the emission of substances from the BTEX group. Arch. Metall. Mater. 2015, 60, 341–344. [Google Scholar] [CrossRef]
- Stachowicz, M.; Granat, K.; Nowak, D. The influence of the addition of α-Al2O3 on the residual strength of microwave-hardened molding sands with water glass. Arch. Foundry Eng. 2011, 11, 203–208. [Google Scholar]
- Jelínek, P. Pojivove Soustavy Slevarenskych Formovacich Smesi; OFTIS: Ostrawa, Czech Republic, 2004. [Google Scholar]
- Korzeniowska, M. The Influence of the Structure of Hydrated Sodium Silicate on The quality of the Molding Sand Binder on the Properties of Silica Gel at High Temperatures. Ph.D. Dissertation, AGH UST, Kracow, Poland, 2008. (In Polish). [Google Scholar]
- Lewandowski, J.L. Materials for Foundry Molds; Akapit Publishing House: Kraków, Poland, 1997. (In Polish) [Google Scholar]
- Major-Gabryś, K. Environmentally friendly foundry molding and core sands. In Archives of Foundry Engineering; Publishing House: Katowice-Gliwice, Poland, 2016. (In Polish) [Google Scholar]
- Zych, J. Optimization of mold technology based on molding sandh ester-hardened water glass. Foundry Rev. 2005, 55, 782–792. [Google Scholar]
- Polzin, H.; Nitsch, U.; Tilch, W.; Flemming, E. Regenerierung anorganisch gebundener Altsande mit einer mechanische arbeitender Pilotanlage. Giesserei-Praxis 1997, 23–24, 500–507. [Google Scholar]
- Bobrowski, A.; Dańko, R.; Holtzer, M.; Drożyński, D.; Skrzyński, M. Investigations of the reclamation ability of molding sands with the modified binding system and the reclaim quality assessment. Arch. Foundry Eng. 2014, 14, 31–36. [Google Scholar]
- Leidel, D.S. Reclamation of sodium silicate bonded sands. AFS Trans. 1985, 93, 429. [Google Scholar]
- Venkata Ramana, M. Modelling of process parameters of silicate bonded CO2 mould made of reclaimed CO2 sand using artificial neural networks. Int. J. Adv. Eng. Res. 2015, 10, 77–84. [Google Scholar]
- Venkata Ramana, M. Experimental Determination of Optimum Reclamation Time in Dry Reclamation Process of Silicate Bonded Sands. Int. J. Eng. Res. Technol. 2014, 3, 1127–1130. [Google Scholar]
- Bobrowski, A.; Kmita, A.; Starowicz, M.; Stypuła, B.; Hutera, B. Effect of magnesium oxide nanoparticles on water glass structure. Arch. Foundry Eng. 2012, 12, 9–12. [Google Scholar] [CrossRef]
- Baliński, A. The influence of the method of modifying hydrated sodium silicate on the effectiveness of changes in the final strength of the molding sand. Work. Foundry Inst. 2017, LVII, 161–168. (In Polish) [Google Scholar] [CrossRef]
- Izdebska-Szanda, I.; Baliński, A. New generation of ecological silicate binders. Procedia Eng. 2011, 10, 887–893. [Google Scholar] [CrossRef]
- Dobosz, S.M.; Major-Gabryś, K. Self-hardening masses with water glass and new ester hardener. Inżynieria Mater. 2006, 27, 576–579. (In Polish) [Google Scholar]
- Dobosz, S.M.; Major-Gabryś, K. Alternative ester hardener for water glass molding sands. In Proceedings of the 31st Scientific Conference on the Occasion of Foundry’s Day, Kracow, Poland, 6–7 December 2007; pp. 33–38. [Google Scholar]
- Izdebska-Szanda, I.; Kamińska, J.; Angrecki, M.; Palma, A.; Stefański, Z. The effect of additive “B” on the properties of foundry sands with hydrated sodium silicate made by Floster technology. Arch. Foundry Eng. 2017, 17, 31–34. [Google Scholar] [CrossRef][Green Version]
- Major-Gabryś, K.; Dobosz, S.M. The influence of the Glassex additive on technological and knock-out properties of the molding sands with hydrated sodium silicate and new ester hardeners. Metall. Foundry Eng. 2011, 37, 33–40. [Google Scholar] [CrossRef][Green Version]
- Bobrowski, A.; Drożyński, D.; Grabowska, B.; Kaczmarska, K. Easy knock-out molding and core sands—The future for metal casting. Foundry Trade J. Int. 2019, 193, 278–281. [Google Scholar]
- Anwar, N.; Jalava, K.; Orkas, J. Experimental study of inorganic foundry sand binders for mold and cast quality. Int. J. Met. 2022, 17, 1697–1714. [Google Scholar] [CrossRef]
- Zaretskiy, L. Modified silicate binders new developments and applications. Int. J. Met. 2016, 10, 88–99. [Google Scholar] [CrossRef]
- Zaretskiy, L. Hydrous solid silicates in new foundry binders. Int. J. Met. 2018, 12, 275–291. [Google Scholar] [CrossRef]
- Unlu, N.; Odabas, A. Development and evaluation of a new eco-friendly sodium silicate-based binder system. Int. J. Met. 2018, 12, 765–771. [Google Scholar] [CrossRef]
- Zaretskiy, L. Microsilica in sodium silicate bonded sands. Int. J. Met. 2019, 13, 58–73. [Google Scholar] [CrossRef]
- Song, L.; Liu, W.; Xin, F.; Li, Y. Effect of silica fume on humidity resistance of sodium silicate binder for core-making proces. Int. J. Met. 2020, 14, 977–986. [Google Scholar] [CrossRef]
- Bobrowski, A.; Żymankowska-Kumon, S.; Kaczmarska, K.; Drożyński, D.; Grabowska, B. Studies on the gases emission of molding and core sands with an inorganic binder containing a relaxation additive. Arch. Foundry Eng. 2020, 20, 19–25. [Google Scholar] [CrossRef]
- Svidró, J.; Diószegi, A.; Tóth, I.; Svidró, J.T. The influence of thermal expansion of unbonded foundry sands on the deformation of resin bonded cores. Arch. Metall. Mater. 2017, 62, 795–798. [Google Scholar] [CrossRef]
- Holtzer, M.; Drożyński, D.; Bobrowski, A.; Plaza, W. Influence of binding rates on strength properties of molding sands with the GEOPOL binder. Arch. Foundry Eng. 2014, 14, 37–40. [Google Scholar] [CrossRef]
- Vykoukal, M.; Burian, A.; Přerovská, M. Geopol®. The Innovated Environment Friendly Inorganic Binder System. Arch. Foundry Eng. 2019, 19, 109–116. [Google Scholar] [CrossRef]
- Available online: https://www.lbkperlit.sk/surovy-perlit (accessed on 12 June 2023).
- Available online: https://www.perlit92.hu/servicesen.html (accessed on 12 June 2023).






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Mesh Size Sieve | Residue on Sieves, % | ||
|---|---|---|---|
| QS 1 | QS 2 | QS 3 | |
| 1.600 | 0.00 | 0.00 | 0.00 |
| 0.800 | 0.02 | 0.64 | 8.00 |
| 0.630 | 0.13 | 7.54 | 52.65 |
| 0.400 | 3.52 | 47.93 | 34.48 |
| 0.320 | 13.13 | 20.60 | 2.03 |
| 0.200 | 60.17 | 19.01 | 2.17 |
| 0.160 | 13.95 | 2.84 | 0.42 |
| 0.100 | 8.78 | 1.42 | 0.25 |
| 0.071 | 0.28 | 0.02 | 0.00 |
| 0.056 | 0.02 | 0.00 | 0.00 |
| Bottom | 0.00 | 0.00 | 0.00 |
| Sum | 100.00 | 100.00 | 100.00 |
| Mesh Size Sieve | Unit | Material | ||
|---|---|---|---|---|
| QS 1 | QS 2 | QS 3 | ||
| Number of grains, AFS | 56.10 | 37.29 | 22.95 | |
| Average grain size | mm | 0.23 | 0.34 | 0.55 |
| Geometric average | mm | 0.25 | 0.41 | 0.64 |
| Aritmetic average | mm | 0.26 | 0.44 | 0.66 |
| Harmonic average | mm | 0.24 | 0.38 | 0.60 |
| Median | mm | 0.25 | 0.43 | 0.66 |
| Average grain size | mm | 0.25 | 0.43 | 0.66 |
| Main fraction | % | 87.25 | 87.54 | 95.13 |
| Separation factor | - | 1.22 | 1.27 | 1.12 |
| Inclination indicator | - | 0.96 | 0.95 | 0.87 |
| Degree of homogeneity | % | 75.00 | 63.00 | 84.00 |
| Surface area | m2/kg | 9.59 | 5.92 | 3.75 |
| Mesh Size Sieve | Residue on Sieves, % | |||
|---|---|---|---|---|
| PO1 | PO2 | PO3 | PO4 | |
| 1.600 | 0.00 | 0.00 | 0.00 | 0.00 |
| 0.800 | 35.81 | 0.95 | 0.00 | 0.00 |
| 0.630 | 56.91 | 1.58 | 0.00 | 1.84 |
| 0.400 | 6.62 | 29.98 | 48.16 | 30.08 |
| 0.320 | 0.14 | 40.10 | 30.21 | 20.62 |
| 0.200 | 0.12 | 25.94 | 11.58 | 29.09 |
| 0.160 | 0.08 | 0.31 | 4.38 | 7.93 |
| 0.100 | 0.06 | 0.38 | 4.10 | 7.36 |
| 0.071 | 0.08 | 0.20 | 0.67 | 1.22 |
| 0.056 | 0.03 | 0.20 | 0.33 | 0.53 |
| Bottom | 0.15 | 0.36 | 0.57 | 1.33 |
| Sum | 100.00 | 100.00 | 100.00 | 100.00 |
| Mesh Size Sieve | Unit | Material | |||
|---|---|---|---|---|---|
| PO1 | PO2 | PO3 | PO4 | ||
| Number of grains, AFS | 16.52 | 40.76 | 42.90 | 52.27 | |
| Average grain size | mm | 0.77 | 0.31 | 0.30 | 0.24 |
| Geometric average | mm | 0.83 | 0.37 | 0.37 | 0.31 |
| Aritmetic average | mm | 0.87 | 0.39 | 0.40 | 0.34 |
| Harmonic average | mm | 0.77 | 0.34 | 0.33 | 0.26 |
| Median | mm | 0.73 | 0.36 | 0.40 | 0.33 |
| Average grain size | mm | 0.73 | 0.36 | 0.40 | 0.33 |
| Main fraction | % | 99.34 | 96.02 | 89.95 | 79.79 |
| Separation factor | - | 1.15 | 1.19 | 1.20 | 1.38 |
| Inclination indicator | - | 1.22 | 1.05 | 1.04 | 0.93 |
| Degree of homogeneity | % | 76.00 | 74.00 | 68.00 | 50.00 |
| Surface area | m2/kg | 2.93 | 4.76 | 6.93 | 8.79 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bobrowski, A.; Drożyński, D.; Grabowska, B. The Influence of the Matrix Grain Size and Mineral Addition on Improving the Knock-Out Properties of Molding Sands with an Inorganic Binder. Appl. Sci. 2024, 14, 3185. https://doi.org/10.3390/app14083185
Bobrowski A, Drożyński D, Grabowska B. The Influence of the Matrix Grain Size and Mineral Addition on Improving the Knock-Out Properties of Molding Sands with an Inorganic Binder. Applied Sciences. 2024; 14(8):3185. https://doi.org/10.3390/app14083185
Chicago/Turabian StyleBobrowski, Artur, Dariusz Drożyński, and Beata Grabowska. 2024. "The Influence of the Matrix Grain Size and Mineral Addition on Improving the Knock-Out Properties of Molding Sands with an Inorganic Binder" Applied Sciences 14, no. 8: 3185. https://doi.org/10.3390/app14083185
APA StyleBobrowski, A., Drożyński, D., & Grabowska, B. (2024). The Influence of the Matrix Grain Size and Mineral Addition on Improving the Knock-Out Properties of Molding Sands with an Inorganic Binder. Applied Sciences, 14(8), 3185. https://doi.org/10.3390/app14083185