
Bi-Objective Function Optimization for Welding Robot Parameters to Improve Manipulability


Abstract
1. Introduction
2. Work Object Analysis and Trajectory Planning
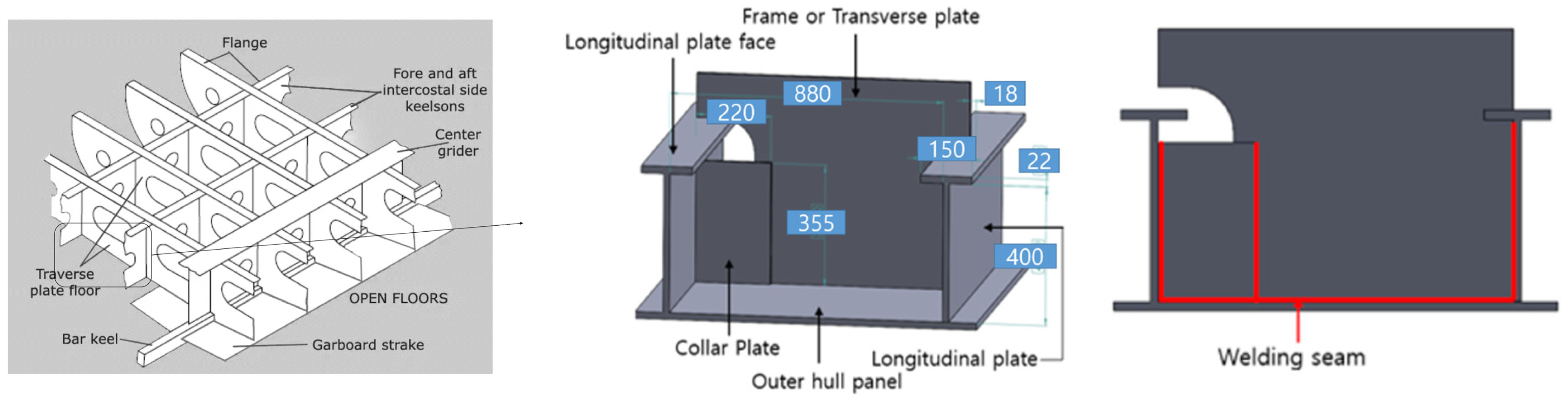
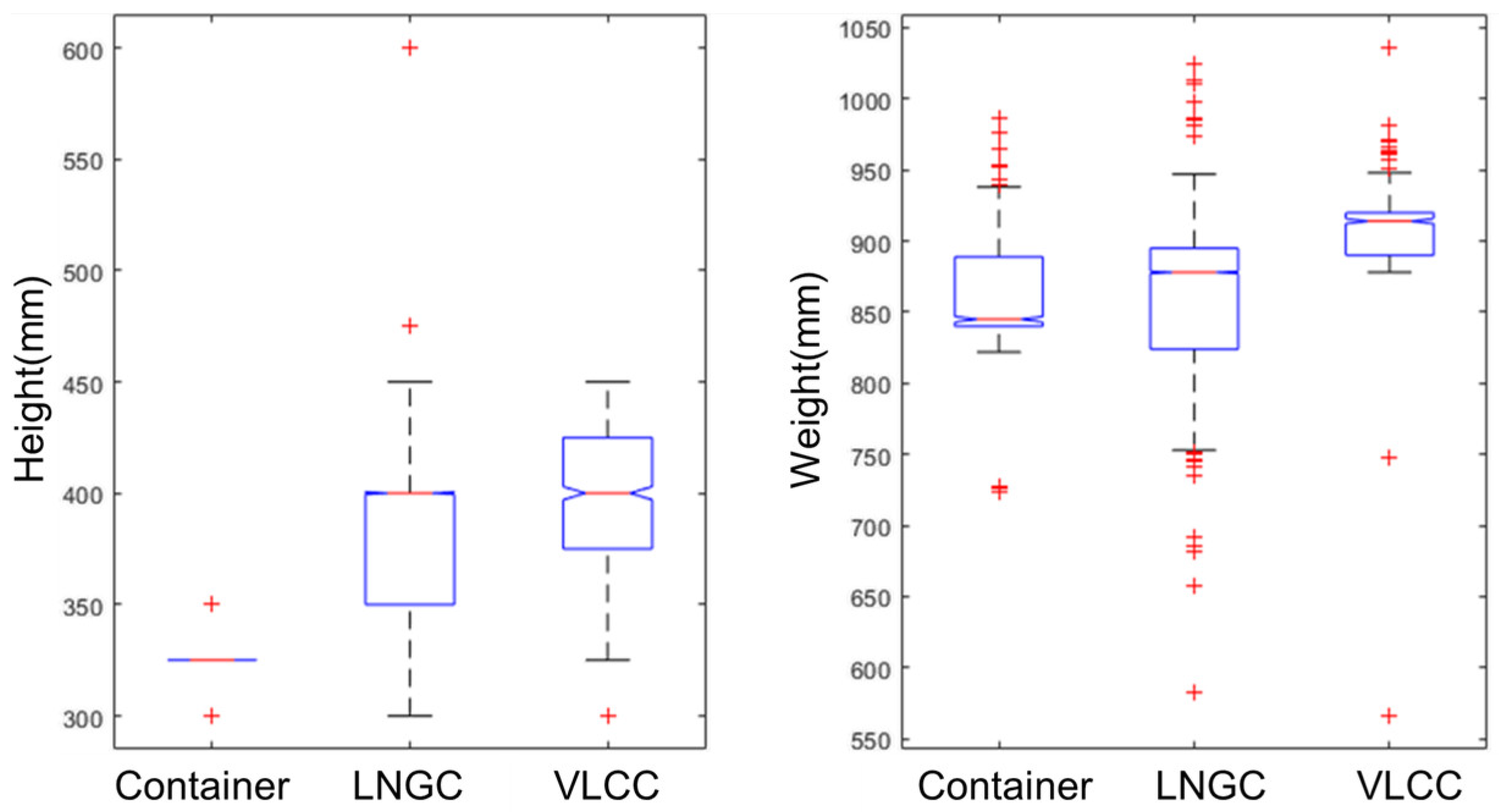
2.1. Selection of Work Object
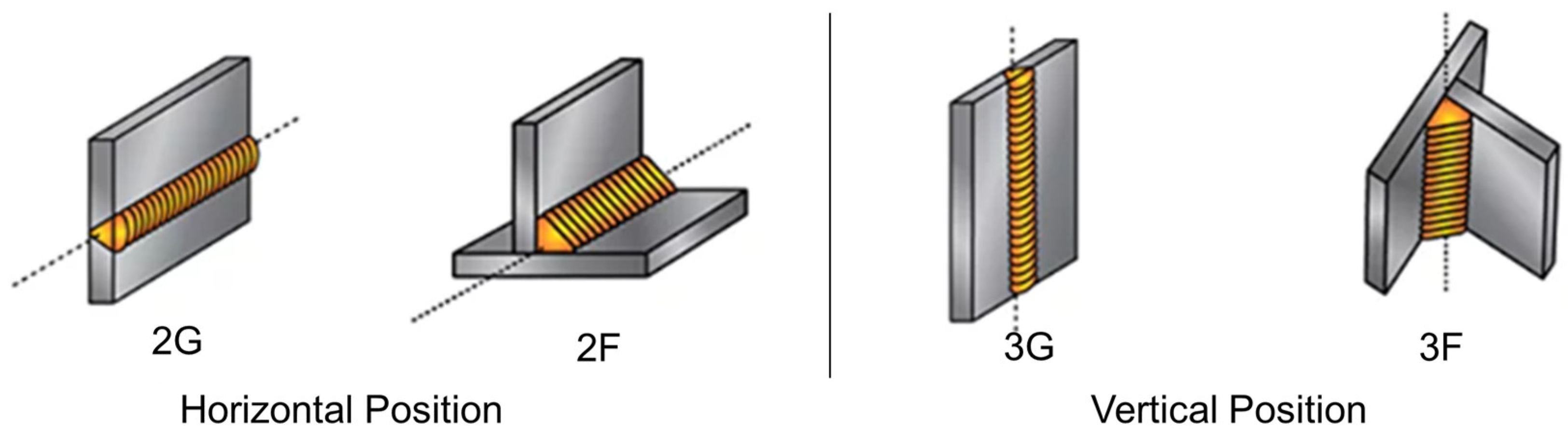
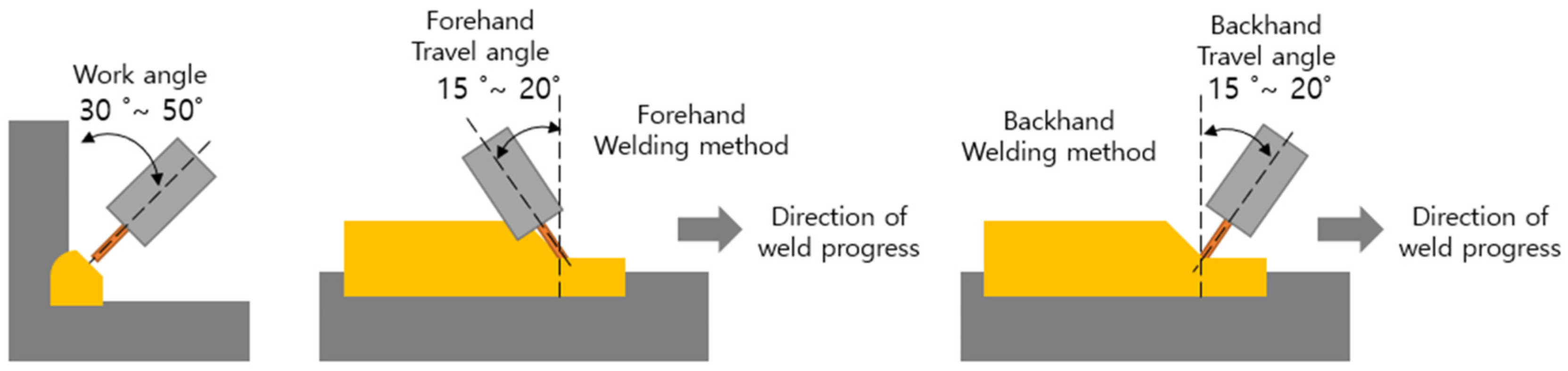
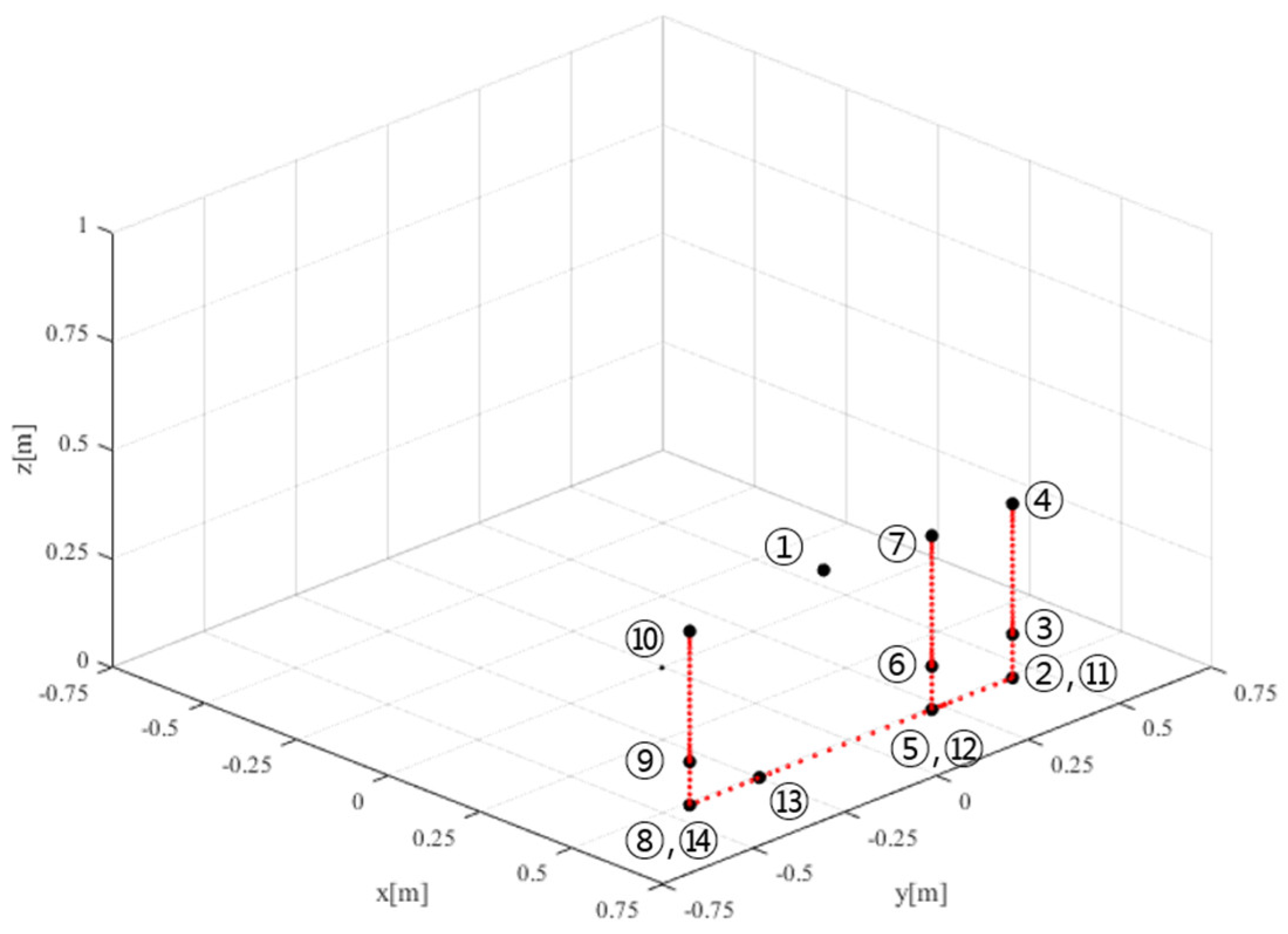
2.2. Trajectory Planning
- (1)
- For all straight segments excluding the AD segment, the travel angle was set to 0 degrees, and the work angle was fixed at 45 degrees.
- (2)
- In the AD segment, to avoid collisions, the travel angle was set to 45 degrees at the starting point, and the AD was interpolated such that at the end of the AD with a distance of 100 mm, the travel angle became 0 degrees. The value of AD 100 mm was determined using commercial simulation tools (RobCAD V7.0), which take into account torch interference.
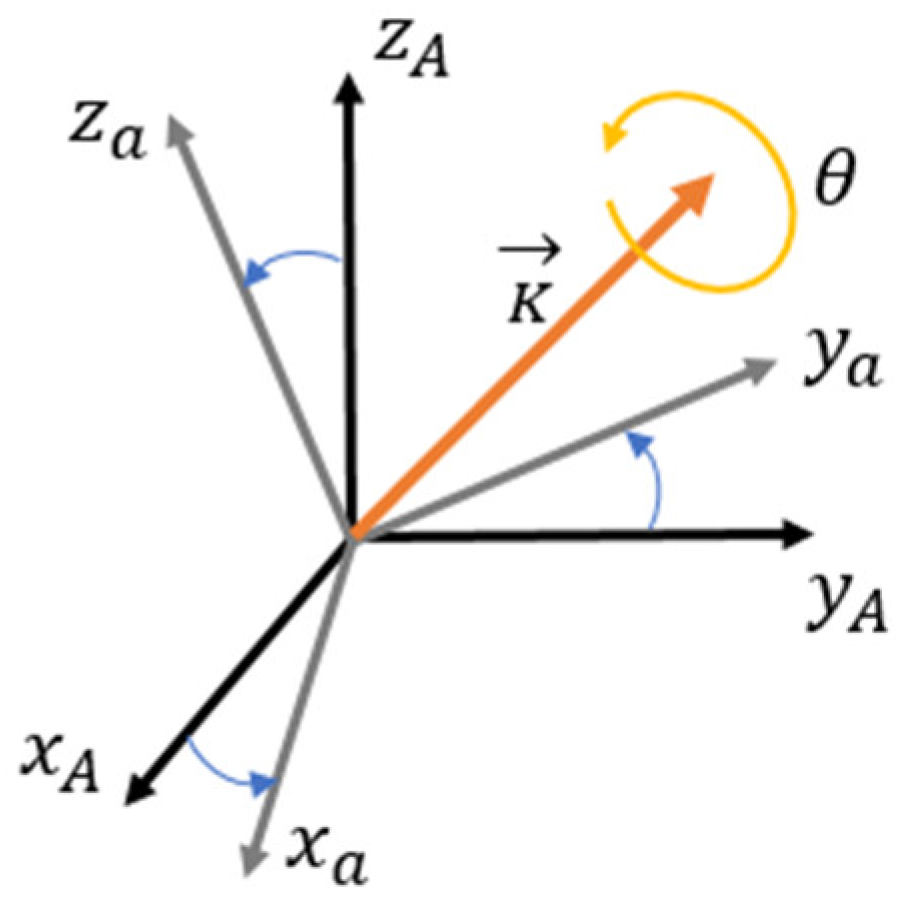
- (1)
- Convert the roll, pitch, and yaw angles of each row in Table 2 into a rotation matrix.
- (2)
- Use Equations (3) and (4) to calculate axes and for consecutive rows in Table 2.
- (3)
- Interpolate using a 3rd-order polynomial. Then, input the interpolated into Equation (1) to obtain the interpolated rotation matrices.
- (4)
- Utilize the n, o, and a vector of the rotation matrices, or convert the rotation matrices into roll, pitch, and yaw angles to use as the desired orientation. In this paper, roll, pitch, and yaw angles were used.
3. Design of Robot Simulator
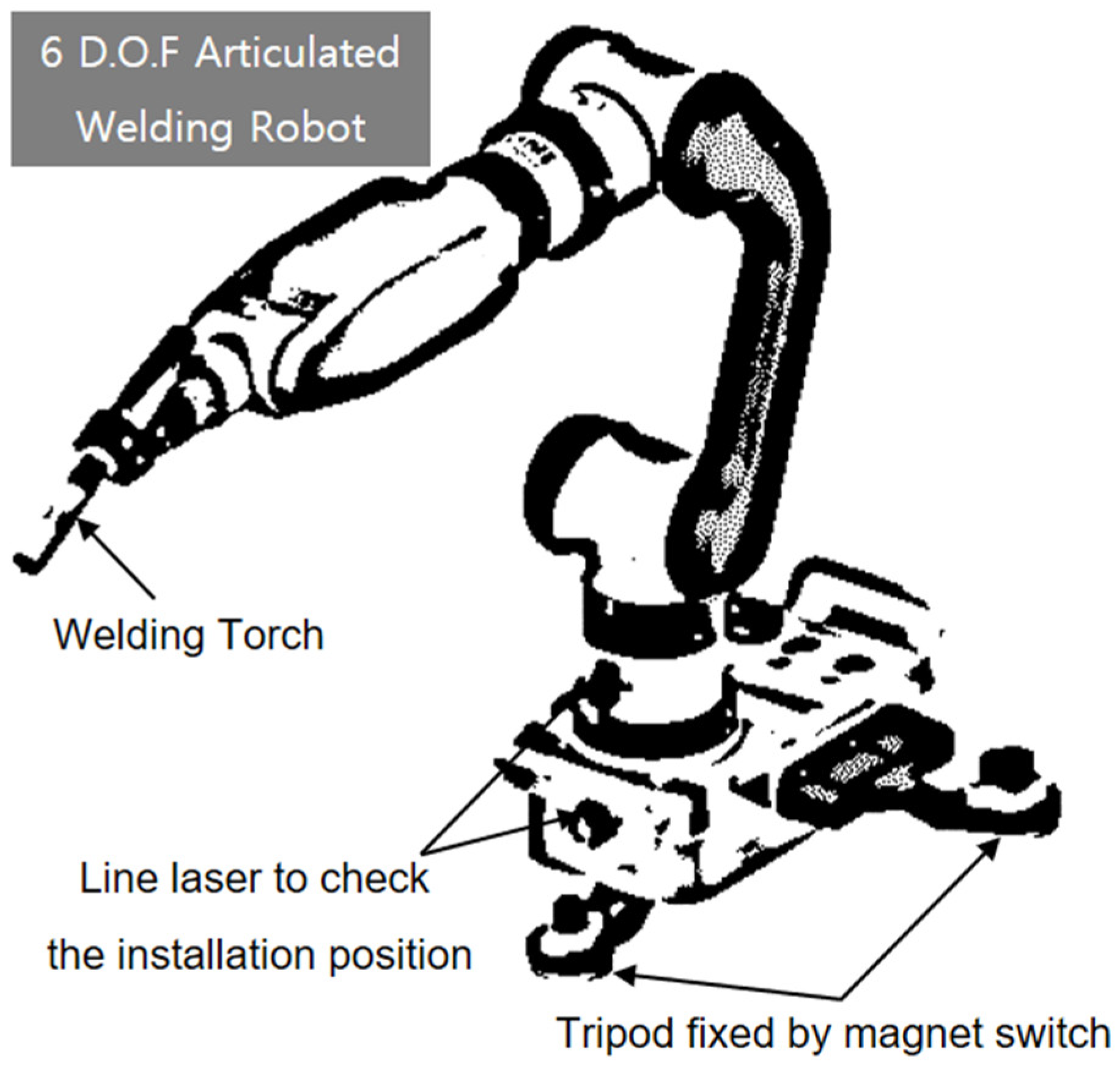
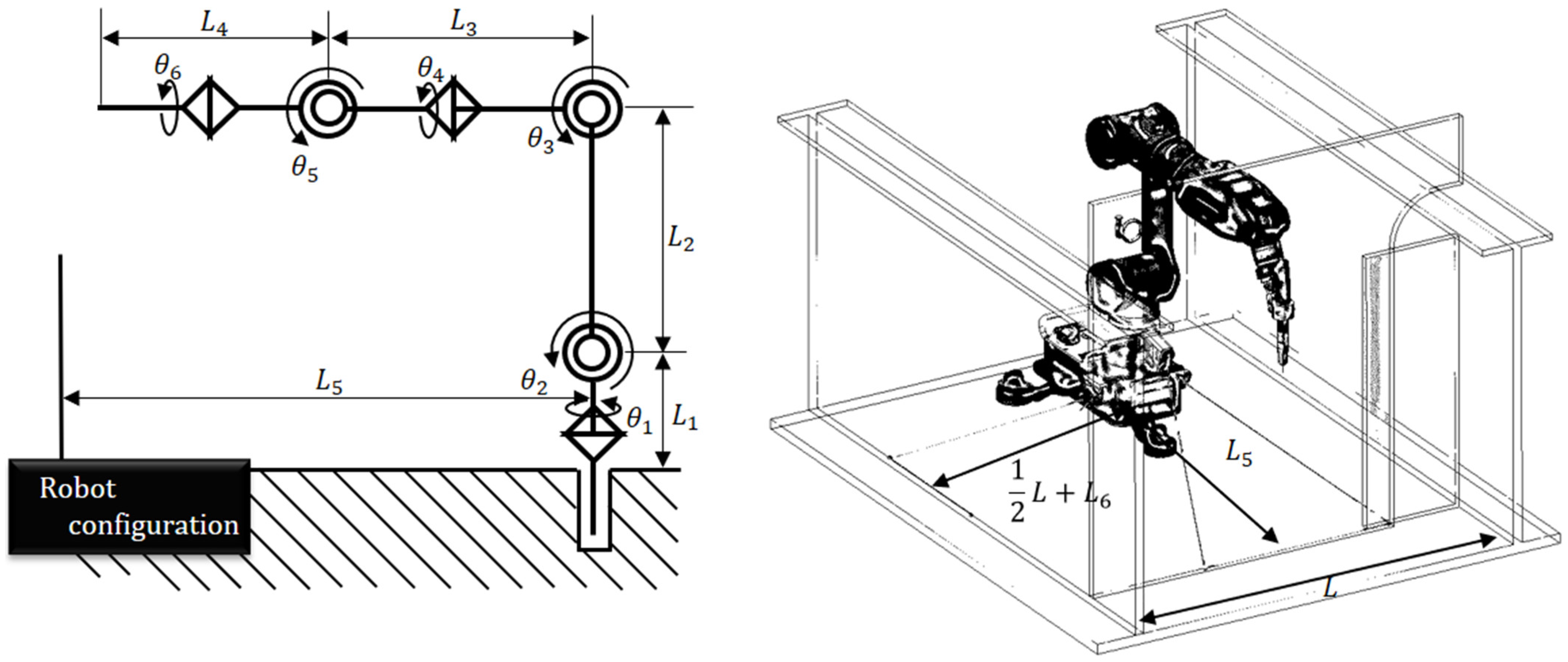
3.1. Robot Description
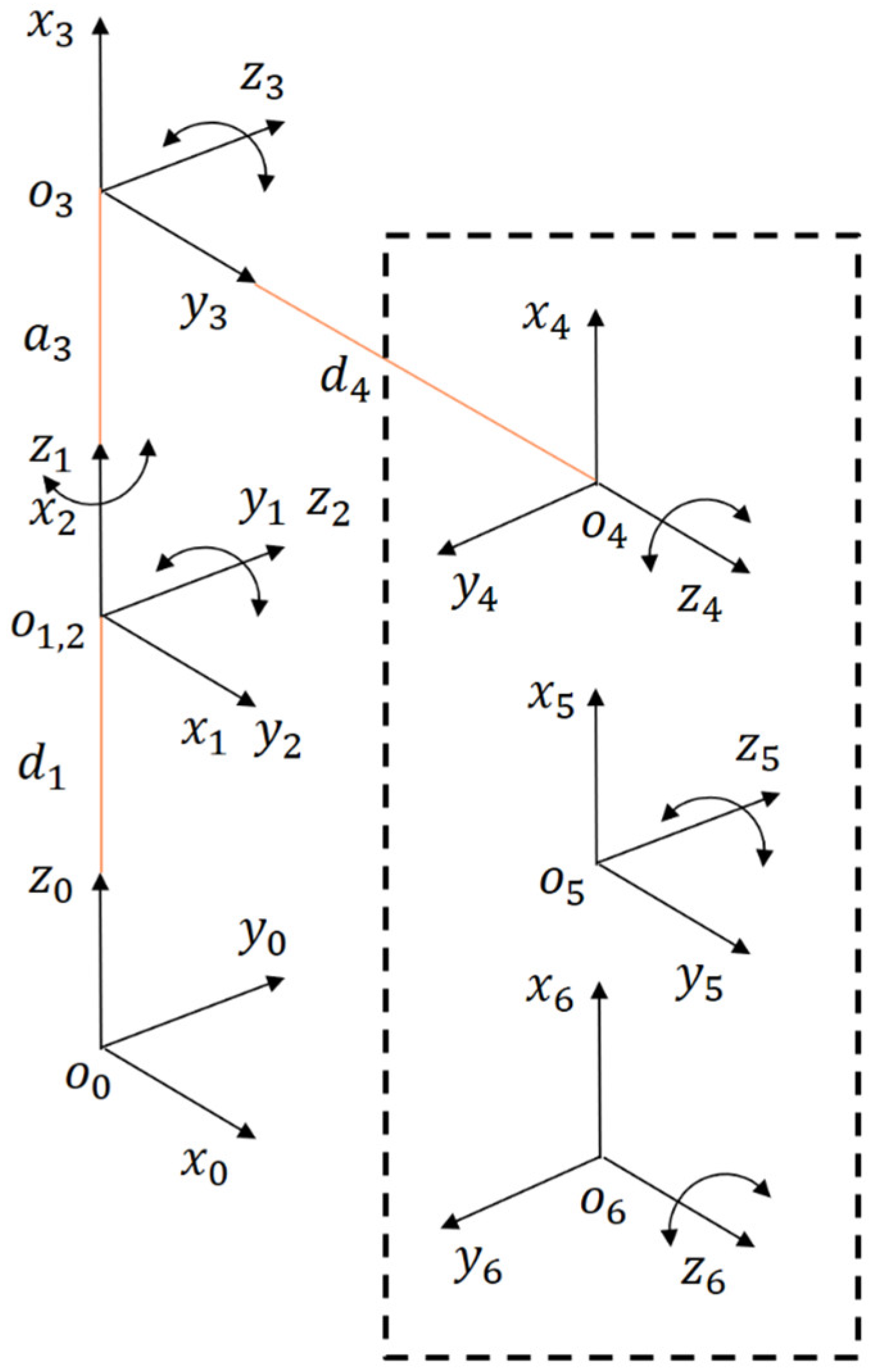
3.2. Robot Kinematics
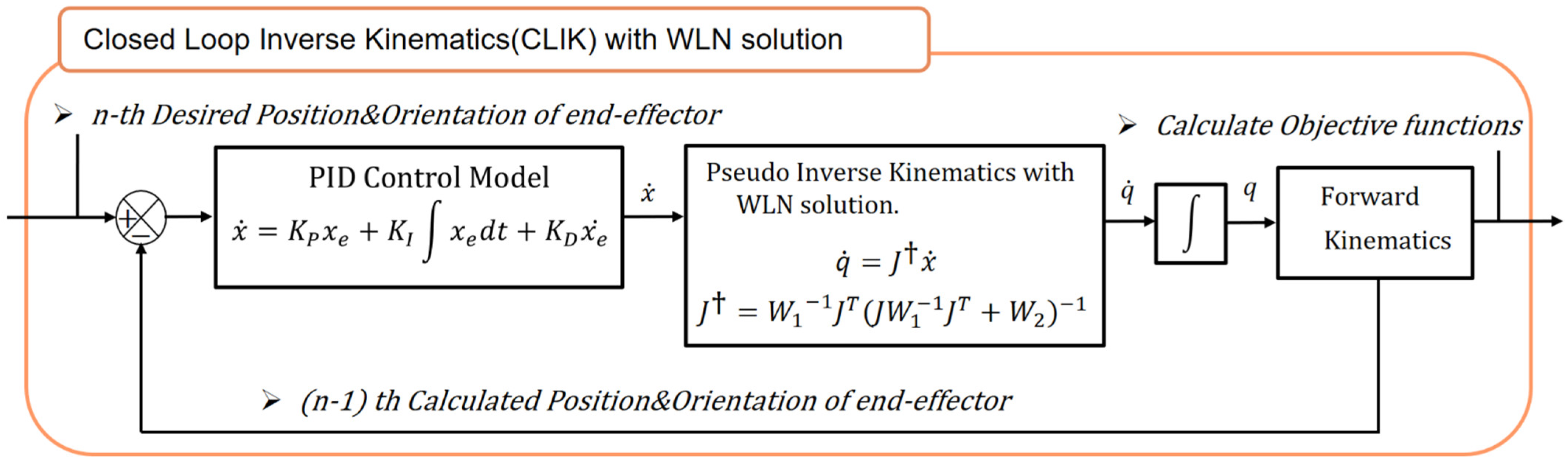
3.3. Closed-Loop Inverse Kinematics Algorithm with PID Controll and WLN Solution
4. Description of Computational Procedure
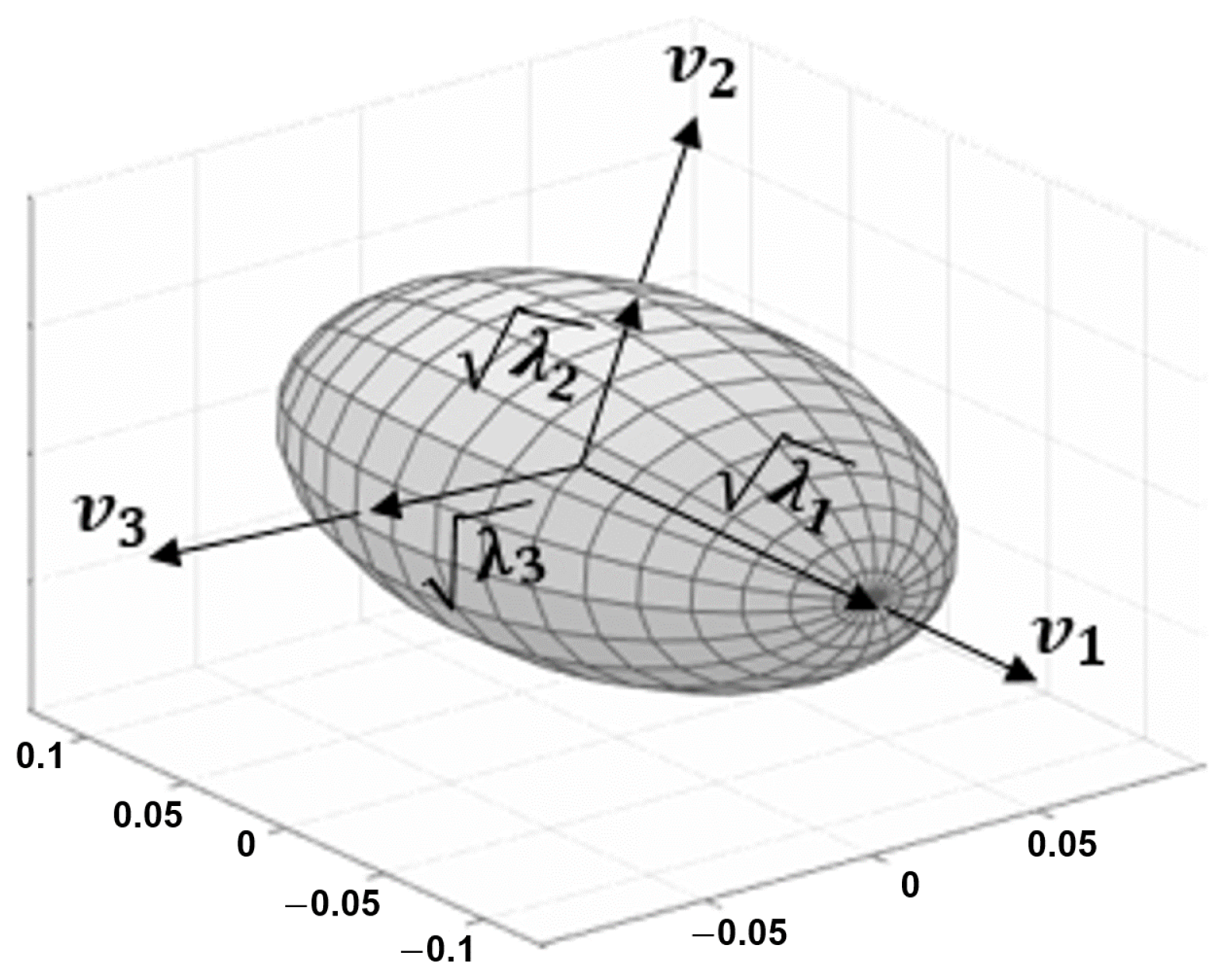
4.1. Robot Manipulability
4.2. Optimal Design Probelm
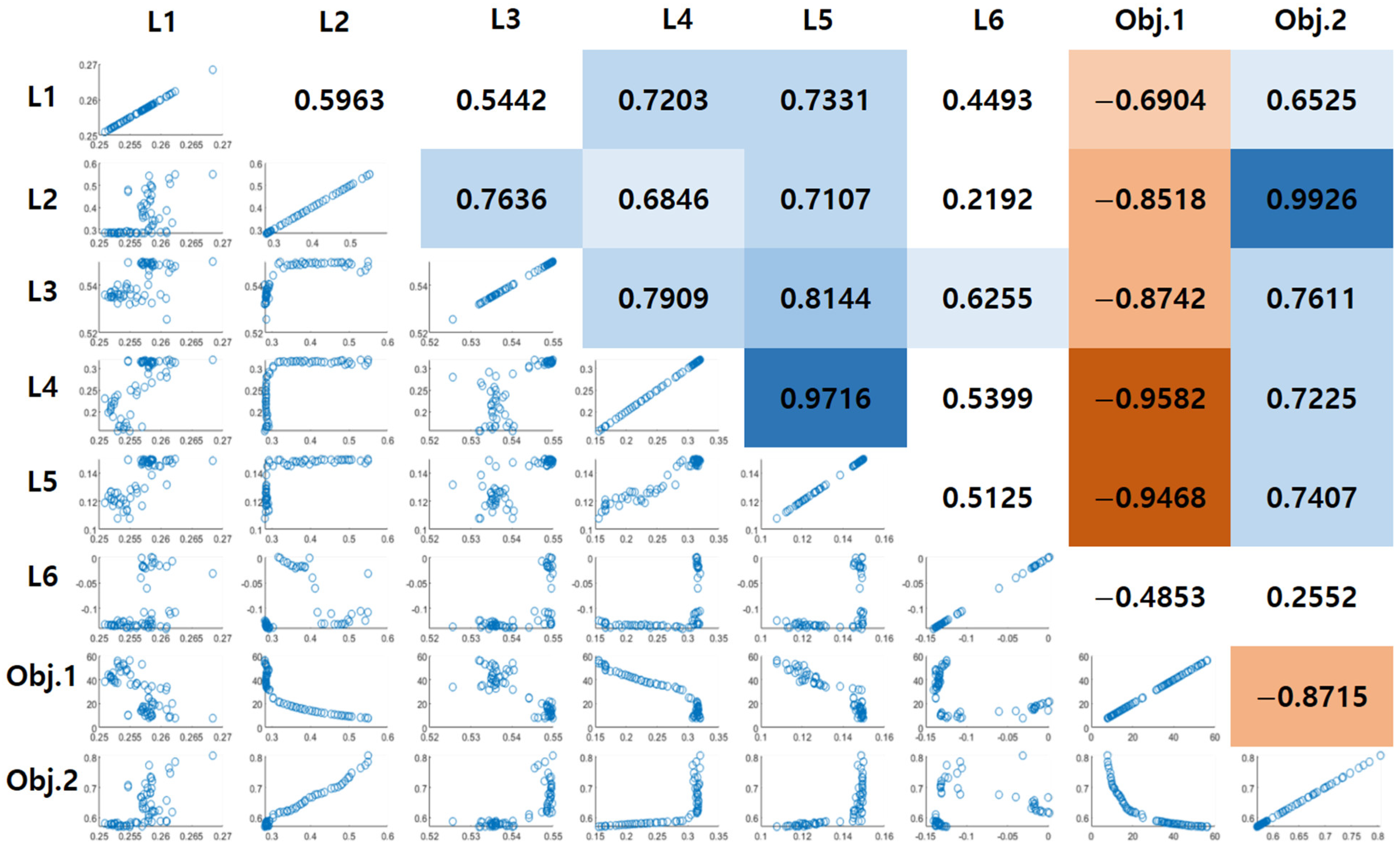
4.2.1. Definition of the Design Variables
4.2.2. Definition of the Objective Function
4.2.3. Definition of the Constraints
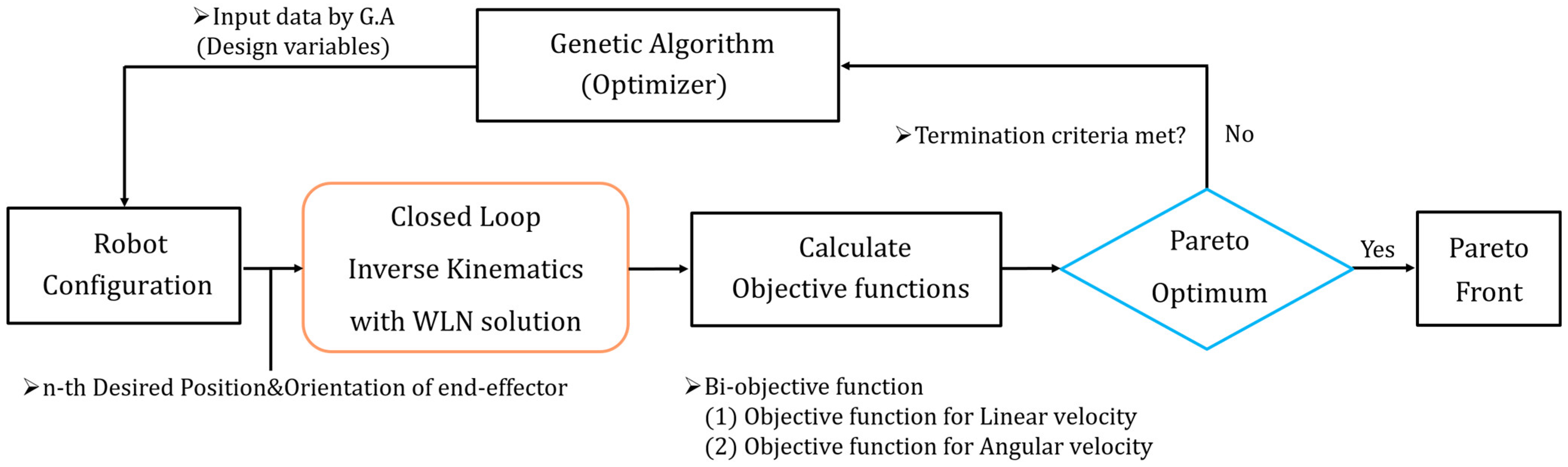
4.3. Computational Procedure for Optimizing Design Parameters
5. Simulation Results
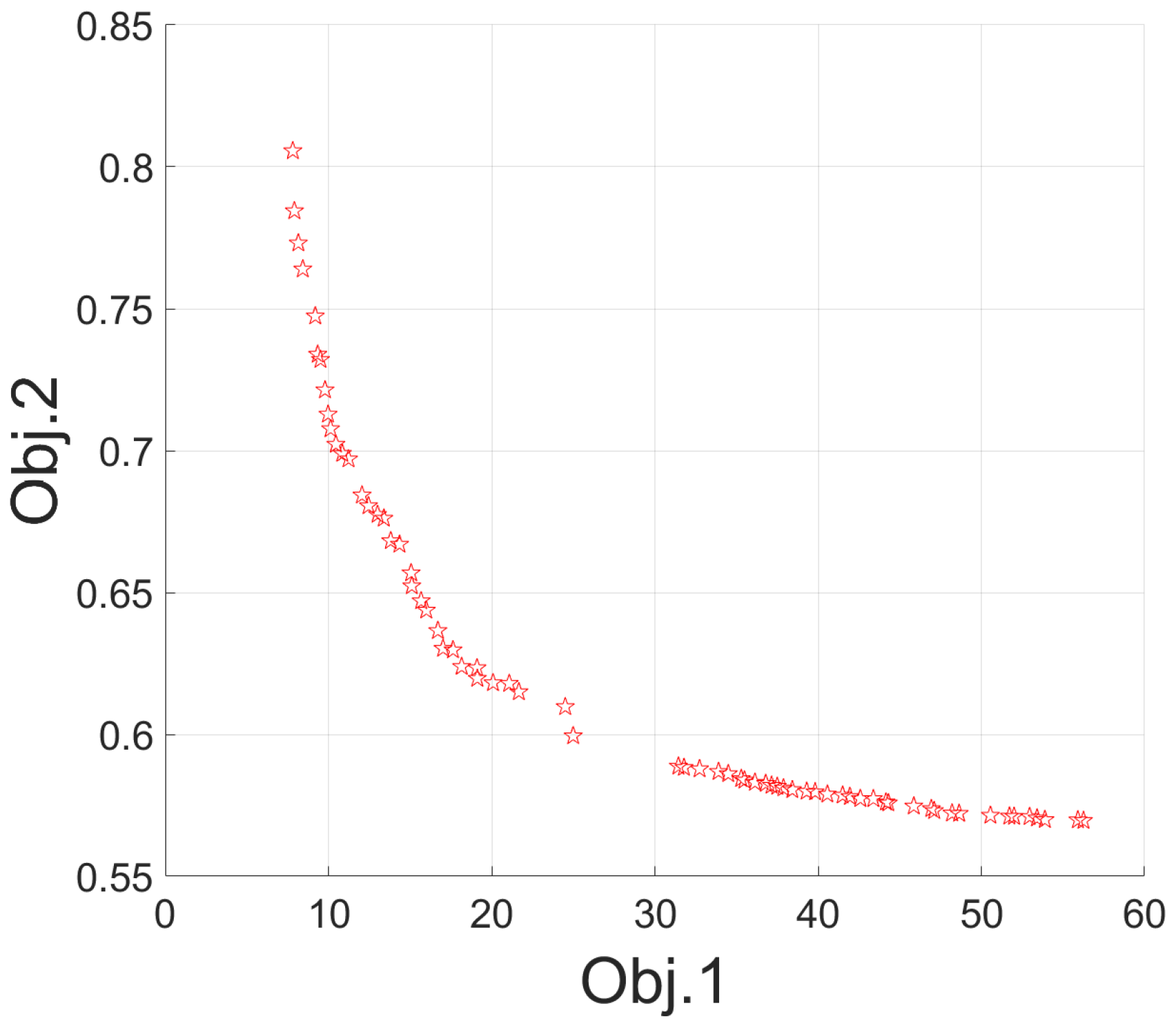
5.1. Pareto Front for Bi-Objective Function
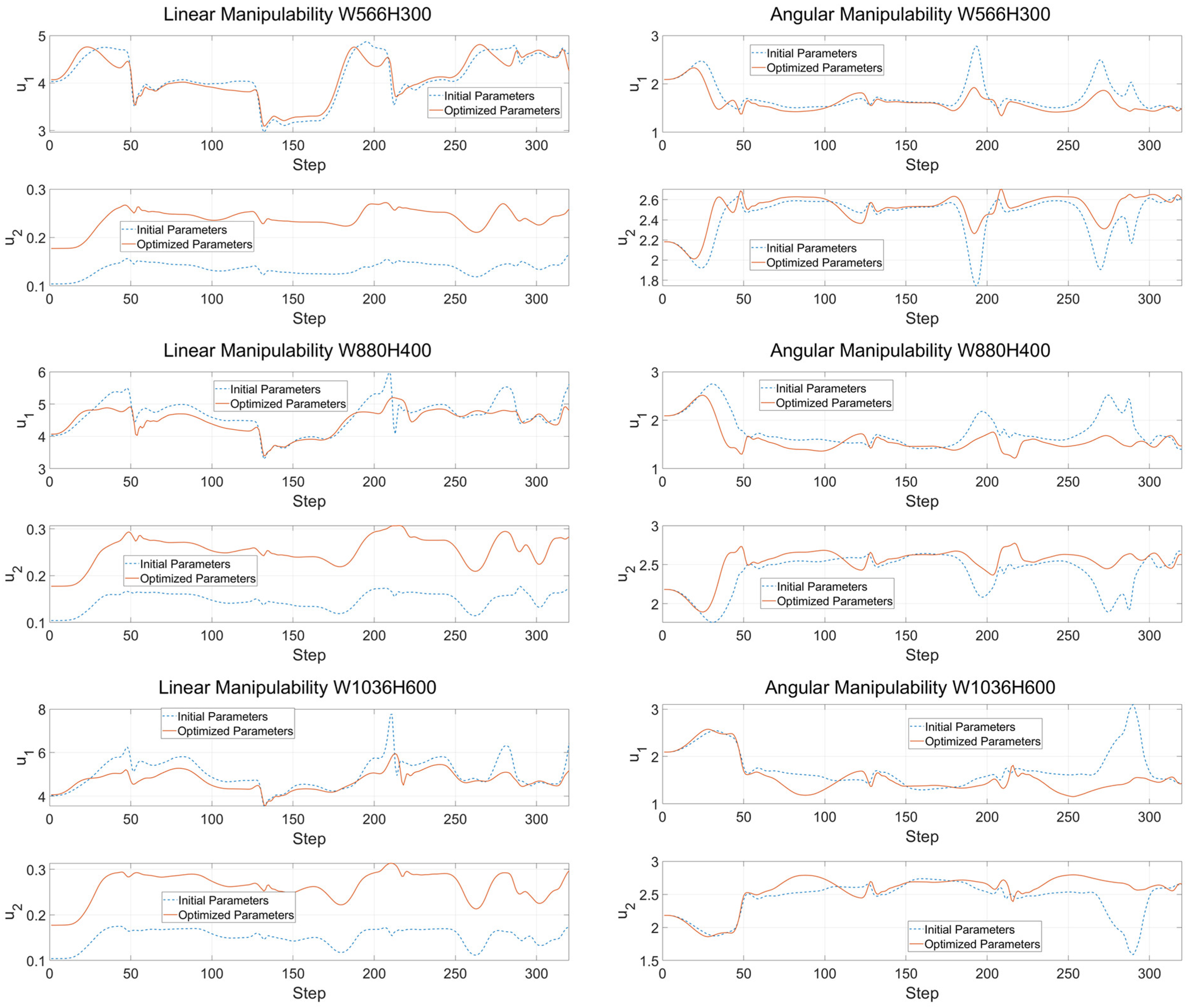
5.2. Comparison of Initial and Optimized Parameters
6. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Charkraborty, S. Designing a Ship’s Bottom Structure—A General Overview. Available online: https://www.marineinsight.com/naval-architecture/design-of-ships-bottom-structure/ (accessed on 10 March 2022).
- Kim, T.-W.; Lee, K.-Y.; Kim, J.; Oh, M.-J.; Lee, J.H. Wireless Teaching Pendant for Mobile Welding Robot in Shipyard. IFAC Proc. Vol. 2008, 41, 4304–4309. [Google Scholar] [CrossRef]
- Ku, N.; Ha, S.; Roh, M.-I. Design of controller for mobile robot in welding process of shipbuilding engineering. J. Comput. Des. Eng. 2014, 1, 243–255. [Google Scholar] [CrossRef][Green Version]
- Kang, S.W.; Youn, H.J.; Kim, D.H.; Kim, K.U.; Lee, S.B.; Kim, S.Y.; Kim, S.H. Development of multi welding robot system for sub assembly in shipbuilding. IFAC Proc. Vol. 2008, 41, 5273–5278. [Google Scholar] [CrossRef]
- Mun, S.; Nam, M.; Lee, J.; Doh, K.; Park, G.; Lee, H.; Kim, D.; Lee, J. Sub-assembly welding robot system at shipyards. In Proceedings of the IEEE International Conference on Advanced Intelligent Mechatronics (AIM), Busan, Republic of Korea, 7–11 July 2015; pp. 1502–1507. [Google Scholar]
- Jacobsen, N.J. Robot welding of hatch coamings for large container ships. Ind. Robot 2007, 34, 456–461. [Google Scholar] [CrossRef]
- Zych, A. Programming of Welding Robots in Shipbuilding. Procedia CIRP 2021, 99, 478–483. [Google Scholar] [CrossRef]
- Jun, B.-H.; Lee, P.-M.; Lee, J. Manipulability analysis of underwater robotics arms on ROV and application to task-oriented joint configuration. In Proceedings of the MTS/IEEE Techno-Ocean ’04 (IEEE Cat No.04CH37600), Kobe, Japan, 9–12 November 2004; pp. 1548–1553. [Google Scholar]
- Lachner, J.; Schettino, V.; Allmendinger, F.; Fiore, M.D.; Ficuciello, F.; Siciliano, B.; Stramigioli, S. The influence of coordinates in robotic manipulability analysis. Mech. Mach. Theory 2020, 146, 103722. [Google Scholar] [CrossRef]
- Yahya, S.; Moghavvemi, M.; Mohamed, H.A. Manipulability Constraint Locus for a Six Degrees of Freedom Redundant Planar Manipulator. In Proceedings of the 2012 International Symposium on Computer, Consumer and Control, Taichung, Taiwan, 4–6 June 2012. [Google Scholar] [CrossRef]
- Gallina, P.; Rosati, G. Manipulability of a planar wire driven haptic device. Mech. Mach. Theory 2002, 37, 215–228. [Google Scholar] [CrossRef]
- LJin, L.; Li, S.; La, H.M.; Luo, X. Manipulability Optimization of Redundant Manipulators Using Dynamic Neural Networks. IEEE Trans. Ind. Electron. 2017, 64, 4710–4720. [Google Scholar]
- Menasri, R.; Nakib, A.; Oulhadj, H.; Daachi, B.; Siarry, P.; Hains, G. Path planning for redundant manipulators using metaheuristic for bilevel optimization and maximum of manipulability. In Proceedings of the 2013 IEEE International Conference on Robotics and Biomimetics (ROBIO), Shenzhen, China, 12–14 December 2013; pp. 145–150. [Google Scholar]
- Su, H.; Danioni, A.; Mira, R.M.; Ungari, M.; Zhou, X.; Li, J.; Hu, Y.; Ferrigno, G.; De Momi, E. Experimental validation of manipulability optimization control of a 7-DoF serial manipulator for robot-assisted surgery. Int. J. Med. Robot 2021, 17, 1–11. [Google Scholar] [CrossRef]
- Jia, S.; Jia, Y.; Xu, S. Optimization algorithm of serial manipulator structure based on posture manipulability. In Proceedings of the 2016 12th World Congress on Intelligent Control and Automation (WCICA), Guilin, China, 12–15 June 2016; pp. 1080–1085. [Google Scholar]
- Wang, J.; Li, Y.; Zhao, X. Inverse Kinematics and Control of a 7-DOF Redundant Manipulator Based on the Closed-Loop Algorithm. Int. J. Adv. Robot Syst. 2010, 7, 37. [Google Scholar] [CrossRef]
- Colome, A.; Torras, C. Closed-Loop Inverse Kinematics for Redundant Robots: Comparative Assessment and Two Enhancements. IEEE/ASME Trans. Mechatron. 2015, 20, 944–955. [Google Scholar] [CrossRef]
- Chan, T.F.; Dubey, R.V. A weighted least-norm solution based scheme for avoiding joint limits for redundant manipulators. In Proceedings of the 1993 Proceedings IEEE International Conference on Robotics and Automation, Atlanta, GA, USA, 2–6 May 1993; pp. 395–402. [Google Scholar]
- Souza, D.A.; Batista, J.G.; dos Reis, L.L.N.; Júnior, A.B.S. PID controller with novel PSO applied to a joint of a robotic manipulator. J. Braz. Soc. Mech. Sci. Eng. 2021, 43, 377. [Google Scholar] [CrossRef]
- Liu, F.; Huang, H.; Li, B.; Xi, F. A parallel learning particle swarm optimizer for inverse kinematics of robotic manipulator. Int. J. Intell. Syst. 2021, 36, 6101–6132. [Google Scholar] [CrossRef]
- Goldberg, D.E. Genetic Algorithms in Search, Optimization & Machine Learning; Addison-Wesley: Boston, MA, USA, 1989. [Google Scholar]
- Ngatchou, P.; Zarei, A.; El-Sharkawi, A. Pareto Multi Objective Optimization. In Proceedings of the 13th International Conference on, Intelligent Systems Application to Power Systems, Arlington, VA, USA, 6–10 November 2005; pp. 84–91. [Google Scholar]
- Raunek. A Guide to Types of Ships. Available online: https://www.marineinsight.com/guidelines/a-guide-to-types-of-ships/ (accessed on 10 March 2022).
- Miller. What Are the 4 Basic Welding Positions and When Should You Use Them? Available online: https://www.millerwelds.com/resources/article-library/what-are-the-4-basic-welding-positions-and-when-should-you-use-them/ (accessed on 5 May 2022).
- MachineMFG. What Is the Effect of Welding Direction and Angle on Weld Formation. Available online: https://www.machinemfg.com/effect-of-welding-direction-and-angle-on-weld-formation/ (accessed on 5 May 2022).
- 3D Rotations. Available online: http://motion.pratt.duke.edu/RoboticsSystems/3DRotations.html (accessed on 2 June 2022).
- Gao, F.; Chen, Q.; Guo, L. Study on arc welding robot weld seam touch sensing location method for structural parts of hull. In Proceedings of the 2015 International Conference on Control, Automation and Information Sciences (ICCAIS), Changshu, China, 29–31 October 2015; pp. 42–46. [Google Scholar]
- Granja, M.; Chang, N.; Granja, V.; Duque, M.; Llulluna, F. Comparison between Standard and Modified Denavit-Hartenberg Method in Robotics Modeling. In Proceedings of the 2nd World Congress on Mechanical, Chemical, and Material Engineering (MCM’16), Budapest, Hungary, 22–23 August 2016. Paper No. ICME 118. [Google Scholar]
- Jin, S.; Lee, S.K.; Lee, J.; Han, S. Kinematic Model and Real-Time Path Generator for a Wire-Driven Surgical Robot Arm with Articulated Joint Structure. Appl. Sci. 2019, 9, 4114. [Google Scholar] [CrossRef]
- Spong, M.W.; Hutchinson, S.; Vidyasagar, M. Robot Modeling and Control, 1st ed.; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2020; pp. 114–144. [Google Scholar]
- Yoshikawa, T. Manipulability of Robotic Mechanisms. Int. J. Robot. Res. 1985, 4, 3–9. [Google Scholar] [CrossRef]
- Long, P.; Padir, T. Evaluating Robot Manipulability in Constrained Environments by Velocity Polytope Reduction. In Proceedings of the 2018 IEEE-RAS 18th International Conference on Humanoid Robots (Humanoids), Beijing, China, 6–9 November 2018; pp. 1–9. [Google Scholar]
- Chand, D.R.; Kapur, S.S. An Algorithm for Convex Polytopes. J. ACM 1970, 17, 78–86. [Google Scholar] [CrossRef]
- Midhra, S.; Sahoo, S.; Das, M. Genetic Algorithm: An Efficient Tool for Global Optimization. Adv. Comput. Sci. Technol. 2017, 10, 2201–2211. [Google Scholar]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Dimension | Type | Median | Min | Max |
|---|---|---|---|---|
| Longi. Height (Unit: mm) | CONTAINER | 325 | 300 | 350 |
| LNGC | 400 | 300 | 600 | |
| VLCC | 400 | 300 | 450 | |
| Longi. Width (Unit: mm) | CONTAINER | 845 | 723 | 987 |
| LNGC | 880 | 582 | 1025 | |
| VLCC | 914 | 566 | 1036 |
| No | Desired Trajectory | X (m) | Y (m) | Z (m) | Roll (°) | Pitch (°) | Yaw (°) |
|---|---|---|---|---|---|---|---|
| 1 | Initial | 0.4407 | 0 | 0.3707 | 0° | 20° | 0 |
| 2 | Left-down vertical | 0.6 | 0.44 | 0 | 0° | 45° | 45° |
| 3 | Left-AD vertical | 0.6 | 0.44 | 0.1 | 0° | 0° | 45° |
| 4 | Left-end vertical | 0.6 | 0.44 | 0.4 | 0° | 0° | 45° |
| 5 | Collar-down vertical | 0.6 | 0.22 | 0 | 0° | 45° | 45° |
| 6 | Collar-AD vertical | 0.6 | 0.22 | 0.1 | 0° | 0° | 45° |
| 7 | Collar-end vertical | 0.6 | 0.22 | 0.4 | 0° | 0° | 45° |
| 8 | Right-down vertical | 0.6 | −0.44 | 0 | 0° | 45° | −45° |
| 9 | Right-AD vertical | 0.6 | −0.44 | 0.1 | 0° | 0° | −45° |
| 10 | Right-end vertical | 0.6 | −0.44 | 0.4 | 0° | 0° | −45° |
| 11 | Left-down horizontal | 0.6 | 0.44 | 0 | 30° | 35° | 45° |
| 12 | Left-AD horizontal | 0.6 | 0.34 | 0 | 0° | 45° | 0° |
| 13 | Right-AD horizontal | 0.6 | −0.34 | 0 | 0° | 45° | 0° |
| 14 | Right-down horizontal | 0.6 | 0.44 | 0 | −35° | 30° | −54° |
| Type | Vertically Articulated robot | |
| Axes | 6 | |
| Payload | 3 kg | |
| Robot weight | 15 kg | |
| End-effector type | Welding torch | |
| End-effector weight | 1.6 kg (including welding cable) | |
| Length from pivot joint to end-effector | 278 mm | |
| Axes | Joint Angle | Joint Speed |
| 1-Axis | −150°~+150° | 74.5°/s |
| 2-Axis | −90°~+90° | 74.5°/s |
| 3-Axis | −60°~+90° | 74.5°/s |
| 4-Axis | −200°~+200° | 118.8°/s |
| 5-Axis | −90°~+90° | 118.8°/s |
| 6-Axis | −360°~360° | 120°/s |
| Robot | ||||
|---|---|---|---|---|
| Joint1 | 0 | 0 | d1 | |
| Joint2 | 0 | 0 | ||
| Joint3 | a3 | 0 | 0 | |
| Joint4 | 0 | d4 | ||
| Joint5 | 0 | 0 | ||
| Joint6 | 0 | 0 |
| Find | ||
|---|---|---|
| Minimize | ||
| Subject to | ||
| Initial Parameters (m) | 0.309 | 0.295 | 0.432 | 0.278 | 0 | 0 |
| Optimized Parameters (m) | 0.26 | 0.349 | 0.549 | 0.317 | 0.145 | −0.015 |
| 0.259 | 0.34 | 0.548 | 0.314 | 0.145 | −0.01 | |
| 0.259 | 0.34 | 0.548 | 0.314 | 0.146 | −0.009 | |
| 0.257 | 0.354 | 0.549 | 0.316 | 0.148 | −0.016 |
| Manipulability | Measurement | Comparison Item | W566/H300 | W880/H400 | W1036/H600 | |
|---|---|---|---|---|---|---|
| Linear Manipulability | Initial | Mean | 4.1298 | 4.6458 | 5.0344 | |
| Std | 0.5039 | 0.4975 | 0.6741 | |||
| Optimum | Mean | 4.1162 | 4.4927 | 4.7170 | ||
| Std | 0.4550 | 0.3732 | 0.4204 | |||
| Initial | Mean | 0.1359 | 0.1475 | 0.1519 | ||
| Std | 0.0124 | 0.0180 | 0.0188 | |||
| Optimum | Mean | 0.2392 | 0.2548 | 0.2628 | ||
| Std | 0.0216 | 0.0300 | 0.0314 | |||
| Angular Manipulability | Initial | Mean | 1.7415 | 1.7917 | 1.7518 | |
| Std | 0.2898 | 0.3366 | 0.3822 | |||
| Optimum | Mean | 1.6204 | 1.5936 | 1.5679 | ||
| Std | 0.2095 | 0.2599 | 0.3620 | |||
| Initial | Mean | 2.4347 | 2.3968 | 2.4286 | ||
| Std | 0.2061 | 0.2384 | 0.2655 | |||
| Optimum | Mean | 2.5119 | 2.5306 | 2.5498 | ||
| Std | 0.1500 | 0.1834 | 0.2494 | |||
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lee, D.; Jin, S. Bi-Objective Function Optimization for Welding Robot Parameters to Improve Manipulability. Appl. Sci. 2024, 14, 3384. https://doi.org/10.3390/app14083384
Lee D, Jin S. Bi-Objective Function Optimization for Welding Robot Parameters to Improve Manipulability. Applied Sciences. 2024; 14(8):3384. https://doi.org/10.3390/app14083384
Chicago/Turabian StyleLee, Dongjun, and Sangrok Jin. 2024. "Bi-Objective Function Optimization for Welding Robot Parameters to Improve Manipulability" Applied Sciences 14, no. 8: 3384. https://doi.org/10.3390/app14083384
APA StyleLee, D., & Jin, S. (2024). Bi-Objective Function Optimization for Welding Robot Parameters to Improve Manipulability. Applied Sciences, 14(8), 3384. https://doi.org/10.3390/app14083384