3.1. Effect of Varied Rotational Speed on MSE
The MSE calculation during stable cutting involves drilling pressure and torque, as shown in
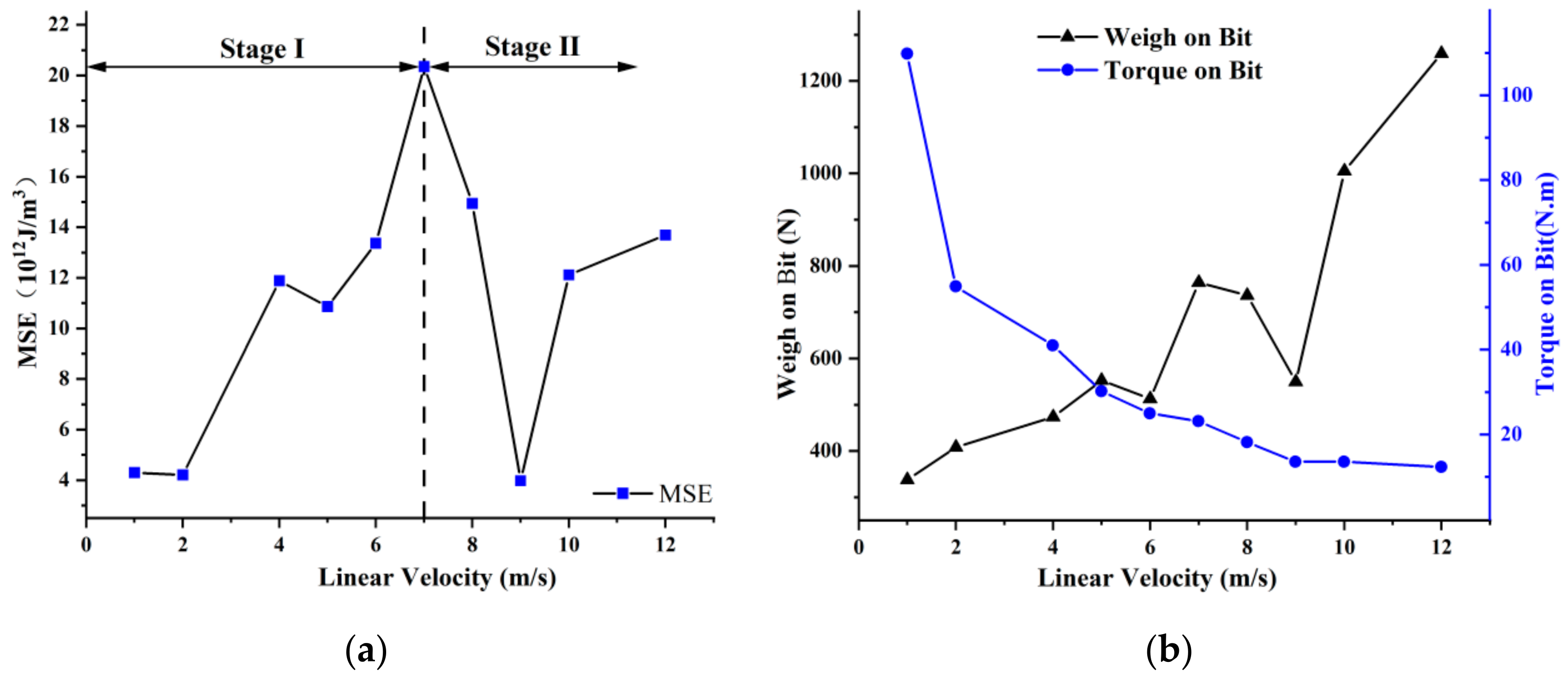
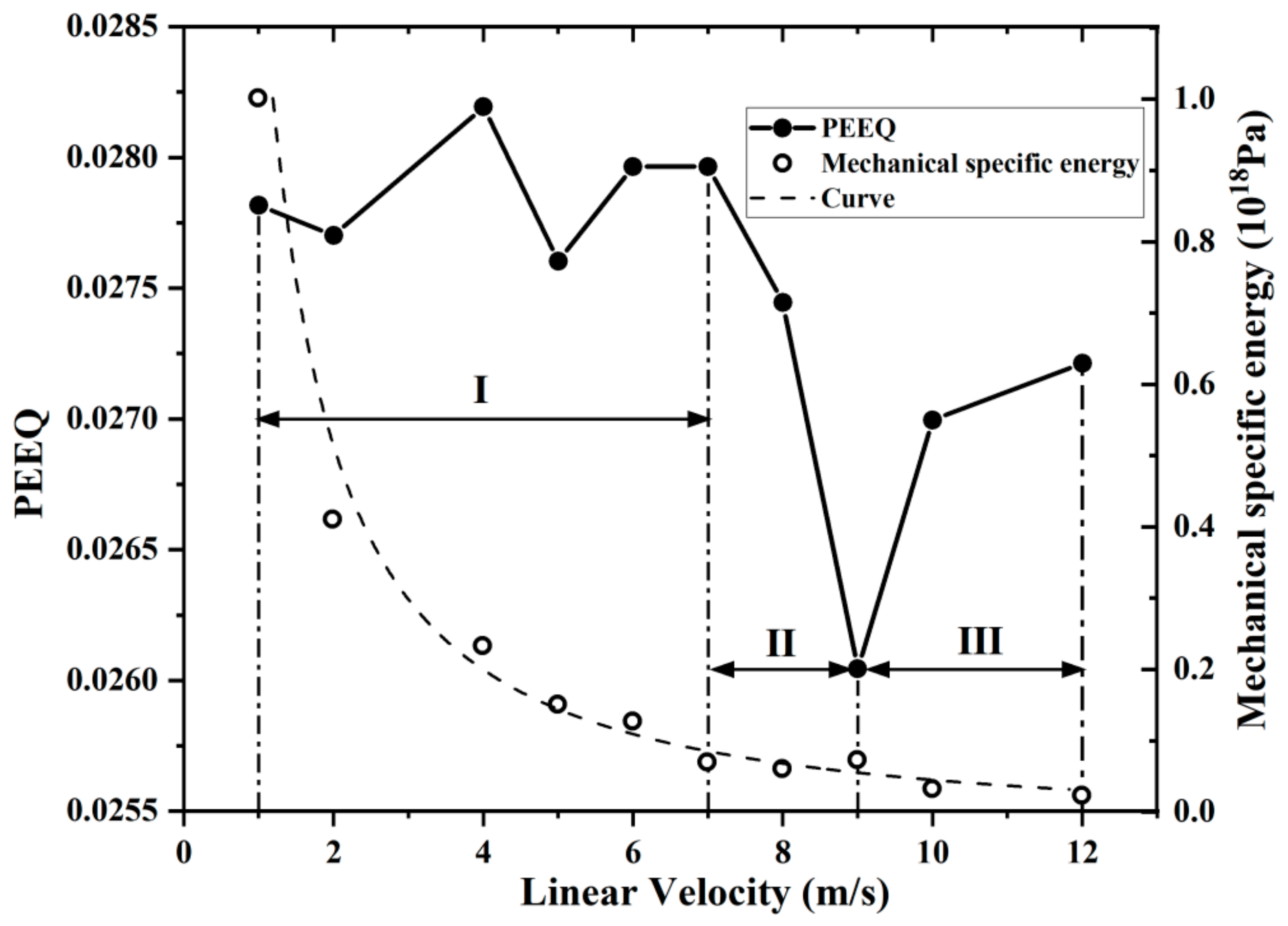
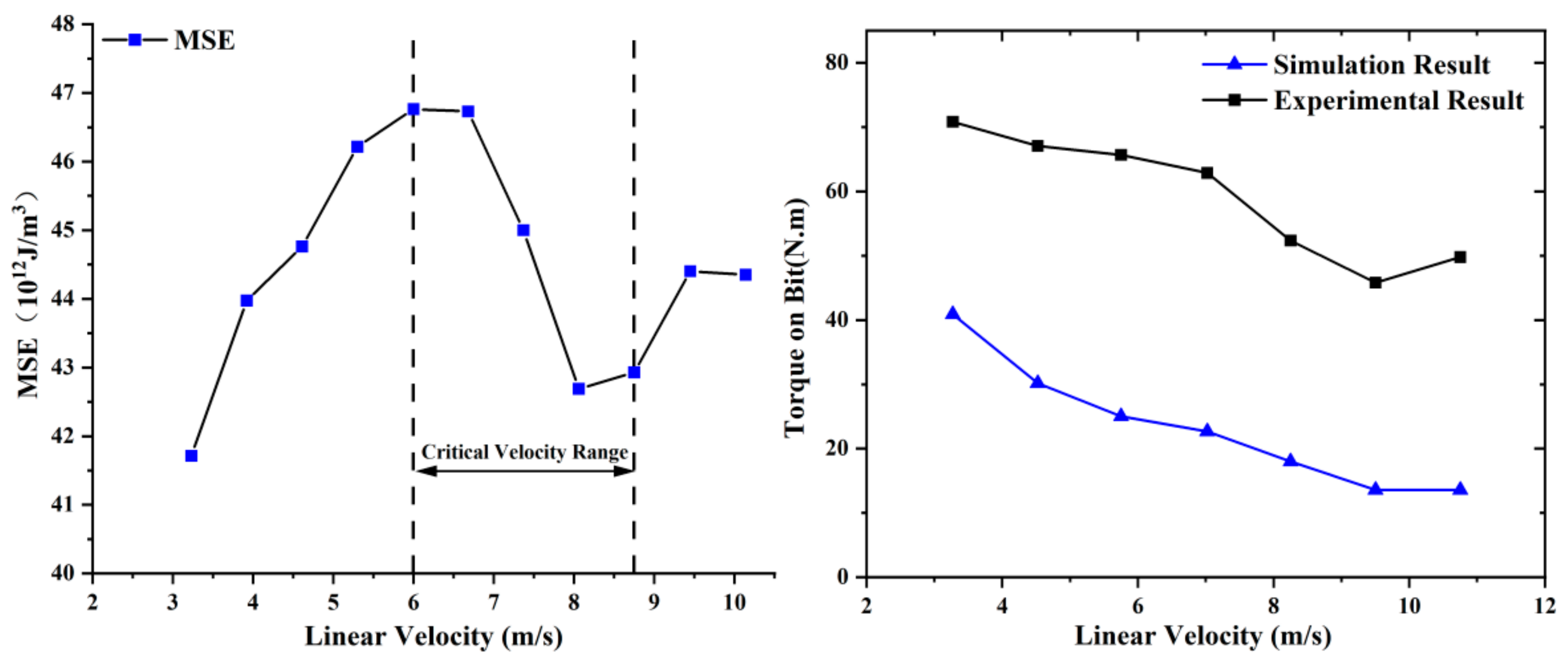
Figure 6a depicting MSE variation with drilling speed at a constant penetration rate. A preliminary analysis identifies 7 m/s as the critical speed for ultra-high-speed conditions. In the initial phase, MSE increases with speed, but a decline is observed after reaching 4 m/s, suggesting that a moderate speed increase within the conventional range can reduce MSE. However, at 5 m/s, MSE sharply rises, leading to significant energy loss, prompting many drillers to prefer lower speeds. At 7 m/s, MSE exhibits a second decline with a broader range and steeper slope than at 4 m/s. The lowest MSE occurs around 2 m/s. Beyond 9 m/s, MSE gradually stabilizes. Between 7 m/s and 9 m/s, MSE decreases rapidly with speed, aligning with findings from A. Judzis, Gao Mingyang, and others, affirming the model’s applicability. Equation (9) highlights the significant impact of drilling pressure, torque, drilling speed, drill bit radius, and speed on MSE in diamond drilling. As the simulation assumes constant drilling speed without considering bit wear, drilling pressure and torque are vital for MSE assessment.
Figure 6b depicts drilling pressure and torque curves, generally increasing with speed in the conventional range, with a turning point at 6 m/s. At 7 m/s, drilling pressure reaches 22 N. In the second phase, akin to the MSE trend, drilling pressure drops to 549 N at 9 m/s, a 7.6% reduction from the average of 507 N in the first phase. The 7–9 m/s range is crucial compared to conventional speeds. Drill bit torque consistently decreases with speed, reaching a limit at 9 m/s for ultra-high-speed conditions.
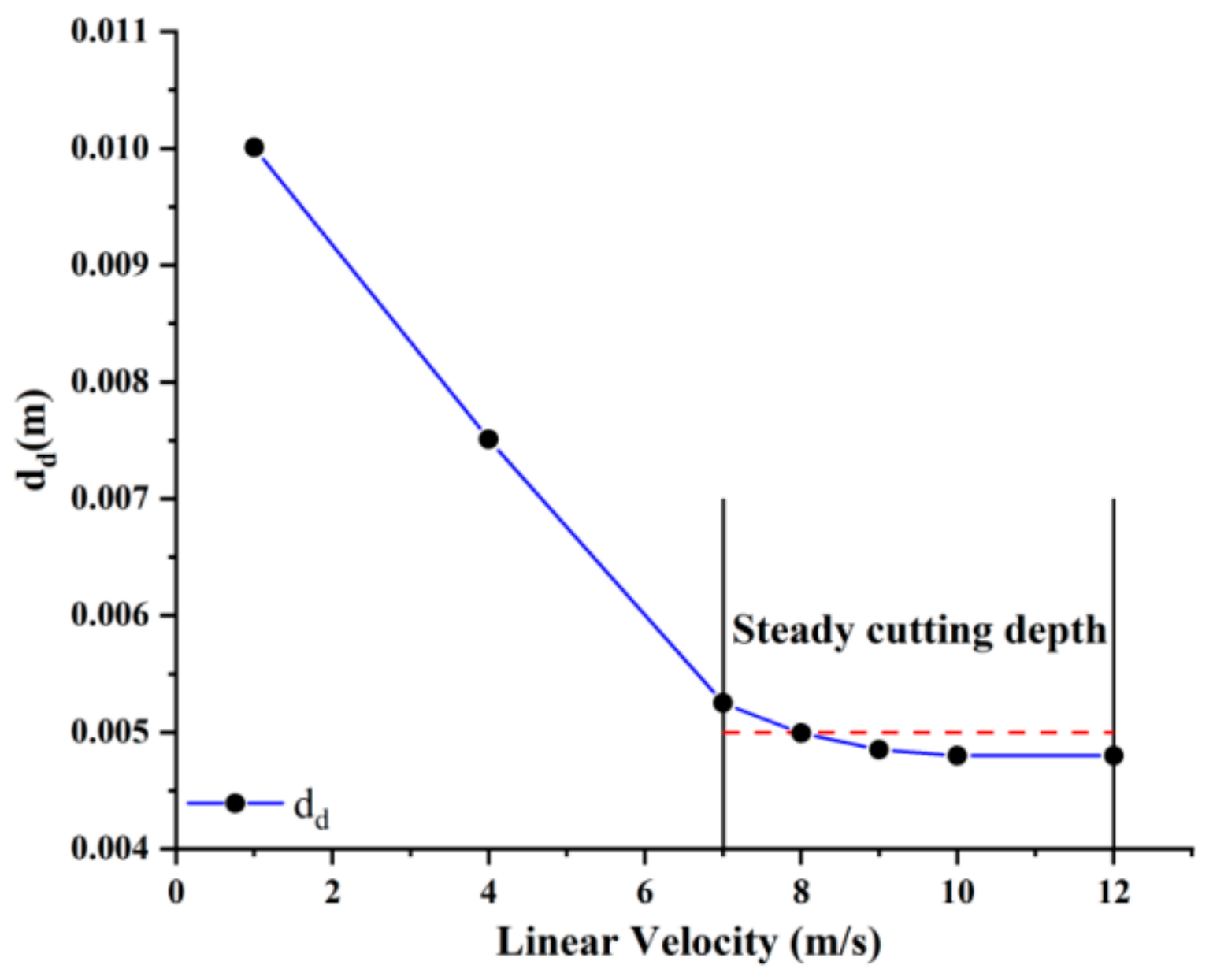
Figure 7 depicts the relationship between the diamond-specific depth of cut (dd) per revolution and speed. As the speed rises, the diamond depth of cut per revolution sharply declines. In the first phase, continuous speed growth leads to a notable drop in diamond-specific depth of cut, reducing rock volume per revolution. When correlated with
Figure 6a, the decrease in diamond-specific depth of cut corresponds to an increasing MSE trend, despite a descent from 4 m/s to 5 m/s, indicating an overall MSE increase. Conventional drilling procedures show that merely increasing speed does not boost drilling efficiency; it accelerates diamond wear, reducing the entire diamond-embedded drill bit’s lifespan. Once 7 m/s is reached, the diamond-specific depth of cut per revolution stabilizes. However, explaining the substantial MSE reduction during the second phase of diamond rock breaking based solely on the angle of diamond-specific depth of cut per revolution is inadequate.
3.2. Effect of Rock Breaking Mechanism by Ultra-High Speed
Regarding the study of rock-breaking mechanisms under ultra-high speed, we primarily focused on stress S and equivalent plastic strain (PEEQ) as our key parameters [
6,
18,
19,
21,
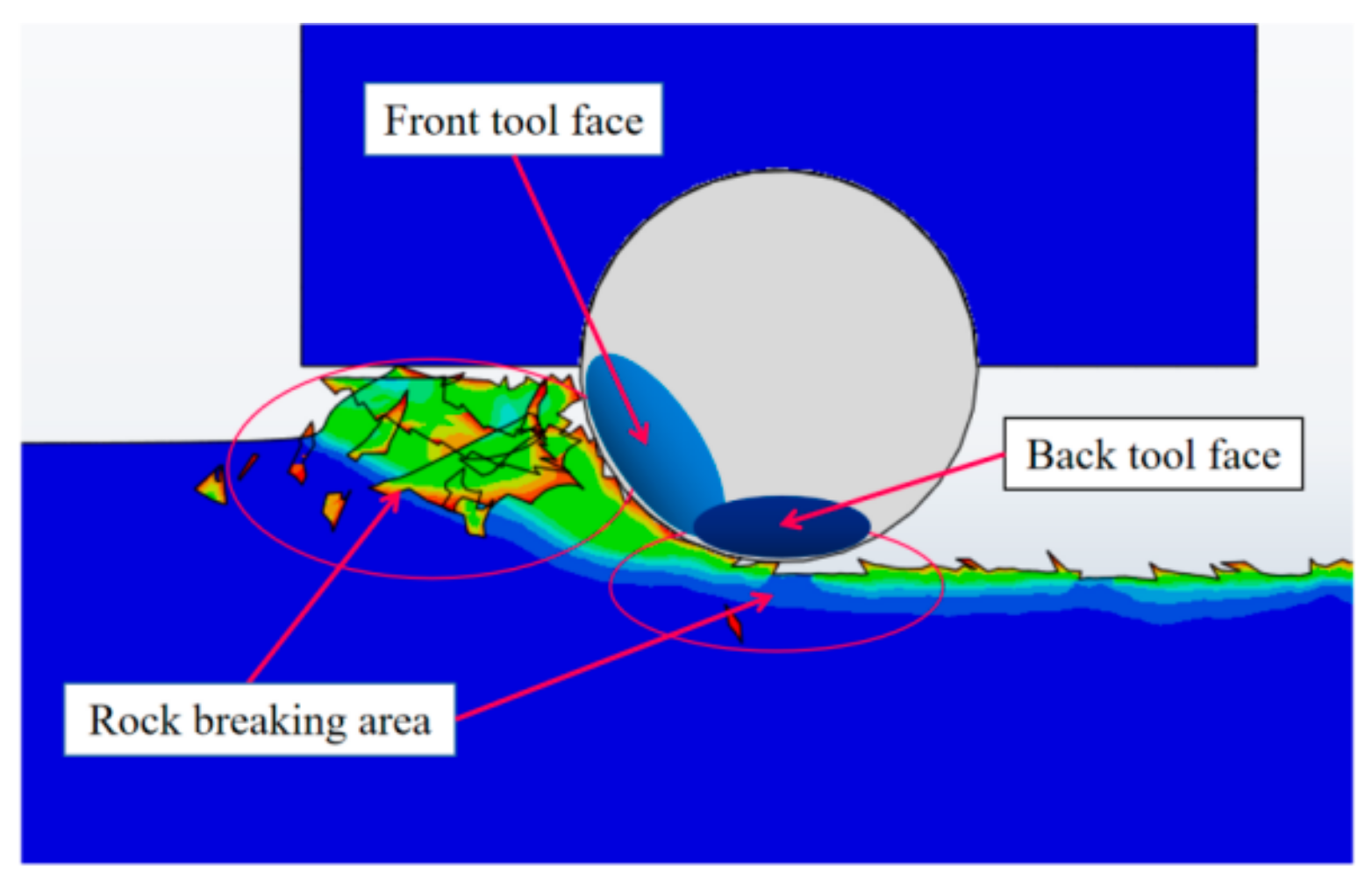
22]. Simplifying the microscopic process of diamond rock-breaking as micro-cutting, based on bit rock cutting analysis experience, we divide the bottom of the rock-breaking pit into two areas, as shown in
Figure 8. The part of the rock in contact with the area in front of the diamond after penetration is termed the “front tool face”. The region in contact with the rock in front of the bit is the “back tool face” [
15,
16]. The rock-crushing area on the front face is the effective crushing area, where the rock undergoes crushing due to the bit’s extrusion and cutting actions. The resulting equivalent plastic strain and damage in this area are termed effective strain and damage. Conversely, the area on the rear cutter face is deemed the ineffective plastic strain and damage area.
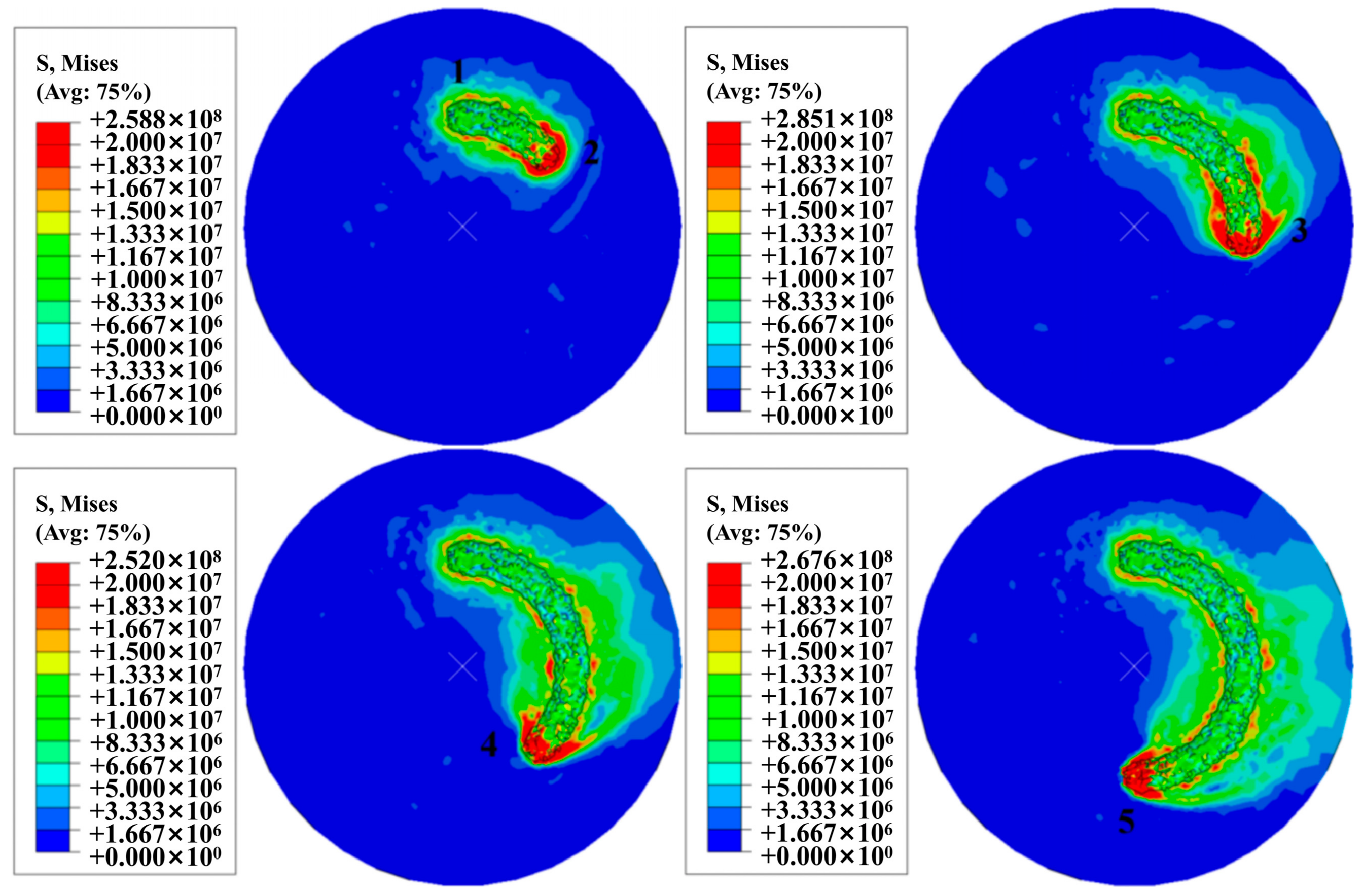
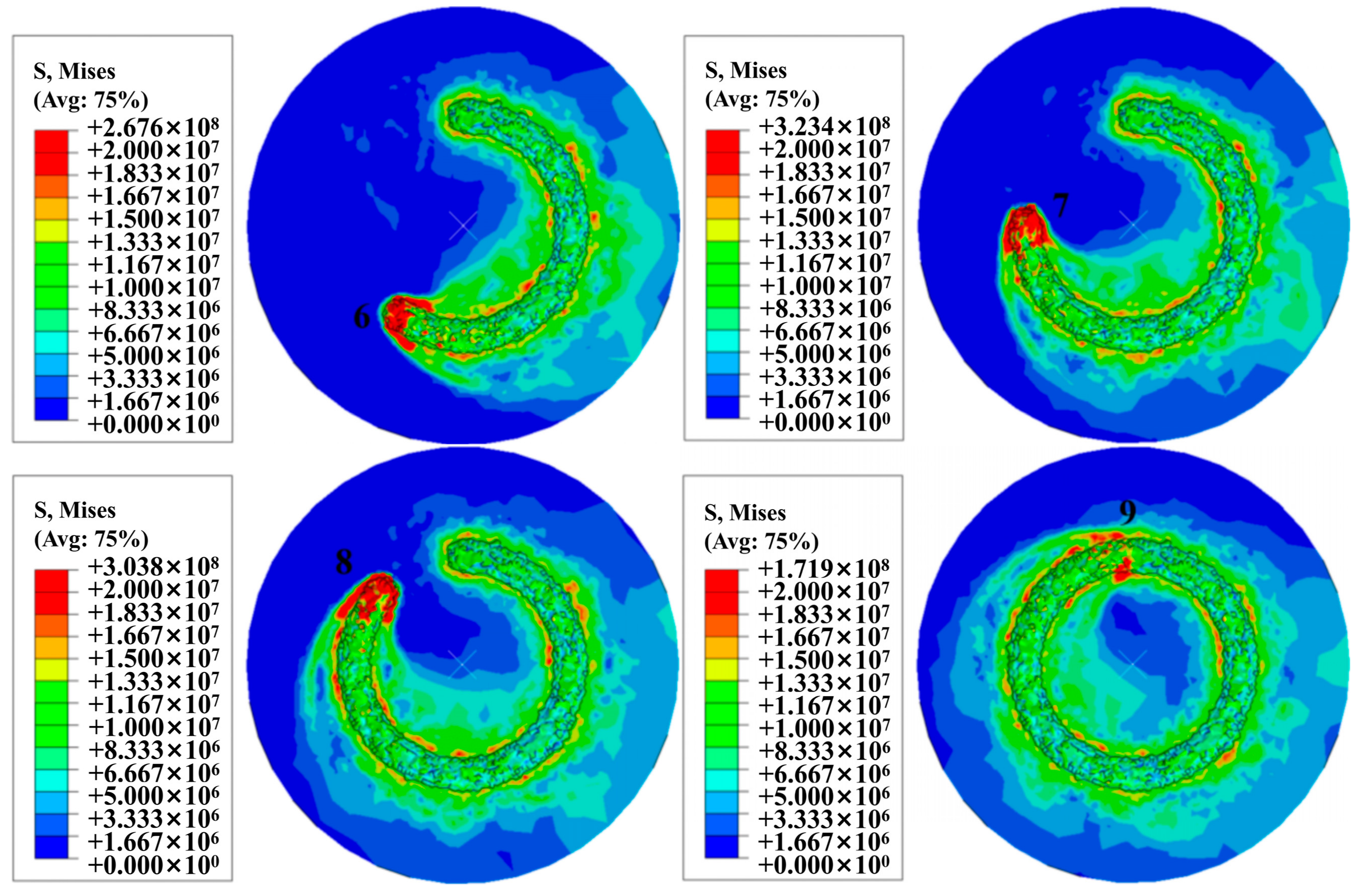
The 3D diamond rock crushing process takes into account both the vertical feed and cutting width of the diamond. Variations in diamond cutting width have a significant impact on the volume of the rock-crushing pit. Understanding how diamond width changes with different drilling speeds is crucial. Using the stress cloud map at 12 m/s as an example, we segment the diamond’s one-revolution behavior into distinct points (
Figure 9). According to Equation (8), the equivalent plastic strain of the rock unit is eliminated when it matches the equivalent plastic strain at the moment of rock crushing. The diamond’s cutting process per revolution is divided into nine stages. Initially, the diamond penetrates the rock by 0.1 mm, causing no surface damage, and a crushing crater forms due to stress concentration. The rock transitions from elastic to plastic deformation, accumulating plastic strain until it matches the equivalent plastic strain unit, at which point it breaks. As the diamond progresses from point 2 to point 8, the stress cloud diagram shows significant stress concentration on both the front and back blade surfaces, diffusing stress waves and expanding the rock’s crushing pit. The pit size gradually increases with rotation until, at point 9, the stress value dramatically drops, forming a complete ring-shaped crushing pit (
Figure 9). Considering the notable MSE reduction in Stage II (
Figure 6a), the next section explores the energy expended by the diamond to crush a unit volume of rock per revolution and the mechanics of rock crushing to illuminate this phenomenon.
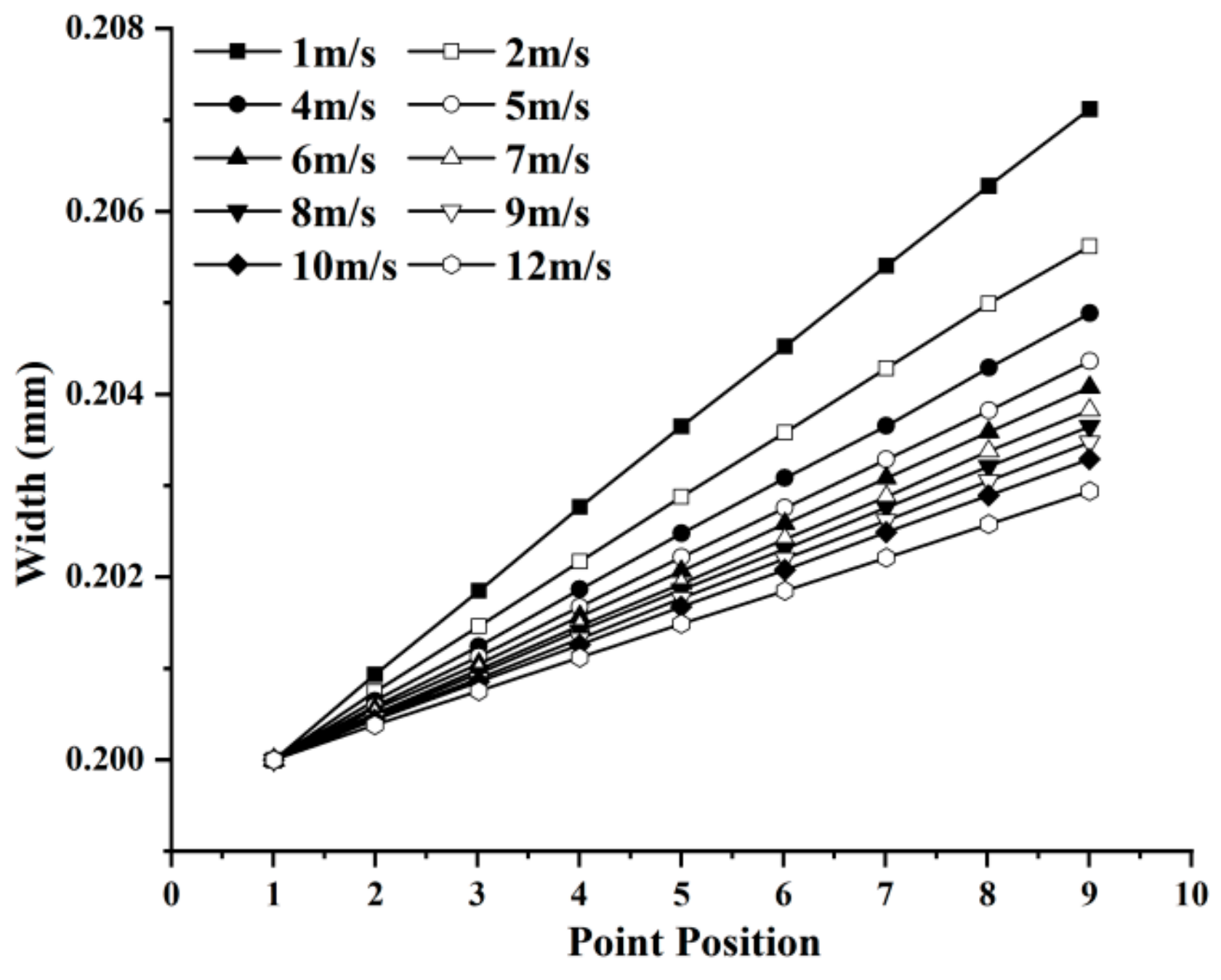
Figure 10 illustrates the variation in the contact width between the diamond and rock, represented as the rock crater width, at different rotational speeds. Initially, at point 1, the contact width is 0.2 mm. As drilling continues, the contact width increases rapidly, and this rate of increase diminishes as the rotational speed rises. Between 5 m/s and 10 m/s, the crater width remains relatively stable, with differences within a range of 0.002 mm. As the ROP remains constant, the depth of cut per revolution of the drill tooth decreases with increasing rotational speed, as depicted in
Figure 7. The relationship between the volume of rock crushed per revolution of the diamond and the MSE serves as a critical basis for optimizing drill bit design. Given that different volumes of rock are crushed within the same drilling time at various RPM values, evaluating drill bit rock-crushing efficiency solely based on the volume of diamond crushed per revolution is insufficient.
By considering the curves of diamond width and cutting depth at different RPM values, the quantity of rock broken per revolution can be computed. This approach allows the calculation of the energy expended by the diamond to break a unit volume of rock over one revolution.
Figure 11 displays the variation in the energy consumed by the diamond to crush a unit volume of rock per revolution at different speeds. It is evident that the specific energy of rock crushing follows a similar trend to the variation in cutting depth per revolution. Within the range of 7 m/s to 12 m/s, the specific energy of rock crushing remains relatively stable. This implies that, from the perspective of rock-crushing specific energy, further increasing the speed beyond 7 m/s may not significantly enhance rock-crushing efficiency.
To comprehensively explore the optimal speed range, we conducted an analysis of the rock’s equivalent plastic strain [
18].
Figure 11 depicts the evolving curve of equivalent plastic deformation at different speeds. In the initial phase, the values of the rock’s equivalent plastic strain exhibit stable fluctuations, with minimal impact from speed increases. However, in the subsequent stage, speeds exceeding 7 m/s lead to a sharp decrease in equivalent plastic strain values, resembling the MSE trend. Reduced values of equivalent plastic strain (PEEQ) imply less plastic deformation during rock breaking, indicating a shift in the rock fragmentation mechanism. In practical drilling, achieving more brittle fracture in rocks is typically preferred. During brittle failure, rocks not only undergo plastic deformation but also experience crack propagation. The inevitability of plastic fragmentation throughout the entire rock-breaking process implies that greater energy consumption in plastic fragmentation results in lower rock-breaking efficiency. Hence, the PEEQ variation curve suggests that ultra-high-speed diamond drilling can diminish the plastic fragmentation of rocks within a specific range, offering theoretical support for optimizing drilling parameters and rock-breaking methods.
Figure 6 and
Figure 11 identify a distortion point between 7 m/s and 12 m/s. Beyond 9 m/s, Mean Square Error (MSE) rises, stabilizing after 12 m/s. The PEEQ within the 9 m/s to 12 m/s curve starts climbing, reaching 0.0273 by 12 m/s. Although PEEQ increases from 7 m/s to 9 m/s, it remains significantly lower than the plastic strain values induced by conventional speed-induced rock fragmentation.
In summary, the drilling process can be divided into three stages based on the MSE and PEEQ curves. In the range of 7 m/s to 9 m/s, MSE declines, deviating from conventional drilling speeds. The MSE in Stage I (1 m/s to 7 m/s) mirrors conventional speed drilling, peaking at 7 m/s. Increased speed in conventional drilling does not enhance the efficiency of drill teeth but raises energy consumption. However, in Stage II, post 7 m/s, MSE significantly drops, consistent with high-speed metal-processing research. This supports the ‘speed valley’ concept, where surpassing conventional drilling limits causes MSE to decline, directing more energy to rock fragmentation. Defining the optimal speed range is crucial for widespread ultra-high-speed diamond drilling using various particle types for diverse rock cutting.
For the three speed intervals, stress cloud diagrams for diamond rotations at 2 m/s, 7 m/s, 9 m/s, and 12 m/s are chosen.
Figure 12 illustrates the variation in maximum principal stress in rock fragmentation pits at different diamond rotation speeds. From the rock center to the outer part of the pit, speed influences the maximum principal stress, showing diverse stress states. At 2 m/s diamond rotation, the pit area is mainly under compressive stress. In Stage II, at 7 m/s, the trailing face’s contact area is predominantly under compressive stress, transitioning the rock from elastic to elastoplastic stages. Ongoing cutting expands the tensile stress area in the diamond-rock contact region, causing rock damage and plastic deformation. Ultimately, at the interface of compressive and tensile stress in the diamond–rock contact area, rock failure occurs, forming the pit. The stress cloud diagram reveals that the pit area is mainly under tensile stress, while the tooth’s leading and trailing faces are under compressive stress. At 7 m/s and 9 m/s, the rock pit is mainly under tensile stress, with continued cutting increasing tensile and compressive stress values around the pit. At the junction, a new rock fracture zone forms, and the pit continues to expand. After a single rotation, the entire rock layer is fragmented, revealing a new rock at the well’s bottom.
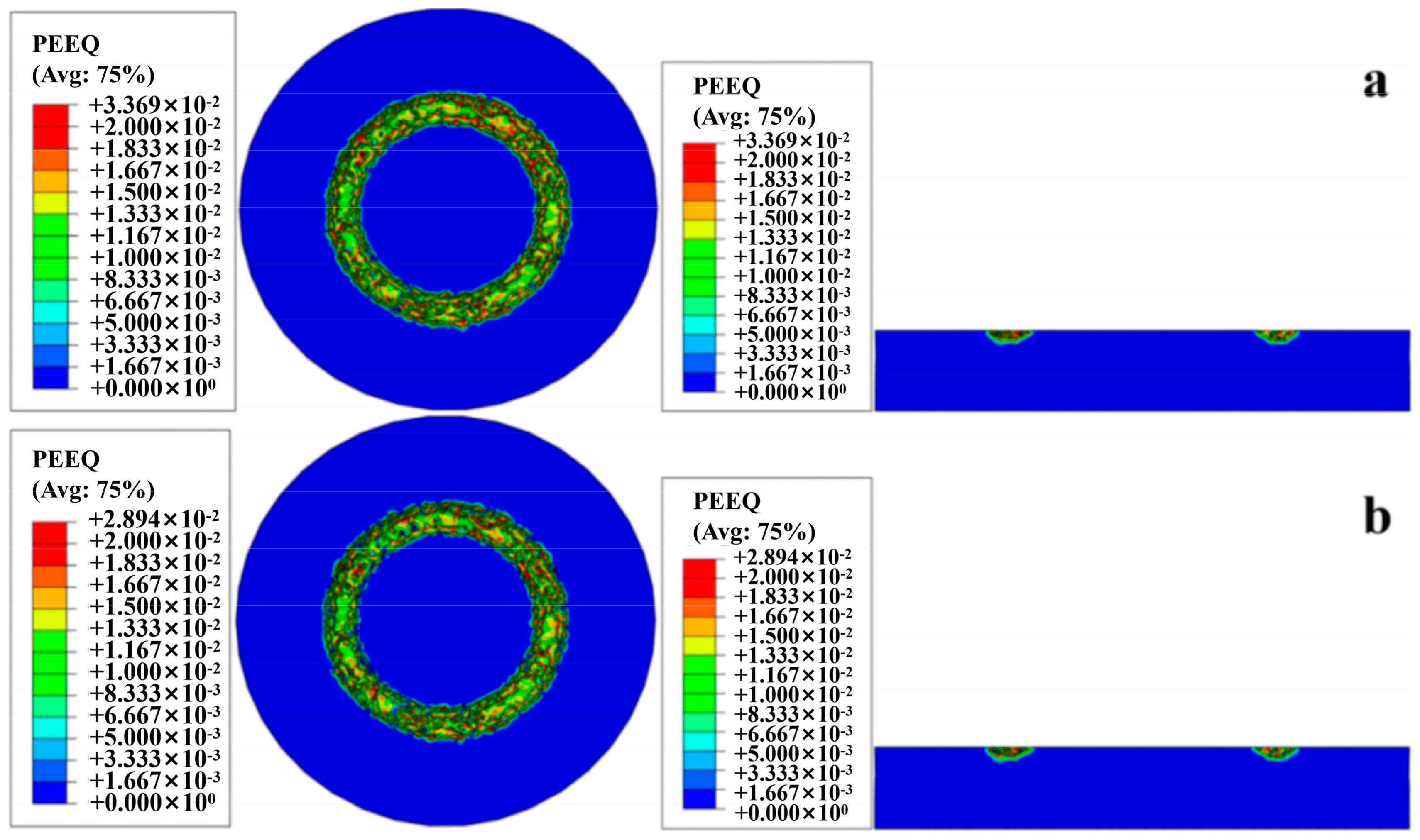
The equivalent plastic strain cloud diagram demonstrates that the rock surrounding the crushing pit has undergone residual plastic deformation (
Figure 13). The equivalent plastic strain map of the rock at the bottom of the borehole is extracted from the critical speeds of stages I and II. At 9 m/s, the maximum value of equivalent plastic strain at the drill bit’s face is reduced by 12.4% compared to that at 2 m/s. Although the distribution of the residual equivalent plastic strain at the bottom of the borehole remains consistent, the residual equivalent plastic strain of the rock generally decreases in the same distribution area. By considering
Figure 11 and Equation (8), we analyzed the region of equivalent plastic strain generated by the rock at the bottom of the borehole during the diamond-breaking process. The decrease in the value and distribution ratio of the residual equivalent plastic strain in the rock at the bottom of the borehole further suggests that the increase in rotational speed altered the rock’s crushing mechanism.
In summary, during the high-speed diamond rock-crushing process, the rock initially experiences elastic deformation when subjected to cutting forces beneath the diamond. Once the stress surpasses the yield stress, it enters a plastic deformation stage. With continued drilling, the equivalent plastic strain in the rock exceeds a critical value, resulting in rock fracturing (as per Equation (8)), and some rock is removed, forming debris. The newly exposed rock forms the bottom of the borehole and undergoes further diamond cutting. In the diamond-cut area and adjacent areas of the rock, compressive and tensile stress regions intersect, with tensile stress being the primary mode of rock damage. In contrast, areas farther from the diamond in the rock model remain in a compressive stress state and do not fracture [
28,
29].
The rock-breaking situation, concerning the diamond-cutting depth per revolution, is analyzed from the perspective of the efficiency of breaking the same volume of rock per unit time. As depicted in
Figure 11, the rock-breaking specific work performed by the diamond to break the same volume of rock per unit time exhibits a decreasing trend with increasing rotational speed, eventually stabilizing after reaching 7 m/s. With increasing speed, the depth of cut per revolution of the diamond decreases due to the diamond consistently maintaining a drilling speed of 0.05 m/s. Consequently, the horizontal coordinates in
Figure 11 can also represent the change in the depth of cut per revolution of the diamond. The increase in speed implies a reduction in the volume of rock fragmented per revolution of the diamond. While the volume of rock crushed per revolution decreases, the energy consumption per unit volume of rock crushed by the teeth diminishes significantly, and the crushing efficiency remains undiminished. This further underscores that increasing the rotational speed effectively enhances crushing efficiency, with the mechanism shifting when the rotational speed reaches 7 m/s. The application of ultra-high rotational speed can, thus, significantly improve crushing efficiency.
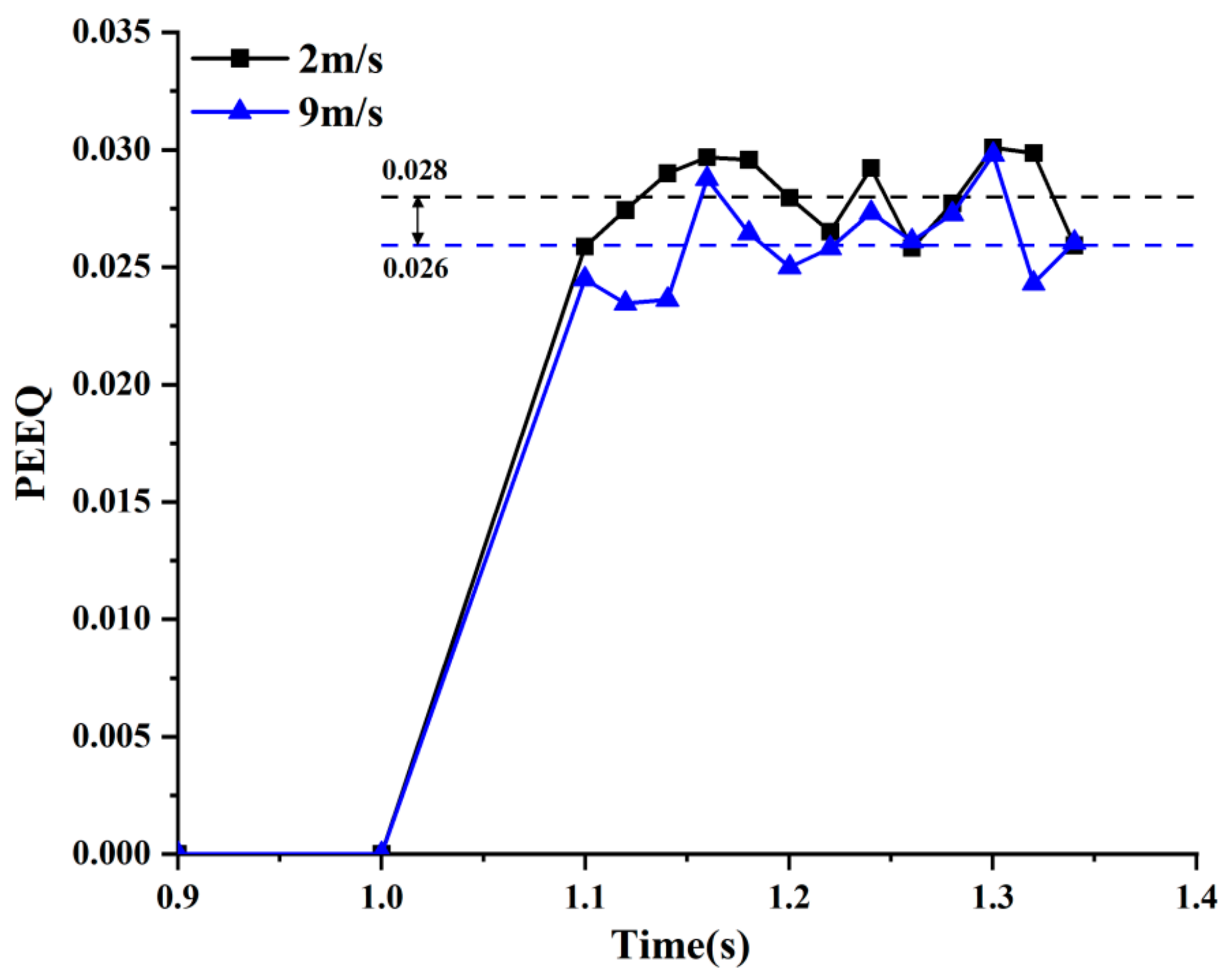
To further elucidate the impact of speed on the rock-crushing process, we delve into the equivalent plastic strain of the crushed rock. In
Figure 14, we compare the equivalent plastic strain values of rock crushing under two different rotational speeds, 2 m/s and 9 m/s, using the equivalent plastic deformation curves of the diamond that contacts the rock nodes (as seen in
Figure 15). The residual equivalent plastic strain of the rock under ultra-high-speed conditions is significantly reduced. Specifically, the equivalent plastic strain value of the rock fluctuates around 0.028 at 2 m/s, while the corresponding value at 9 m/s is approximately 0.026. This indicates a 7.14% reduction in equivalent plastic strain at 9 m/s compared to 2 m/s. The rationale behind this shift in the proportion of elastic–plastic damage of the rock under ultra-high-speed conditions may be attributed to the rock experiencing a higher frequency of cutting forces and elevated stress values.
In rock breaking, brittle crushing plays a pivotal role in enhancing the efficiency of drilling teeth for crushing rocks. When attempting to break the same volume of rock, ultra-high rotational speeds can significantly bolster drilling efficiency. Stage III, marked by a rotational speed of 9 m/s, stands out as the point where the equivalent plastic strain value of rock crushing reaches its minimum. This juncture can be deemed as the optimal speed for efficient rock crushing. However, as the speed exceeds 9 m/s, the equivalent plastic strain begins to exhibit an upward trend once more. Examining the variation curve of the crushing pit width at different speeds in
Figure 11, we observe that the diamond-cutting width and the volume of crushed rock both decrease after the speed surpasses 9 m/s. The additional kinetic energy generated by the RPM increase does not significantly impact rock crushing; instead, more energy is diverted towards frictional energy dissipation between the rear face of the blade and the rock. Optimal speed range selection can effectively mitigate energy dissipation and elevate rock-crushing efficiency.
3.3. Effect of Varied Rotational Speed on Energy
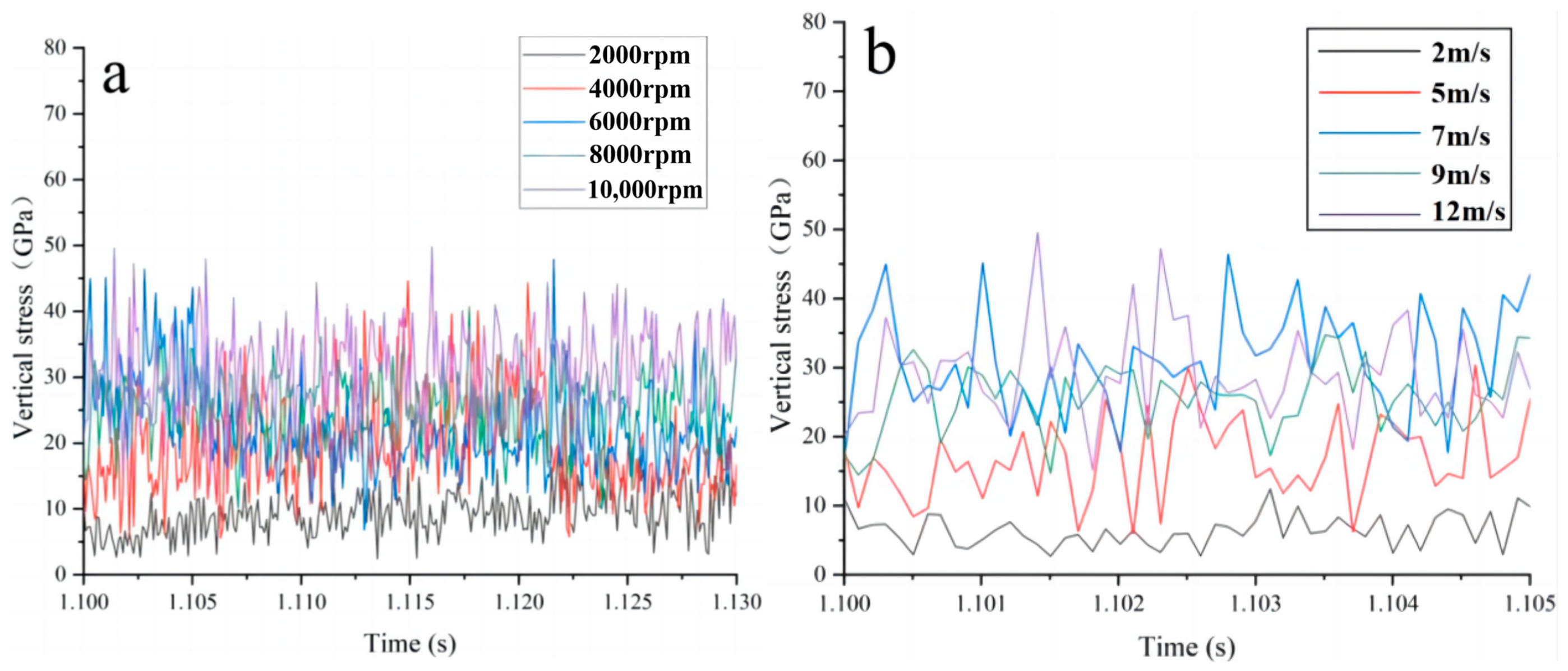
Figure 16 provides a comprehensive summary and comparison of vertical stress versus time curves for diamond at different speed intervals [
30]. Initially, during the onset of cutting, the stress experiences a relatively modest increase, primarily attributable to the deformation caused by the face’s extrusion. However, as drilling advances, the diamond stress undergoes pronounced and periodic fluctuations. This fluctuation is spurred by the expanding depth and width of the diamond as it penetrates the rock, leading to a rapid surge in diamond stress. The process of the diamond crushing the rock goes hand-in-hand with stress–strain accumulation within the rock unit, persisting until the unit is ultimately eliminated. Consequently, the contact area between the diamond and the rock diminishes, precipitating a rapid drop in stress values. Subsequently, as drilling persists, the diamond face re-establishes contact with the rock surface, causing stress values to once again ascend. This cyclical process of stress fluctuation exhibits periodicity.
The peak of the cutting force increases as the speed increases and the distance between adjacent peaks decreases. The cycle time for the diamond to finish cutting and crushing the rock becomes shorter. From the previous analysis of the results of diamond drilling at high speeds, the increase in speed leads to a decrease in the depth of cut per revolution of the diamond. According to the existing research, the lower the cutting depth, the lower the plastic deformation of the rock, which leads to the plastic deformation of the rock and reduces the efficiency of rock crushing.
However,
Figure 8 shows that after the rotational speed reaches 7 m/s, the diamond-cutting depth per revolution is basically stable, but the residual equivalent plastic strain value of the rock appears to be greatly reduced. This shows that the depth of cut is not the only evaluation index that affects the transformation of the elastic–plastic crushing mechanism of the rock, but that the change in rotational speed also has a great influence. In conclusion, according to the simulation results, the optimum speed range is 7 m/s–9 m/s, taking into account the diamond-cutting force, the MSE and the equivalent plastic strain value of the rock.
For a more comprehensive analysis of energy consumption in rock crushing and the distribution of different energies across various speed intervals, this paper examines the internal energy of the entire rock-crushing model and the energy consumed by drilling teeth during rock crushing from two distinct perspectives. Rock, as a complex elastic–plastic material, undergoes fractures that result from the combined influence of dissipative energy and releasable energy. Dissipative energy predominantly leads to damage and the plastic deformation of rock units, serving as the primary driving force behind the creation of new surfaces during rock fracturing. Elastic strain, on the other hand, causes elastic deformation within the rock, and energy is subsequently released when the rock is unloaded. Upon subjecting the rock to loading, two key changes occur: the formation of new surfaces and the development of internal plastic strain and damage.
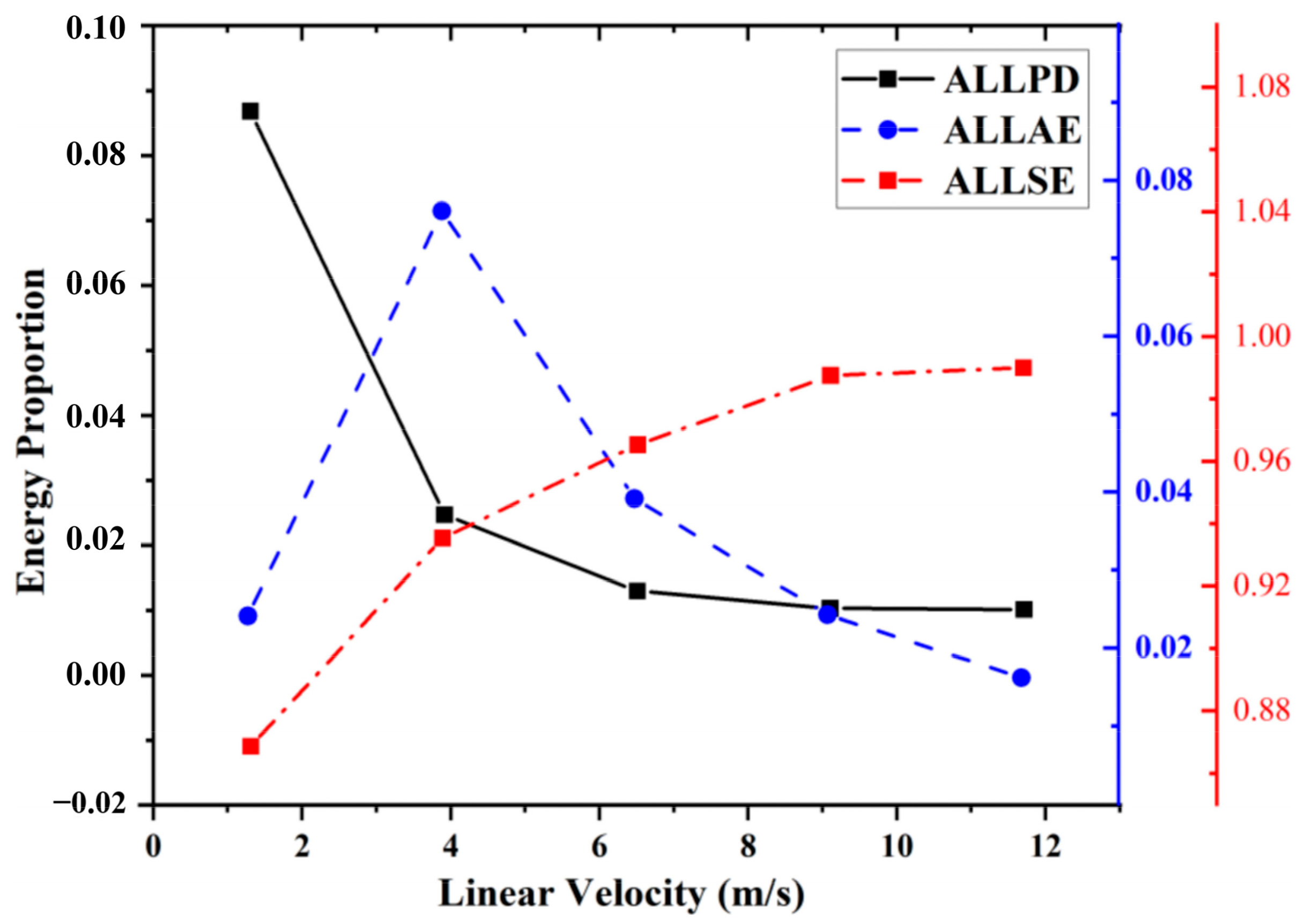
For the entire diamond rock crushing model, the total energy involved in the rock crushing process can be categorized into three components: the kinetic energy exerted by the drill bit (ALLKE), the internal energy of the rock (ALLIE), and the external work performed (ALLWK). To gain a deeper understanding of the energy distribution within the rock during the entire process, from stress–strain accumulation to reaching the damage value unit due to the action of the drill teeth, it is essential to elucidate the study of energy distribution. In ABAQUS, the internal energy (ALLIE) encompasses several aspects, including the recoverable elastic strain energy (ALLSE), energy dissipation associated with inelastic processes (ALLPD), viscoelasticity, and pseudo-strain energy (ALLAE). It is important to note that pseudo-strain energy accounts for energy stored in hourglass resistance and shear within the shell and beam units and is not part of the core system itself. However, in the simulation results of the rock-crushing process by the drill teeth, the contribution of viscoelastic energy dissipation is negligible.
Figure 17 illustrates the percentage of internal energy distribution during each phase of the rock crushing process by the drill teeth at different speeds. Notably, as the rotational speed increases, the dissipation of plastic strain energy decreases significantly. Specifically, during stages I (2 m/s–7 m/s) and III, plastic energy dissipation decreases markedly and stabilizes. These results further underscore how an increase in rotational speed alters the rock-crushing mechanism, leading to a notable reduction in energy consumption during diamond rock crushing.
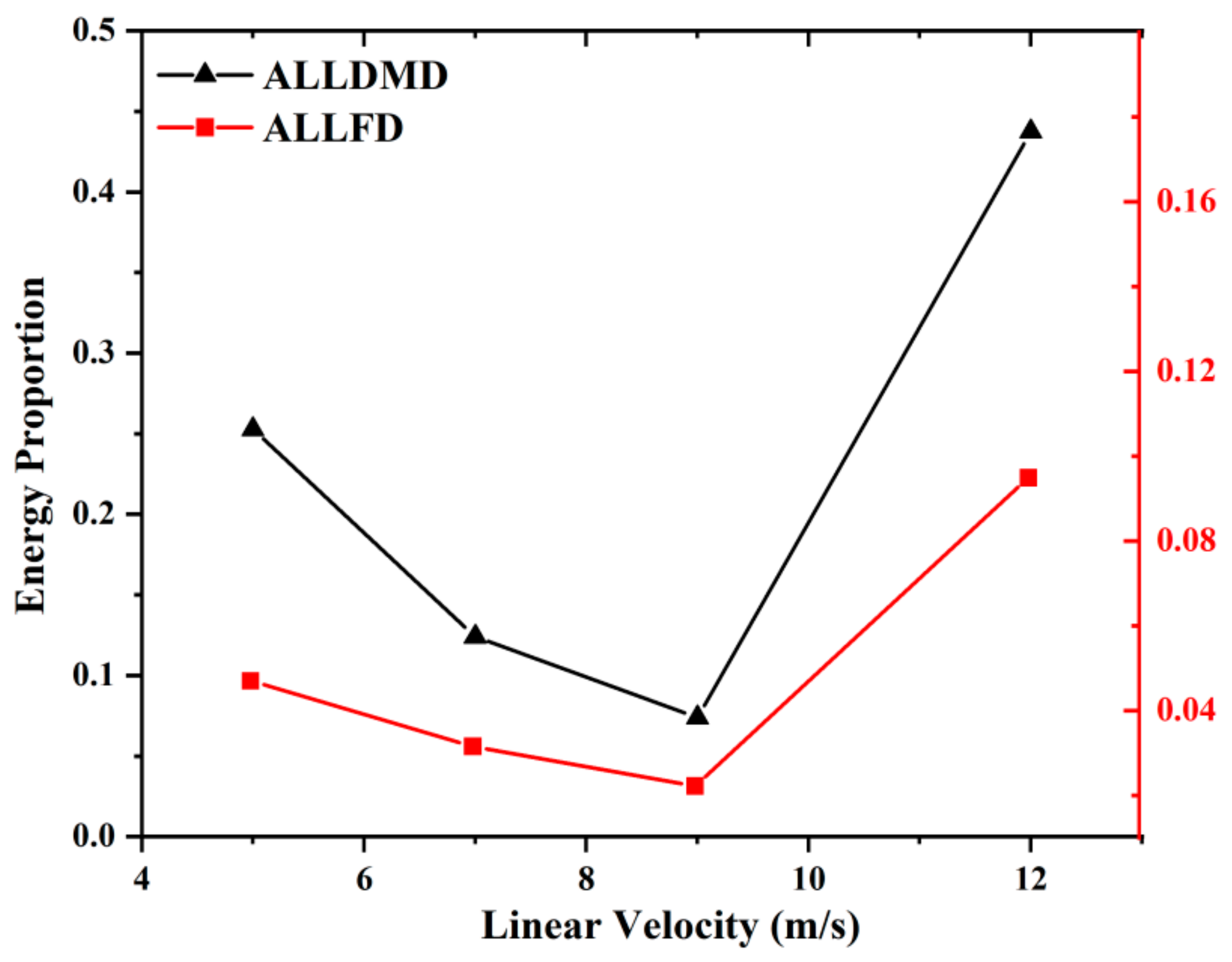
Based on existing research into the forces and energy involved in rock crushing by drill bits, it is commonly recognized that the forces and work performed by the drill bit can be broadly categorized into two components. These components encompass the work required to compress and crush the rock via the front face of the bit and the work needed for the frictional interaction between the back face of the bit and the rock. In this study, we further break down the energy dissipation during rock crushing by diamond into two distinct parts: the energy dissipated through friction (ALLFD) and the energy dissipated as a result of rock crushing and crack damage (ALLDMD).
Figure 18 provides insights into the ratio of frictional energy dissipation to energy dissipation from rock damage at various speeds. During stages I and II, the trend of decreasing proportions between these two energy components closely aligns with the increase in linear velocity. This reduction in the ratio of energy spent on rock damage versus energy spent on friction suggests that, at higher rotational speeds, a larger share of energy is directed toward raising the temperature of the rock. This observation underscores that conventional speeds do not result in improved rock-breaking efficiency by the diamond. However, when the rotational speed surpasses 9 m/s, as observed in stage III, the proportion of energy allocated to rock crushing and friction increases. This shift signifies that, at ultra-high speeds, more energy is being utilized for the purpose of rock crushing. By reducing the portion of unused, ineffective work, a greater amount of energy is effectively channeled toward rock fragmentation, thereby significantly enhancing drilling efficiency.
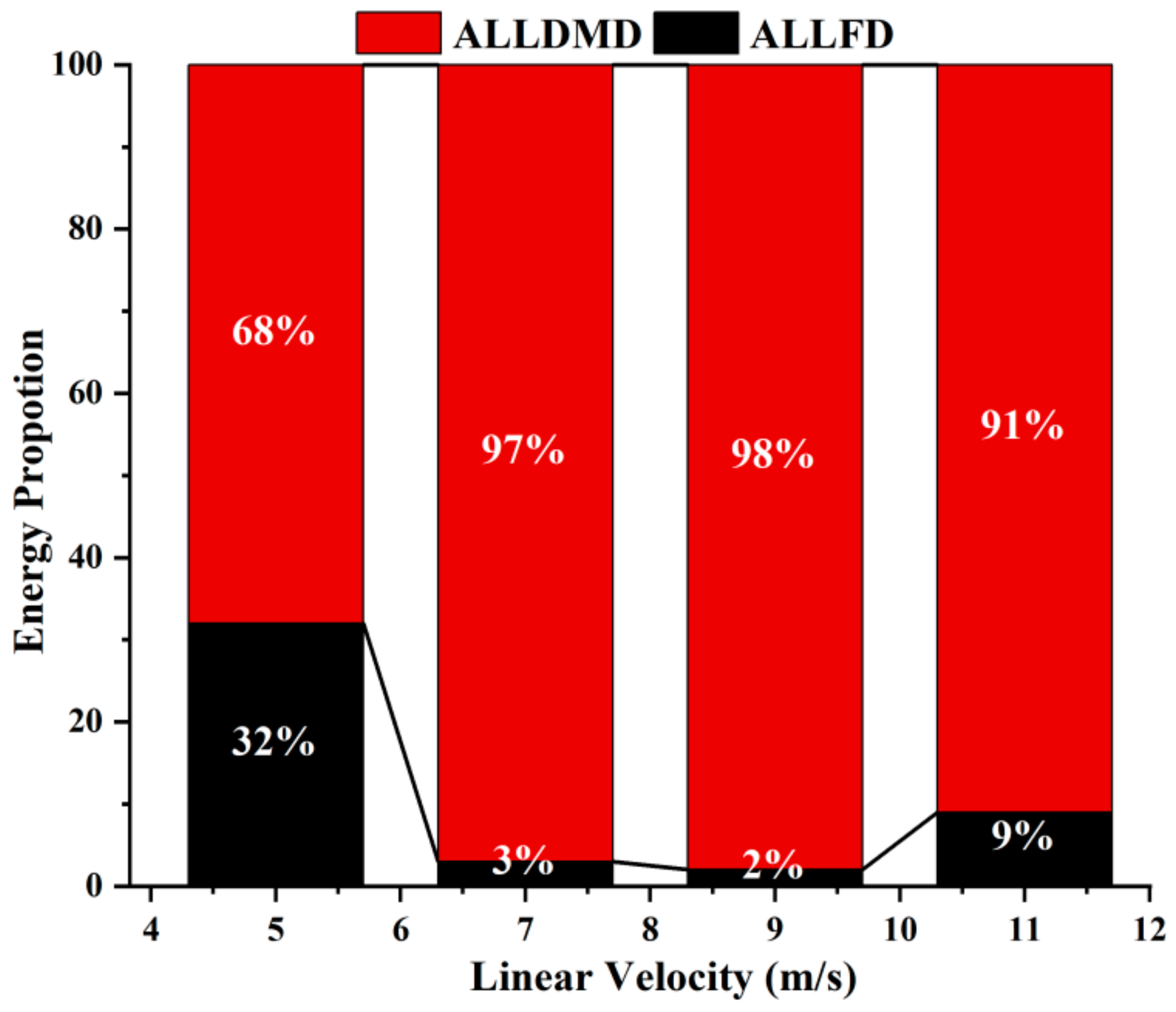
Considering both
Figure 18 and
Figure 19, it becomes evident that the primary contributor to energy consumption during rock crushing is the energy expended in the process of rock damage, while the fraction associated with friction energy consumption remains relatively minor. At 5 m/s, friction energy consumption makes up 32% of the total energy consumption. However, within the speed range of 7–9 m/s (corresponding to stage II), friction energy consumption is notably reduced when compared to stage I. Subsequently, after reaching 9 m/s, friction energy consumption gradually increases. These observations lead us to conclude that the optimal rotational speed interval lies between 7–9 m/s.



























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}