1. Introduction
Asphalt pavement has been widely used in the road field because of its good elasticity and plasticity, high driving comfort and strong load capacity [
1,
2]. At present, asphalt pavement is made of hot mix asphalt (HMA). However, HMA needs to heat the asphalt to more than 160 °C, and the temperature of the paving and compaction of the mixture is usually not lower than 140 °C [
3]. Heating asphalt and mineral materials consumes a large amount of energy. Large amounts of smoke and toxic gases are emitted during construction, which have many adverse effects on the construction workers and the environment. While global warming and energy shortages are receiving increasing attention, researchers and users in the asphalt industry are working hard to find some environmentally-friendly materials and technologies. Warm mix asphalt (WMA) is a mixture that can be mixed and compacted at relatively low temperatures using some WMA techniques [
4]. WMA yields numerous mechanical, environmental, economic, and operational benefits through lowering its production temperature by 10 °C to 38 °C compared to conventional HMA [
5]. As a green road construction technology with energy saving and emission reduction, WMA has attracted widespread attention. At the same time, its technical characteristics of reducing mixing and compaction temperature of asphalt mixture make its moisture damage more complex than that of HMA. Because of these numerous potential benefits, the use of WMA has increased rapidly over the past decade [
6,
7].
WMA may cause moisture damage because of the lower production temperature. Many studies have been performed on the moisture damage of WMA mixtures [
8]. It was observed that WMA was more water sensitive than HMA [
9,
10]. Evotherm WMA and foamed bitumen WMA have better water stability than the other WMA [
11,
12]. The water stability of Sasobit WMA is significantly lower than that of HMA. As a result, the adhesion capacity of the interface between WMA and aggregate is low, and water damage is more likely to occur than in HMA [
13,
14]. Most of the research was carried out in the laboratory without considering the changes of moisture susceptibility of WMA under the usual conditions. During the construction process and long-term use, the asphalt material is inevitably affected by environmental factors such as light, heat, and water, which cause the asphalt binder and the mixture to age, to a certain extent, thus affecting moisture damage. Research on the heat aging of asphalt has been carried out, and uniform test standards and specifications have been established. However, research on photo-oxidation aging of asphalt is relatively rare, and there is no uniform test standard. Furthermore, the aging effect of light cannot be ignored [
15,
16].
Although ultraviolet light accounts for only 5% in the solar spectrum, its shortest wavelength and highest energy can destroy the molecular structure of the material, resulting in performance degradation of the asphalt binder [
17,
18]. Ultraviolet (UV) aging mainly occurs on the surface of asphalt. Photo-oxidation aging has a significant effect on the performance of asphalt at a depth of 3 μm, which gradually decreases with the increase of asphalt film thickness [
19]. Macroscopically, the degree of penetration, ductility decrease, viscosity, and softening point increase. Microscopically, resulting in an increase in colloidal instability index and relative carbonyl index, large-molecular-weight substances are formed, and asphalt performance deteriorates [
20,
21]. The performances of UV aging and pressure aging vessel (PAV) aging on asphalt by means of penetration, ductility, softening point, and viscosity were compared. It was found that UV 100 h < PAV < UV 200 h [
22,
23]. There are considerable research results in the study of WMA’s high- and low-temperature performance and aging mechanism after UV aging, but little has been reported on the moisture damage characterization and evaluation of WMA after UV aging.
At the same time, it is important to characterize and evaluate the moisture-induced damage of the adhesion of WMA during UV aging conditions. At present, the evaluation methods for water damage of the asphalt mixture include the Marshall water immersion, freeze–thaw split, indirect tensile strength, and Hamburg wheel tracking tests. However, the correlation between the above methods and field observations is not good, which cannot suitably reflect the mechanism of water damage as reported. From the perspective of the mechanism, the attenuation of adhesive force between asphalt and aggregate surface is the main cause of moisture damage. Cohesive failure or adhesive failure at the asphalt–aggregate interface is the main cause of moisture-induced damage.
In recent years, many researchers have tried to use the surface free energy (SFE) theory to find a direct quantitative characterization method for moisture damage of asphalt mixtures [
24]. Liu systematically described the asphalt SFE test method based on Wilhelmy plate method and the column wicking technique from the aspects of test solution selection, contact angle data validity verification, and SFE calculation [
25]. In terms of raw materials, the adhesion work produced by the larger Lewis acidity and the smaller van der Waals force is beneficial to the improvement of the interfacial adhesion performance of the asphalt–aggregate system [
26]. According to the surface energy of different matrix asphalts, the obtained clay cohesive work with its pull-off strength was compared. It was found that the cohesive work had a good correlation with the two parameters of pull-off strength [
27]. It is believed that the SFE method can be used to characterize the water damage resistance of an asphalt mixture [
28,
29]. In summary, researchers have done much research and achieved many results on the water damage of warm asphalt. However, the surface energy theory has rarely been used to study the adhesion properties of WMA after UV aging.
The purpose of this study is to investigate the effect of a warming mix agent on the bonding performance of WMA under UV aging based on the SFE theory. WMA binder was prepared by adding Evotherm M1 and Sasobit to pure asphalt. The self-developed UV aging box and rotating film oven were used to age the uniform asphalt and two kinds of asphalt binders. The asphalt samples were aged by pressure aging vessels. The contact angle of pure asphalt and two kinds of WMA binders with distilled water, glycerine, and formamide during UV aging was measured using the solid drop method. Using the SFE theory, the SFE and its composition, bonding work, stripping work, and compatibility of asphalt mixture before and after UV aging were obtained.
2. Surface Free Energy Theory
A method for the determination of the surface energy of bitumen and its components is discussed. According to the analysis by Fowkes et al., the surface energy of a substance (
) is mainly composed of a polar component (
) and a dispersion component (
); the polar component includes a Lewis acid (
) and a Lewis base (
). The relationship is as shown in Equation (1):
During the mixing process, the asphalt will wrap and adhere to the aggregate surface. According to the surface physicochemical theory, the surface energy change of the asphalt and aggregate system can be expressed by Equation (2):
Among them, is asphalt–aggregate adhesion work, is asphalt surface energy, is aggregate surface energy, is interface energy on the interface between asphalt and aggregate.
According to the description in the literature [
30], the free energy of the interface between asphalt and aggregate can be expressed by Equation (3):
and are the dispersion components of asphalt and aggregate, but and are the polar components of asphalt and aggregate, respectively.
In addition, according to Young’s equation, the relationship between the contact angle of asphalt and stone surface and its SFE and interface energy satisfies the relationship shown in Equation (4):
Combining Equations (1) to (4), we can obtain Equation (5) as follows:
In fact, Equation (5) is the classic Young–Dupre formula. Notably, this formula has two effects in this study.
In the mixing process of asphalt mixture, the asphalt is Newtonian fluid. Then, the SFE of asphalt and aggregate and its component can be substituted into Equation (5), and the adhesion work of the asphalt–aggregate system can be obtained.
At normal temperature, the asphalt is solid. If the contact angles of the three liquids with known surface energy parameters and the surface of the solid asphalt are respectively measured, the equation can be established according to Equation (5) to obtain the SFE component value of the asphalt. Substituting it into Equation (1), we can calculate the SFE of asphalt.
Asphalt cohesion calculation. The water damage of asphalt mixture mainly includes two aspects: the cohesion failure of asphalt cracking and the adhesion failure of asphalt from the surface of aggregate. The SFE of asphalt and its component value are not the final indicators required for research. As described above, from a thermodynamic point of view, the energy required to produce a new surface per unit area of a material under vacuum is the surface energy of the material. For asphalt, the cohesion failure per unit area can produce two new asphalt surfaces, and it is known that the cohesion work (
) is numerically equal to 2 times the surface energy value, as shown in Equation (6):
Asphalt–aggregate adhesion work calculation. As described above, the adhesion work of the asphalt aggregate can be calculated by Equation (5).
Peeling work calculation. The adhesion work of asphalt–aggregate characterizes the adhesion ability of asphalt and aggregate under anhydrous conditions. In actual engineering, water must participate in the asphalt mixture. In fact, the water damage of the asphalt mixture often occurs because the intrusion of water causes the asphalt–aggregate interface to be displaced by the water–aggregate interface and the water–asphalt interface, thereby causing the asphalt to peel off from the aggregate surface. According to the above analysis, combined with the SFE theory, the calculation formula of the peeling work (
) can be obtained as shown in Equation (7):
, and are the dispersion components of water, Lewis acid, and Lewis base, respectively.
Compatibility rate calculation. To analyze the compatibility of asphalt and aggregate from in terms of moisture damage, the compatibility ratio (CR) of the asphalt–aggregate system can be calculated according to Equation (8).
The greater the compatibility ratio of the asphalt aggregate combination, the better the adhesion performance between the two, and the stronger the water damage resistance.
3. Materials and Methods
3.1. Materials
SK base asphalt binder with a penetration grade of 90 was used in this study, which was obtained from the SK Petroleum Asphalt Factory, South Korea. The results for basic asphalt rheology tests are displayed in
Table 1, including penetration, softening point, and ductility, which meet the requirements of the Chinese ‘Technical Specifications for Highway Asphalt Pavement Construction’ (JTG F40-2004). The basic test is carried out according to the Chinese specifications called ‘Standard Test Methods of Bitumen and Bituminous Mixtures for Highway Engineering’ (JTG E20-2011).
The warming agent prepares the WMA for the Evotherm M1 warming agent provided by the American Medvevik company and the Sasobit warming agent produced by the German Sasol Wax company. Evotherm M1 warming agent is a kind of polymer surfactant and anti-peeling agent, which shows the effect of viscosity reduction, dispersion, emulsification, anti-flaking, and lowering construction temperature under certain conditions. Sasobit warming agent is an organic viscosity-reducing high-efficiency warming agent. The performance parameters are shown in
Table 2.
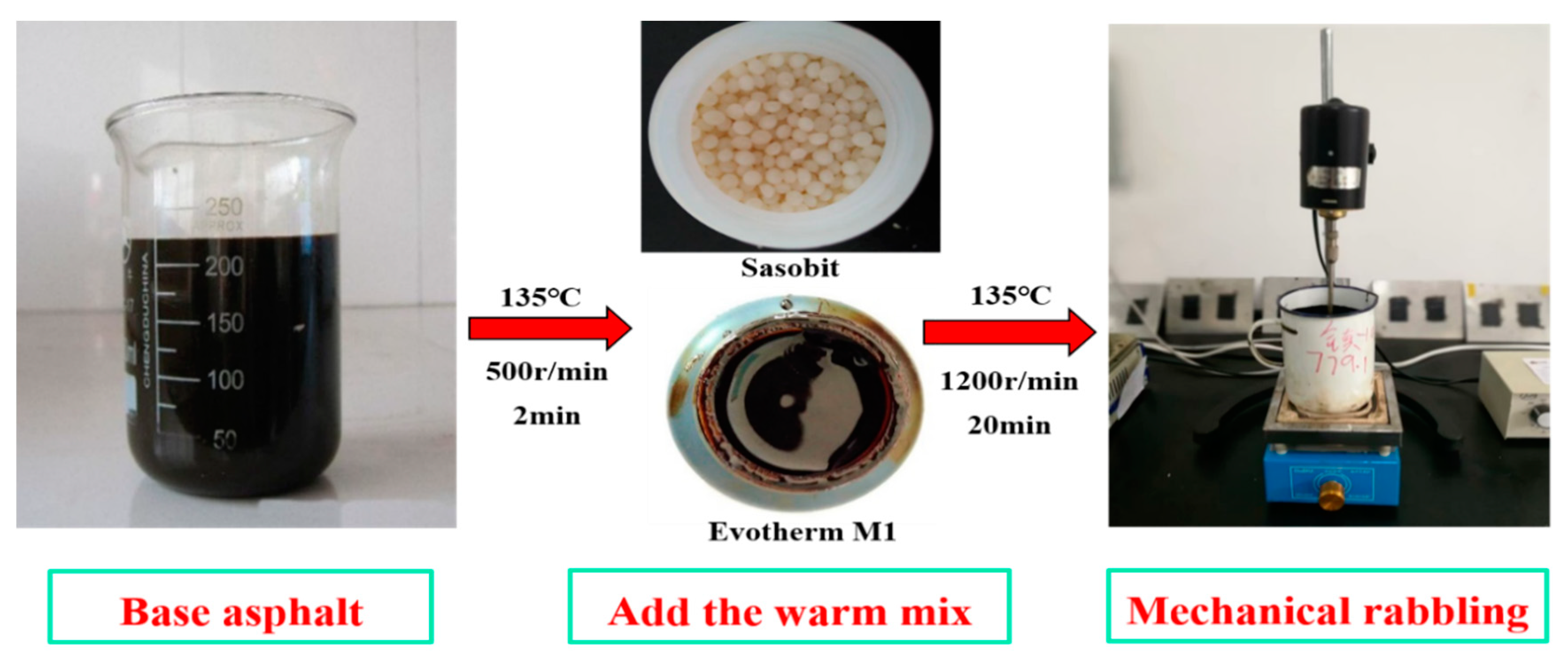
3.2. Preparation of WMA Binders
First, the origin asphalt was preheated in an oven at 135 °C for 1 h, and 500 g of neat asphalt was weighed. Second, the mass fractions of 0.5% Evotherm M1 warming agent and 3% Sasobit warming agent were mixed with a mixer at 500 r/min speed for 2 min. Finally, the mixture was stirred at a high speed at 135 °C and 1200 r/min for 20 min to prepare a warm asphalt. The specific process and parameters are shown in
Figure 1.
3.3. Short-Term Aging Test
The rolling thin-film oven test (RTFOT) aging test was used to simulate the short-term thermal oxygen aging process of asphalt. Compared with the film oven aging test, in addition to the different heating equipment and aging parameters used by RTFOT, a larger feature is that air nozzles are set in the rotary film oven. While rotating the asphalt, the hot air can be sprayed into the glass-filled sample bottle through the air nozzle to accelerate the aging of the asphalt. The RTFOT test in this study was carried out according to the method specified in the Test Procedure for ‘Highway Engineering Asphalt and Asphalt Mixture’ (JTG E20-2011). In this test, 35 ± 0.5 g of asphalt to be tested was weighed, and it was poured into the aging bottle. The aging environment of the asphalt during the mixing process was simulated using an asphalt RTFOT aging at 163 °C, an air flow of 4000 ± 200 mL/min, and a turntable speed of 15 ± 0.2 r/min for 85 min.
3.4. Pressure Aging Test
Research on the heat aging method of asphalt is somewhat well-established and uses the pressure aging recommended by SHRP to simulate the long-term aging of asphalt. The pressure aging test is used to simulate the long-term aging process of asphalt under the influence of environment and load during road use. As with the RTFOT test, a standard PAV aging test was performed on RTFOT aged asphalt samples according to the method specified in the Test Procedure for ‘Highway Engineering Asphalt and Asphalt Mixture’ (JTG E20-2011). The PAV aging temperature was 100°C ± 0.5°C, the pressure was 2.1 ± 0.1 MPa, and the aging time was 20 h.
3.5. UV Aging Test
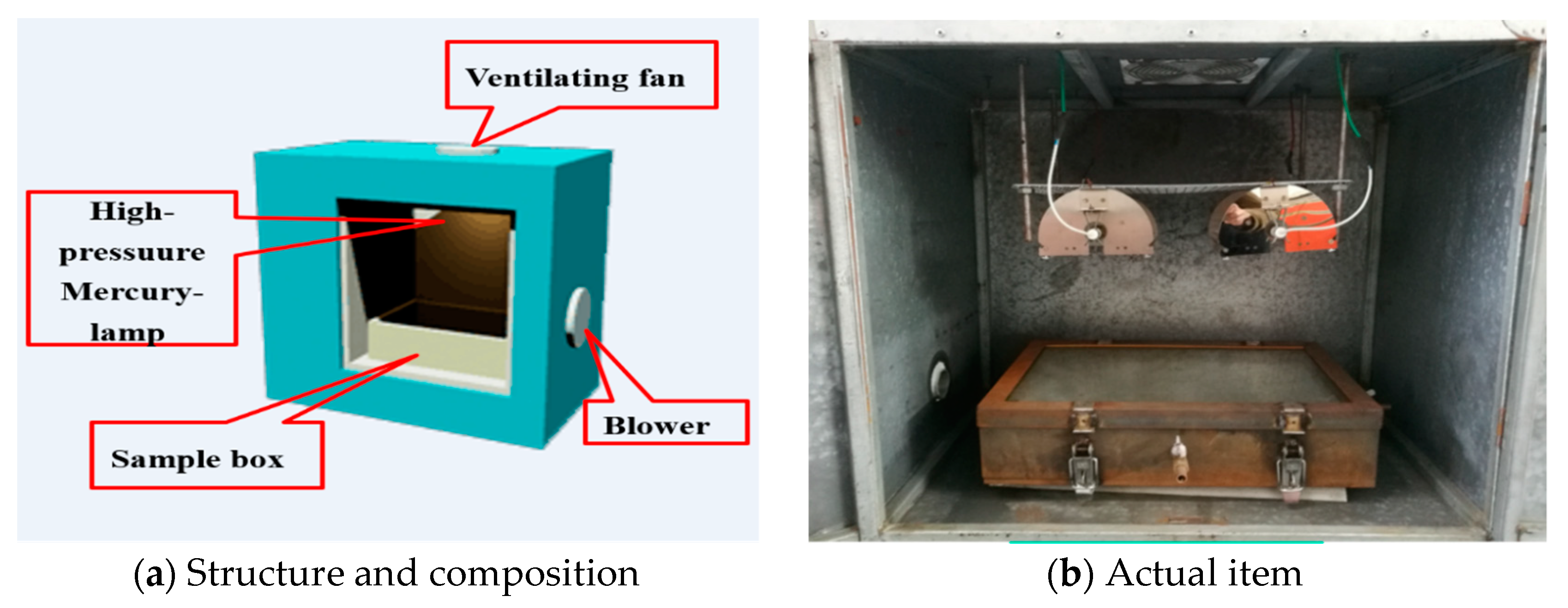
Selection and design of aging simulation systems. To simulate the aging of asphalt in outdoor UV conditions, an asphalt rotary film oven and a UV aging simulation system were selected for indoor accelerated asphalt UV aging. A high-pressure mercury lamp of model GYL230-220V-1000W is selected as the UV light source, its spectral range was 320–450 nm, and the main peak was 365 nm. It is an ideal light source for aging of UV polymer compounds. The self-designed UV aging simulation system consisted of two parts. The first part was the UV aging case, which included the UV aging box, air cooling system, UV lamp set, and temperature monitoring system. The second part was the UV aging sample part, which included the UV aging sample box and gas exchange system (
Figure 2). The UV aging simulation system is suitable for asphalt light, light-heat, and light-heat-oxygen aging tests, the temperature can be controlled within the range of 60 °C~130 °C, and the UV intensity can be controlled between 50 and 600 w/m
2.
Instructions. According to the testing purpose and the design requirements, 15.4 g of asphalt after RTFOT aging was poured into an aging plate with a diameter of 140 mm, and the aging plate was placed in a 163 °C rotating film oven 10 min to make UV aging test specimen. The UV sample chamber could hold 6–8 tray asphalt samples. The UV sample box door covered the UV sample box. The box buckle was fastened, and the UV sample box was placed in the UV aging box so that the asphalt sample was facing the UV lamp set. The gas inlet of the ultraviolet sample box was connected to the gas valve, and the vacuum pump, the nitrogen outlet, and the negative pressure gauge were connected. The inlet and outlet valves of the UV sample box were opened, and the box was filled with nitrogen at a flow rate of 400 mL/min for 20 min. The exhaust valve was closed, the vacuum pump was opened, and the air pressure in the UV sample chamber was pumped to −0.1 MPa. The previous gas exchange step was repeated, and the inflation port and the exhaust port were closed. The UV aging test box door was closed, and the time switch was set between the total time control switch and the UV lamp group. After connecting the device power supply, the electric shock protector switch was closed to operate the device for the UV aging test. The main parameters of this test were a temperature range of 65–70 °C and an average irradiation intensity of 200 w/m2.
3.6. Contact Angle Preparation and Measurement
The contact angle preparation method and test are shown in
Figure 3. First, the asphalt was heated in an oven at 135 °C for about 1 h. Then, 1.5 g of hot asphalt was poured onto the slide, the slide was placed on the heating rack, and the heating rack was adjusted to keep the heating plane level. The asphalt was heated to a temperature of about 135 °C for 20 min to obtain a smooth asphalt test surface. After the asphalt was heated, it was allowed to cool to room temperature, and then moved to a sealed dry container horizontally for 24 h to perform a contact angle test.
The German Oriental Defi OCA25 video optical contact angle measuring instrument was selected, and the contact angle samples were titrated with three known liquids by the lying drop method to measure the contact angle. Refer to previous research for the calculation of the surface energy and its components, adhesion work, exfoliation work, and compatibility rate [
31]. The surface energy parameters of the three test liquids are shown in
Table 3.
4. Results and Discussion
4.1. Contact Angle
The contact angle refers to the tangent of the gas–liquid interface at the intersection of the gas, liquid, and solid phases. The angle θ between the tangent and the solid–liquid boundary of the liquid is a measure of the degree of wetting. If θ < 90°, the solid surface is hydrophilic, that is, the liquid relatively easily wets the solid, and the smaller the angle, the better the wettability. If θ > 90°, the solid surface is hydrophobic, that is, the liquid does not easily wet the solid and easily moves on the surface. The final contact angle test results are the average of five parallel tests. The contact angle data are shown in
Table 4.
As shown in
Table 4, with the degree of aging strengthened, the contact angle of base asphalt and WMA with water gradually increased, indicating that aging improves the hydrophobicity of the asphalt [
24,
25]. In addition, for unaged asphalt, the contact angle of asphalt with water was: asphalt > Sasobit warm asphalt > Evotherm M1 warm asphalt. After RTFOT, UV, and PAV aging, the contact angle of asphalt with water was: Sasobit WMA > base asphalt > Evotherm M1 WMA. The change of the contact angle of Sasobit warm asphalt with water after aging presented as larger than that of Evotherm M1 warm asphalt.
According to the analysis, Sasobit is an organic synthetic hard wax that has strong hydrophobicity. Therefore, the hydrophobicity of Sasobit warm asphalt will increase accordingly. Evotherm M1 is a surface-active additive for Evotherm M1 WMA, of which the hydrophilic group may be one of the direct causes of the increase in the hydrophilicity of asphalt. The antistripping agent added to the Evotherm M1 warming agent can also increase the hydrophilicity of asphalt to some extent, leading to the minimum contact angle of Evotherm M1 warm asphalt after aging.
4.2. SFE
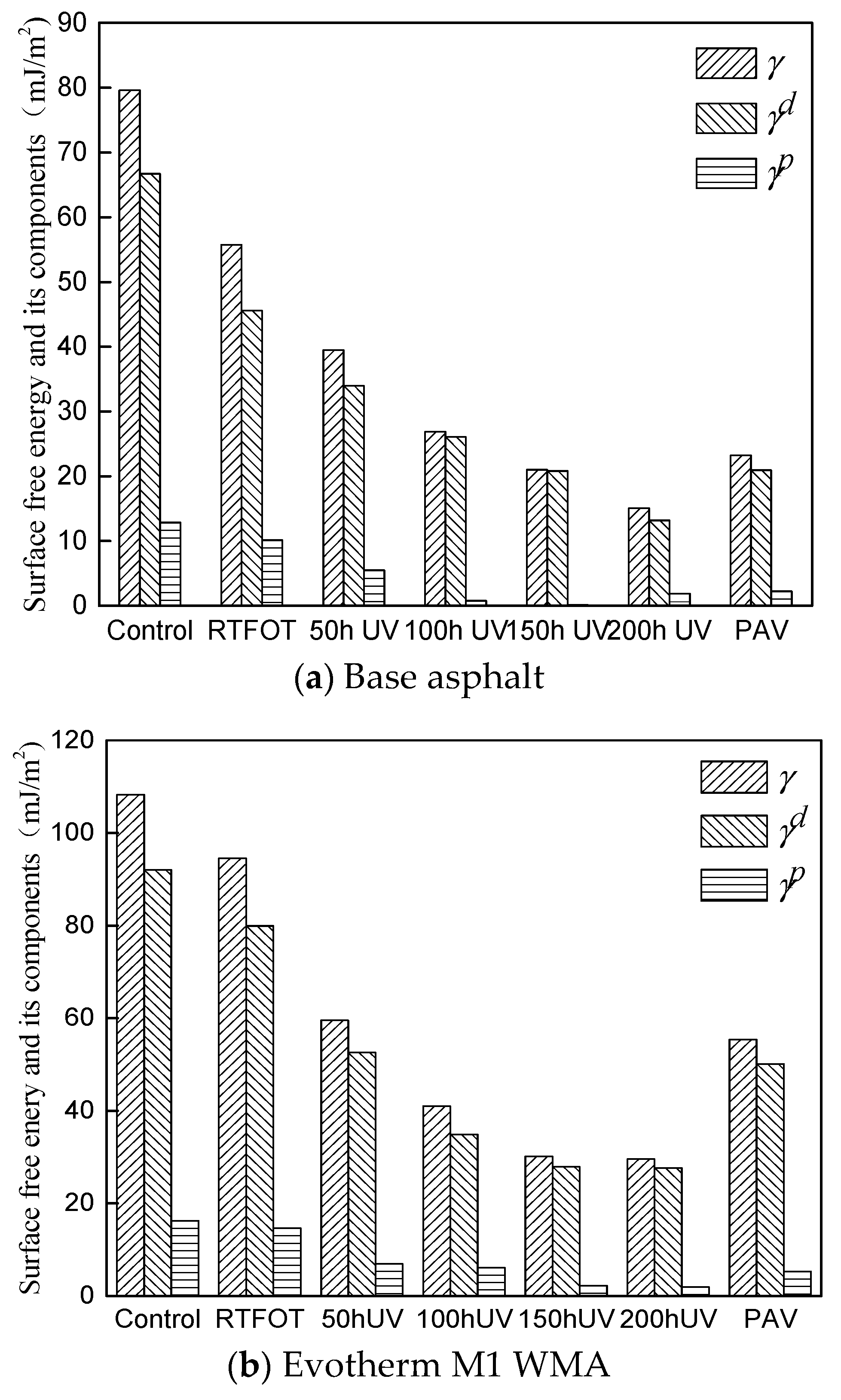
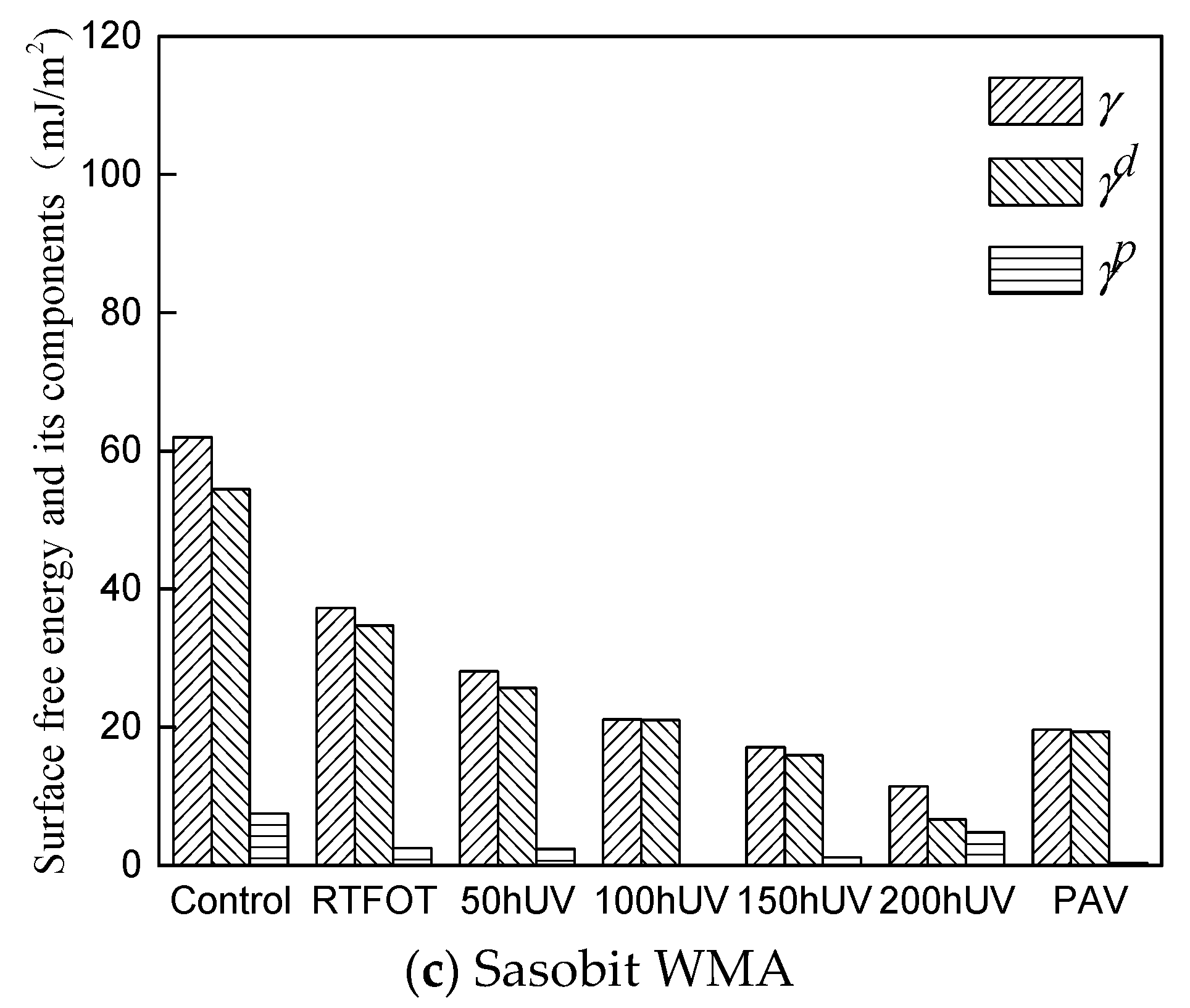
The SFE refers to the work that a certain material needs to do to create a new interface per unit area in a vacuum. The contact angle values of distilled water, glycerol, and formamide were compared with those of Evotherm M1 warm asphalt, and Sasobit warm asphalt was substituted into Equation (5). The surface energy component of the asphalt can be obtained by solving the equations, and the SFE of the asphalt is calculated according to Equations (1) and (2). The result is shown in
Figure 4.
The SFE and its components of base asphalt, Evotherm M1 warm asphalt, and Sasobit warm asphalt before and after UV aging are shown in
Figure 4. The SFE and its components of base asphalt and warm asphalt decreased after RTFOT aging. UV aging at different times and PAV aging decreased, but the extent of reduction was different. Compared with the base asphalt, the surface energy of the three asphalts decreased by 29.97%, 12.68%, and 39.84%, and the dispersion components decreased by 31.68%, 13.18%, and 36.20%, respectively. The polar components decreased by 21.11%, 9.82%, and 66.26%; after 200 h of UV aging, the surface energy decreased by 81.04%, 72.73%, and 81.53%, the dispersion components decreased by 80.21%, 69.97%, and 87.79%, and the polar components decreased by 85.33%, 88.38% and 89.32%, respectively. The surface energy after PAV aging and its component are between 50 h of UV aging and 100 h of UV aging. The reason for this is that the oxidative aging of asphalt causes the light components in the asphalt to undergo conversion to the heavy components through volatilization. The asphaltene content is significantly improved. Previous studies have shown that the higher the asphaltene content, the smaller the surface energy in the asphalt [
32,
33].
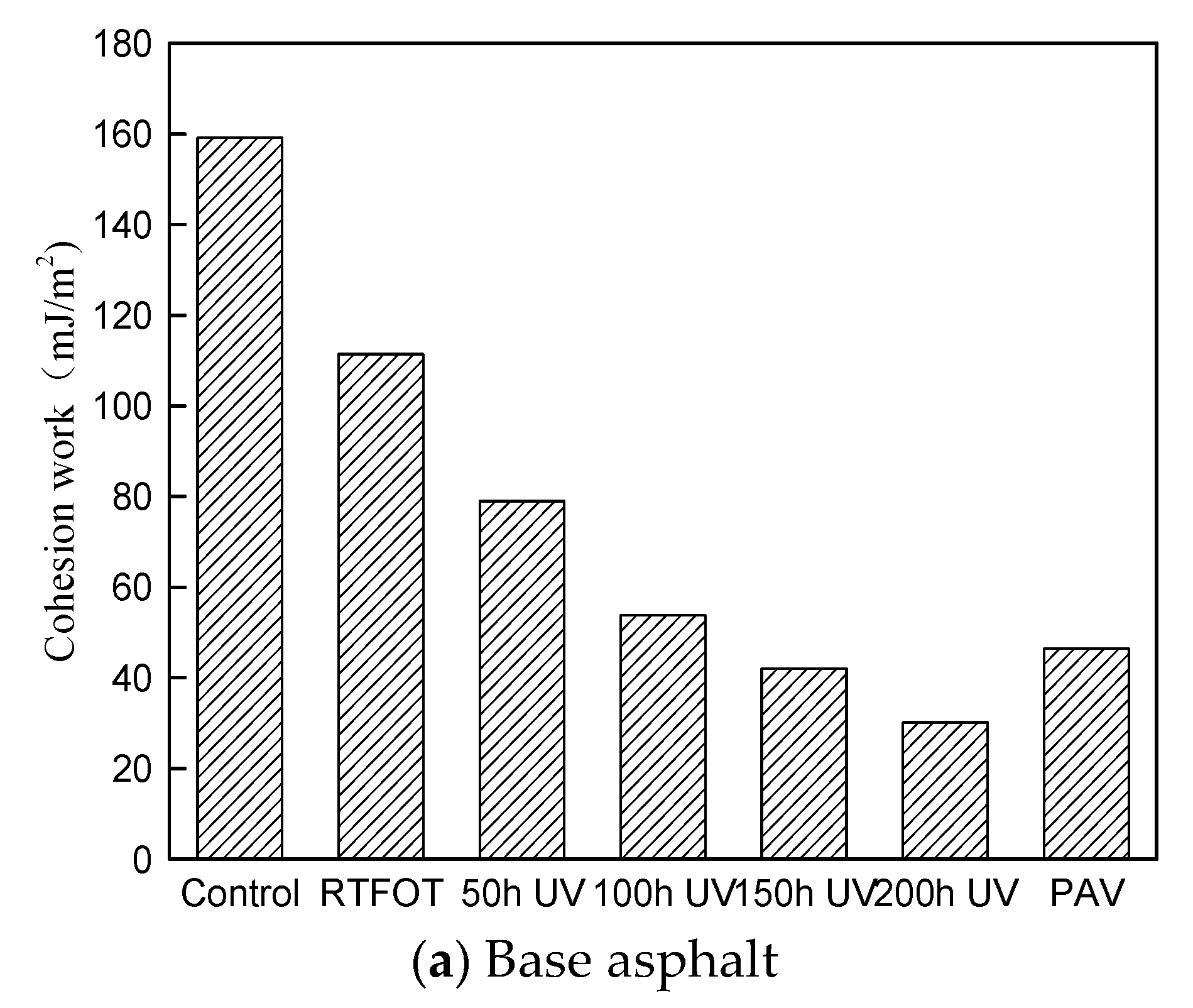
4.3. Cohesion Work
Cohesive work is an indicator to characterize the cohesive properties of asphalt. The greater the cohesion work, the better the cohesion properties of the asphalt and the stronger the resistance to cracking. The change in cohesion work for SK base asphalt, Evotherm M1 WMA, Sasobit WMA and different aging methods is shown in
Figure 5.
According to the description in
Section 2, the cohesion work is numerically equal to two times the SFE value. Therefore, the cohesive work of asphalt is consistent with the change trend of SFE with the addition of Sasobit and Evotherm warming agent. That is, the cohesion work of the three kinds of asphalt gradually decreases with the aging time, and the cohesion work of Evotherm M1 WMA tends to be stable after 150 h of UV aging. The addition of the warming agent makes the viscosity of the asphalt change differently. Compared with the base asphalt, the cohesion work of the asphalt decreased by 22.19% after adding Sasobit. The difference is that the cohesion work of the asphalt increased by 36.04% after adding the Evotherm M1 warming agent. Compared with the cohesion work of the neat asphalt, after 200 h of UV aging, the cohesion work of Evotherm M1 WMA decreased from 216.52 to 59.05 mJ/m
2 with a decrease of 72.73%. The cohesion work of Sasobit WMA decreased from 123.85 to 22.87 mJ/m
2 with a decrease of 81.53%. After PAV aging, the cohesion work of Evotherm M1 WMA decreased to 110.79 with a decrease of 48.83%. The cohesion work of Sasobit warm asphalt decreased to 39.27 mJ/m
2 with a decrease of 68.29%.
By comparing the changes in cohesion work of the three kinds of asphalt, it is found that the Evotherm M1 warm asphalt has the strongest resistance to cohesion failure, while Sasobit warm asphalt has the greatest possibility of cohesion failure. From a cohesiveness standpoint, the former exhibits relatively better resistance to water damage.
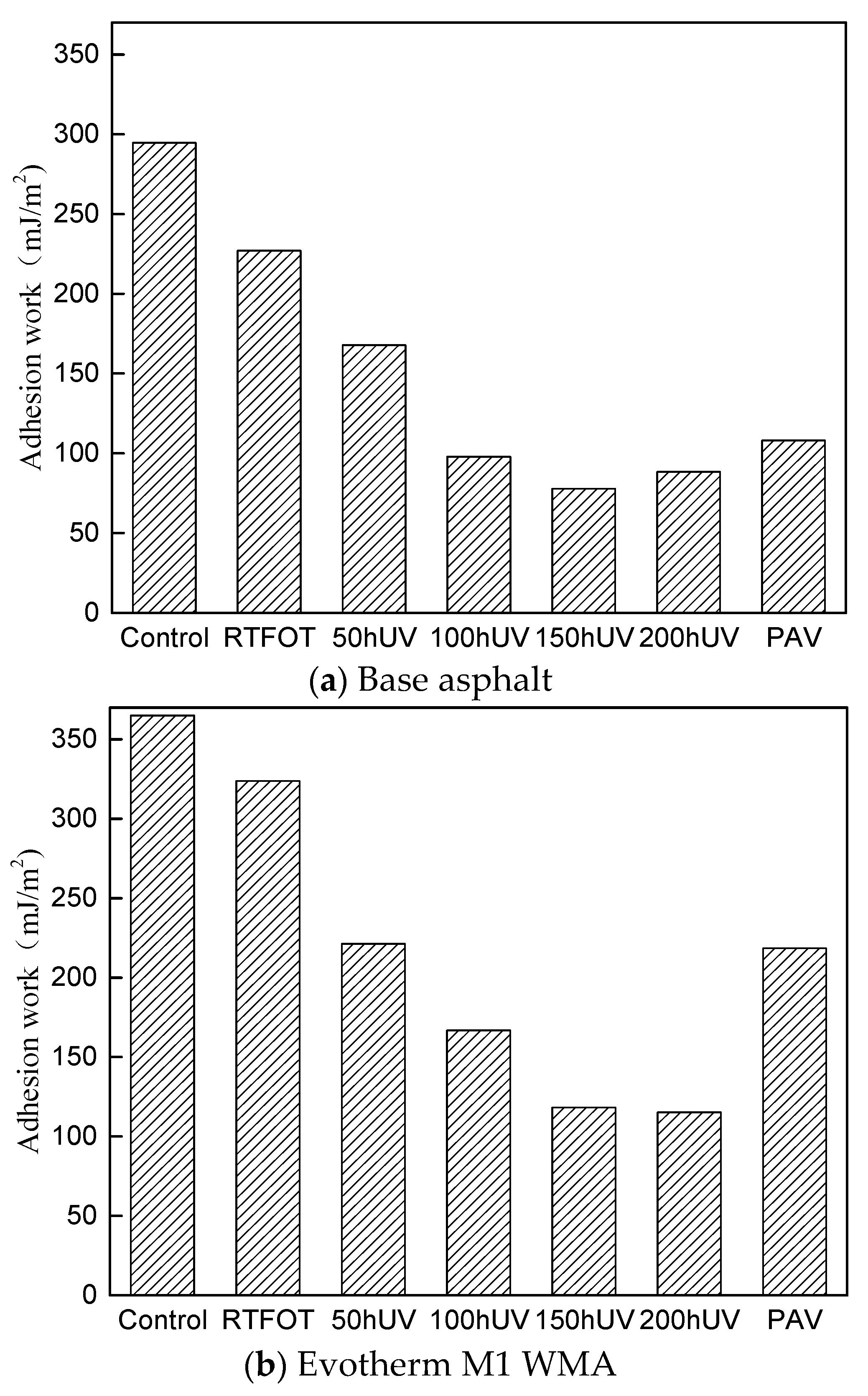
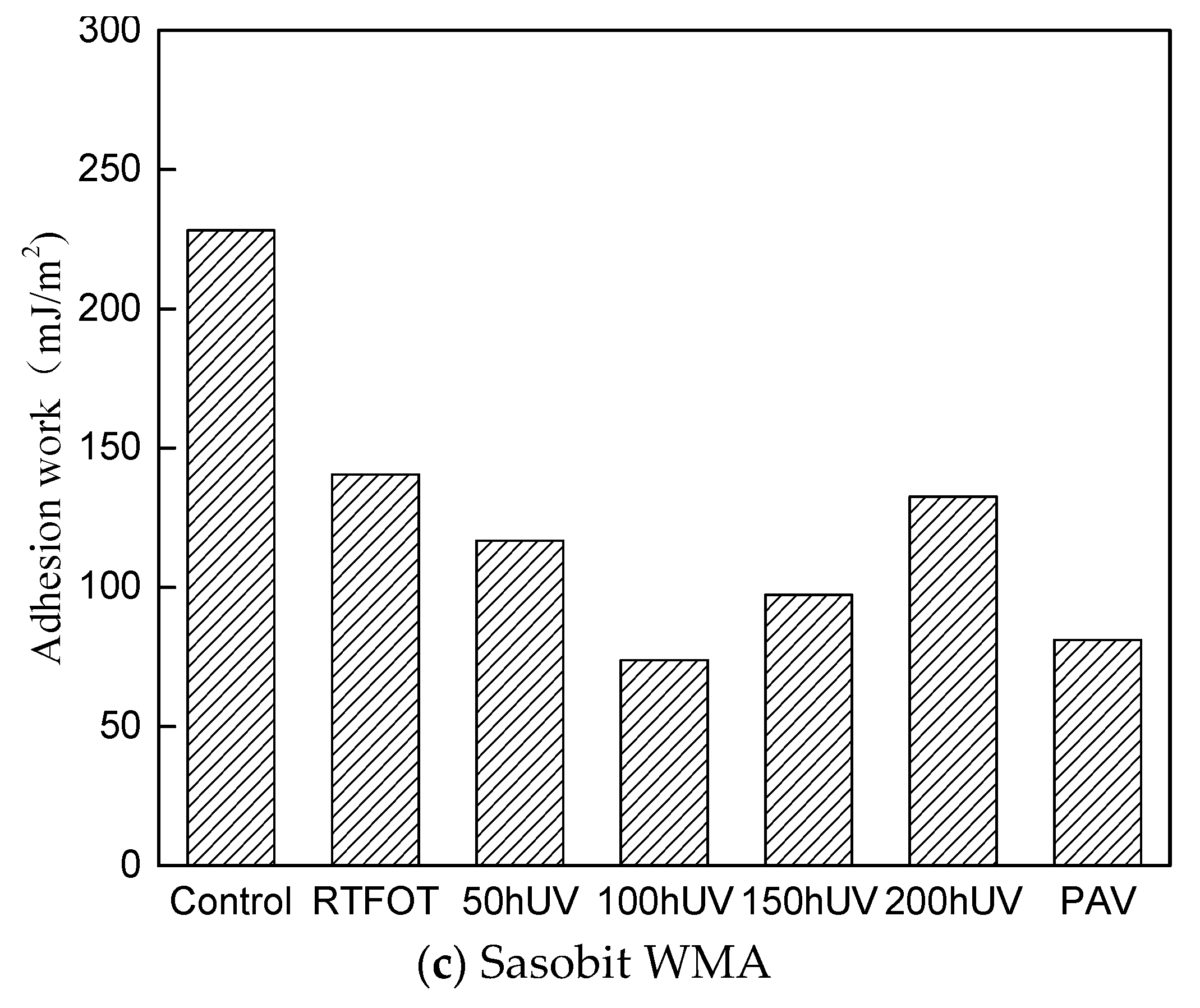
4.4. Adhesion Work
Adhesion work is an indicator to characterize the adhesion properties of asphalt and aggregate in a dry state. The greater the adhesion work of the asphalt–aggregate, the better the adhesion performance of the asphalt and the aggregate, and the stronger the water damage resistance [
34]. The water damage of the asphalt mixture mainly includes two aspects: the cohesive failure of the asphalt cracking and the adhesion failure of the asphalt from the surface of the aggregate [
35,
36]. Adhesion work is used to characterize the adhesion performance of asphalt and aggregate in the dry state. The larger the value, the better the adhesion performance of asphalt and aggregate, and the stronger the resistance to water damage [
37].
To make horizontal comparisons of different asphalts, the same aggregate was selected, and the adhesion work between it and different asphalts was calculated. Previous research and engineering practice have shown that alkaline limestone tends to adhere well to asphalt compared with acidic aggregates such as granite. Therefore, to decrease the adverse effects caused by the surface energy characteristics of the aggregate, limestone was selected as the aggregate, and its SFE and components were obtained according to a previous study [
34], as shown in
Table 5.
According to the calculation method for surface energy and its component, by substituting the SFE parameters of different asphalts and aggregates into Equation (5), the adhesion work of different asphalt and limestone aggregate systems can be obtained. The results are shown in
Figure 6.
On the whole, among the three kinds of asphalts (matrix asphalt, Sasobit warm asphalt, and Evotherm M1 warm asphalt), the adhesion work of Evotherm M1 warm asphalt and limestone is the largest, while the adhesion work of Sasobit warm asphalt and limestone is the least. The adhesion work of Sasobit warm asphalt and limestone is 22.57% lower than that of the neat asphalt and limestone. Compared with the neat asphalt, the adhesion work of Evotherm M1 warm asphalt and limestone increases by 23.63%. After aging, the adhesion of matrix asphalt, Evotherm M1 warm asphalt, and limestone gradually decreased. The adhesion of Sasobit warm asphalt–limestone decreased and then increased. The adhesion work of the matrix asphalt and Evotherm M1 WMA tended to be stable after 150 h of UV aging.
Related studies have shown that aging causes the light components in the asphalt to be converted to heavy components through volatilization; then the asphaltene content is greatly improved, the relative colloid/asphalt content is continuously reduced, and the asphaltene content is continuously increased, resulting in the attenuation of asphalt adhesion [
38]. When UV aging of 150 h is reached, the light component and the asphaltene content in the asphalt reach a relatively stable state, so that the asphalt adhesion performance tends to be stable. The adhesion work of Sasobit warm asphalt and limestone shows an inflection point at 100 h of UV aging—that is, the adhesion performance decreases first and then increases. Combined with the change of SFE parameters of Sasobit WMA shown in
Figure 4, the polar component of Sasobit WMA also showed a trend of decreasing first and then increasing with the extension of UV aging time, and the inflection point also appeared at 100 h of UV aging. According to the data, the increase of the polar component of Sasobit warm asphalt after aging is beneficial to the increase of the adhesion work of the asphalt–aggregate system, combined with the high-quality aggregates, and the adhesion of Sasobit warm asphalt after aging is improved.
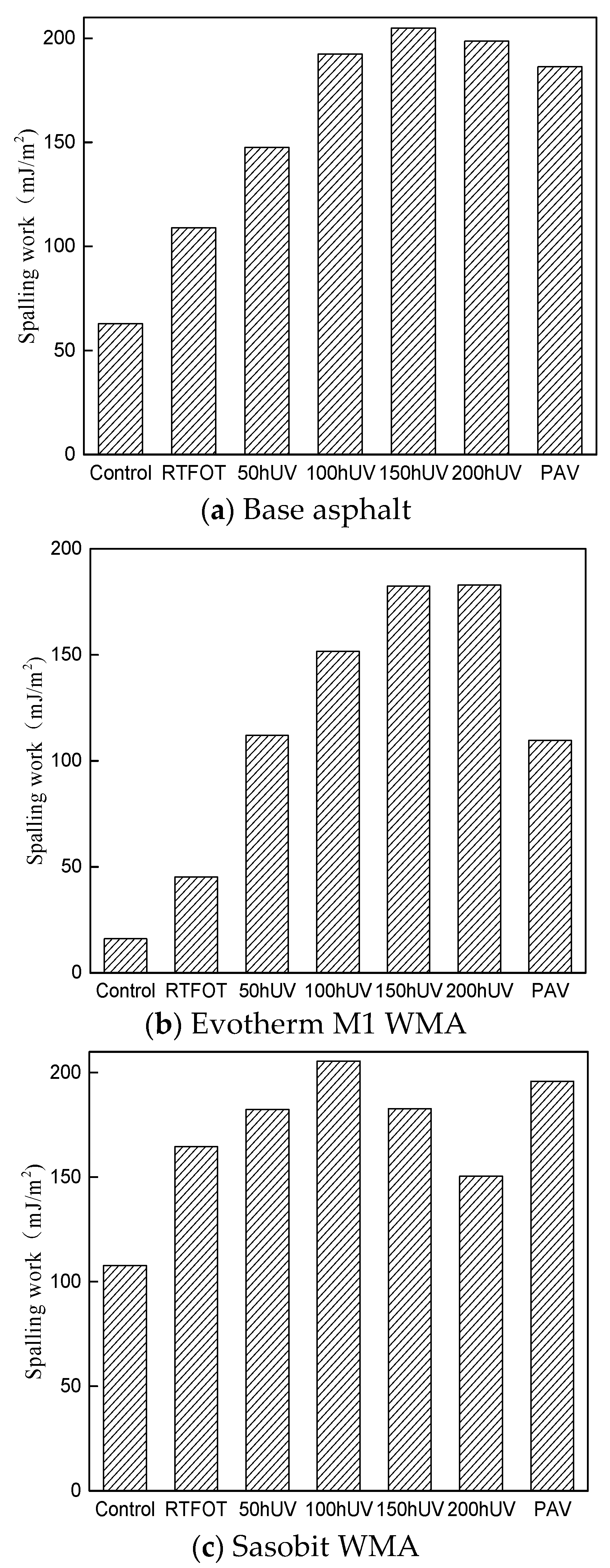
4.5. Peeling Work
Peeling work is defined as the reduction of the free energy of the asphalt binder and aggregate system when the asphalt binder gets separated from its interface with aggregate in the presence of water. For asphalt mixtures, the greater the spalling work, the worse the resistance to spalling—that is, the poorer the moisture damage.
Figure 7 is a calculation result of three kinds of asphalt stripping work.
Comparing the adhesion work of three kinds of asphalt under anhydrous conditions and the change of water with the participation of the stripping work, it was found that the participation of water greatly reduced the adhesion performance of the asphalt–aggregate. Experiments show that the adhesion performance of asphalt–aggregate depends on the stripping effect of water on asphalt [
34]. The addition of water breaks the two-phase stable state of asphalt and aggregate, and unstable water molecules penetrate into the interface between the asphalt and aggregate. By replacing the asphalt film wrapped on the aggregate surface, the contact area between the asphalt and the aggregate is reduced. The stronger the displacement, the greater the peeling effect of water on the asphalt–aggregate, and the more water damage is likely to occur [
39,
40].
Compared with the anti-flaking ability of matrix asphalt and Sasobit warm asphalt in water, Evotherm M1 warm asphalt has the best anti-flaking ability, followed by matrix asphalt. Sasobit WMA and aggregate are more prone to spalling damage with the participation of water, and the anti-flaking ability is the worst. Evotherm M1 warming agent is a surfactant. The reversed micelles combined with water and surfactant form a special membrane structure inside the asphalt, which strengthens the chemical bonding, improves the stability of the asphalt, and improves the anti-flaking performance to some extent. Researchers have also found that the stability and aging resistance of asphalt with Evotherm warm mixing agent are better than those without Evotherm warm mixing agent. This proves that Evotherm warming agent has an anti-flaking effect to some extent.
When considering the influence of water on the adhesion of aged asphalt, it is found that the variation of the stripping work of the three asphalt concrete aggregates is consistent with that of the unaged asphalt. This indicates that water still plays a role in the exfoliation of the asphalt during the adhesion process of the aged asphalt concrete aggregate, and the aging process exacerbates the degree of peeling of the asphalt from the aggregate surface. The comprehensive comparison of the stripping work changes of the three kinds of asphalt after aging in
Figure 7 shows that the exfoliation work of the matrix asphalt, Evotherm M1 WMA, and aggregate increases after aging. The spalling work of Sasobit WMA-aggregate first increases and then decreases. The exfoliation work of the matrix asphalt and Evotherm M1 WMA tends to be stable after 150 h of UV aging.
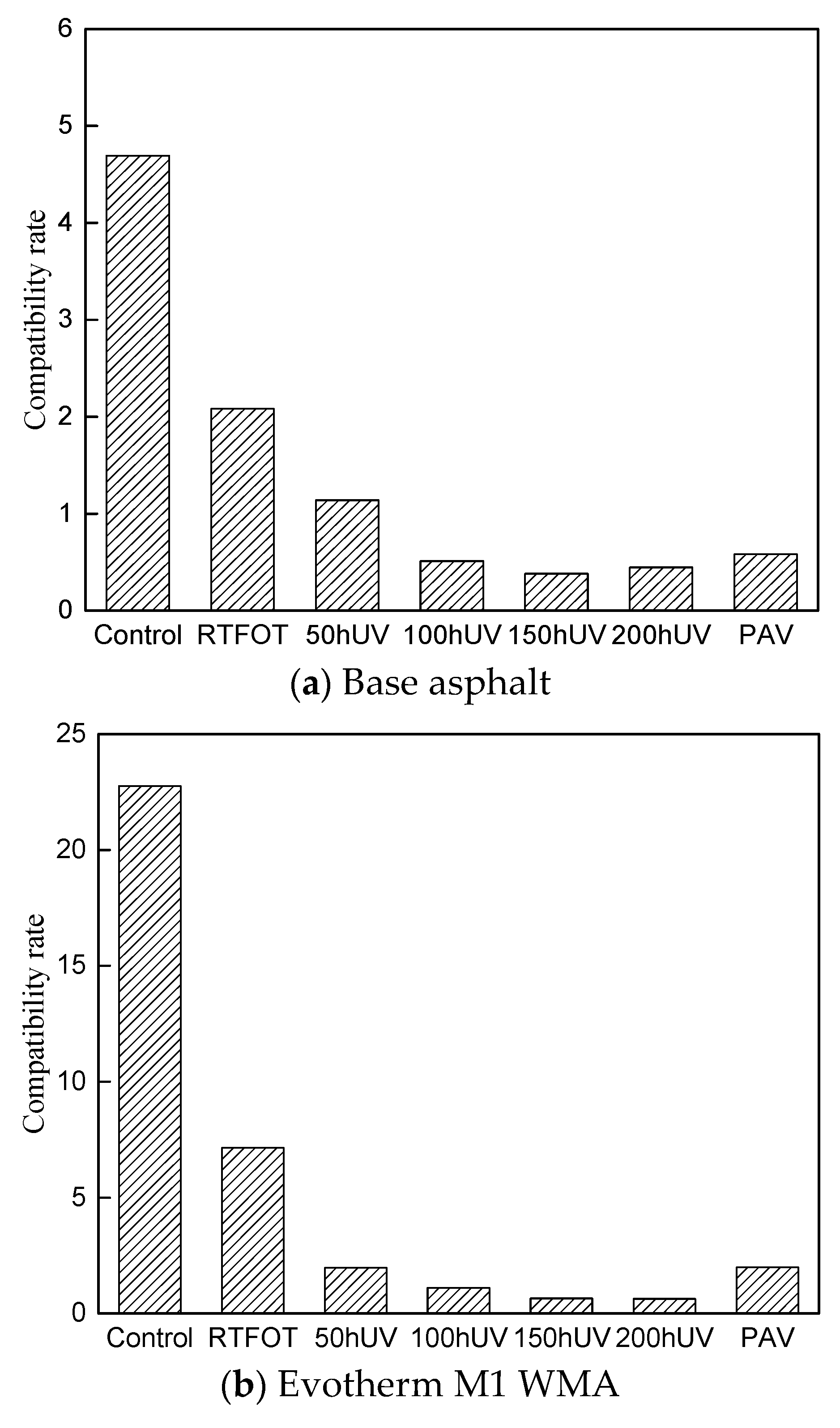
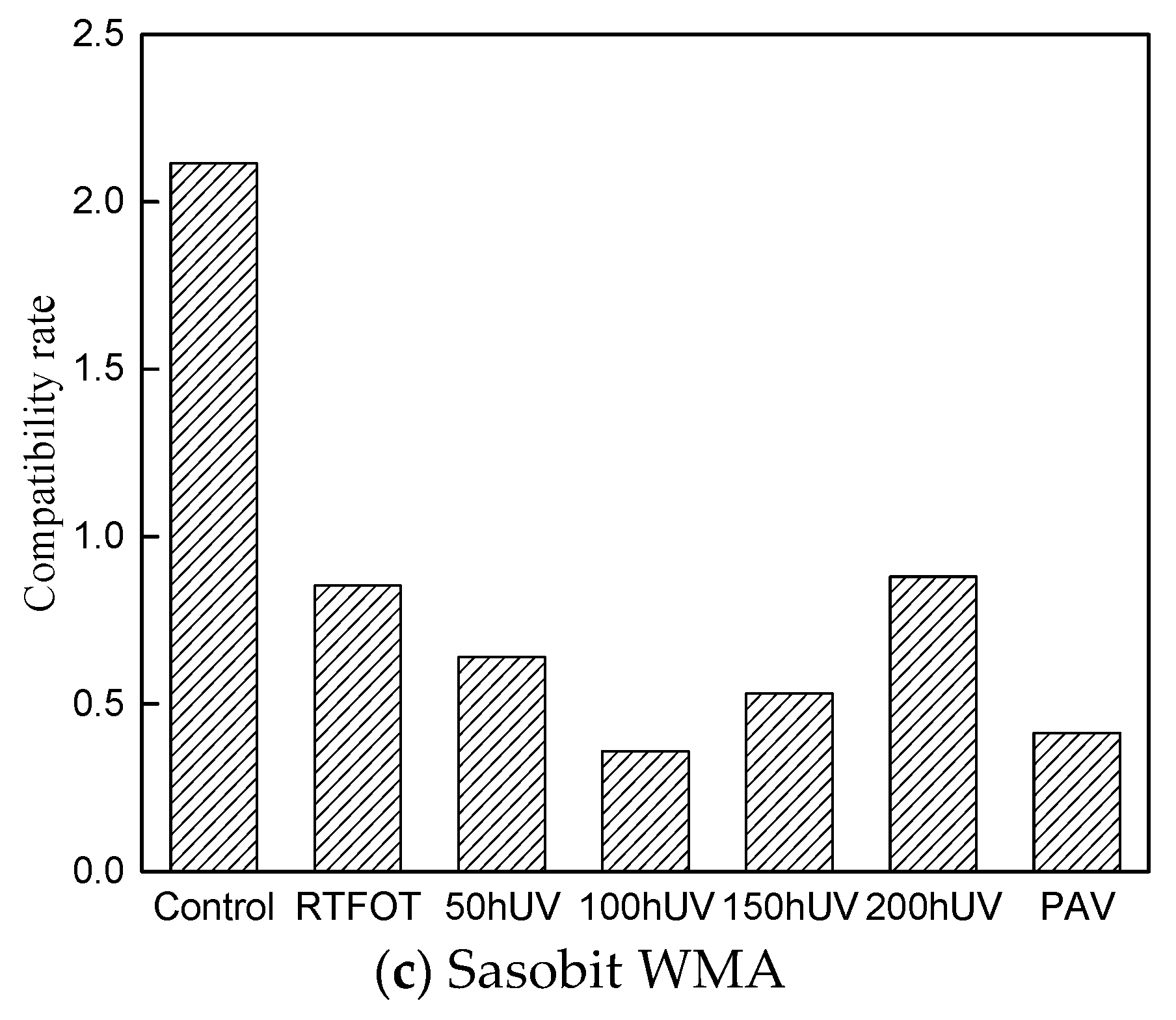
4.6. Compatibility Rate
The so-called ‘compatibility’ refers to the nature of the combination of two substances and mutual adaptation. Based on the theory of SFE, the influence of aging on the compatibility of asphalt and limestone aggregate is analyzed from the point of view of moisture damage with the compatibility rate as the evaluation index. The results are shown in
Figure 8.
Figure 8 shows that the compatibility ratio of the three kinds of asphalt and limestone aggregates decreases with the aging time, but the variation range is slightly different. The compatibility ratio of matrix asphalt, Evotherm M1 warm asphalt, and limestone aggregate decreased with the aging time, and stabilized after 150 h of UV aging. With aging time increase, the compatibility ratio of Sasobit WMA decreased and then increased. At 100 h of UV aging, the inflection point appeared, that is, the compatibility decreased first and then increased. Specifically, compared with the neat asphalt, the compatibility ratio of the matrix asphalt and the Evotherm M1 warm asphalt after 150 h of UV aging was reduced to 0.44 and 0.63, respectively, and the rates of decline were 90.52% and 97.24%. Different from Evotherm M1 WMA, Sasobit WMA had the lowest compatibility rate after 100 h of UV aging, only 0.36, a decrease of 83.03%. The compatibility rate was 0.88 at 200 h of UV aging, and 0.52 on the basis of 100 h of UV aging, which was equivalent to the compatibility of RTFOT aging.
The calculation results of the compatibility ratio after aging indicate that, for the same limestone aggregate, the base asphalt, Sasobit warm asphalt, and Evotherm M1 warm asphalt, Evotherm M1 warm asphalt had the worst compatibility with limestone. The compatibility between Sasobit WMA and limestone is relatively good—that is, the asphalt mixture of Sasobit WMA and limestone aggregate has relatively optimal water damage under UV aging condition.















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}