
Establishment of a Feeding Rate Prediction Model for Combine Harvesters


Abstract
1. Introduction
2. Materials and Methods
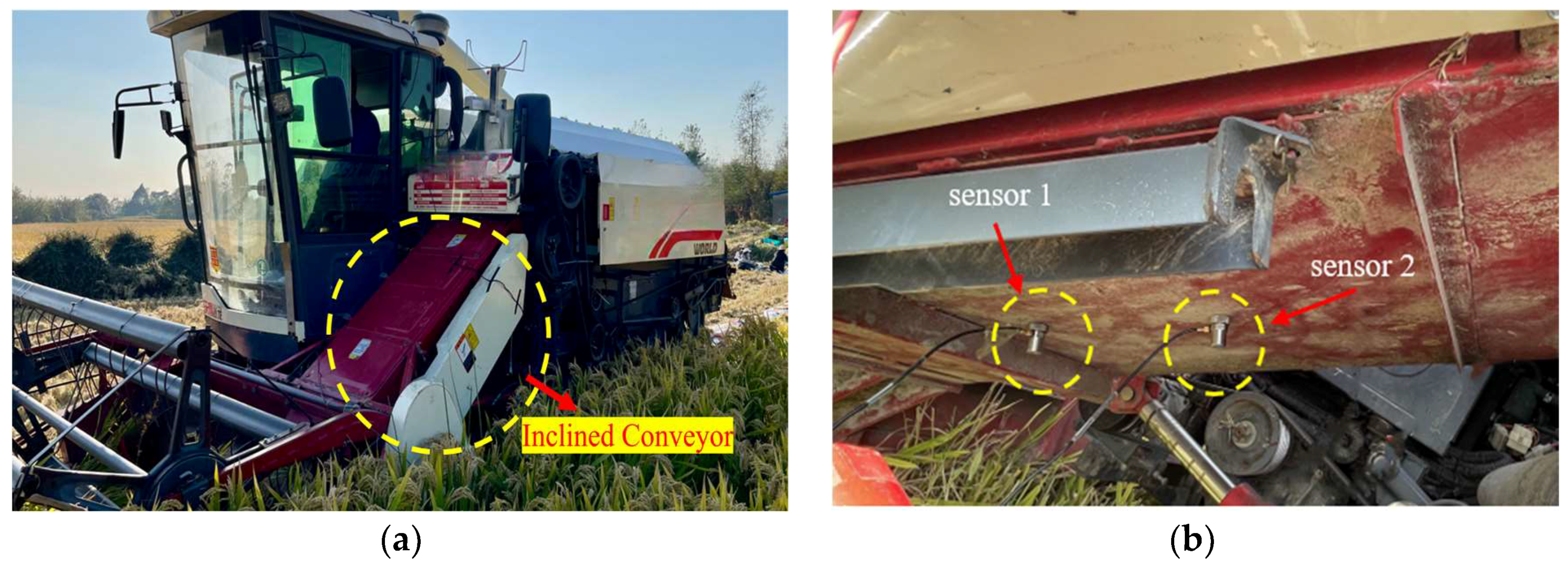
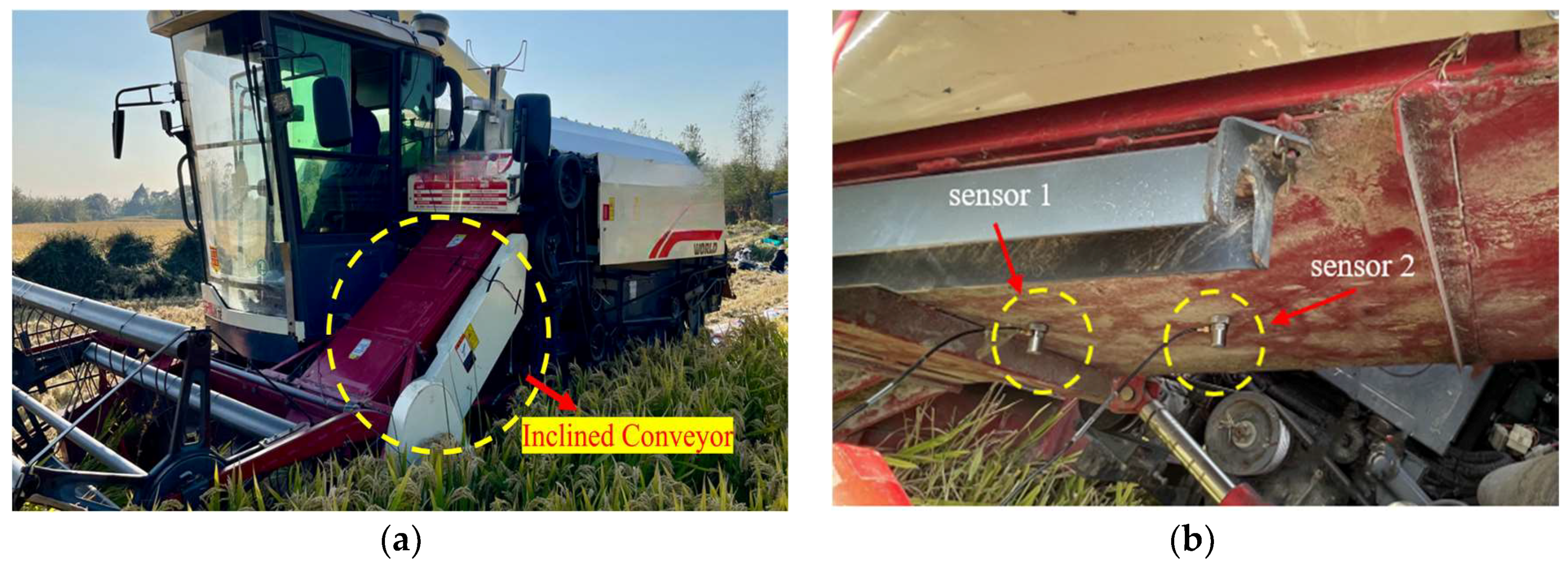
2.1. Sensor Installation Position
2.2. Vibration Signal Analysis Methods
2.3. Field Test Arrangement and Model Establishment
2.4. Feeding Rate Prediction Model Establishment and Field Experiment Verification
3. Results and Analysis
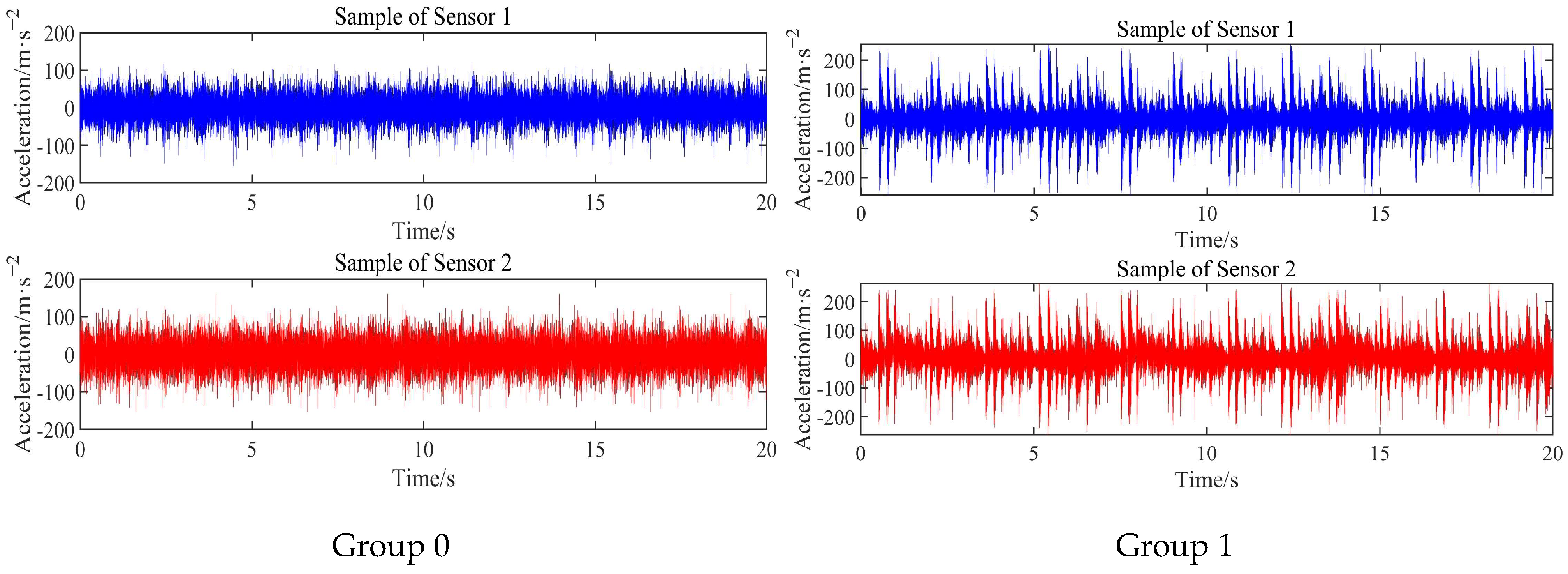
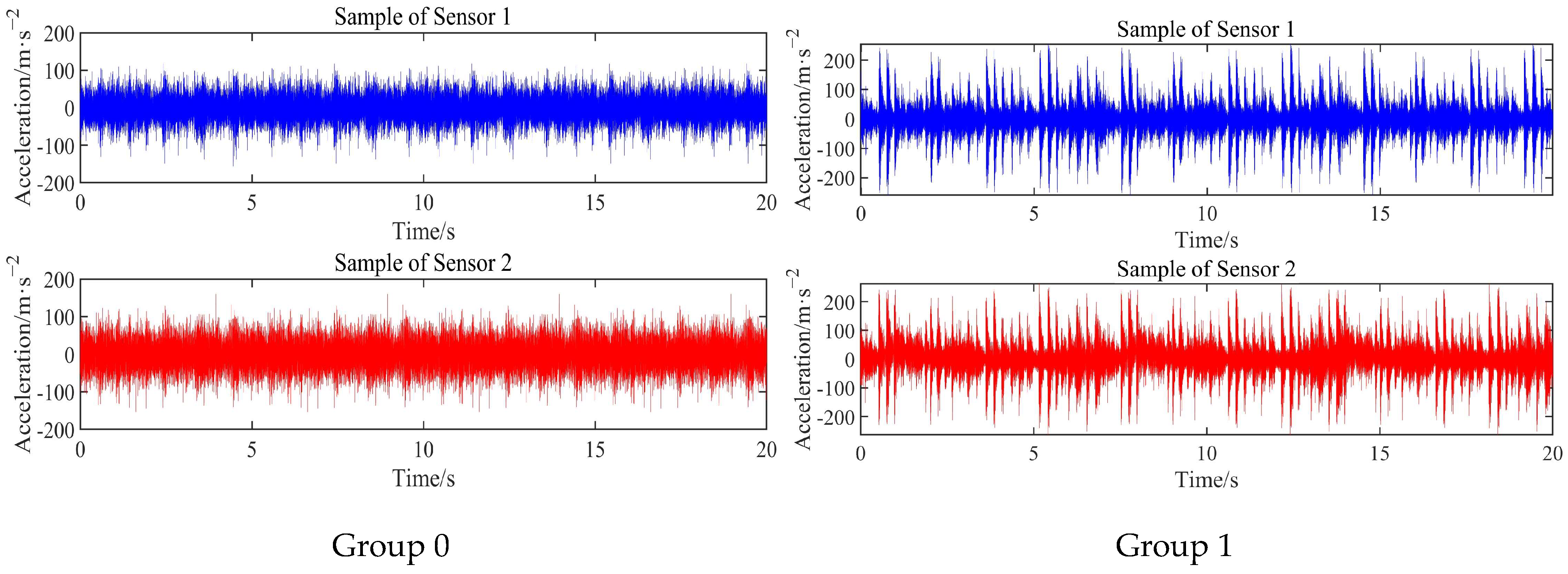
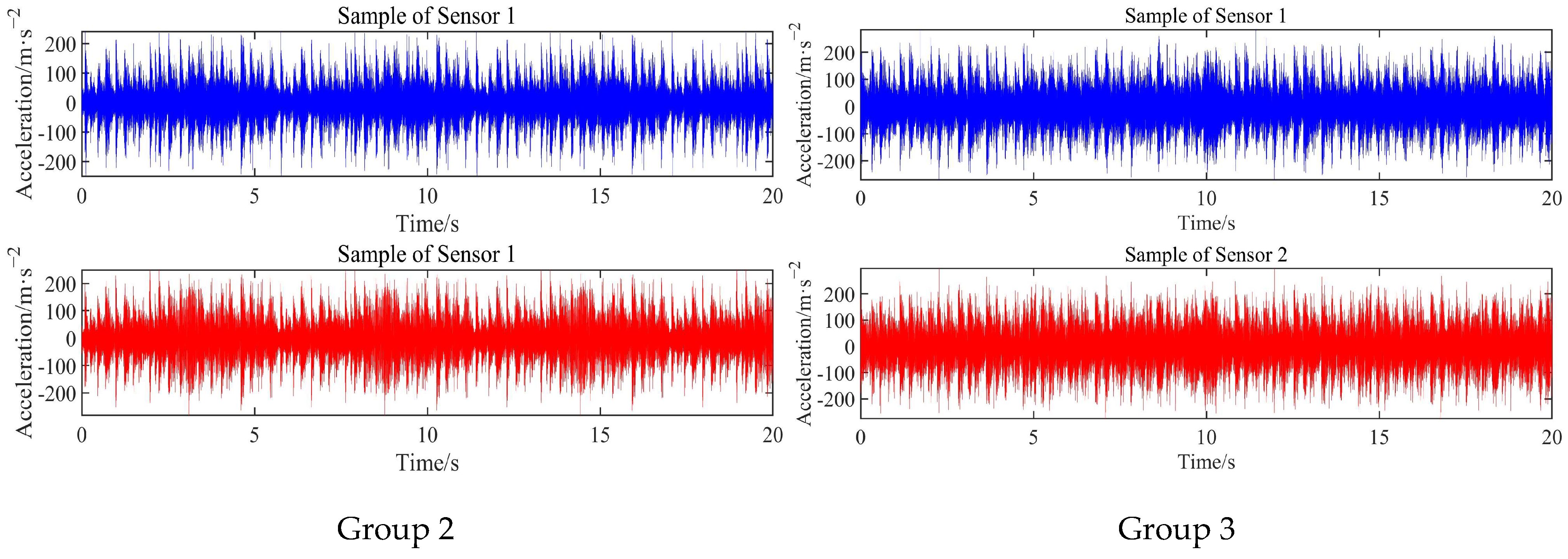
3.1. Time-Domain Analysis of Each Experimental Group
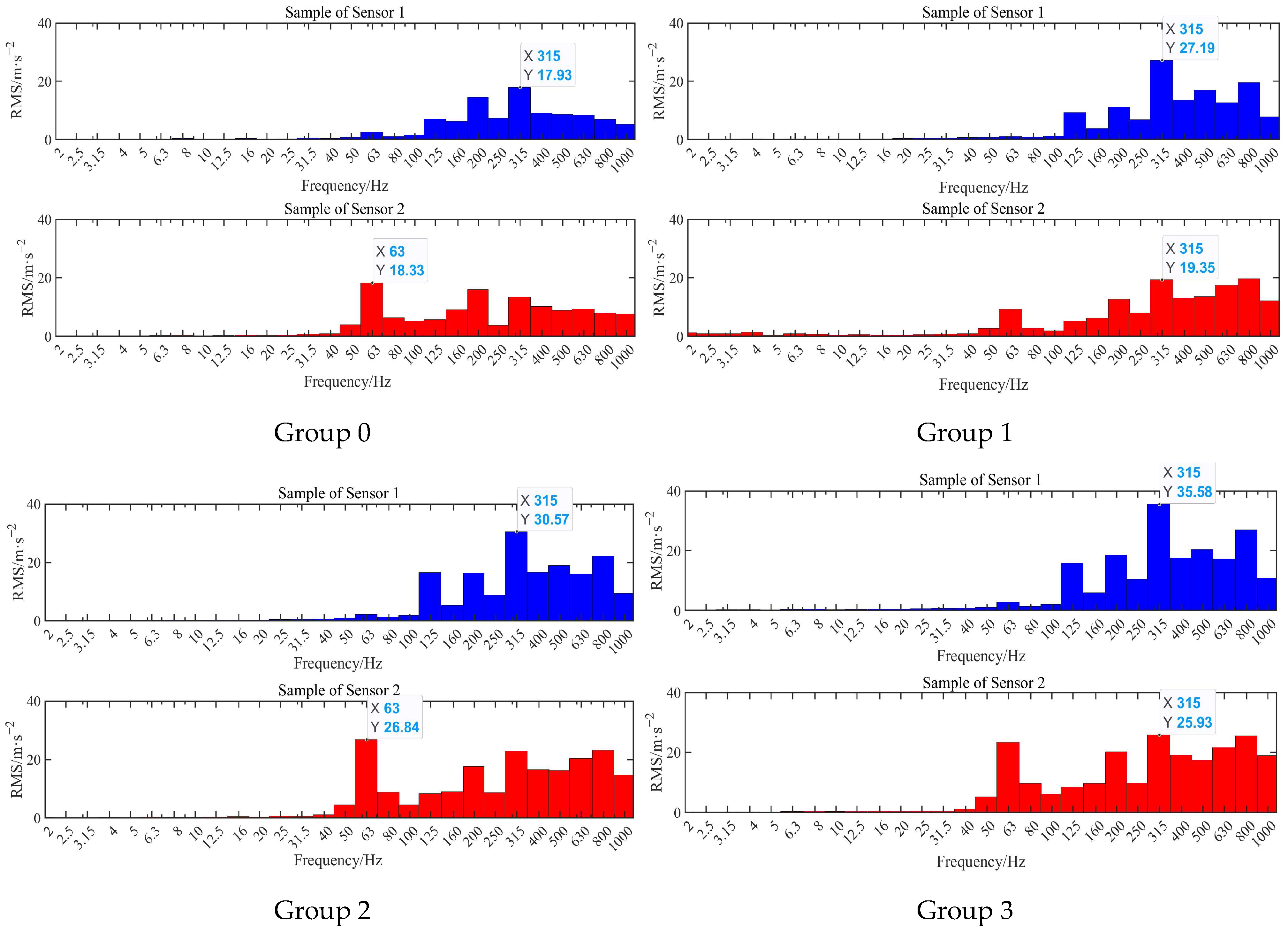
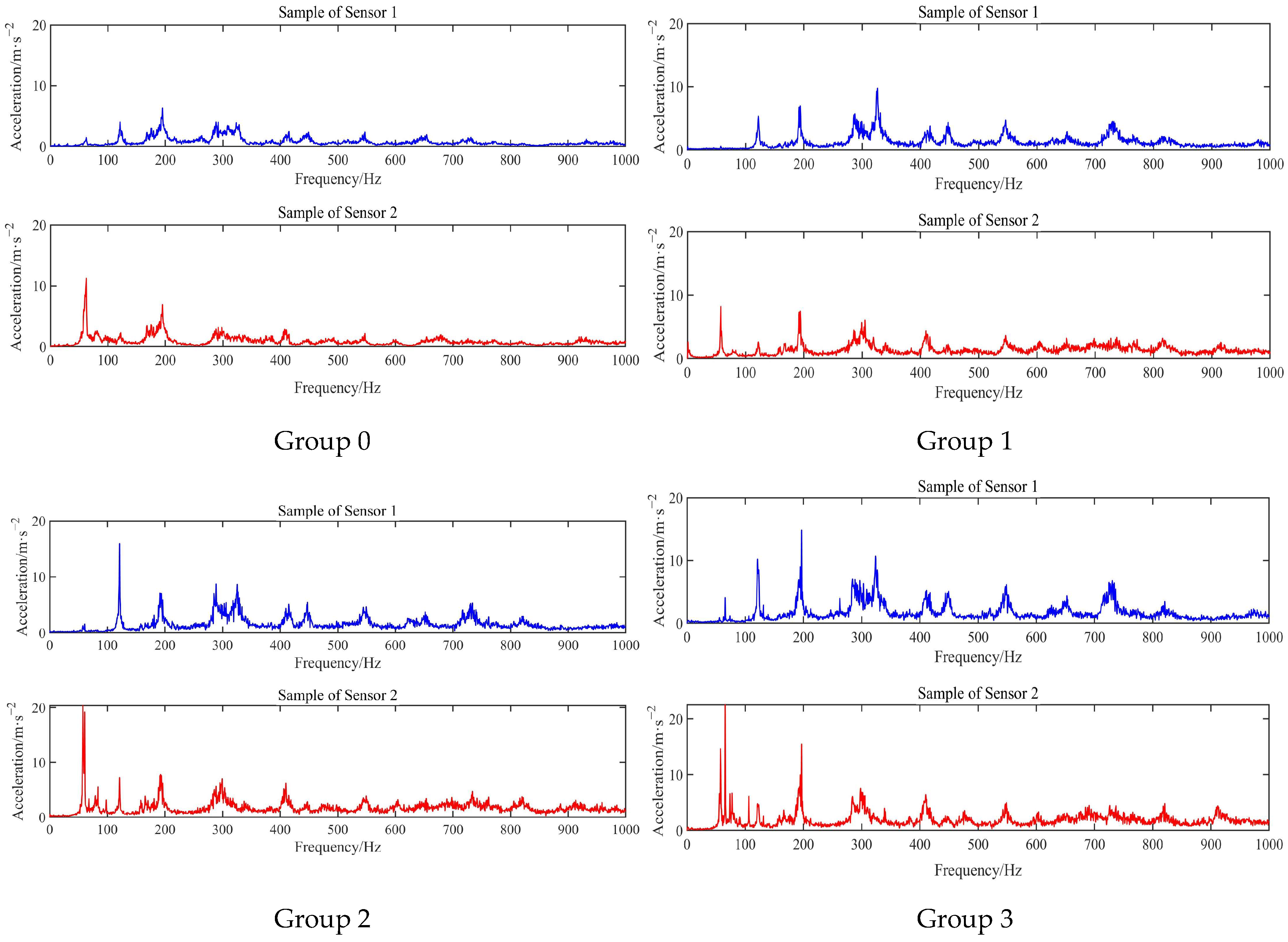
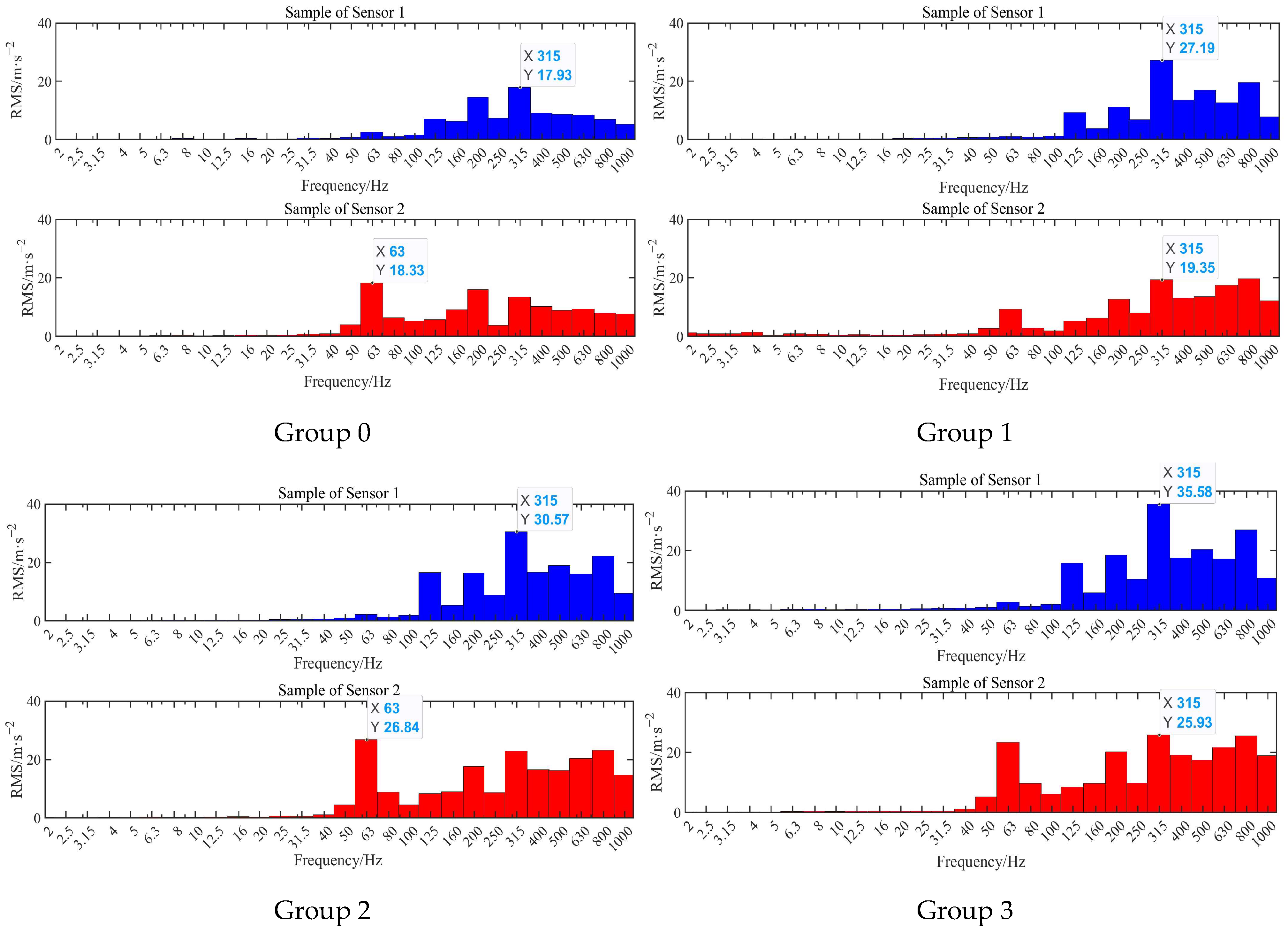
3.2. Frequency-Domain Analysis of Each Experimental Group
3.3. Feeding Rate Prediction Model Establishment
3.4. Field Test Verification
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Liang, Z.W.; Wada, M.E. Development of cleaning systems for combine harvesters: A review. Biosyst. Eng. 2023, 236, 79–102. [Google Scholar] [CrossRef]
- Zhang, T.; Li, Y.M.; You, G.L. Experimental study on the cleaning performance of hot air flow cleaning device. Agriculture 2023, 13, 1828. [Google Scholar] [CrossRef]
- Wang, F.Z.; Liu, Y.B.; Li, Y.M.; Ji, K.Z. Research and experiment on variable-diameter threshing drum with movable radial plates for combine harvester. Agriculture 2023, 13, 1487. [Google Scholar] [CrossRef]
- Liang, Y.Q.; Tang, Z.; Zhang, H.; Li, Y.; Ding, Z.; Su, Z. Cross-flow fan on multi-dimensional airflow field of air screen cleaning system for rice grain. Int. J. Agric. Biol. Eng. 2022, 15, 223–235. [Google Scholar] [CrossRef]
- Zhang, Y.W.; Chen, D.; Yin, Y.X.; Wang, X.; Wang, S.M. Experimental study of feed rate related factors of combine harvester based on grey correlation. In Proceedings of the 6th IFAC Conference on Bio-Robotics, Beijing, China, 13–15 July 2018; Volume 51, pp. 402–407. [Google Scholar]
- Wang, S.Y.; Hu, Z.C.; Yao, L.J.; Peng, B.L.; Wang, B.; Wang, Y.W. Simulation and parameter optimization of pickup device for full-feed peanut combine harvester. Comput. Electron. Agric. 2022, 192, 106602. [Google Scholar] [CrossRef]
- Tang, Z.; Zhang, B.; Wang, M. Damping behaviour of a prestressed composite beam designed for the thresher of a combine harvester. Biosyst. Eng. 2021, 204, 130–146. [Google Scholar] [CrossRef]
- Lu, W.; Liu, B.; Zhang, D. Experiment and feed rate modeling for combine harvester. Trans. Chin. Soc. Agric. Mach. 2011, 42, 82–85. [Google Scholar]
- Sun, Y.; Liu, R.; Ou, H.; Zhang, Z.; Zhang, M.; Li, H. Analysis and comparison of feed rate detection methods of combine harvester based on power detection. Trans. Chin. Soc. Agric. Mach. 2020, 51, 118–123. [Google Scholar]
- Tang, Z.; Li, Y.; Xu, L. Experimental study on wheat feed rate of tangential-axial combine harvester. Trans. Chin. Soc. Agric. Eng. 2012, 28, 26–31. [Google Scholar]
- Liang, X.; Chen, Z.; Zhang, X. Design and experiment of on-line monitoring system for feed quantity of combine harvester. Trans. Chin. Soc. Agric. Mach. 2013, 44, 1–63. [Google Scholar]
- Liu, Y.; Liu, H.; Yin, Y. Feeding assessment method for combine harvester based on power measurement. J. China Agric. Univ. 2017, 22, 157–163. [Google Scholar]
- Tama, B.A.; Vania, M.; Lee, S. Recent advances in the application of deep learning for fault diagnosis of rotating machinery using vibration signals. Artif. Intell. Rev. 2023, 56, 4667–4709. [Google Scholar] [CrossRef]
- Mohamad, H.M.; Wan, R. Vibration analysis for machine monitoring and diagnosis: A systematic review. Shock Vib. 2021, 2021, 9469318. [Google Scholar]
- Hao, S.H.; Tang, Z.; Guo, S.B.; Ding, Z.; Su, Z. Model and method of fault signal diagnosis for blockage and slippage of rice threshing drum. Agriculture 2022, 12, 1968. [Google Scholar] [CrossRef]
- Ma, Z.; Zhang, Z.L.; Zhang, Z.H.; Song, Z.Q.; Liu, Y.B.; Li, Y.M.; Xu, L.Z. Durable testing and analysis of a cleaning sieve based on vibration and strain signals. Agriculture 2023, 13, 2232. [Google Scholar] [CrossRef]
- Ruiz, C.C.; Jaramillo, V.; Mba, D.; Ottewill, J.; Cao, Y. Combination of process and vibration data for improved condition monitoring of industrial systems working under variable operating conditions. Mech. Syst. Signal Process. 2016, 66, 699–714. [Google Scholar] [CrossRef]
- William, T.T.; Marie, D.D. Theory of Vibration with Applications, 5th ed.; Tsinghua University Press: Beijing, China, 2005. [Google Scholar]
- Chen, S.; Zhou, Y.; Tang, Z.; Lu, S. Modal vibration response of rice combine harvester frame under multi-source excitation. Biosyst. Eng. 2020, 194, 177–195. [Google Scholar] [CrossRef]
- Zheng, E.; Zhong, X.; Zhu, R.; Xue, J.; Cui, S.; Gao, H.; Lin, X. Investigation into the vibration characteristics of agricultural wheeled tractor-implement system with hydro-pneumatic suspension on the front axle. Biosyst. Eng. 2019, 186, 14–33. [Google Scholar] [CrossRef]
- Watanabe, M.; Sakai, K. Impact dynamics model for a nonlinear bouncing tractor during inclined passage. Biosyst. Eng. 2019, 182, 84–94. [Google Scholar] [CrossRef]
- Shao, X.; Zheng, B.; Luo, Z.; Song, Z. Establishment and Validation of a Structural Dynamics Model with Power Take-Off Driveline for Agricultural Tractors. Agriculture 2022, 12, 1297. [Google Scholar] [CrossRef]
- Xu, L.; Li, Y.; Sun, P.; Pang, J. Vibration measurement and analysis of tracked-whole feeding rice combine harvester. Trans. Chin. Soc. Agric. Eng. 2014, 30, 49–55. [Google Scholar]
- Sun, Z.; Wang, L.; Pan, Z. Analyses of vibration characteristics of power fan for the 4ztl-1800 pneumatic conveying combine stripper harvester. Trans. ASABE 2014, 57, 693–699. [Google Scholar]
- Ebrahimi, R.; Esfahanian, M.; Ziaei-Rad, S. Vibration modeling and modification of cutting platform in a harvest combine by means of operational modal analysis (OMA). Measurement 2013, 46, 3959–3967. [Google Scholar] [CrossRef]
- Gao, Z.; Xu, L.; Li, Y.; Wang, Y.; Sun, P. Vibration measure and analysis of crawler-type rice and wheat combine harvester in field harvesting condition. Trans. Chin. Soc. Agric. Eng. 2017, 33, 48–55. [Google Scholar]
- Ding, H.; Chen, S.; Zhou, W.; Liang, R. Mechanism analysis of combine harvester’s vibration characteristics under feeding interference. Trans. Chin. Soc. Agric. Mach. 2022, 53, 20–27. [Google Scholar]
- Yao, Y.; Li, X.; Yang, Z.; Li, L.; Geng, D.; Huang, P.; Li, Y.; Song, Z. Vibration Characteristics of corn combine harvester with the time-varying mass system under Non-Stationary random vibration. Agriculture 2022, 12, 1963. [Google Scholar] [CrossRef]
- Zhu, L.; Tang, Z. Finite element modal analysis and experiment of the compression device of the all-in-one machine of combine harvester. Adv. Eng. Res. 2017, 113, 510–519. [Google Scholar]
- Akash, B.; Sachin, K.; Anuj Kumar, S.; Ishbir, S. Comparative Study of different seat cushion materials to improve the comfort of tractor seat. J. Inst. Eng. Ser. A 2022, 103, 387–396. [Google Scholar]
- Ma, G.; Chen, D.; Wang, Y. Vibration Test of a self-moving grain combine harvester. Mod. Mach. 2008, 2, 59–61. [Google Scholar] [CrossRef]
- Stankovic, L.; Alieva, T.; Bastiaans, M. Time-frequency signal analysis base on the windowed fractional Fourier transform. Signal Process 2003, 83, 2459–2468. [Google Scholar] [CrossRef]
- Li, S.; Guo, H.; Li, D. Review of vibration signal processing methods. Chin. J. Sci. Instrum. 2013, 34, 1907–1915. [Google Scholar]
- Yochum, M.; Renaud, C.; Jacquir, S. Automatic detection of P.QRS and patterns in 12 leads ECK signal base on CWT. Biomed. Signal Process 2016, 25, 25–46. [Google Scholar] [CrossRef]
- Wang, H.Y.; Qiu, T.S. Unified classification methods for determinate non-stationary signals and random non-stationary signals. J. Commun. 2015, 36, 5–14. [Google Scholar]
- Zhang, X.L.; Wang, S.L.; Gao, L.; Sun, Y.C.; Zhao, X.Y.; Yao, Y.C. Vibration test and analysis of silage corn harvesting machine based on smooth random signal. J. Chin. Agric. Mech. 2021, 42, 23–29. [Google Scholar]
- Wang, J.; Li, F. Review of signal processing methods in fault diagnosis for machinery. Noise Vib. Control. 2013, 33, 128–132. [Google Scholar]
- Bendat, J.; Piersol, A.G. Engineering Applications of Correlation and Spectral Analysis; Wiley: Hoboken, NJ, USA, 1980. [Google Scholar]
- Wahab, M.; Gritti, F.; O’Haver, T. Discrete Fourier transform techniques for noise reduction and digital enhancement of analyticalsignals. Trends Anal. Chem. 2021, 143, 116354. [Google Scholar] [CrossRef]
- Zhang, Y. Study on Identification Method of Source Path of Multi-Correlation Vibration and Noise for Vehicle. Ph.D. Thesis, Nanjing University of Aeronautics and Astronautics, Nanjing, China, 2013. [Google Scholar]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Equipment Name | Performance Index | Parameter Values | Unit |
|---|---|---|---|
| Universal piezoelectric accelerometer | Sensitivity | 5 | mV·(m·s−2)−1 |
| Range | 1000 | m·s−2 | |
| Frequency | 0.5~7000 (±10%) | Hz | |
| DH5902 Dynamic signal acquisition instrument | Number of channels | 32 | |
| Full scale value | ±20~±20,000 | mV | |
| Distortion | ≤0.5 | % | |
| Maximum sampling Frequency | 100 | KHz |
| Items | Yangnong No. 1 |
|---|---|
| Grain moisture content/% | 22.5 |
| Stem moisture content/% | 76.5 |
| Crop natural height/cm | 85.2 |
| MOG/grain ratio | 2.0 |
| Thousand grain mass/g | 30.0 |
| Yield per unit area/kg·m−2 | 0.74 |
| Experiment Arrangement | Test Distance (m) | Forward Speed (m·s−1) | Feeding Rate (kg·s−1) |
|---|---|---|---|
| Group 0 | 0 | 0 | 0 |
| Group 1 | 25 | 0.3 | 1.47 |
| Group 2 | 25 | 0.6 | 2.94 |
| Group 3 | 25 | 0.9 | 4.41 |
| Experiment Scheme | Measurement Point | Mean | Peak-to-Peak | Standard Deviation | Root Mean Square |
|---|---|---|---|---|---|
| Group 0 | 1 | −1.39 | 303.92 | 31.88 | 31.91 |
| 2 | −1.14 | 317.05 | 37.29 | 37.31 | |
| Group 1 | 1 | −1.19 | 513.69 | 49.49 | 49.50 |
| 2 | 4.60 | 525.79 | 50.28 | 50.31 | |
| Group 2 | 1 | −1.16 | 504.02 | 58.60 | 58.61 |
| 2 | −2.47 | 532.21 | 62.82 | 62.84 | |
| Group 3 | 1 | −1.16 | 554.01 | 64.03 | 64.04 |
| 2 | −1.36 | 573.32 | 68.07 | 68.09 |
| Experiment Scheme | Measurement Point | Peak 1 | Peak 2 | Peak 3 | Peak 4 | ||||
|---|---|---|---|---|---|---|---|---|---|
| Frequency (Hz) | Amplitude (m·s−2) | Frequency (Hz) | Amplitude (m·s−2) | Frequency (Hz) | Amplitude (m·s−2) | Frequency (Hz) | Amplitude (m·s−2) | ||
| Group 0 | 1 | 195.00 | 6.34 | 193.75 | 4.91 | 121.25 | 4.02 | 288.125 | 4.01 |
| 2 | 62.50 | 11.25 | 60.00 | 8.47 | 195.00 | 6.92 | 58.125 | 6.16 | |
| Group 1 | 1 | 326.25 | 9.77 | 325.00 | 9.30 | 193.75 | 6.98 | 191.875 | 6.78 |
| 2 | 57.50 | 8.20 | 193.75 | 7.47 | 191.875 | 7.30 | 305.00 | 6.06 | |
| Group 2 | 1 | 121.25 | 15.97 | 288.75 | 8.76 | 325.625 | 8.67 | 326.875 | 7.31 |
| 2 | 57.50 | 20.41 | 60.625 | 19.21 | 192.5 | 7.80 | 193.75 | 7.63 | |
| Group 3 | 1 | 196.875 | 14.85 | 323.75 | 10.71 | 121.25 | 10.23 | 194.375 | 9.03 |
| 2 | 65.625 | 22.56 | 196.875 | 15.49 | 57.50 | 14.65 | 194.375 | 10.00 | |
| Center Frequency (Hz) | RMS (m·s−2) | Center Frequency (Hz) | RMS (m·s−2) | Center Frequency (Hz) | RMS (m·s−2) | Center Frequency (Hz) | RMS (m·s−2) |
|---|---|---|---|---|---|---|---|
| 2 | 0.05 | 10 | 0.08 | 50 | 0.84 | 250 | 7.43 |
| 2.5 | 0.12 | 12.5 | 0.19 | 63 | 2.56 | 315 | 17.93 |
| 3.15 | 0.08 | 16 | 0.41 | 80 | 1.03 | 400 | 9.14 |
| 4 | 0.12 | 20 | 0.17 | 100 | 1.69 | 500 | 8.64 |
| 5 | 0.08 | 25 | 0.31 | 125 | 7.1 | 630 | 8.36 |
| 6.3 | 0.2 | 31.5 | 0.55 | 160 | 6.3 | 800 | 6.97 |
| 8 | 0.35 | 40 | 0.39 | 200 | 14.51 | 1000 | 5.27 |
| Experiment Scheme | Measurement Point No. | Mean | Maximum | RMSAll |
|---|---|---|---|---|
| Group 0 | 1 | 3.60 | 17.93 | 31.52 |
| 2 | 4.66 | 18.33 | 37.19 | |
| Group 1 | 1 | 4.89 | 27.19 | 45.81 |
| 2 | 5.54 | 19.72 | 44.48 | |
| Group 2 | 1 | 6.13 | 30.57 | 55.41 |
| 2 | 7.42 | 26.84 | 60.15 | |
| Group 3 | 1 | 6.88 | 35.58 | 62.46 |
| 2 | 8.14 | 25.93 | 64.94 |
| Feature Values | Feeding Rate (kg·s−1) (W) | ||||
|---|---|---|---|---|---|
| 0 | 1.47 | 2.94 | 4.41 | ||
| Time-domain RMS | Measure Point 1 (Y1) | 31.91 | 49.50 | 58.61 | 64.04 |
| Measure Point 2 (Y2) | 37.31 | 50.31 | 62.84 | 68.09 | |
| Total RMS of octave band | Measure Point 1 (Y3) | 31.52 | 45.81 | 55.41 | 62.46 |
| Measure Point 2 (Y4) | 37.19 | 44.48 | 60.15 | 64.94 | |
| Category | β0 | β1 | β2 | β3 | β4 |
|---|---|---|---|---|---|
| Value | −4.3809 | −0.1876 | −0.0872 | 0.3987 | 0.0283 |
| Category | Y1 | Y2 | Y3 | Y4 | Theoretical W | Modeling W | Relative Error |
|---|---|---|---|---|---|---|---|
| Group 0 | 31.91 | 37.31 | 31.52 | 37.19 | 0 | 0.0034 | / |
| Group 1 | 49.50 | 50.31 | 45.81 | 44.48 | 1.47 | 1.4747 | 0.32% |
| Group 2 | 58.61 | 62.84 | 55.41 | 60.15 | 2.94 | 2.9405 | 0.02% |
| Group 3 | 64.04 | 68.09 | 62.46 | 64.94 | 4.41 | 4.4084 | 0.04% |
| Verification Group No. | Harvesting Distance (m) | Forward Speed (m·s−1) | Predicted Feeding Rate (kg·s−1) | Theoretical Feeding Rate (kg·s−1) | Relative Error (%) |
|---|---|---|---|---|---|
| Group 1 | 25 | 0.2 | 1.01 | 0.98 | 3.1 |
| Group 2 | 25 | 0.4 | 2.03 | 1.96 | 3.6 |
| Group 3 | 25 | 0.8 | 3.75 | 3.92 | 4.3 |
| Group 4 | 25 | 1.0 | 4.68 | 4.90 | 4.5 |
| Group 5 | 25 | 1.2 | 5.59 | 5.88 | 4.9 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liang, Z.; Qin, Y.; Su, Z. Establishment of a Feeding Rate Prediction Model for Combine Harvesters. Agriculture 2024, 14, 589. https://doi.org/10.3390/agriculture14040589
Liang Z, Qin Y, Su Z. Establishment of a Feeding Rate Prediction Model for Combine Harvesters. Agriculture. 2024; 14(4):589. https://doi.org/10.3390/agriculture14040589
Chicago/Turabian StyleLiang, Zhenwei, Yongqi Qin, and Zhan Su. 2024. "Establishment of a Feeding Rate Prediction Model for Combine Harvesters" Agriculture 14, no. 4: 589. https://doi.org/10.3390/agriculture14040589
APA StyleLiang, Z., Qin, Y., & Su, Z. (2024). Establishment of a Feeding Rate Prediction Model for Combine Harvesters. Agriculture, 14(4), 589. https://doi.org/10.3390/agriculture14040589