1. Introduction
Diamond-like carbon (DLC) coatings are considered as one of the most promising and valuable industrial materials due to their applicability in a large number of applications thanks to their great properties—their combination of high hardness, low friction, high wear resistance and chemical inertness [
1,
2,
3]. These properties can be attributed to the fact that DLCs are a metastable form of amorphous carbon that combines the structure of diamond and graphite with an amorphous network of carbon atoms in covalent sp
2 and sp
3 bond hybridization [
4,
5]. Therefore, the properties will very much depend on the relation between the amount of sp
2 and sp
3 bonds. The tribological properties of DLC coatings, such as low friction and resistance to abrasive and adhesive wear, are particularly good under conditions of low humidity, and the smoothness of the film would also be an important parameter in sliding wear applications [
6]. These properties combined with a high load resistance and excellent sliding properties make these coatings an ideal option for tribological applications [
7]. It should also be noted that, as shown in reference [
7], in friction tests, a higher friction force must be applied for converting static friction into dynamic friction when DLC coatings are used. Because of this, it can be said that there are well-known and consolidated surface treatments that can be applied to different types of substrates, with metals and ceramics standing out [
5,
8]. Among their main applications, their use in improving the tribological properties of cutting and forming tools [
9,
10], or molds for injection of plastics, can be highlighted [
11], providing these items with a high protection against abrasive wear. Other industrial sectors where it is common to use these coatings would be medical devices [
12], automotive components [
13] and electronics and optics applications [
14], among others.
However, DLC coatings have a disadvantage in comparison to other coatings deposited by different deposition techniques that prevents their wider use in industry [
15,
16]. They show a low adhesion to the substrate due to the low density of chemical bonds derived from poor surface preparation, differences in the type of chemical bonding in the coating/substrate interface [
17] and the residual stresses generated during the deposition process. For instance, in coated steel tools, premature adhesive failures or delamination can occur due to this problem [
18].
Despite showing a poor adhesion to the substrate, DLC coatings are gaining a lot of importance in the field of surface engineering—i.e., they have increased their share in the global market from USD 800 M to around USD 1.7 billion in the last decade and their revenue has been increasing with a compound annual growth rate of approximately 14% over the past 5 years [
19]. They are gaining especial importance in the development of solutions to improve the performance of cutting and forming tools [
8,
9,
20] by improving their properties and durability and, hence, increasing the productivity of manufacturing processes [
21].
DLC coatings can be deposited using different techniques, such as PVD (Physical vapor deposition) cathodic arc, PVD magnetron sputtering or PACVD (Plasma Assisted Chemical Vapor Deposition). In the synthesis of metal-containing DLC coatings, conventional magnetron sputtering techniques have been more frequently used than the rest; however, due to the fairly low degree of ionization of metal and gas species, often low-density microstructures and poor mechanical properties are obtained [
22,
23]. Furthermore, these coatings are deposited with an interlayer to promote their adhesion to the substrate and to ensure a better chemical compatibility between the steel and the coating [
24]. However, this improved adherence may not be enough when high loads are applied, leading to coating detachments [
25]. For this reason, new techniques that sought to achieve coatings with great adhesion while maintaining the excellent mechanical and tribological properties were developed. Some recent studies showed improvements in adherence, with values of second critical scratch load (Lc2) being 25 N [
26] or around 10 N [
27], although these values are insufficient for the applications mentioned above. Other works tried to improve the adhesion by applying duplex treatments on different types of steel, which consists of a previous thermochemical plasma nitriding pretreatment followed by a DLC deposition [
28,
29]. The problem with this solution is that the pretreatment could impair the corrosion resistance of the substrate [
30]. In reference [
31], Lc2 values close to 40 N were shown in multilayered DLC-PAPVD coatings on standard and triode plasma nitrided substrates. Some authors have shown an improvement in the adhesion by using multilayered coatings combining a filtered cathodic vacuum arc and high-power impulse magnetron sputtering (HiPIMS), accommodating the growth morphology and internal stress by means of stepwise decreasing bias [
32].
The use of the novel HiPIMS technique has been reported elsewhere [
23,
33,
34]. In the first study [
23], the effect of different positive voltage amplitudes on the discharge process and the mechanical properties of the deposited DLC hard coatings were studied, but no information about the resulting adherence is reported. The works [
33,
34] achieved an increase in the resultant adhesion and in the wear resistance of two different types of DLC coatings, such as tetrahedral amorphous carbon (ta-C) and tungsten carbide:carbon (WC:C), using the novel high-power impulse magnetron sputtering (HiPIMS) method that incorporates positive voltage pulses after the conventional HiPIMS discharge, and that were deposited on high speed steel substrates and 1.2379 tool steel, respectively.
The objective of this work is to evaluate the tribological and mechanical properties of two DLC coatings—tetrahedral amorphous carbon (ta-C) and tungsten carbide:carbon (WC:C)—deposited by HiPIMS with positive pulses on three different tool steels for industrial applications (K360, vanadis 4 and vancron), with the aim of improving the adhesion of the coatings. This technique improves on the conventional HiPIMS in terms of adherence. In this work, this increase in adherence has been studied, and it has been verified on different substrates, which are tool steels with great industrial applicability that are subjected to great efforts.
2. Materials and Methods
2.1. Reference Substrate
Samples of brand-specific steels—Uddeholm vanadis 4, BÖHLER K360 ISODUR and Uddeholm vancron—with flat geometries and 30 mm diameters were used as reference substrates. Before the plasma treatment, all the specimens were polished and cleaned. The polishing process was performed to achieve a final Ra value less than 0.2 microns. Afterwards, a thorough cleaning process was performed, which consisted of the sequence of operations shown below: ultrasonic washing with alkaline detergents (1% Tickopurr R33), rinsing with deionized water, cleaning with isopropanol and air-drying, respectively. The chemical compositions of the materials are shown in
Table 1.
These steels have been chosen due to their extraordinary mechanical properties and their high industrial applicability, where cold work tool applications, such as cutting, stamping or extrusion tools, stand out. In these applications, the tools were subjected to great repetitive stress; therefore, the materials must be hard and resistant to compression, must have enough toughness to withstand the working conditions to which they are subjected to and they must have high wear resistance [
35]. In this way, it will be possible to increase their useful life and increase productivity [
36]. In addition, it should be noted that the strength of commercial metal alloys is increasing, which requires harder, stronger and more durable tool steels for their forming or cutting [
37]. The hardness of tool steels is typical of quenching martensite and is influenced by the carbides deposited in the martensitic matrix [
36]. These carbides are very hard substances present in the steel in the form of inclusions and can be transformed into other harder carbides by adding elements such as chromium, molybdenum, vanadium, tungsten, titanium, etc. [
36]. The amount, shape, size and nature of these carbides will affect the hardness as well as wear resistance [
38,
39,
40,
41]. The 3 steels selected for this study meet these requirements and are of a higher quality than conventional steels, but vanadis 4 and vancron steels are of a higher quality than K360. Although all 3 have good dimensional stability and a finer carbide distribution, vanadis 4 and vancron are powder metallurgical steels, while K360 is an Electroslag remelting (ESR) steel. The dimensional stability and homogeneity of carbides is superior in the case of powder metallurgical steels; in addition, they present a higher metallurgical purity and are free of segregations, which makes their qualities superior [
42,
43,
44,
45,
46,
47]. The properties presented by the 3 steels, such as dimensional stability or high toughness, make them ideal for PVD treatments.
2.2. Film Deposition Technique
The system that the depositions were carried out on is the industrial system xPro4C, designed by PVT GmbH (Bensheim, Germany). It has a vacuum chamber of 0.51 m
3 (680 mm × 650 mm × 1150 mm) where it integrates four cathodes designed with adjustable magnetic field configurations. A scheme of this can be seen in
Figure 1.
In the chamber, a base pressure of 10−6 mbar was achieved thanks to the use of two turbomolecular pumps and two double-stage rotary vane pumps. The four cathodes were incorporated in equidistance. Two of them carried graphite targets. For DLC coating deposition, the first of them was operated under the unbalanced magnetron mode (UBM) and the other one under the HiPIMS V+ mode. The third cathode carried a binder-free WC target and was used for depositing a WC interlayer with a balanced magnetron configuration. The last one mounted a Cr target and was operated in the HiPIMS mode.
Before depositing the coatings, it is necessary to carry out a pretreatment on the substrate. The sequence of parameters used in this process and during deposition are described below:
Ar etching: a direct current (DC)-pulsed bias voltage of −500 V and a frequency of 150 kHz was used to establish an Ar+ discharge at the substrate for 15 min;
Cr-HiPIMS deposition of a bonding layer: the target was operated in HiPIMS mode with a pulsing time of 150 μs, repetition frequency of 300 Hz and an average power density of 5 W/cm2. The voltage bias of the substrate was adjusted from −750 to −50 V, and a deposition rate of 0.5 μm/h was obtained for a three-fold rotation at a substrate voltage bias of −50 V;
Deposition of the WC interlayer: DC-pulsed mode with the following parameters was used to deposit WC—a power density of 7.5 W/cm2, a frequency rate of 150 kHz and a pulse width of 2.7 μs. Moreover, the substrate was biased at −50 V. The deposition rate obtained in this way for a three-fold rotation was 0.38 μm/h;
(A) Deposition of the ta-C coatings: the pulses applied to the graphite target reached power densities of up to 10 W/cm2. During ta-C deposition, both C targets are used at the same time. One of them operated in DC-pulsed mode and the other in HiPIMS mode. A repetition frequency of 150 kHz and a pulse width of 2.4 μs were used to apply the DC-pulsed mode. The operation parameters of the HiPIMS mode were a pulsing time of 150 μs, repetition frequency of 300 Hz and a positive pulse of 350 V. A substrate voltage bias of −50 V was applied, and the deposition rate obtained for a three-fold rotation was 0.25 μm/h;
(B) Deposition of WC:C coatings: the graphite targets were operated under the same conditions mentioned in 4a. WC was codeposited with carbon at 0.75 W/cm2, a frequency rate of 150 kHz and a pulse width of 2.7 μs. The deposition rate obtained for a three-fold rotation was 0.3 μm/h.
2.3. Thickness, Structural Properties and Profile Composition
Glow discharge optical emission spectrometry (GD-OES) was used to analyze the chemical composition profiles and the resultant thicknesses of the coatings. The employed equipment was a JOBIN YVON 100000RF GD-OES equipment (HORIBA Instruments, Kyoto, Japan) [
48]. With the aim of confirming the previous results in terms of thickness, it was also measured by means of a CSM Calotest equipment (CSM Instruments, Needham, MA, USA) using a 30 mm diameter stainless-steel ball and superfine (0.25 µm) diamond water suspension as the abrasive medium.
The structural properties of DLC films were evaluated using Raman spectroscopy. A Renishaw spectrometer was used to record the Raman spectra, focusing a green ion laser with a line of 532 nm on the surface of the coatings with a power of 100 mW. The obtained Raman spectrum was curve-fitted using two Gaussian functions, peaking at disordered (D-band) and graphite (G-band) modes. In addition, the ratio of peak heights was used in order to obtain the relative intensity ratio of the D and G bands (ID/IG).
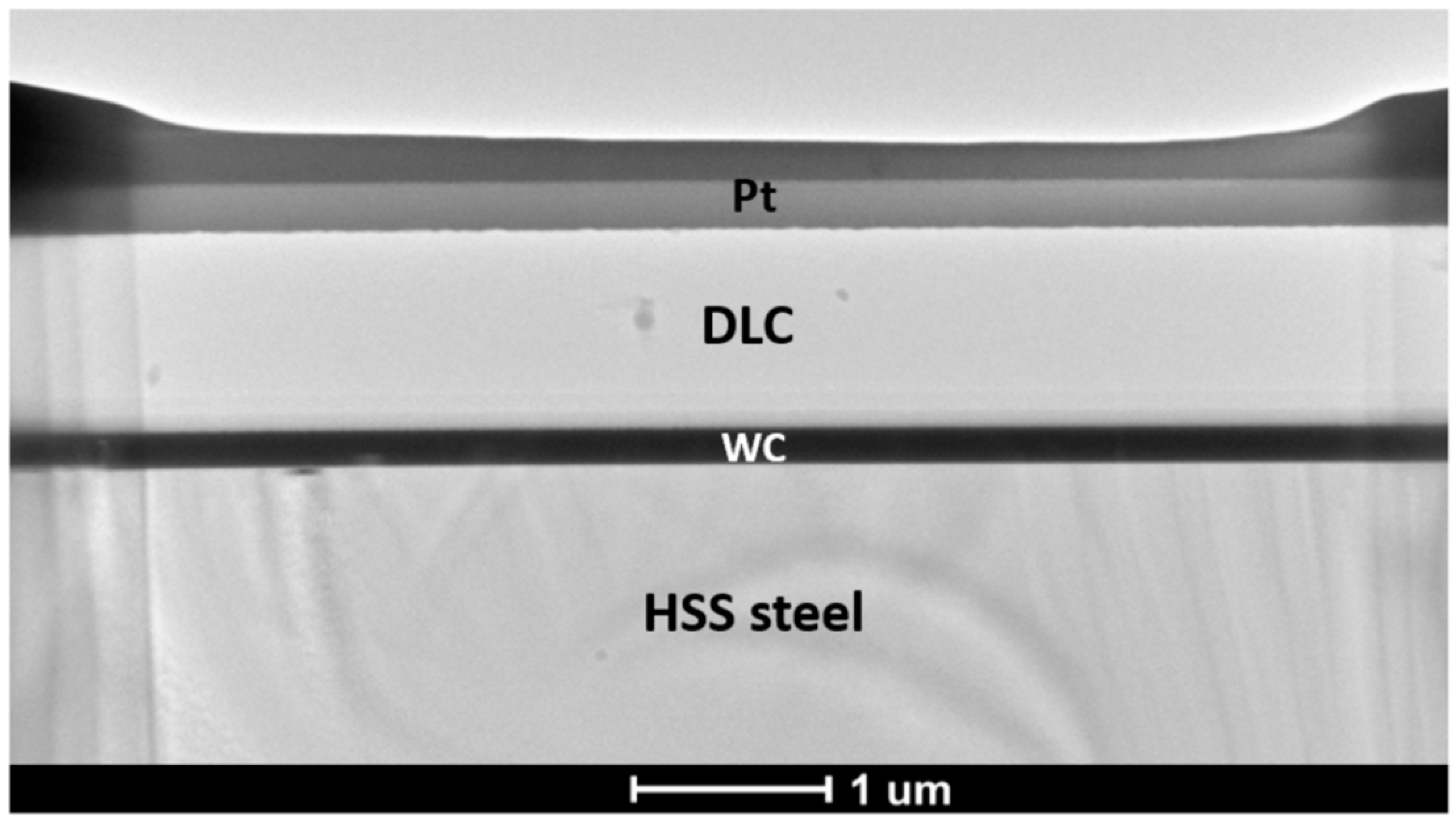
Finally, in order to obtain information about the layers, cross-section images were obtained by a FEI Verios 460 Field Emission XHR-SEM microscope (FEI, Hillsboro, OR, USA).
2.4. Mechanical and Tribological Tests
The adhesion assessment between the substrate and coatings was carried out with a CSM REVETEST Scratch tester fitted with a diamond Rockwell indenter (EURO 150518 C&N) with a tip radius of 200 µm. The test parameters that were used were a load rate of 100 N/min, a final load of 100 N, a speed of 9.58 mm/min and a total test length of 10 mm.
During the adhesion tests, different signals (penetration of the indenter within the substrate, acoustic emission, coefficient of friction) were recorded and the spots where the different events occurred were observed by optical microscopy. Using all this information, three different critical loads (LC) were registered:
The first critical load (LC1): the first cohesive failure observed;
The second critical load (LC2): the first adhesive failure appreciated;
The third critical load (LC3): a total delamination of the coating or even a critical defect is clearly observed in the reference substrate.
In the scratch tests, a progressive load is applied through the indenter on the surface of the samples, and while this load increases, different failure modes will appear. First, failure mechanisms, such as plastic deformation, fissurations for conformal type, fissurations of tensile or lateral fissurations, will be observed that are related to failure mechanisms of the cohesive type (Lc1). After this, failure mechanisms such as delaminations, fissurations by frontal deformation, superficial lifts or lateral chipping, among others, will appear, which are related to failure mechanisms of the adhesive type (Lc2). Finally, the applied load will be high enough to remove more than half of the coating from the substrate (Lc3).
A Microtest MT series equipment (Microtest S.A.) was used for the tribomechanical tests. Pin-on-disk tests were performed using 6mm alumina balls, each of which had a surface maximum roughness of Ra
max = 0.050 µm and hardness of around 1650 HV, as the pins, and the different samples of coated and uncoated tools steels as the disks. The tests were carried out at a 40 N load, 200 rpm and 20,000 cycles, which supposes a Hertzian contact stress of 2.6 GPa. Tests were repeated three times at 8, 10 and 12 mm (track radii). As these are high performance tool steels and coatings with very good tribological properties, it was necessary to use a high load at enough revolutions to generate a measurable and homogeneous wear track. These conditions are more similar to the real cases of application of these coatings, such as cold stamping or forming applications, where high pressures are applied. Other studies have used similar parameters with this type of coatings [
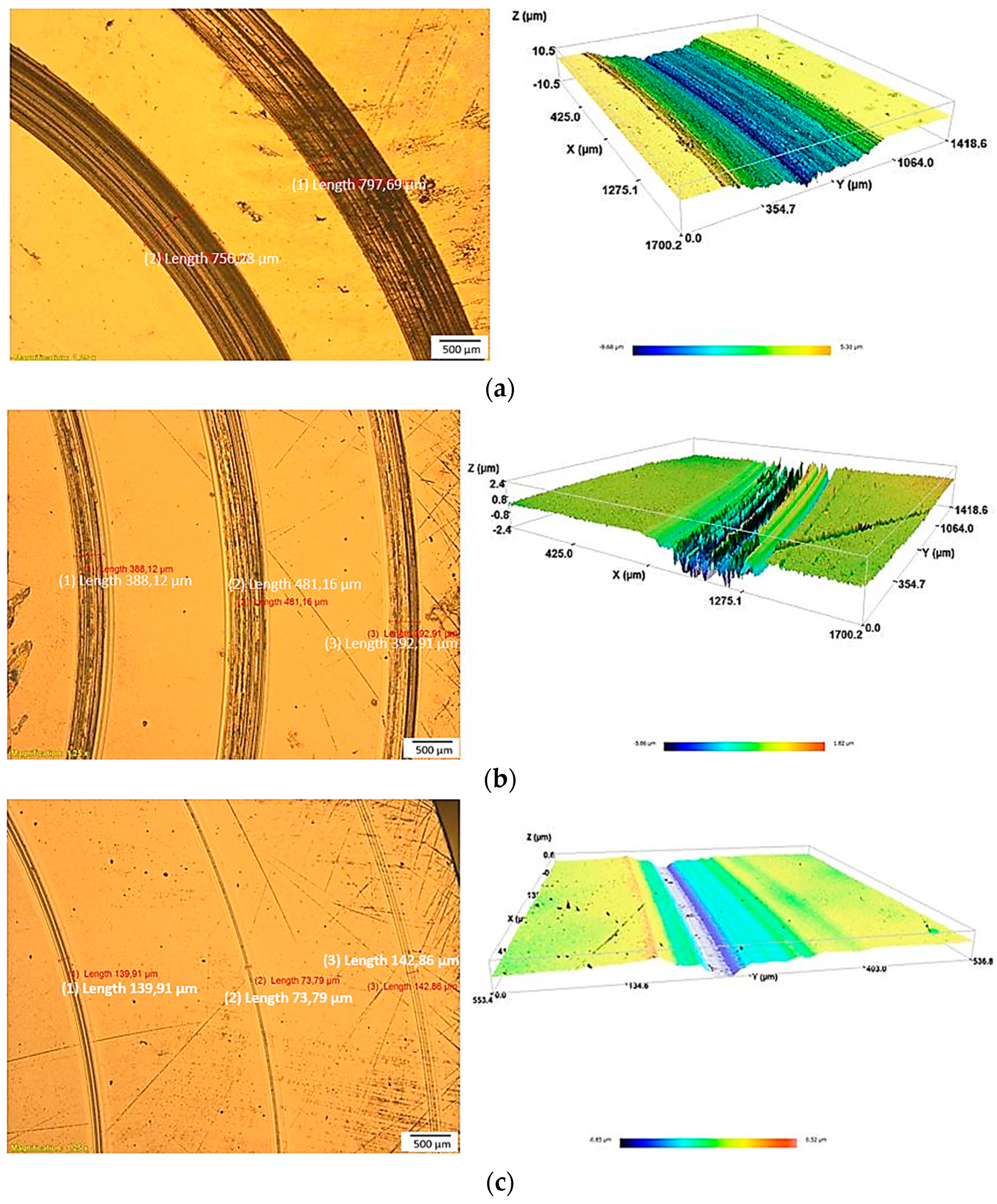
34]. The corresponding wear tracks have been measured by using a Confocal S mart Microscope (Sensofar) and an optical microscope. The volume loss as well as the wear evaluation were determined in two ways: according to ASTM G99 [
49] and straight from the confocal measures of volume loss.
Nanohardness measurements were performed with an MTS NANOINDENTER XP fitted with a Berkovich tip, a maximum depth of 2000 nm and a maximum load of 25 mN. Hardness and Young’s modulus values were obtained by the Oliver and Pharr method [
50] with the influence of the substrate in the hardness and Young’s modulus corrected using Bec et al.’s thin film model [
51,
52].
4. Discussion
Once all the tests on the samples coated with different DLCs by HiPIMS with positive pulses have been carried out, it is possible to highlight some of their aspects. First of all, Raman spectroscopy showed how the specimens coated with ta-C show a greater number of sp3 hybrid bonds than those of WC:C. This is consistent with the values obtained in the nanohardness tests and shows the importance of the sp2/sp3 ratio to determine the hardness. The nanohardness values obtained coincide with those shown in previous studies, with higher values of hardness for the ta-C samples than for the WC:C ones.
It should also be noted that by doping the coating with W (WC:C) it is possible to increase its adhesion properties due to the decrease in the surface energy. This is demonstrated by the results of Lc2 and Lc3, where the coating of WC:C presents values of around 59 and 75 N, respectively, while for the ta-C coating values of about 25 N for Lc2 and 50 N for Lc3 are reported. In this aspect, k360 steel exhibits a worse performance than the other two since the first adhesive failure appears at a critical load of 32.9 N, which is considerably lower than in the others. The efficacy of the novel HiPIMS with positive pulses technique is also demonstrated, with a clear improvement in the adhesion of the coatings to the substrates.
The resistance to plastic deformation (H3/E2) showed lower values than those found in the literature; specifically, values of around 0.15 were obtained for the ta-C coating and 0.04 for the WC:C coating. However, these values show concordance with those obtained for wear resistance since the higher the value of H3/E2, the better the resistance to wear of the coatings. The wear coefficient values show how for ta-C values of the order of 10−8 mm3/Nm were obtained; on the other hand, for WC:C, values of the order of 10−7 mm3/Nm were obtained (measured by the confocal microscope). As already stated, the effect of doping the coating with W (WC:C) is also evident in these results. The addition of W to the DLC structure allows the reduction of the compressive residual stress, enhancing adhesion critical load values, but also affects the hardness and wear resistance of the coatings, showing lower values of hardness and wear resistance. The COF values of the WC:C coatings are higher than the ta-C ones, and they show higher friction during the run-in period due to the formation of oxide phases.
Comparing the results obtained for the different substrates, it can be said that powder metallurgical steels show better properties than the ESR steel. This statement is demonstrated with the adhesion results (Lc2 for WC:C) and the values obtained for the wear resistance.
Finally, it should be noted that the slight discrepancies (about an order of magnitude) showed in the wear rate measurements with both different methods—following the ASTM G99 standard and the confocal directly—can be associated with the fact that the wear tracks do not have perfect spherical shapes due to the small wear suffered by the alumina balls during the pin-on-disc tests. This could lead to the values obtained by confocal measures being lower but more realistic.
5. Conclusions
In this work, high quality tools steels have been coated with advanced DLC coatings by using the novel HiPIMS technique with positive pulses. The objective of this work was to find the best results for the most extreme and demanding applications, and for this type of application, steels such as those that have been studied are commonly used. With this technique, tribological properties of great interest were obtained, such as a great resistance to wear or resistance to plastic deformation, in addition to improving the adhesion of the coating with the substrate. After analyzing the experimental procedure that was carried out and the results obtained, some aspects can be highlighted:
Raman spectroscopy showed that ta-C coatings have a higher number of sp3 bonds, which is consistent with these coatings being harder than those of WC:C;
The nanohardness of coatings was around 25 Gpa for the ta-C and around 14 GPa for the WC:C coating;
The relationship between resistance to plastic deformation and resistance to wear was proven, since the higher values of H3/E2 correlated with higher values of resistance to wear. It should be noted that this is a sign that hardness is not the only parameter that determines the wear behavior of coatings;
The coefficient of friction (COF) against alumina was considerably lower than that of the substrate (0.7) in the case of both coatings in all materials, obtaining values of around 0.07 for the ta-C coating and 0.1 for the WC:C coating;
The coatings showed very good adhesion to the substrate. The coatings of WC:C presented better results than those of ta-C, reaching values greater than 70 N for the critical load LC3. Vanadis 4 and vancron presented better adhesion than K360, as shown by the Lc2 values obtained for the WC:C coating;
The two coatings improve the wear resistance of the substrate, as demonstrated by the values obtained for volume loss and wear coefficient, especially for the case of ta-C. The WC:C coatings showed wear coefficient values one order of magnitude lower than the substrate (10−7), while in the case of ta-C values, values two orders of magnitude lower than the substrate were achieved (10−8).
The experimental results show that these DLC coatings obtained by the novel HiPIMS technique with positive pulses are a great option for implementation at an industrial level and are capable of competing with other types of coatings with which they could not do so until now.
If the results obtained for the different substrates are compared, it can be seen that the adhesion of powder metallurgical steels is greater than the ESR steels, while the first adhesive failure (Lc2) appears later with the WC:C coating in the case of the these steels (32.9 N for K360 and near 59 N for the powder metallurgical steels). A better trend in the results obtained for the wear coefficient for these steels can be observed, as shown in the comparative graphs. This better behavior could be due to their higher quality, which is characterized by a better dimensional stability, greater homogeneity of carbides and greater mechanical properties such as toughness or yield strength. Although further studies are necessary to determine the cause of this better behavior, these properties could lead into lower and more homogeneous residual stress in the substrate, resulting in lower strain on the interface substrate coating, and a greater ability to withstand the loads transmitted through the coating. A greater chemical compatibility seems to be another factor that affects the adhesion between the coating and the substrate and the higher content in vanadium in powder metallurgical steels could increase the yield strength of the steel, which could explain the better behavior against loads.

 ,
, 











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}