
Fabrication and Characterization of Fiber-Reinforced Composite Sandwich Structures Obtained by Fused Filament Fabrication Process

 , , ,
, , ,
Abstract
:1. Introduction
2. Materials and Methods
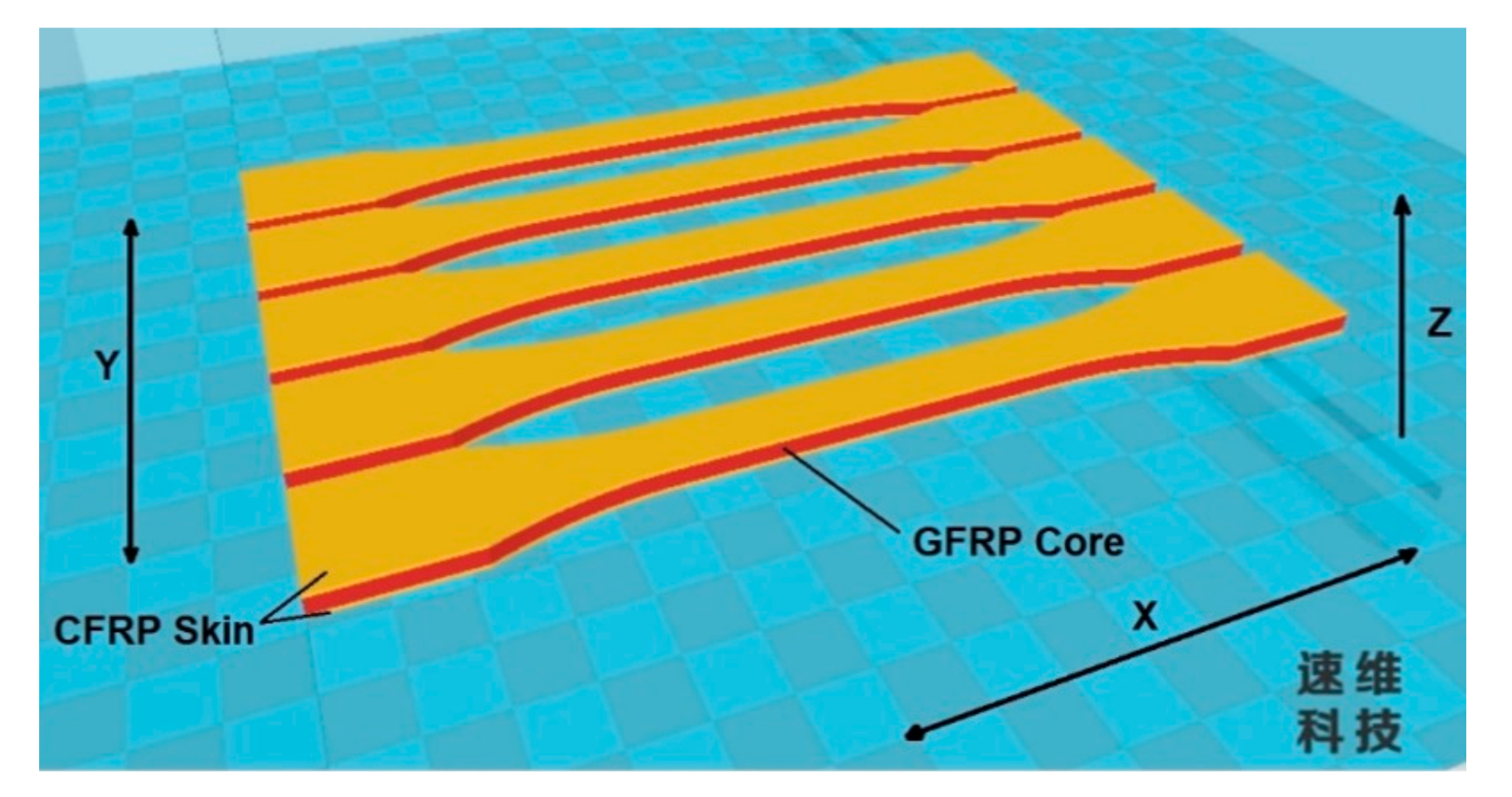
2.1. Materials Properties and Manufacturing Conditions of the Sandwich Specimens
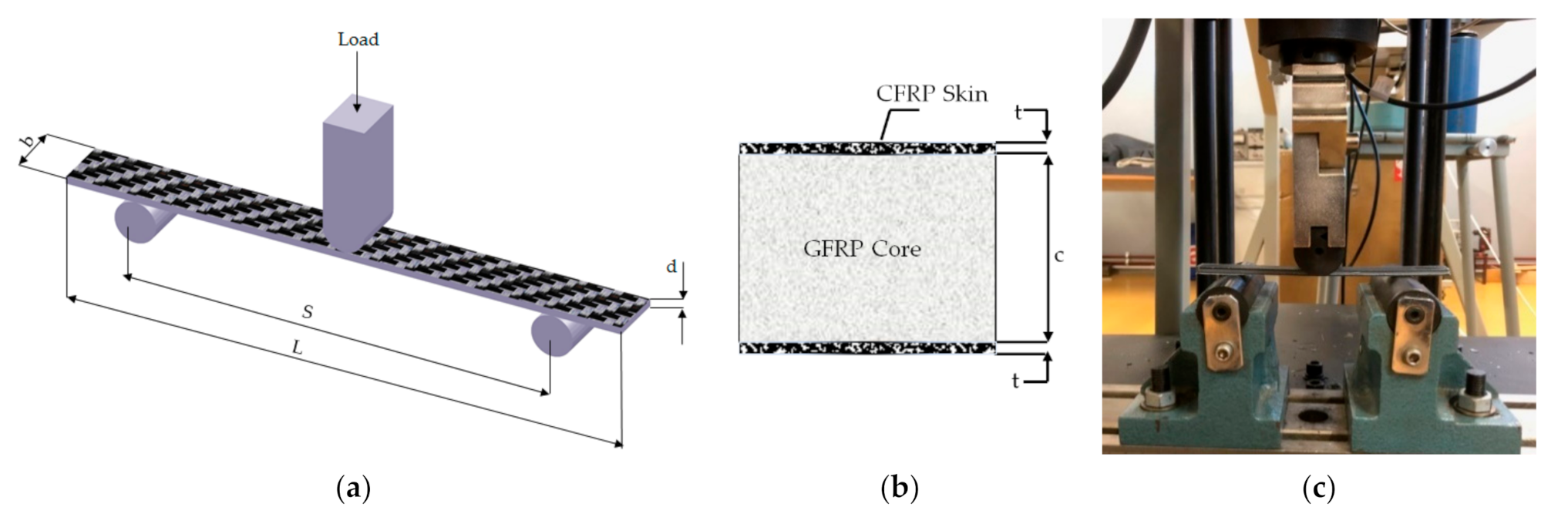
2.2. Mechanical Testing
2.3. Statistical Analysis
3. Results and Discussion
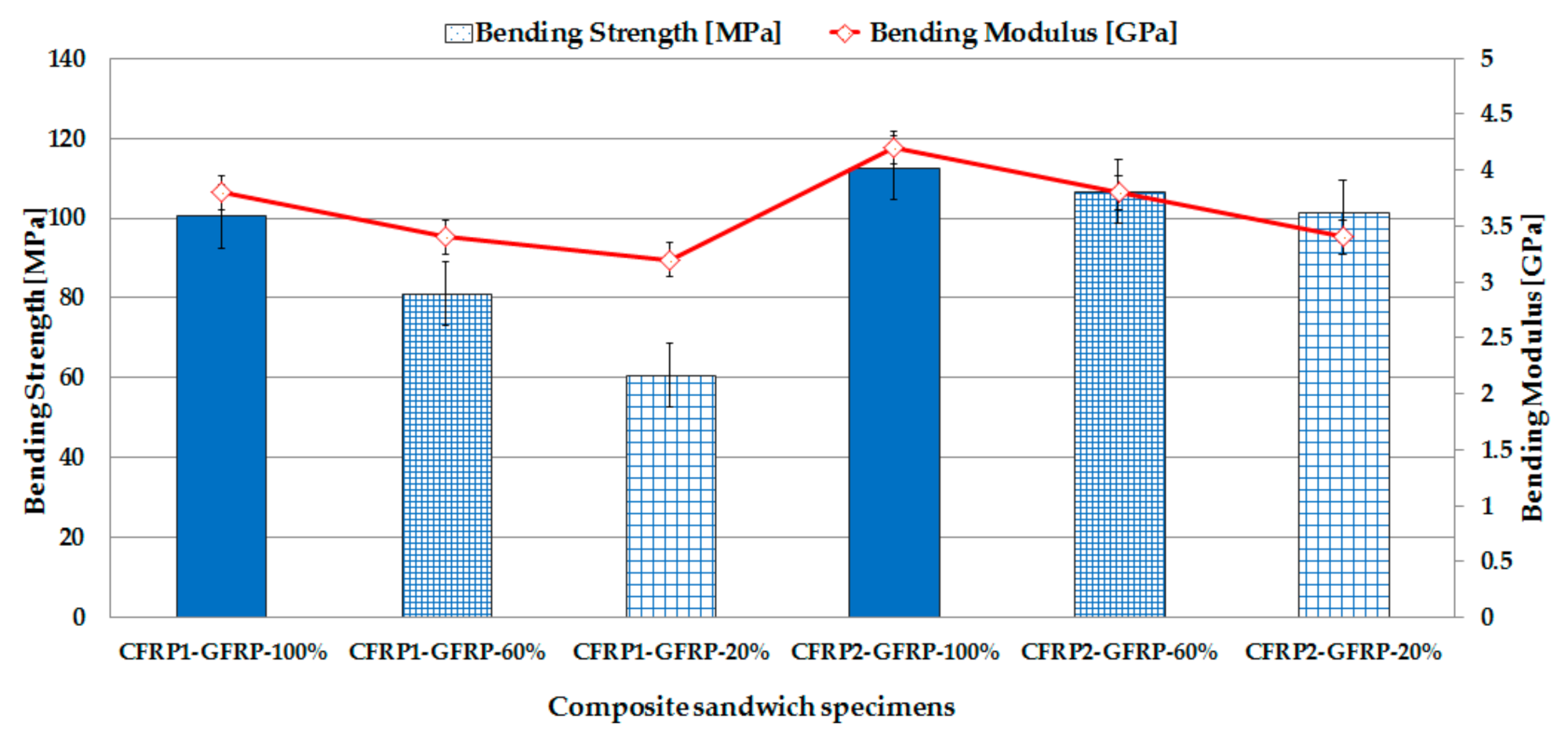
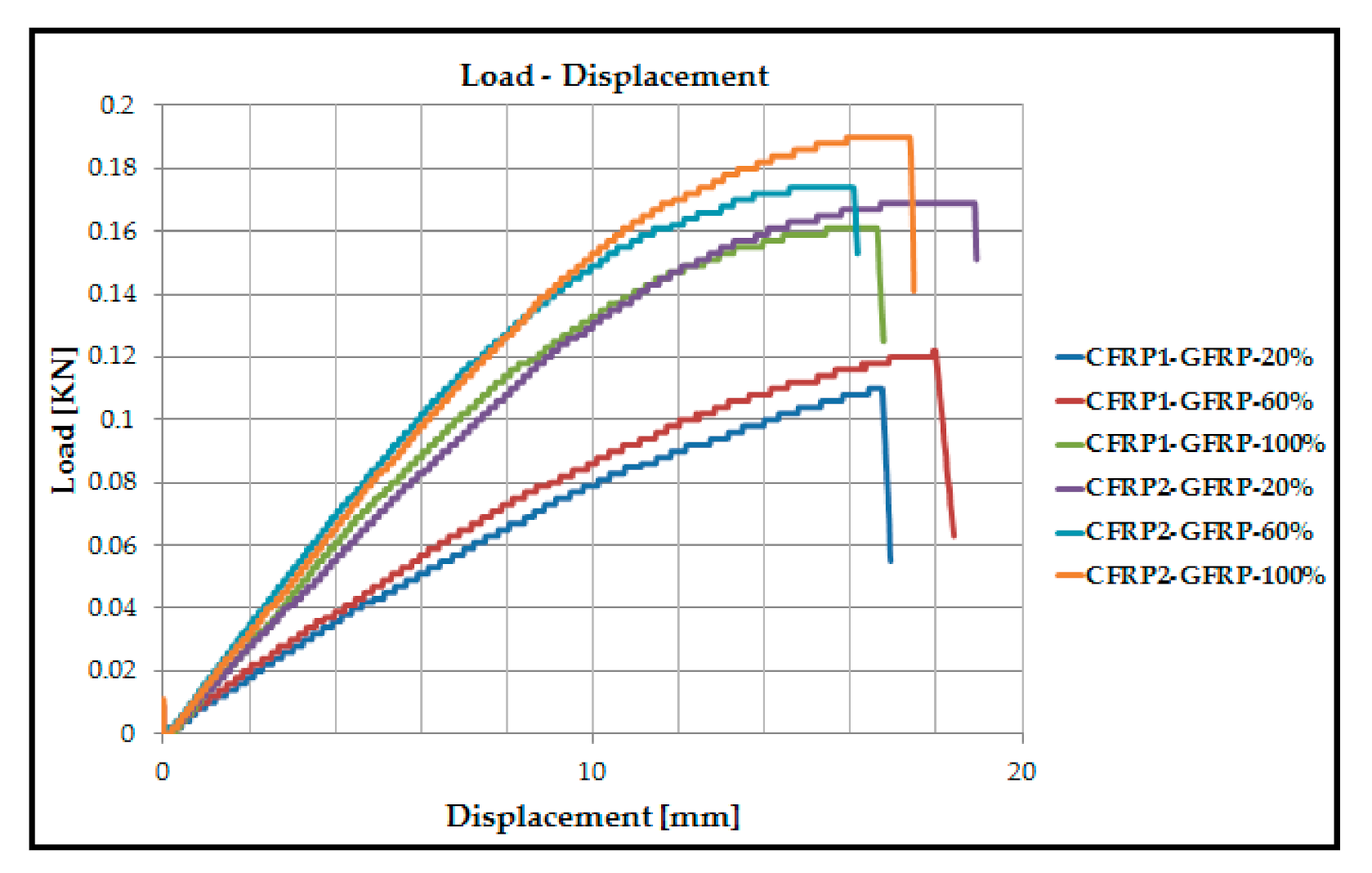
3.1. Three-Point Bending Behavior of the Fiber-Reinforced Composite Sandwich Structures
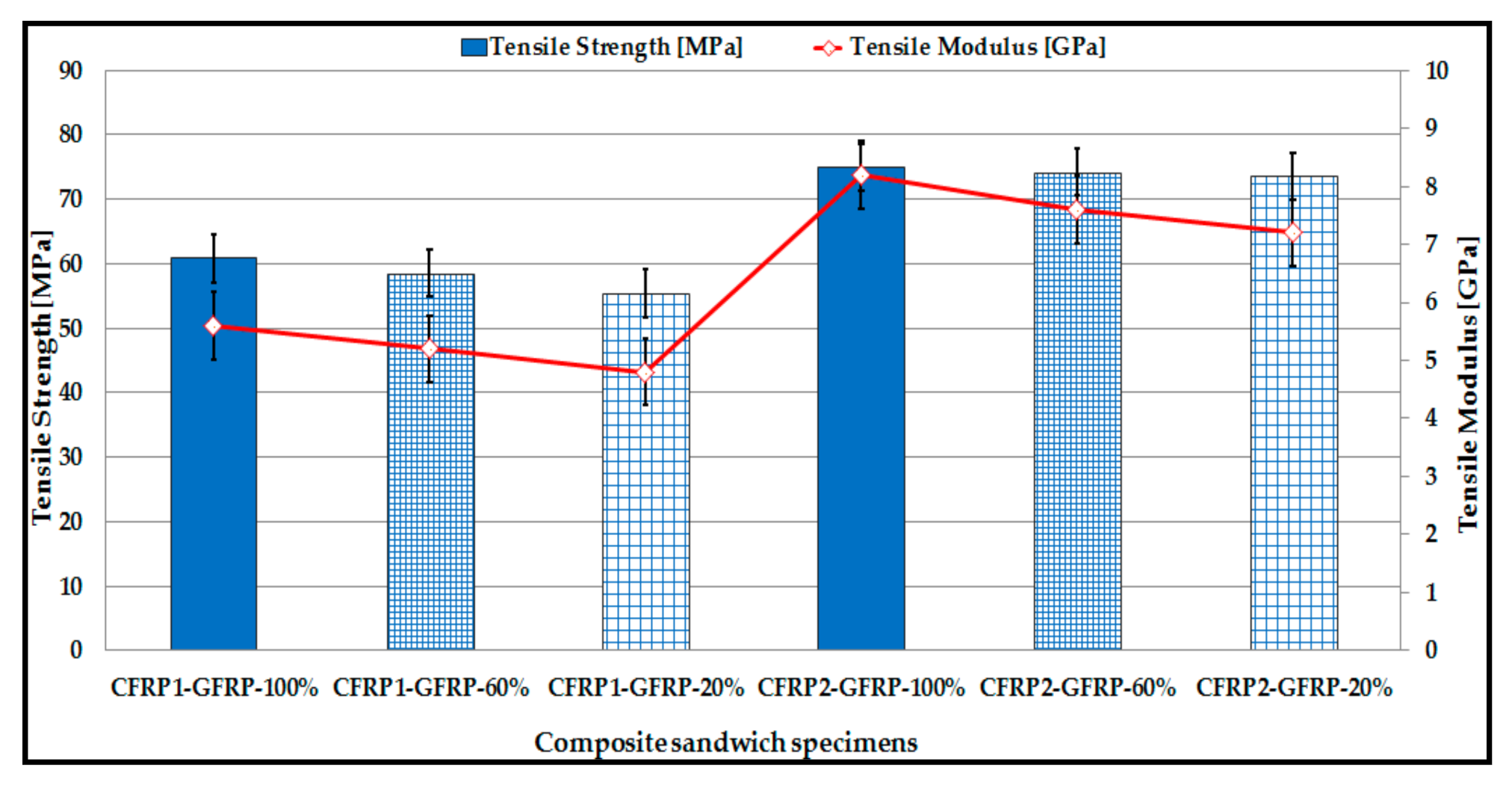
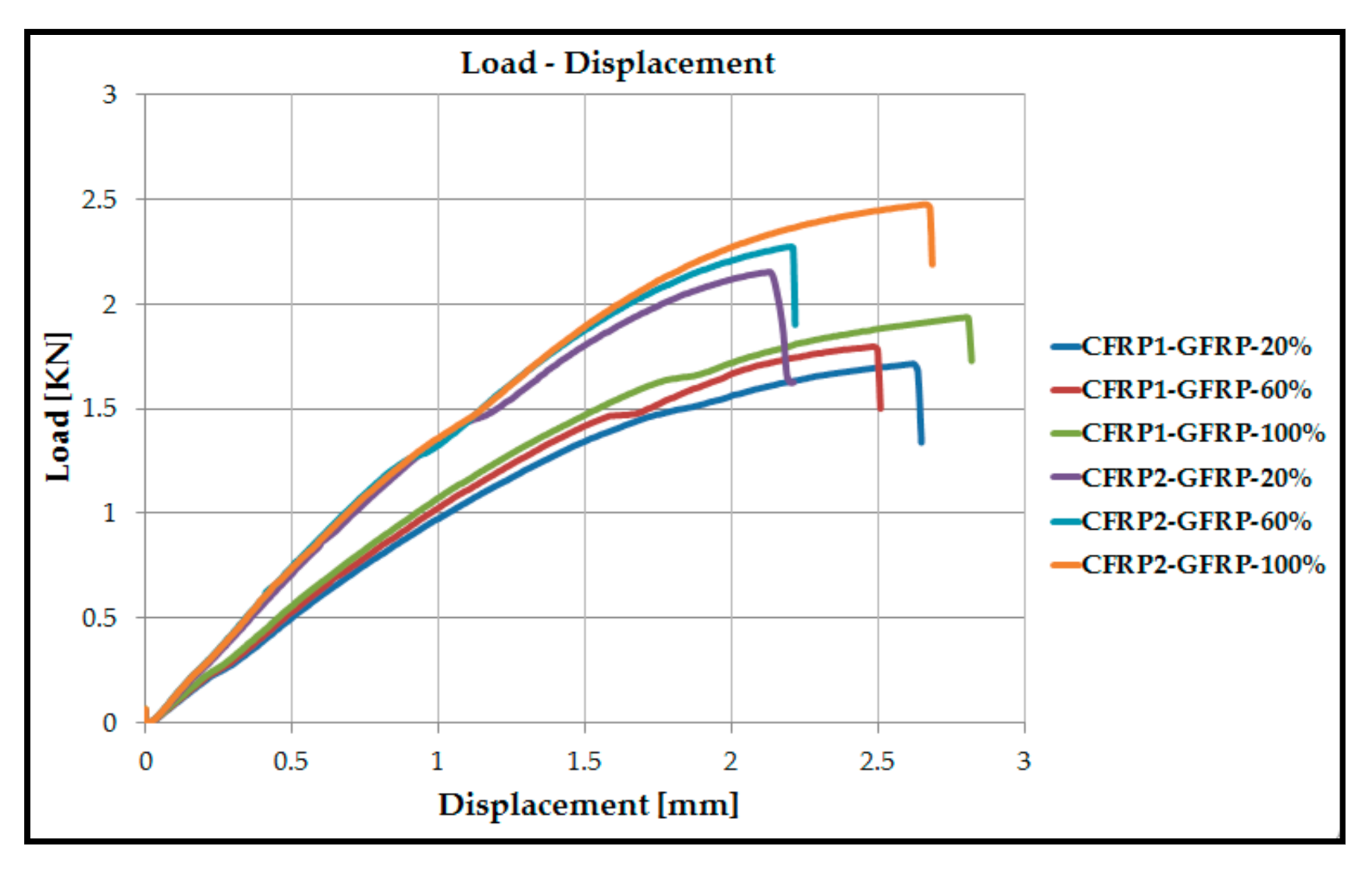
3.2. Tensile Performances of the Fiber-Reinforced Composite Sandwich Structures
3.3. Mechanical Shock Properties of the Fiber-Reinforced Composite Sandwich Structures
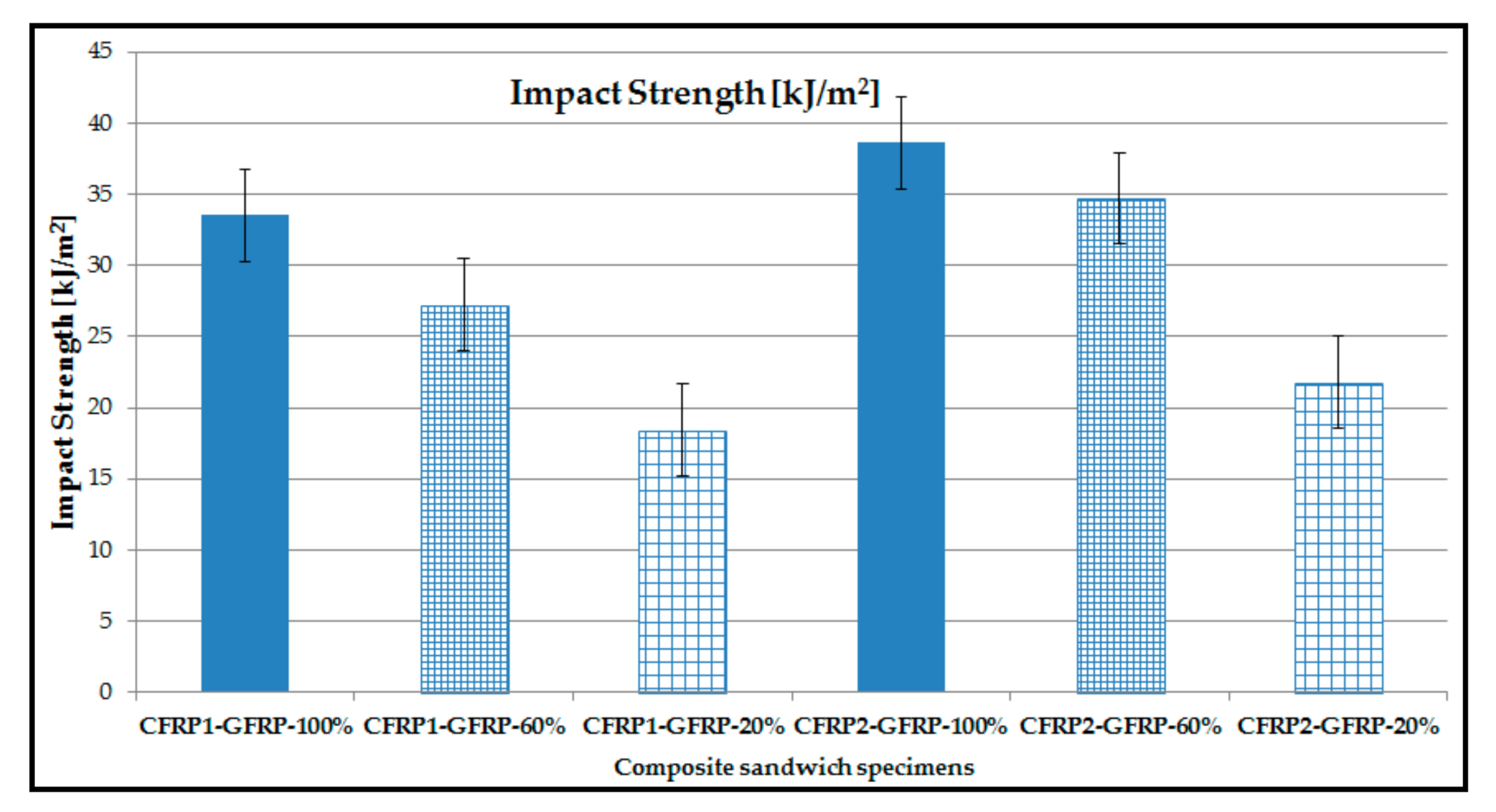
3.4. Impact Properties of the Fiber-Reinforced Composite Sandwich Structures
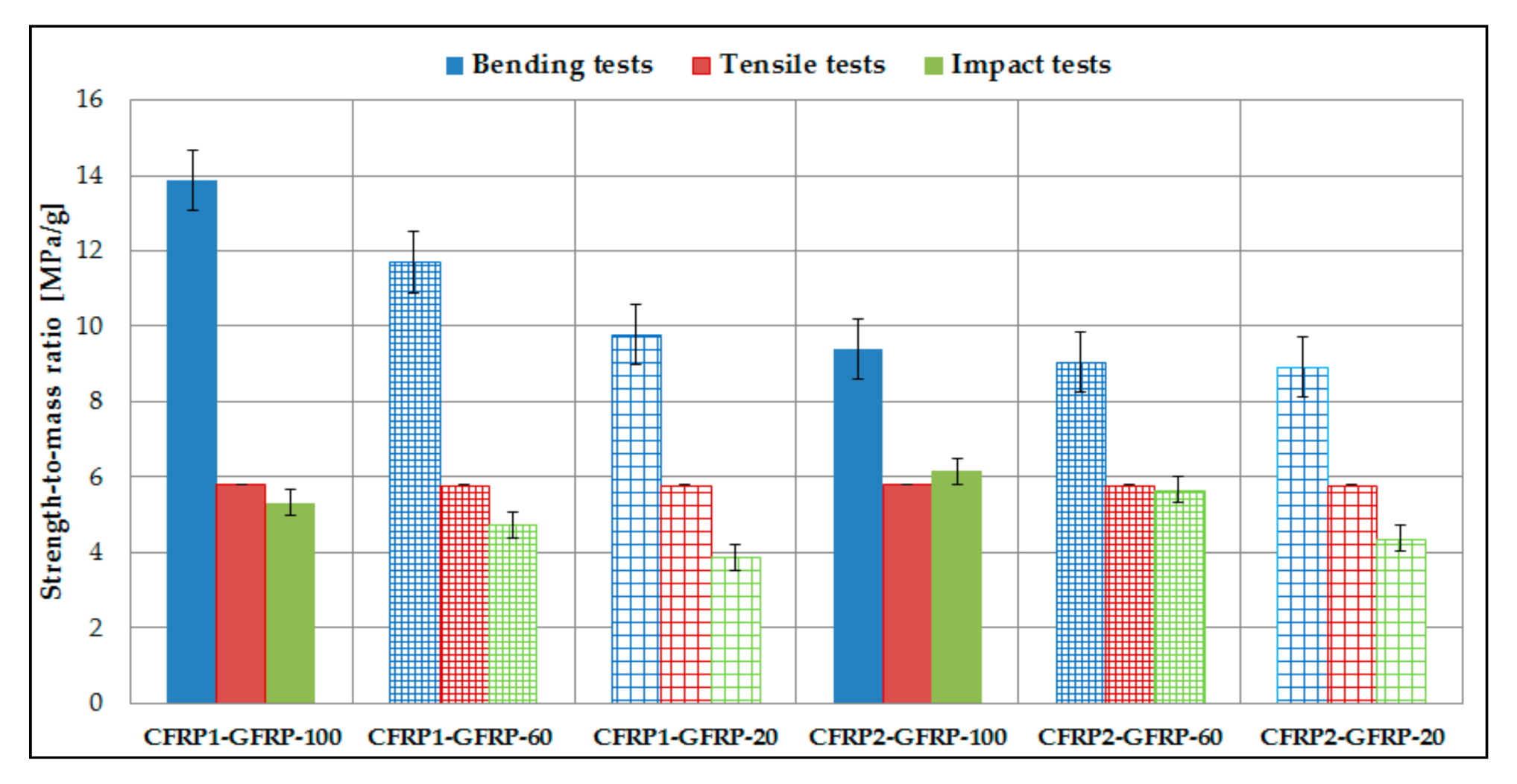
3.5. Strength-to-Mass Ratio of the 3D Printed Sandwich Structures
- In the case of three-point bending tests, for CFRP1-GFRP sandwich structures, the strength-to-mass ratio is directly proportional to the infill density. In contrast, for the second structure CFRP2-GFRP, the ratio values are very close, a fact which indicates that a lower infill density can be used, maintaining approximately the same value of the strength-to-mass ratio. For this structure, using a lower infill density reduces the time and costs of 3D printing.
- In the case of tensile strength tests, both sandwich structures have very close strength-to-mass ratio values. Thus, it can be highlighted that the infill density does not significantly change the values of the strength-to-mass ratio.
- In the case of impact tests, the results have shown that the higher the infill density, the higher the strength-to-mass ratio. Therefore, it can be stated that the value of the strength-to-mass ratio is directly proportional to the value of impact strength.
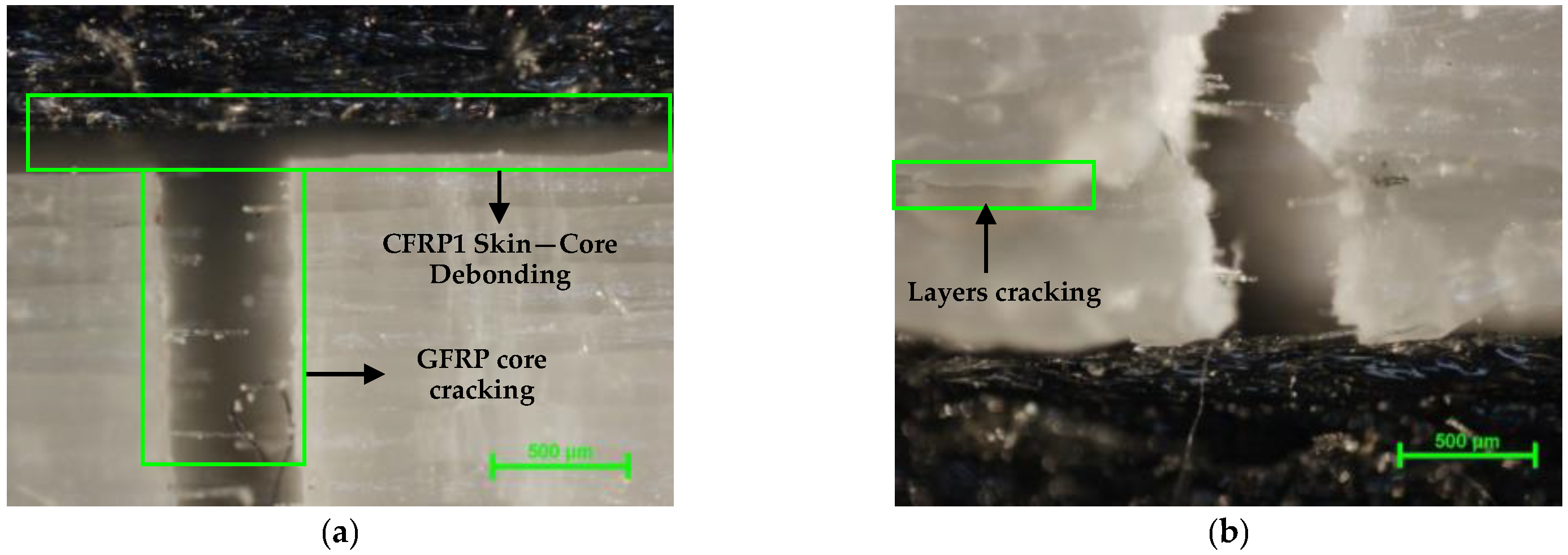
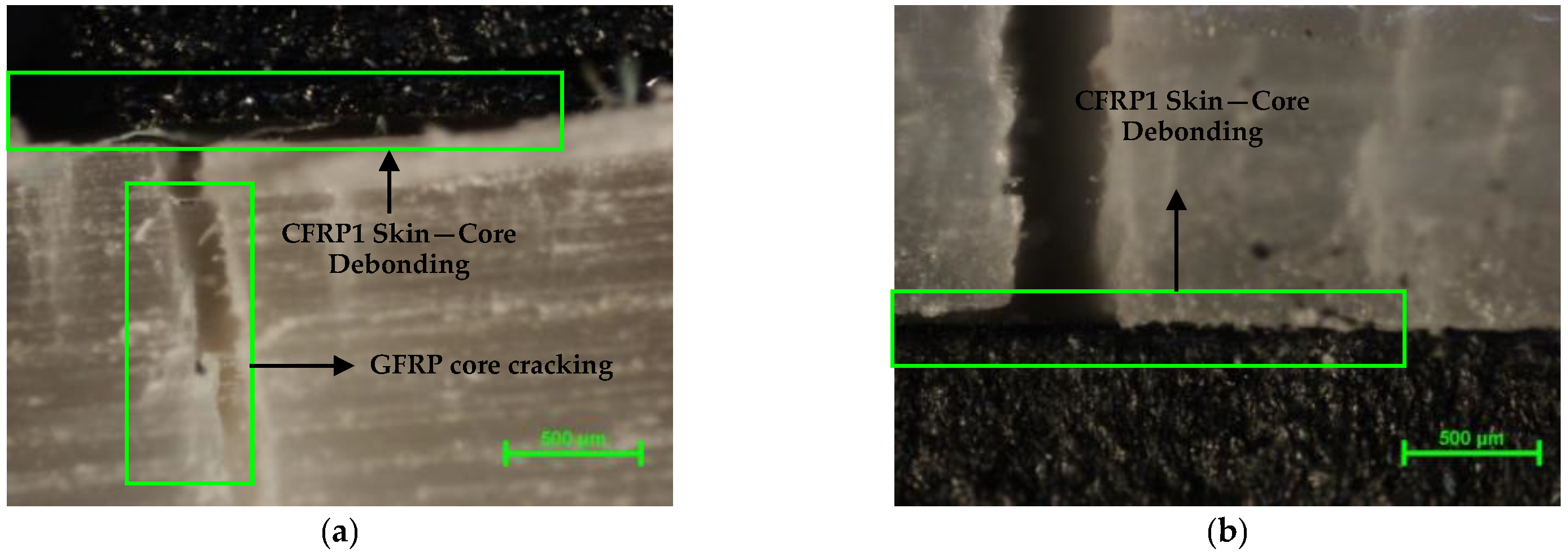
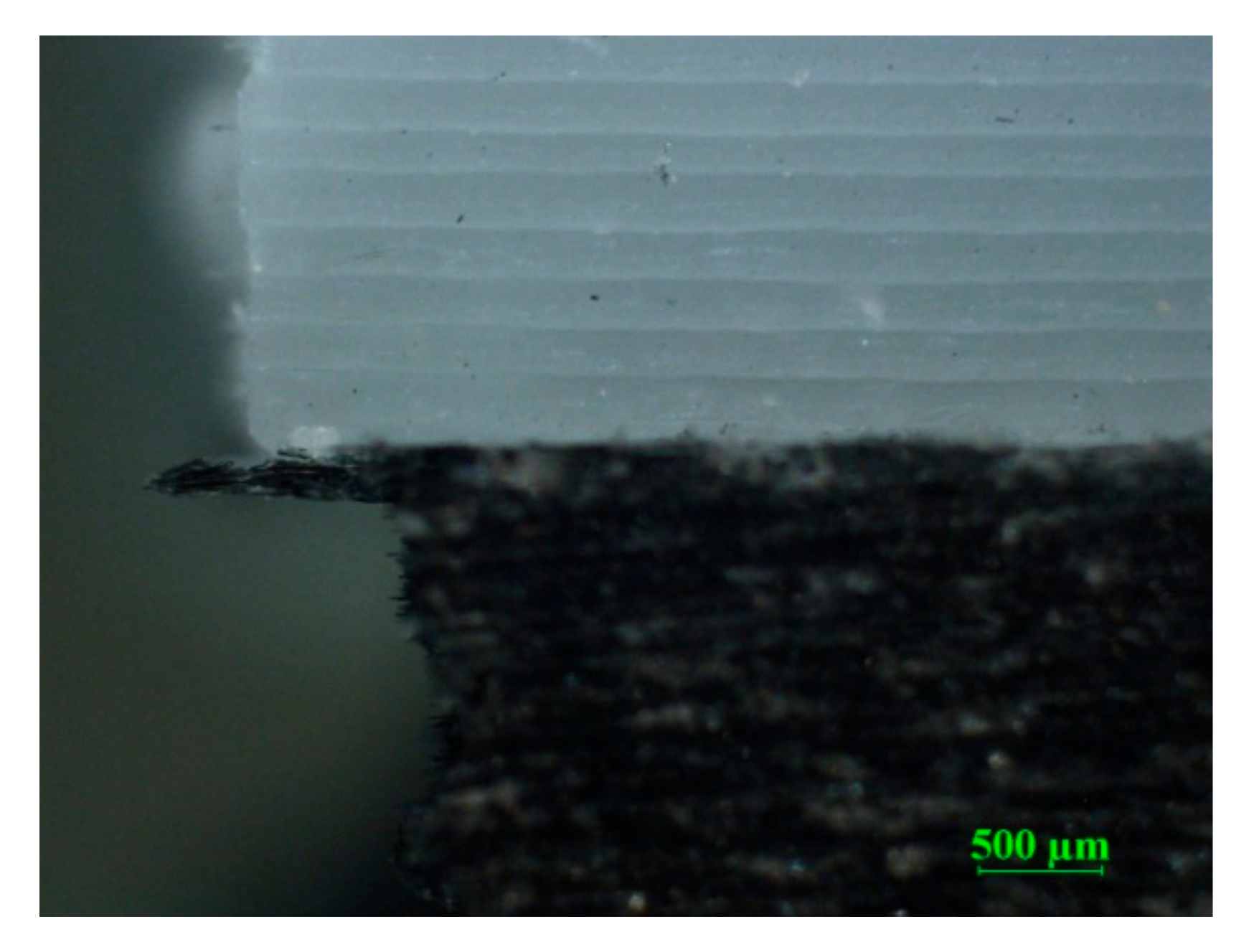
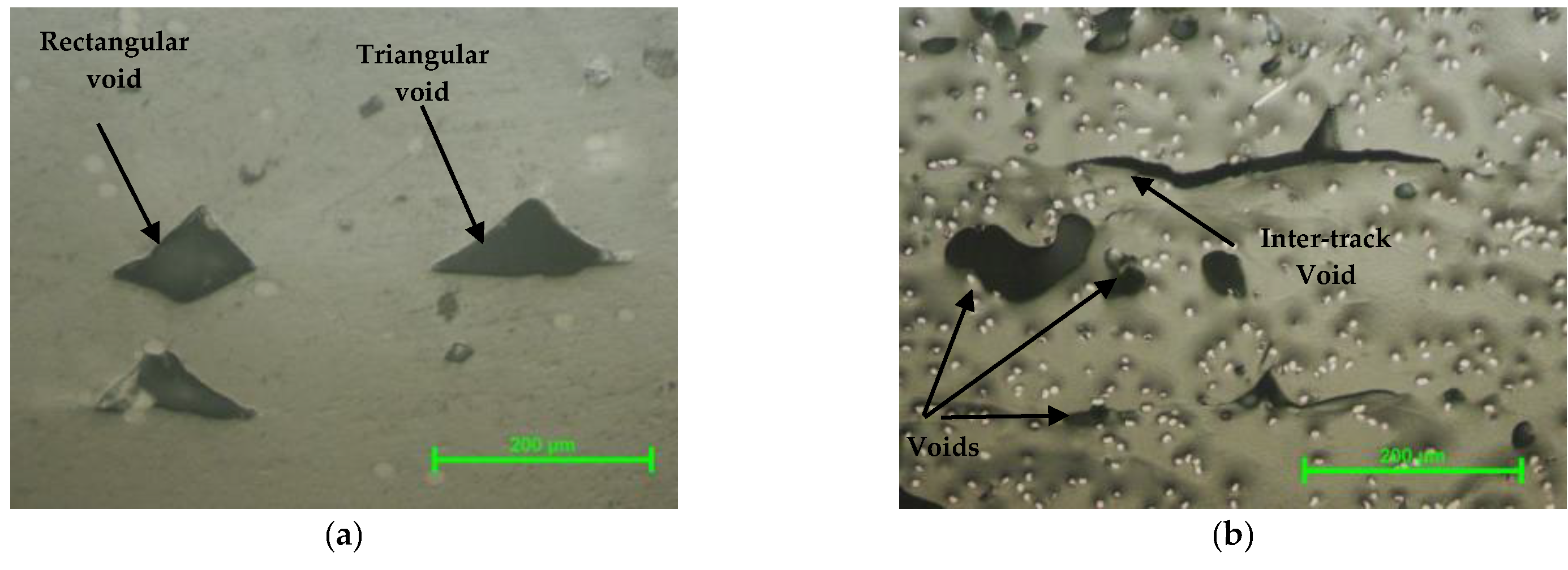
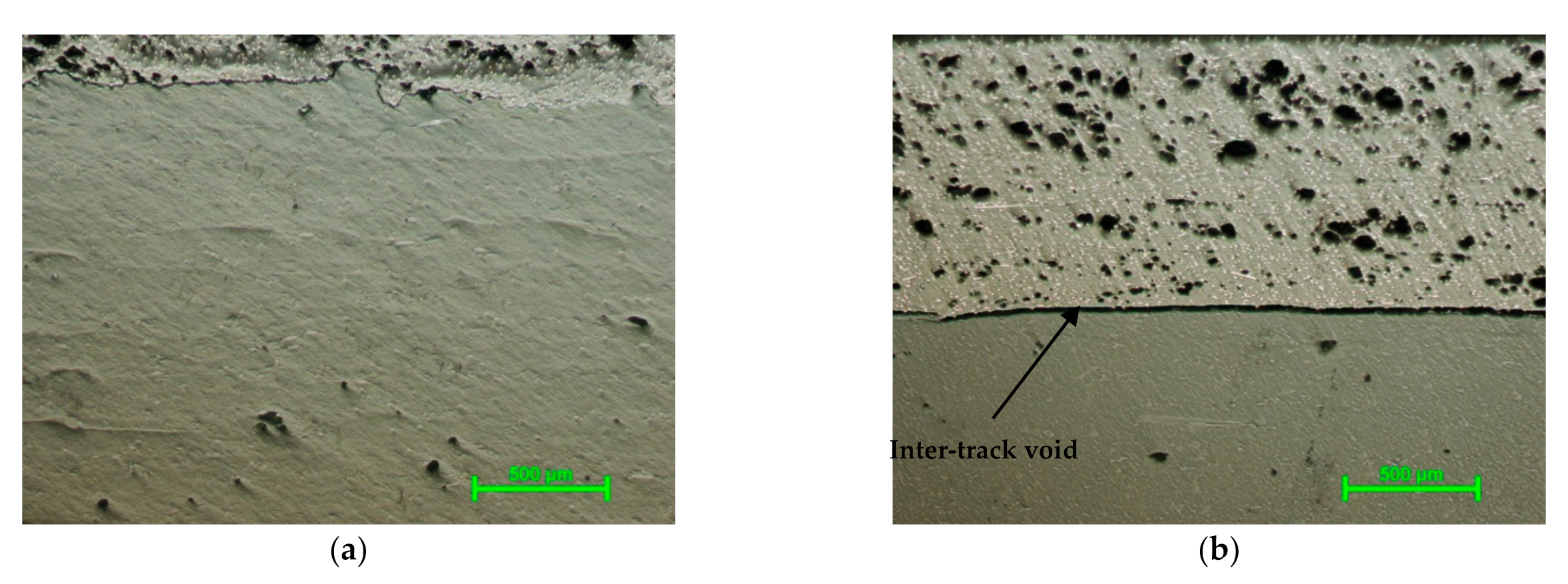
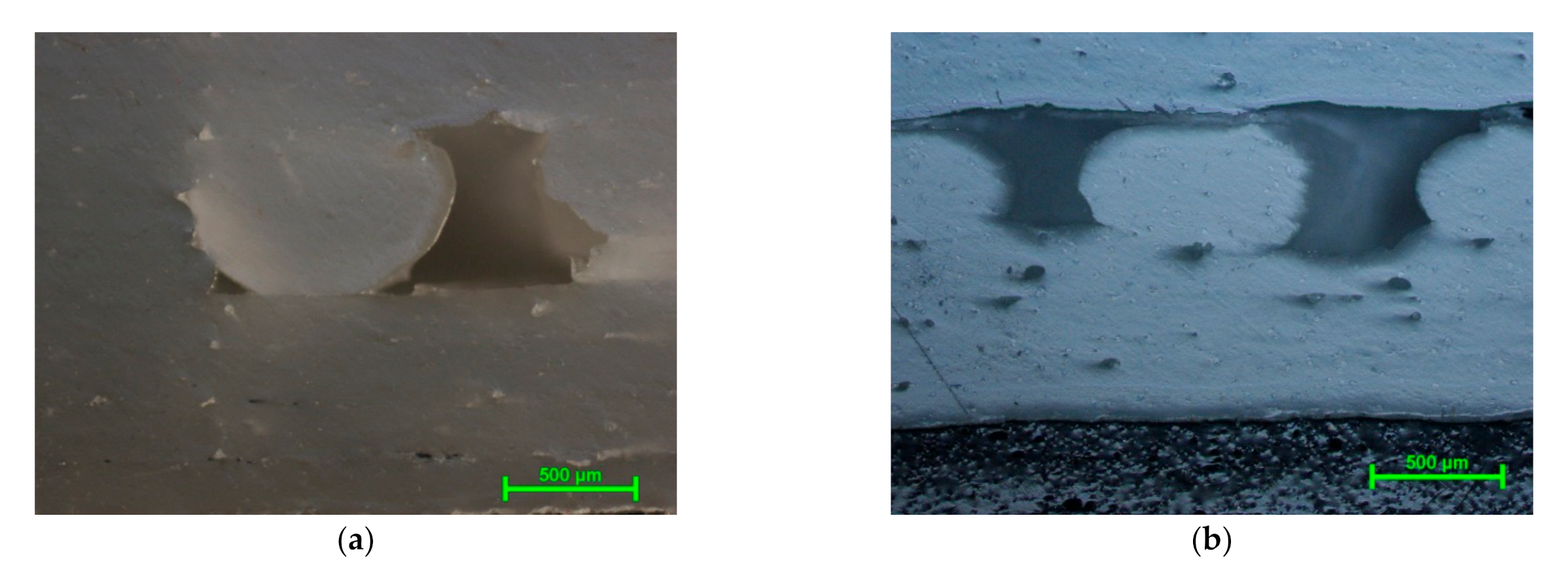
3.6. Microscopic Analysis of Breaking Mode and Manufacturing Defects of the Fiber-Reinforced Composite Sandwich Structures
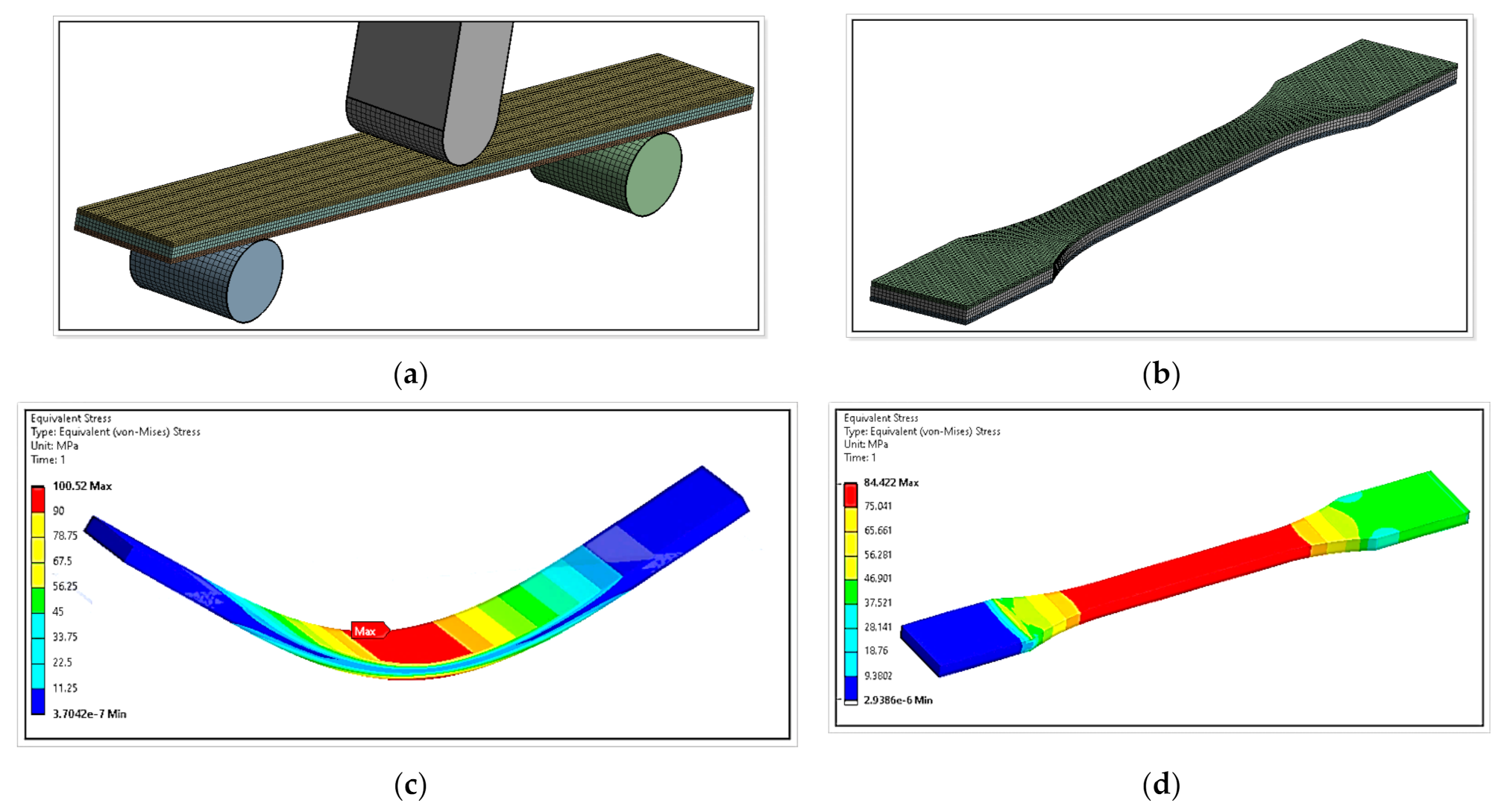
3.7. Finite Element Analysis of the Fiber-Reinforced Composite Sandwich Structures
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Kalender, M.; Bozkurt, Y.; Ersoy, S.; Salman, S. Product development by additive manufacturing and 3D printer technology in aerospace industry. J. Aeronaut. Space Technol. 2020, 13, 129–138. [Google Scholar]
- Joshi, S.C.; Sheikh, A.A. 3D printing in aerospace and its long-term sustainability. Virtual Phys. Prototyp. 2015, 10, 175–185. [Google Scholar] [CrossRef]
- Pascariu, I.S.; Zaharia, S.M. Design and testing of an unmanned aerial vehicle manufactured by fused deposition modeling. J. Aerosp. Eng. 2020, 33, 06020002. [Google Scholar] [CrossRef]
- Heras, E.S.; Haro, F.B.; de Agustín del Burgo, J.M.; Marcos, M.E.I. Plate auto-level system for fused deposition modelling (FDM) 3D printers. Rapid Prototyp. J. 2017, 23, 401–413. [Google Scholar] [CrossRef]
- Sharma, N.; Aghlmandi, S.; Cao, S.; Kunz, C.; Honigmann, P.; Thieringer, F.M. Quality characteristics and clinical relevance of in-house 3D-printed customized polyetheretherketone (PEEK) implants for craniofacial reconstruction. J. Clin. Med. 2020, 9, 2818. [Google Scholar] [CrossRef] [PubMed]
- Zhao, F.; Li, D.; Jin, Z. Preliminary investigation of poly-ether-ether-ketone based on fused deposition modeling for medical applications. Materials 2018, 11, 288. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Vaezi, M.; Yang, S. Extrusion-based additive manufacturing of PEEK for biomedical applications. Virtual Phys. Prototyp. 2015, 10, 123–135. [Google Scholar] [CrossRef]
- Noort, M.; van Bommel, K.; Renzetti, S. 3D-printed cereal foods. Cereal Foods World 2017, 62, 222–227. [Google Scholar] [CrossRef]
- Zhang, L.; Lou, Y.; Schutyser, M.A.I. 3D printing of cereal-based food structures containing probiotics. Food Struct. 2018, 18, 14–22. [Google Scholar] [CrossRef]
- Varghese, C.; Wolodko, J.; Chen, L.; Doschak, M.; Srivastav, P.P.; Roopesh, M.S. Influence of selected product and process parameters on microstructure, rheological, and textural properties of 3D printed cookies. Foods 2020, 9, 907. [Google Scholar] [CrossRef]
- Blanco, I. The use of composite materials in 3D printing. J. Compos. Sci. 2020, 4, 42. [Google Scholar] [CrossRef] [Green Version]
- Blok, L.G.; Longana, M.L.; Yu, H.; Woods, B.K.S. An investigation into 3D printing of fiber reinforced thermoplastic composites. Addit. Manuf. 2018, 22, 176–186. [Google Scholar]
- Nakagawa, Y.; Mori, K.; Maeno, T. 3D printing of carbon fiber-reinforced plastic parts. Int. J. Adv. Manuf. Technol. 2017, 91, 2811–2817. [Google Scholar] [CrossRef]
- Shulga, E.; Karamov, R.; Sergeichev, I.S.; Konev, S.D.; Shurygina, L.I.; Akhatov, I.S.; Shandakov, S.D.; Nasibulin, A.G. Fused filament fabricated polypropylene composite reinforced by aligned glass fibers. Materials 2020, 13, 3442. [Google Scholar] [CrossRef]
- Sodeifian, G.; Ghaseminejad, S.; Yousefid, A.A. Physics Preparation of polypropylene/short glass fiber composite as Fused Deposition Modeling (FDM) filament. Results Phys. 2019, 12, 205–222. [Google Scholar] [CrossRef]
- Rahimizadeh, A.; Kalman, J.; Henri, R.; Fayazbakhsh, K.; Lessard, L. Recycled glass fiber composites from wind turbine waste for 3D printing feedstock: Effects of fiber content and interface on mechanical performance. Materials 2019, 12, 3929. [Google Scholar] [CrossRef] [Green Version]
- Mei, H.; Ali, Z.; Ali, I.; Cheng, L. Tailoring strength and modulus by 3D printing different continuous fibers and filled structures into composites. Adv. Compos. Hybrid. Mater. 2019, 2, 312–319. [Google Scholar] [CrossRef]
- Dickson, A.N.; Barry, J.N.; McDonnell, K.A.; Dowling, D.P. Fabrication of continuous carbon, glass and kevlar fiber reinforced polymer composites using additive manufacturing. Addit. Manuf. 2017, 16, 146–152. [Google Scholar]
- Dong, G.; Tang, Y.; Li, D.; Zhao, Y.F. Mechanical properties of continuous kevlar fiber reinforced composites fabricated by fused deposition modeling process. Procedia Manuf. 2018, 26, 774–781. [Google Scholar] [CrossRef]
- Ferreira, R.T.L.; Amatte, I.C.; Dutra, T.A.; Bürger, D. Experimental characterization and micrography of 3D printed PLA and PLA reinforced with short carbon fibers. Compos. Part B 2017, 124, 88–100. [Google Scholar] [CrossRef]
- Matsuzaki, R.; Ueda, M.; Namiki, M.; Jeong, T.-K.; Asahara, H.; Horiguchi, K.; Nakamura, T.; Todoroki, A.; Hirano, Y. Three-dimensional printing of continuous-fiber composites by in-nozzle impregnation. Sci. Rep. 2016, 6, 23058. [Google Scholar] [CrossRef] [PubMed]
- Ning, F.; Cong, W.; Hu, Y.; Wang, H. Additive manufacturing of carbon fiber-reinforced plastic composites using fused deposition modeling: Efects of process parameters on tensile properties. J. Compos. Mater. 2017, 51, 451–462. [Google Scholar] [CrossRef]
- Ning, F.; Cong, W.; Hu, Z.; Huang, K. Additive manufacturing of thermoplastic matrix composites using fused deposition modeling: A comparison of two reinforcements. J. Compos. Mater. 2017, 51, 3733–3742. [Google Scholar] [CrossRef]
- Wang, P.; Zou, B.; Ding, S.; Hunag, C.; Shi, Z.; Ma, Y.; Yao, P. Preparation of short CF/GF reinforced PEEK composite filaments and their comprehensive properties evaluation for FDM-3D printing. Compos. Part B 2020, 198, 108175. [Google Scholar] [CrossRef]
- Wickramasinghe, S.; Do, T.; Tran, P. FDM-based 3D printing of polymer and associated composite: A review on mechanical properties, defects and treatments. Polymers 2020, 12, 1529. [Google Scholar] [CrossRef]
- Sanei, S.H.R.; Popescu, D. 3D-printed carbon fiber reinforced polymer composites: A systematic review. J. Compos. Sci. 2020, 4, 98. [Google Scholar] [CrossRef]
- Naranjo-Lozada, J.; Ahuett-Garza, H.; Orta-Castañón, P.; Verbeeten, W.M.H.; Sáiz-González, D. Tensile properties and failure behavior of chopped and continuous carbon fiber composites produced by additive manufacturing. Addit. Manuf. 2019, 26, 227–241. [Google Scholar] [CrossRef]
- Abdullah, A.M.; Mohamad, D.; Rahim, T.N.A.T.; Akil, H.M.; Rajion, Z.A. Effect of narrow infill density gap on the compressive properties of 3D printed carbon fibre reinforced acrylonitrile butadiene styrene. J. Mech. Sci. Technol. 2019, 33, 2339–2343. [Google Scholar] [CrossRef]
- Yazdani Sarvestani, H.; Akbarzadeh, A.H.; Niknam, H.; Hermenean, K. 3D printed architected polymeric sandwich panels: Energy absorption and structural performance. Compos. Struct. 2018, 200, 886–909. [Google Scholar] [CrossRef]
- Sarvestani, H.Y.; Akbarzadeh, A.; Mirbolghasemi, A.; Hermenean, K. 3D printed meta-sandwich structures: Failure mechanism, energy absorption and multi-hit capability. Mater. Des. 2018, 160, 179–193. [Google Scholar] [CrossRef]
- Ayrilmis, N.; Nagarajan, R.; Kuzman, M.K. Effects of the face/core layer ratio on the mechanical properties of 3D printed wood/polylactic acid (PLA) green biocomposite panels with a gyroid core. Polymers 2020, 12, 2929. [Google Scholar] [CrossRef]
- Zaharia, S.M.; Enescu, L.A.; Pop, M.A. Mechanical performances of lightweight sandwich structures produced by material extrusion-based additive manufacturing. Polymers 2020, 12, 1740. [Google Scholar] [CrossRef]
- Antony, S.; Cherouat, A.; Montay, G. Fabrication and characterization of hemp fibre based 3D printed honeycomb sandwich structure by FDM process. Appl. Compos. Mater. 2020, 27, 935–953. [Google Scholar] [CrossRef]
- Sugiyama, K.; Matsuzaki, R.; Ueda, M.; Todoroki, A.; Hirano, Y. 3D printing of composite sandwich structures using continuous carbon fiber and fiber tension. Compos. Part A Appl. Sci. Manuf. 2018, 113, 114–121. [Google Scholar] [CrossRef]
- Wang, Z.; Luan, C.; Liao, G.; Yao, X.; Fu, J. Mechanical and self-monitoring behaviors of 3D printing smart continuous carbon fiber-thermoplastic lattice truss sandwich structure. Compos. Part B Eng. 2019, 176, 107215. [Google Scholar] [CrossRef]
- Tekinalp, H.L.; Kunc, V.; Velez-Garcia, G.M.; Duty, C.E.; Love, L.J.; Naskar, A.K.; Blue, C.A.; Ozcan, S. Highly oriented carbon fiber—Polymer composites via additive manufacturing. Compos. Sci. Technol. 2014, 105, 144–150. [Google Scholar] [CrossRef] [Green Version]
- Papon, E.A.; Haque, A. Fracture toughness of additively manufactured carbon fiber reinforced composites. Addit. Manuf. 2019, 26, 41–52. [Google Scholar] [CrossRef]
- Oztan, C.; Karkkainen, R.; Fittipaldi, M.; Nygren, G.; Roberson, L.; Lane, M.; Celik, E. Microstructure and mechanical properties of three dimensional-printed continuous fiber composites. J. Compos. Mater. 2019, 53, 271–280. [Google Scholar] [CrossRef]
- Galatas, A.; Hassanin, H.; Zweiri, Y.; Seneviratne, L. Additive manufactured sandwich composite/ABS parts for unmanned aerial vehicle applications. Polymers 2018, 10, 1262. [Google Scholar] [CrossRef] [Green Version]
- Bodaghi, M.; Serjouei, A.; Zolfagharian, A.; Fotouhi, M.; Hafizur, R.; Durand, D. Reversible energy absorbing meta-sandwiches by FDM 4D printing. Int. J. Mech. Sci. 2020, 173, 105451. [Google Scholar] [CrossRef] [Green Version]
- ISO 527-2:2012. Plastics—Determination of Tensile Properties—Part 2: Test Conditions for Moulding and Extrusion Plastics; International Organization for Standardization: Geneva, Switzerland, 2012. [Google Scholar]
- ISO 1183-1:2019. Plastics—Methods for Determining the Density of Non Cellular Plastics—Part 1: Immersion Method, Liquid Pycnometer Method and Titration Method; ISO: Geneva, Switzerland, 2019. [Google Scholar]
- ASTM D638-10. Standard Test Method for Tensile Properties of Plastics; American Society for Testing and Materials: West Conshohocken, PA, USA, 2010. [Google Scholar]
- ASTM C393/C393M-2011. Standard Test Method for Core Shear Properties of Sandwich Constructions by Beam Flexure; American Society for Testing and Materials: West Conshohocken, PA, USA, 2011. [Google Scholar]
- Pop, M.A.; Geamăn, V.; Radomir, I.; Bedo, T. Capacity of energy absorption by flick through shock in cooper foams. J. Porous Media 2017, 20, 405–415. [Google Scholar] [CrossRef]
- German Institute for Standardization. Plastics-Determination of Charpy Impact Properties-Part 1: Non-Instrumented Impact Test (German Version ISO 179-1:2010); DIN EN ISO 179-1; DIN: Dublin, Germany, 2010. [Google Scholar]
- De Toro, E.V.; Sobrino, J.C.; Martínez, A.M.; Eguía, V.M.; Pérez, J.A. Investigation of a short carbon fibre-reinforced polyamide and comparison of two manufacturing processes: Fused deposition modelling (FDM) and polymer injection moulding (PIM). Materials 2020, 13, 672. [Google Scholar] [CrossRef] [Green Version]
- Yasa, E.; Ersoy, K. Dimensional accuracy and mechanical properties of chopped carbon reinforced polymers produced by material extrusion additive manufacturing. Materials 2019, 12, 3885. [Google Scholar] [CrossRef] [Green Version]
- Yasa, E. Anisotropic impact toughnness of chopped carbon fiber reinforced nylon fabricated by material-extrusion-based additive manufacturing. Anadolu Univ. Sci. Technol. A Appl. Sci. Eng. 2019, 20, 195–203. [Google Scholar] [CrossRef]
- Krajangsawasdi, N.; Blok, L.G.; Hamerton, I.; Longana, M.L.; Woods, B.K.S.; Ivanov, D.S. Fused deposition modelling of fibre reinforced polymer composites: A parametric review. J. Compos. Sci. 2021, 5, 29. [Google Scholar] [CrossRef]
- Goh, G.D.; Dikshit, V.; Nagalingam, A.P.; Goh, G.L.; Agarwala, S.; Sing, S.L.; Wei, J.; Yeong, W.Y. Characterization of mechanical properties and fracture mode of additively manufactured carbon fiber and glass fiber reinforced thermoplastics. Mater. Des. 2018, 137, 79–89. [Google Scholar] [CrossRef]
- Zhuo, P.; Li, S.; Ashcroft, I.; Jones, A.; Pu, J. 3D printing of continuous fibre-reinforced thermoplastic composites. In Proceedings of the 21st International Conference on Composite Materials, Xi’an, China, 20–25 August 2017; pp. 20–25. [Google Scholar]
- Penumakala, P.K.; Santo, J.; Thomas, A. A critical review on the fused deposition modeling of thermoplastic polymer composites. Compos. Part B Eng. 2020, 201, 108336. [Google Scholar] [CrossRef]
- Hou, Z.; Fan, L.; Zhang, X.; Zhai, S.; Zhang, C.; Li, C.; Du, Y.; Zhao, H. Failure mechanism of brass with three V-notches characterized by acoustic emission in in situ three-point bending tests. Adv. Eng. Mater. 2016, 18, 2047–2056. [Google Scholar] [CrossRef]
- Ghebretinsae, F.; Mikkelsen, O.; Akessa, A.D. Strength analysis of 3D printed carbon fibre reinforced thermoplastic using experimental and numerical methods. IOP Conf. Ser. Mater. Sci. Eng. 2019, 700. [Google Scholar] [CrossRef]
- Sauer, M.J. Evaluation of the Mechanical Properties of 3D Printed Carbon Fiber Composites. Ph.D. Thesis, South Dakota State University, Brookings, SD, USA, 2018. [Google Scholar]
- Vemuganti, S.; Soliman, E.; Taha, M.R. 3D-printed pseudo ductile fiber-reinforced polymer (FRP) composite using discrete fiber orientations. Fibers 2020, 8, 53. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Mechanical Properties | NOVAMID ID 1030 CF10 | Standard |
|---|---|---|
| Tensile Strength [MPa] | 110 | ISO 527 [41] |
| Tensile modulus [MPa] | 7630 | ISO 527 |
| Strain at yield [%] | 2.5 | ISO 527 |
| Density [g/cm3] | 1.17 | ISO 1183 [42] |
| Mechanical Properties | ColorFabb PA-CF | Standard |
|---|---|---|
| Tensile Strength [MPa] | 107 | ISO 527 |
| Tensile modulus [MPa] | 8110 | ISO 527 |
| Strain at yield [%] | 2 | ISO 527 |
| Density [g/cm3] | 1.4 | ISO 1183 |
| Mechanical Properties | PLA Glass-Reinforced | Standard |
|---|---|---|
| Tensile strength [MPa] | 57 | ASTM D638 [43] |
| Tensile modulus [MPa] | 4000 | ASTM D638 |
| Strain at yield [%] [%] | 3.4 | ASTM D638 |
| Parameter | CFRP1 | CFRP2 | GFRP |
|---|---|---|---|
| Layer height [mm] | 0.2 | 0.2 | 0.2 |
| Print speed [mm/s] | 40 | 40 | 40 |
| Extrusion Temperature [°C] | 250 | 260 | 230 |
| Building plate temperature [°C] | 75 | 75 | 75 |
| Filament diameter [mm] | 2.85 | 2.85 | 2.85 |
| Material | Length L (mm) | Thickness d (mm) | Width b (mm) | Span Length S (mm) | Core Thickness c (mm) | Skin Thickness t (mm) |
| CFRP1-GFRP | 160 | 4 | 16 | 110 | 2 | 1 |
| CFRP2-GFRP | 160 | 4 | 16 | 110 | 2 | 1 |
| Material | Length Overall L0 (mm) | Distance between Grips D (mm) | Length of Narrow Section Ln (mm) | Radius of Fillet R (mm) | Width W0 (mm) | Core Thickness c (mm) | Skin Thickness t (mm) |
| CFRP1-GFRP | 165 | 115 | 57 | 76 | 19 | 2 | 1 |
| CFRP2-GFRP | 165 | 115 | 57 | 76 | 19 | 2 | 1 |
| Material | Length Li (mm) | Width bi (mm) | Core Thickness c (mm) | Skin Thickness t (mm) |
|---|---|---|---|---|
| CFRP1-GFRP | 55 | 10 | 5 | 2.5 |
| CFRP2-GFRP | 55 | 10 | 5 | 2.5 |
| Sandwich Specimen | Standard Deviation (s) | Coefficient of Variation (δ)% |
|---|---|---|
| CFRP1-GFRP—100% Bending Strength [MPa]/Bending Modulus [GPa] | 6.107/0.447 | 6.082/11.763 |
| CFRP1-GFRP—60% Bending Strength [MPa]/Bending Modulus [GPa] | 3.701/0.548 | 4.557/16.117 |
| CFRP1-GFRP—20% Bending Strength [MPa]/Bending Modulus [GPa] | 5.119/0.447 | 8.419/13.968 |
| CFRP2-GFRP—100% [MPa] Bending Strength [MPa]/Bending Modulus [GPa] | 8.019/0.447 | 7.121/10.642 |
| CFRP2-GFRP—60% [MPa] Bending Strength [MPa]/Bending Modulus [GPa] | 3.130/0.447 | 2.936/11.763 |
| CFRP2-GFRP—20% [MPa] Bending Strength [MPa]/Bending Modulus [GPa] | 8.792/0.548 | 8.653/16.117 |
| Sandwich Specimen | Standard Deviation (s) | Coefficient of Variation (δ)% |
|---|---|---|
| CFRP1-GFRP—100% Tensile Strength [MPa]/Tensile Modulus [GPa] | 2.168/0.548 | 3.565/9.785 |
| CFRP1-GFRP—60% Tensile Strength [MPa]/Tensile Modulus [GPa] | 1.817/0.447 | 3.100/8.596 |
| CFRP1-GFRP—20% Tensile Strength [MPa]/Tensile Modulus [GPa] | 1.140/0.447 | 2.057/9.312 |
| CFRP2-GFRP—100% [MPa] Tensile Strength [MPa]/Tensile Modulus [GPa] | 2.915/0.447 | 3.886/5.451 |
| CFRP2-GFRP—60% [MPa] Tensile Strength [MPa]/Tensile Modulus [GPa] | 2.775/0.548 | 3.739/7.210 |
| CFRP2-GFRP—20% [MPa] Tensile Strength [MPa]/Tensile Modulus [GPa] | 4.278/0.447 | 5.812/6.208 |
| Sandwich Specimen | Standard Deviation (s) | Coefficient of Variation (δ)% |
|---|---|---|
| CFRP1-GFRP—100% Impact Strength [kJ/m2] | 5.254 | 15.665 |
| CFRP1-GFRP—60% Impact Strength [kJ/m2] | 4.353 | 15.967 |
| CFRP1-GFRP—20% Impact Strength [kJ/m2] | 3.823 | 20.735 |
| CFRP2-GFRP—100% Impact Strength [kJ/m2] | 3.643 | 9.428 |
| CFRP2-GFRP—60% Impact Strength [kJ/m2] | 3.959 | 11.403 |
| CFRP2-GFRP—20% Impact Strength [kJ/m2] | 2.442 | 11.216 |
| Test Type | Reaction Forces- Experimental [kN] | Reaction Forces- FEA [kN] | Relative Error (%) |
|---|---|---|---|
| Three-point bending | 0.19 | 0.20 | 5.20 |
| Tensile | 2.50 | 2.62 | 4.80 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Buican, G.R.; Zaharia, S.-M.; Pop, M.A.; Chicos, L.-A.; Lancea, C.; Stamate, V.-M.; Pascariu, I.S. Fabrication and Characterization of Fiber-Reinforced Composite Sandwich Structures Obtained by Fused Filament Fabrication Process. Coatings 2021, 11, 601. https://doi.org/10.3390/coatings11050601
Buican GR, Zaharia S-M, Pop MA, Chicos L-A, Lancea C, Stamate V-M, Pascariu IS. Fabrication and Characterization of Fiber-Reinforced Composite Sandwich Structures Obtained by Fused Filament Fabrication Process. Coatings. 2021; 11(5):601. https://doi.org/10.3390/coatings11050601
Chicago/Turabian StyleBuican, George Razvan, Sebastian-Marian Zaharia, Mihai Alin Pop, Lucia-Antoneta Chicos, Camil Lancea, Valentin-Marian Stamate, and Ionut Stelian Pascariu. 2021. "Fabrication and Characterization of Fiber-Reinforced Composite Sandwich Structures Obtained by Fused Filament Fabrication Process" Coatings 11, no. 5: 601. https://doi.org/10.3390/coatings11050601