
Relationship between Stress State and Microstructure of 7B04 Aluminum Alloy Surface Fatigue Properties by Laser Shock Peening Improvement
 ,
,
Abstract
:1. Introduction
2. Experiments
2.1. Materials and Components
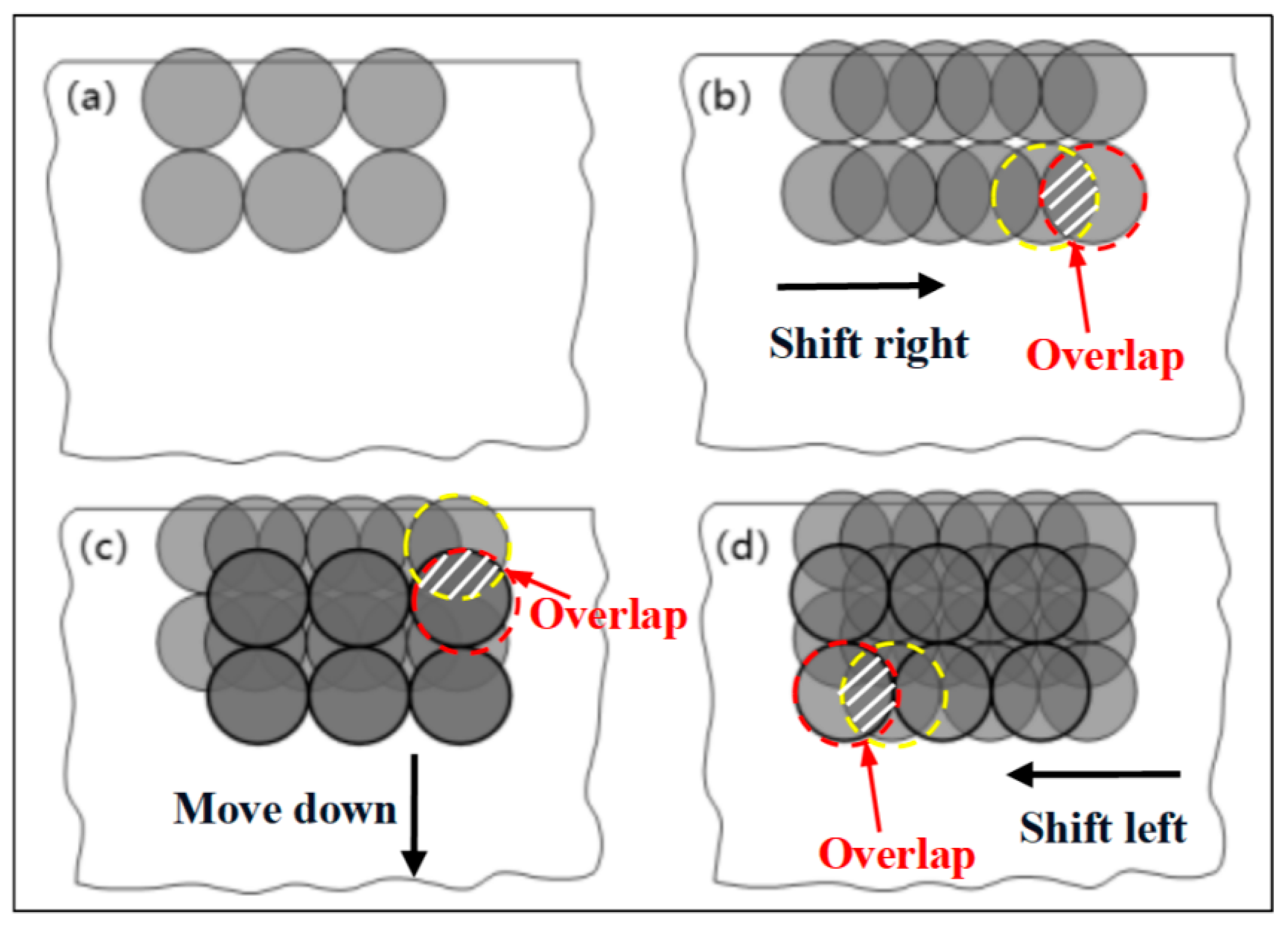
2.2. Experimental Procedures
2.3. Measurement Apparatuses and Methods
3. Results and Discussion
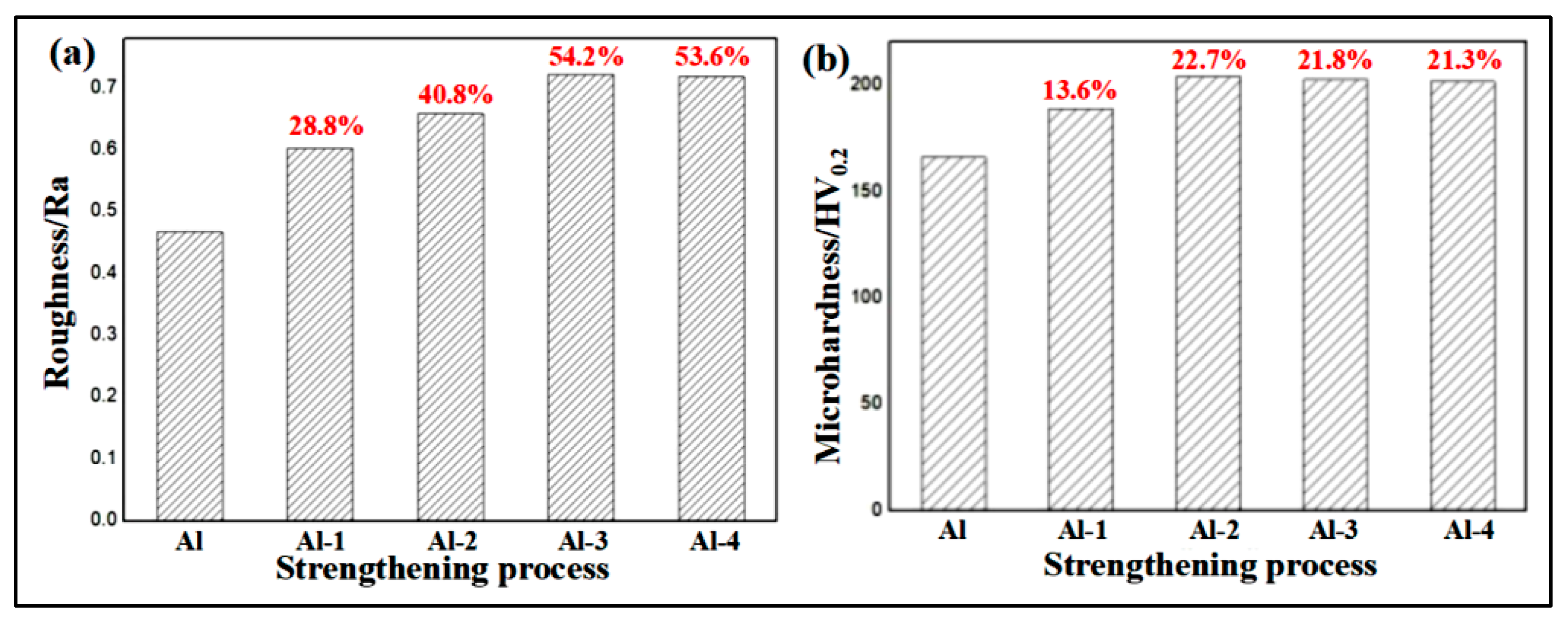
3.1. Surface Roughness and Microhardness
3.2. Microstructures
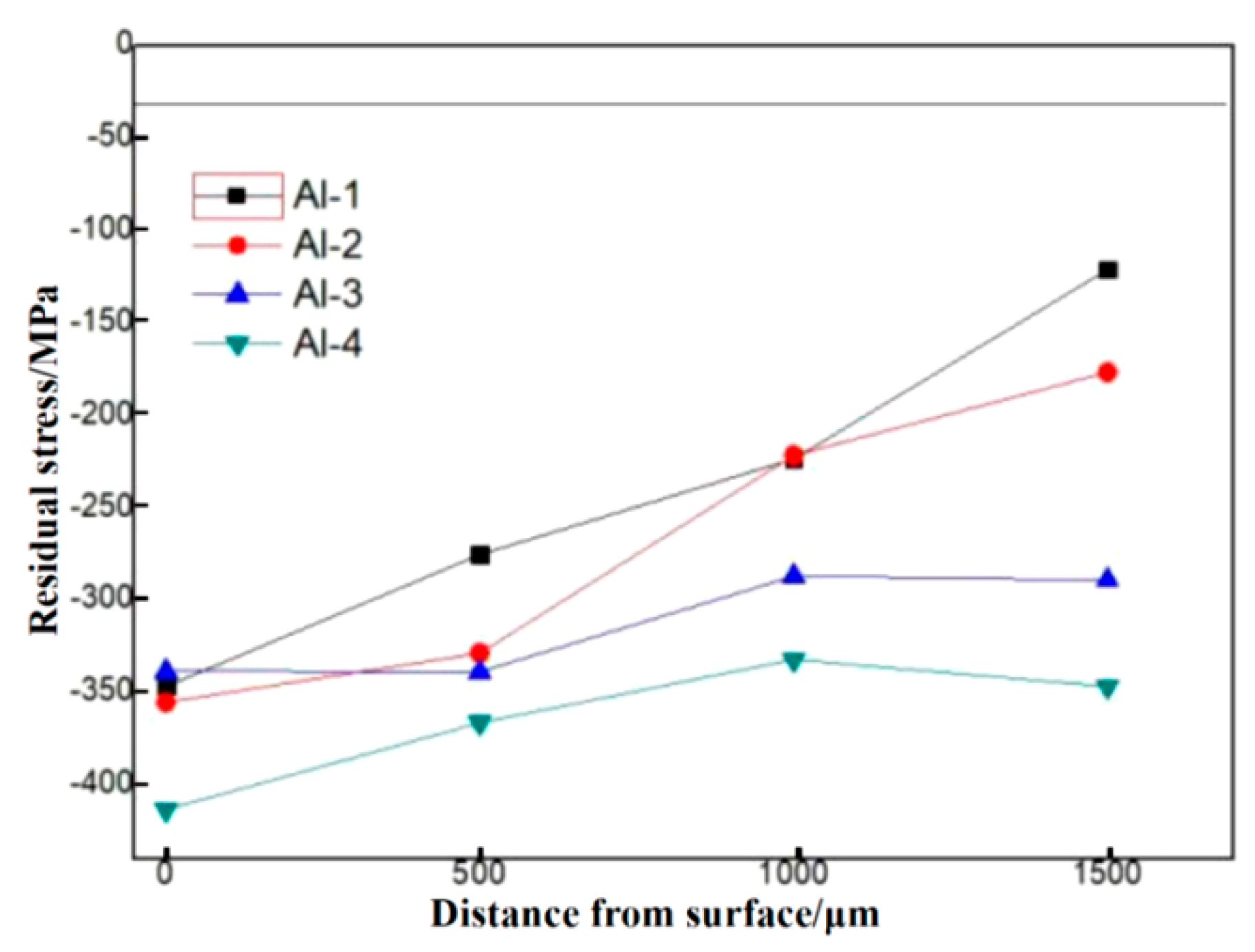
3.3. Residual Stress
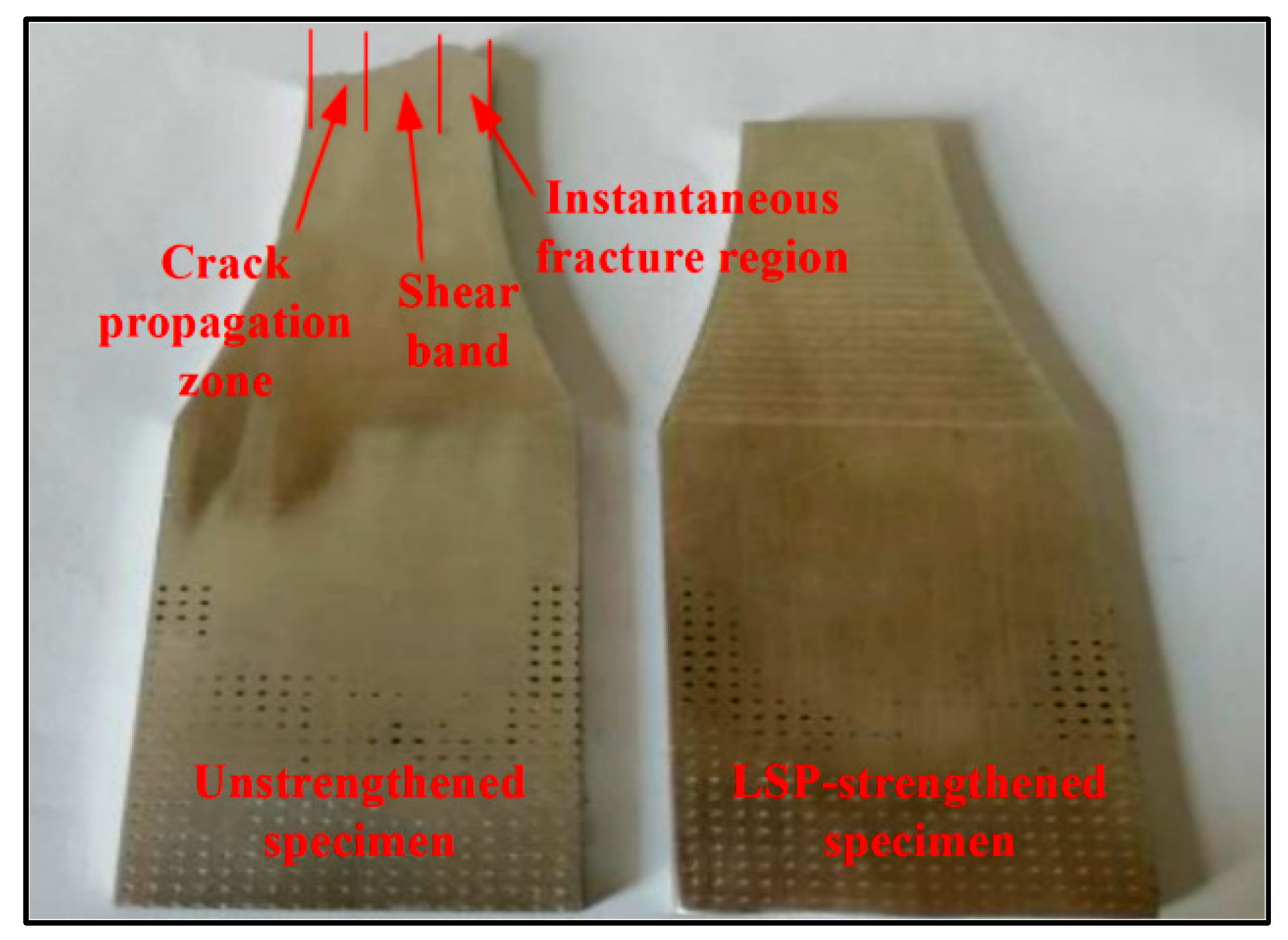
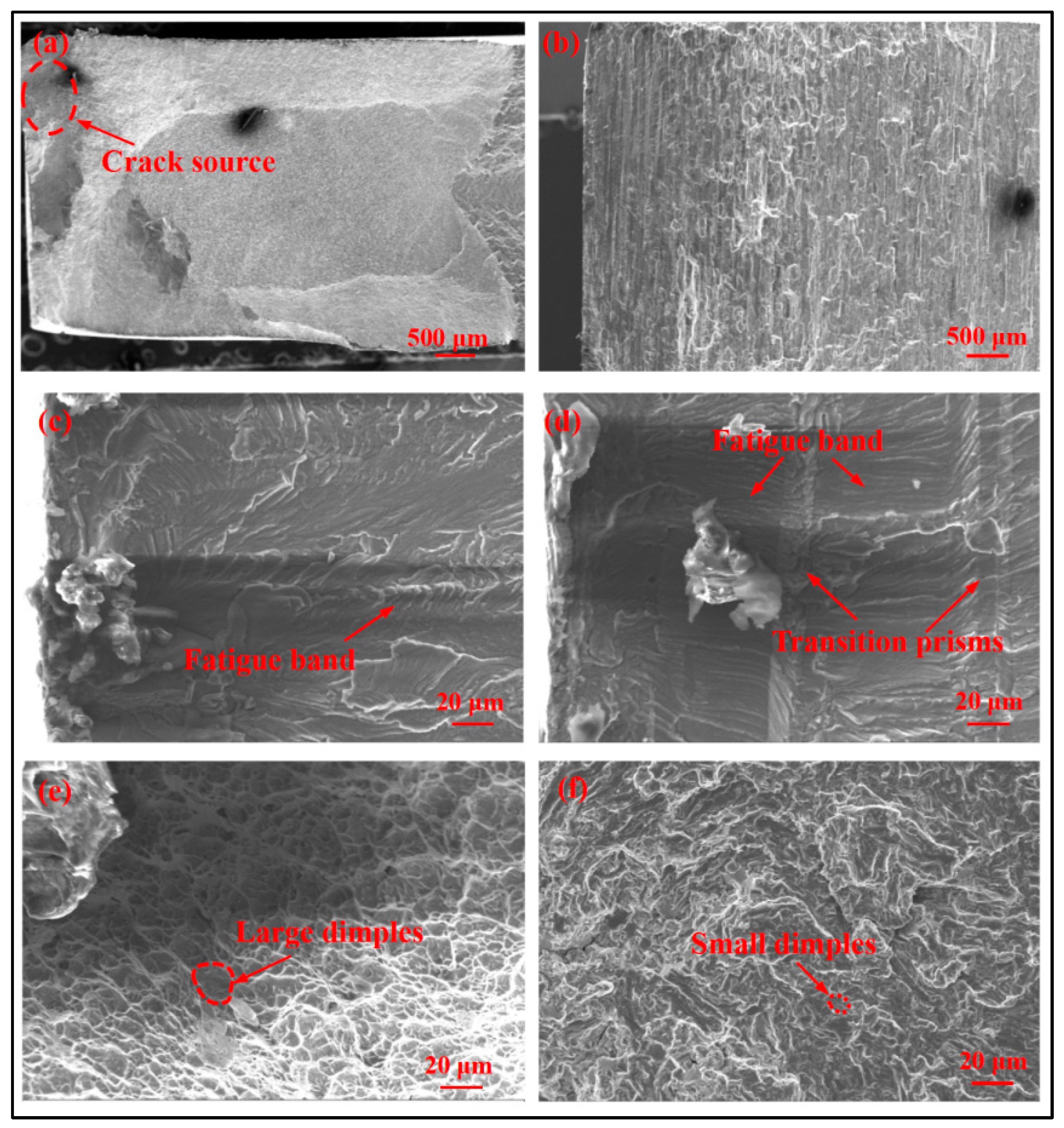
3.4. Failure Mechanism
4. Conclusions
- (1)
- The laser shock does not only cause significant residual compressive stress on the metal surface, but it can also cause the modification of the structure in the surface deformation layer; therefore, it can improve the fatigue performance of metal parts.
- (2)
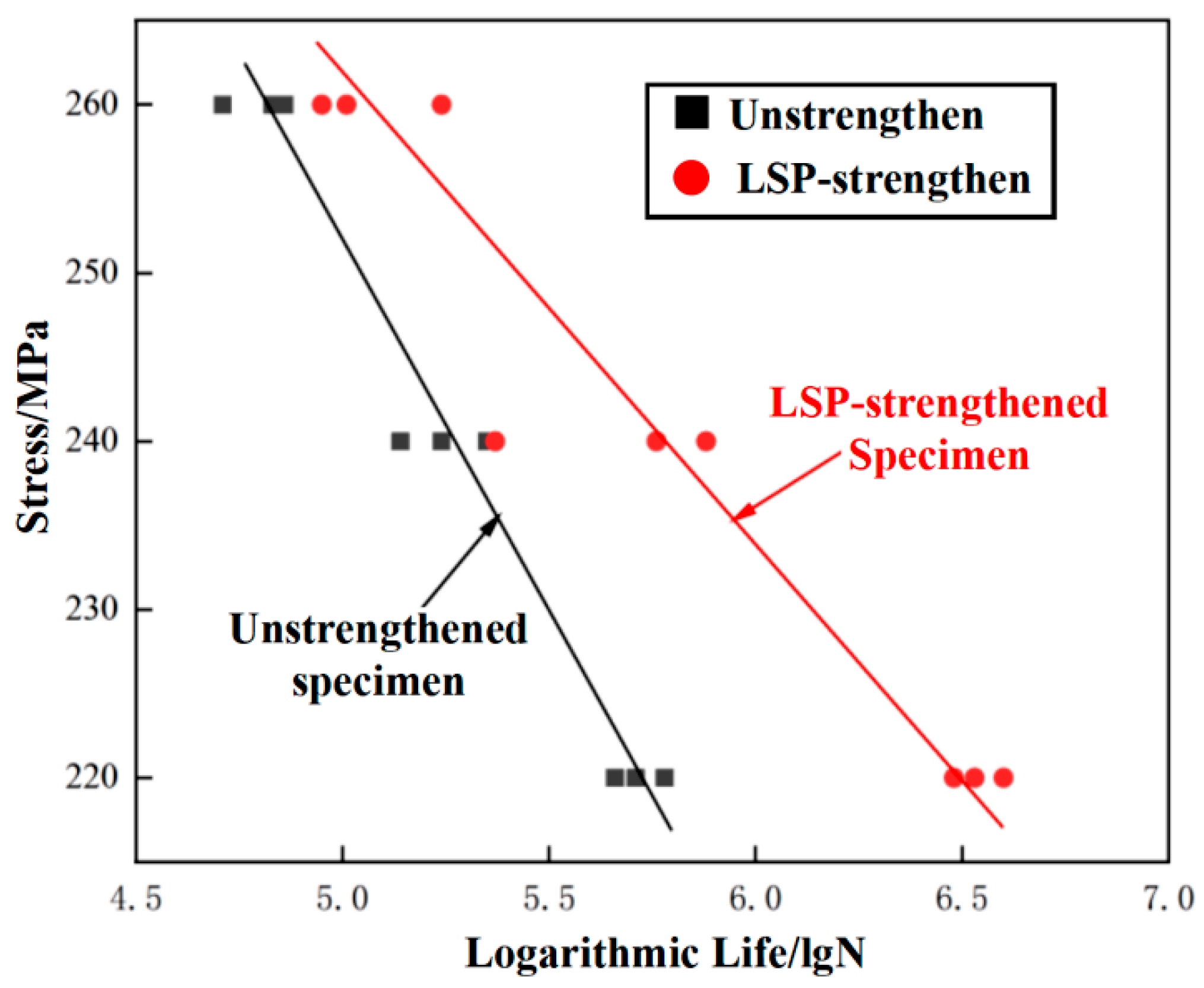
- The suitable laser power density of the 7B04 aluminum alloy is 3.54 GW/cm2. After the laser shock peening, the surface of the 7B04 aluminum alloy was in a state of residual compressive stress to a depth of 1500 μm, and the fatigue life increased by at least 93%. Stress-life curves were obtained to provide a reference for prolonging the overhaul cycle of the metal parts of the corresponding brand of aircraft and optimizing the structure of damaged parts.
- (3)
- After the laser shock treatment, the fatigue life of the 7B04 aluminum alloy can be increased by more than five times at low stress levels. The crack of the unreinforced fatigue sample originates from the surface, while the fatigue sample presents multi-source cracking after the laser shock peening process.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Zheng, C.; Tian, Z.; Zhao, X.; Tan, Y.; Zhang, G.; Zhao, G.; Ji, Z. Effect of pulsed laser parameters on deformation inhomogeneity in laser shock incremental forming of pure copper foil. Opt. Laser Technol. 2020, 127, 106205. [Google Scholar] [CrossRef]
- Zhang, X.; Ma, Y.; Peng, Y.; Yang, M.; Du, Y.; Wang, Z. Effects of residual stress induced by laser shock peening on mixed-mode crack propagation behavior in 7075-T6 aluminum alloy panel. Theor. Appl. Fract. Mec. 2022, 119, 103358. [Google Scholar] [CrossRef]
- Zabeen, S.; Langer, K.; Fitzpatrick, M.E. Effect of alloy temper on surface modification of aluminium 2624 by laser shock peening. Surf. Coat. Technol. 2018, 347, 123–135. [Google Scholar] [CrossRef]
- Wang, J.T.; Zhang, Y.K.; Chen, J.F.; Zhou, J.Y.; Luo, K.Y.; Tan, W.S.; Sun, L.Y.; Lu, Y.L. Effect of laser shock peening on the high-temperature fatigue performance of 7075 aluminum alloy. Mat. Sci. Eng. A-Struct. 2017, 704, 459–468. [Google Scholar] [CrossRef]
- Yang, Y.; Zhou, K.; Li, G. Surface gradient microstructural characteristics and evolution mechanism of 2195 aluminum lithium alloy induced by laser shock peening. Opt. Laser Technol. 2019, 109, 1–7. [Google Scholar] [CrossRef]
- Xiang, Y.F.; Mei, R.L.; Wang, S.P.; Azad, F.; Zhao, L.Z.; Su, S.C. Numerical investigation of the effect of laser shock peening parameters on the residual stress and deformation response of 7075 aluminum alloy. Optik 2021, 243, 167446. [Google Scholar] [CrossRef]
- Wang, J.T.; Zhang, Y.K.; Chen, J.F.; Zhou, J.Y.; Ge, M.Z.; Lu, Y.L.; Li, X.L. Effects of laser shock peening on stress corrosion behavior of 7075 aluminum alloy laser welded joints. Mat. Sci. Eng. A-Struct. 2015, 647, 7–14. [Google Scholar] [CrossRef]
- Wang, J.T.; Xie, L.; Luo, K.Y.; Tan, W.S.; Cheng, L.; Chen, J.F.; Lu, Y.L.; Li, X.P.; Ge, M.Z. Improving creep properties of 7075 aluminum alloy by laser shock peening. Surf. Coat. Technol. 2018, 349, 725–735. [Google Scholar] [CrossRef]
- Wang, J.; Lu, Y.; Zhou, D.; Sun, L.; Xie, L.; Wang, J. Mechanical properties and microstructural response of 2A14 aluminum alloy subjected to multiple laser shock peening impacts. Vacuum 2019, 165, 193–198. [Google Scholar] [CrossRef]
- Wang, H.; Ning, C.; Huang, Y.; Cao, Z.; Chen, X.; Zhang, W. Improvement of abrasion resistance in artificial seawater and corrosion resistance in NaCl solution of 7075 aluminum alloy processed by laser shock peening. Opt. Laser Eng. 2017, 90, 179–185. [Google Scholar] [CrossRef]
- Aswegen, D.C.; Polese, C. Experimental and analytical investigation of the effects of laser shock peening processing strategy on fatigue crack growth in thin 2024 aluminium alloy panels. Int. J. Fatigue 2021, 142, 105969. [Google Scholar] [CrossRef]
- Trdan, U.; Grum, J. Evaluation of corrosion resistance of AA6082-T651 aluminium alloy after laser shock peening by means of cyclic polarisation and ElS methods. Corros. Sci. 2012, 59, 324–333. [Google Scholar]
- Sun, R.; Li, L.; Zhu, Y.; Guo, W.; Peng, P.; Cong, B.; Sun, J.; Che, Z.; Li, B.; Guo, C.; et al. Microstructure, residual stress and tensile properties control of wire-arc additive manufactured 2319 aluminum alloy with laser shock peening. J. Alloys Compd. 2018, 747, 255–265. [Google Scholar] [CrossRef]
- Sun, B.; Zhao, J.; Qiao, H.; Lu, Y. Effects of square spot size and beam quality on residual stress of 7050 aluminum alloy by laser shock peening. Mater. Chem. Phys. 2022, 284, 126023. [Google Scholar] [CrossRef]
- Song, M.; Liu, J.; Chen, H.; Hu, Y.; Shi, Z.; Yin, H.; Xia, J.; Berto, F.; Li, R. Effects and optimization of biomimetic laser shock peening on residual fatigue life improvement of aluminum alloy used in aircraft skin. Theor. Appl. Fract. Mec. 2022, 117, 103155. [Google Scholar] [CrossRef]
- Rouleau, B.; Peyre, P.; Breuils, J.; Pelletier, H.; Baudin, T.; Brisset, F. Characterization at a local scale of a laser-shock peened aluminum alloy surface. Appl. Surf. Sci. 2011, 257, 7195–7203. [Google Scholar] [CrossRef]
- Qin, Z.; Li, B.; Huang, X.; Zhang, H.; Chen, R.; Adeel, M.; Xue, H. The effect of laser shock peening on surface integrity and high and very high cycle fatigue properties of 2024-T351 aluminum alloy. Opt. Laser Technol. 2022, 149, 107897. [Google Scholar]
- Park, J.; Yeo, I.; Jang, I.; Jeong, S. Improvement of friction characteristics of cast aluminum-silicon alloy by laser shock peening. J. Mater. Process. Technol. 2019, 266, 283–291. [Google Scholar] [CrossRef]
- Meng, X.; Wang, H.; Tan, W.; Cai, J.; Zhou, J.; Liu, L. Gradient microstructure and vibration fatigue properties of 2024-T351 aluminium alloy treated by laser shock peening. Surf. Coat. Technol. 2020, 391, 125698. [Google Scholar] [CrossRef]
- Abeens, M.; Muruganandhan, R.; Thirumavalavan, K. Effect of Low energy laser shock peening on plastic deformation, wettability and corrosion resistance of aluminum alloy 7075 T651. Optik 2020, 219, 165045. [Google Scholar]
- Gao, Y.; Yang, W.; Huang, Z.; Lu, Z. Effects of residual stress and surface roughness on the fatigue life of nickel aluminium bronze alloy under laser shock peening. Eng. Fract. Mech. 2021, 244, 107524. [Google Scholar] [CrossRef]
- Dhakal, B.; Swaroop, S. Mechanical properties and deformation dependent microstructural aspects of laser shock peened 7075-T6 aluminum alloy without coating. Mater. Charact. 2022, 183, 111620. [Google Scholar] [CrossRef]
- Lu, L.; Huang, T.; Zhong, M. WC nano-particle surface injection via laser shock peening onto 5A06 aluminum alloy, Surf. Coat. Technol. 2012, 206, 4525–4530. [Google Scholar] [CrossRef]
- Liu, P.; Sun, S.; Xu, S.; Li, Y.; Ren, G. Microstructure and properties in the weld surface of friction stir welded 7050-T7451 aluminium alloys by laser shock peening. Vacuum 2018, 152, 25–29. [Google Scholar] [CrossRef]
- Li, B.; Zhang, C.; Li, X.; Wang, C. Effect of Laser Shock Peening on Fatigue Life of 2524 Aluminum Alloy. Surf. Technol. 2020, 5, 207213. [Google Scholar]
- Adu-Gyamfi, S.; Ren, X.D.; Larson, E.A.; Ren, Y.; Tong, Z. The effects of laser shock peening scanning patterns on residual stress distribution and fatigue life of AA2024 aluminium alloy. Opt. Laser Technol. 2018, 108, 177–185. [Google Scholar] [CrossRef]
- Wang, J.; Li, M.; Wang, J.X.; Zhang, X.Q.; Wei, W. Effects of Laser Shock Processing on Fatigue Life of 304 Stainless Steel. Chin. J. Lasers 2019, 46, 100107. [Google Scholar]
- He, Z.; Shen, Y.; Tao, J.; Chen, H.; Zeng, X.; Huang, X.; El-Aty, A.A. Laser shock peening regulating aluminum alloy surface residual stresses for enhancing the mechanical properties: Roles of shock number and energy. Surf. Coat. Technol. 2021, 421, 127481. [Google Scholar] [CrossRef]
- Guo, W.; Wang, H.; He, G.; Peng, P.; He, D.; Han, G.; Yan, J. Comparison of mechanical and corrosion properties of 7050 aluminum alloy after different laser shock peening. Opt. Laser Technol. 2022, 151, 108061. [Google Scholar] [CrossRef]
- Karthik, D.; Jiang, J.; Hu, Y.; Yao, Z. Effect of multiple laser shock peening on microstructure, crystallographic texture and pitting corrosion of Aluminum-Lithium alloy 2060-T8. Surf. Coat. Technol. 2021, 421, 127354. [Google Scholar] [CrossRef]
- Jing, Y.; Fang, X.; Xi, N.; Feng, X.; Huang, K. Investigation of microstructure and mechanical properties evolution in 7050 aluminum alloy and 316L stainless steel treated by laser shock peening. Mater. Charact. 2021, 182, 111571. [Google Scholar] [CrossRef]
- Dhakal, B.; Swaroop, S. Effect of laser shock peening on mechanical and microstructural aspects of 6061-T6 aluminum alloy. J. Mater. Process. Technol. 2020, 282, 116640. [Google Scholar] [CrossRef]
- Hfaiedh, N.; Peyre, P.; Song, H.; Popa, I.; Ji, V.; Vignal, V. Finite element analysis of laser shock peening of 2050-T8 aluminum alloy. Int. J. Fatigue 2015, 70, 480–489. [Google Scholar] [CrossRef] [Green Version]
- Rai, A.K.; Biswal, R.; Gupta, R.K.; Singh, R.; Rai, S.K.; Ranganathan, K.; Ganesh, P.; Kaul, R.; Kushvinder, S.B. Study on the effect of multiple laser shock peening on residual stress and microstructural changes in modified 9Cr-1Mo (P91) steel. Surf. Coat. Technol. 2019, 358, 125–135. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Zn | Mg | Cu | Mn | Ti | Fe | Si | Al |
|---|---|---|---|---|---|---|---|
| 5.0–6.5 | 1.8–2.8 | 1.4–2.0 | 0.2–0.6 | ≤0.05 | 0.05–0.25 | ≤0.1 | Bal. |
| Number | Laser Power/J | Spot Diameter/mm | Overlap Rate | Pulse | Laser Fluence/GW/cm2 |
|---|---|---|---|---|---|
| Al-1 | 4 | 3 | 50 % | 1 | 2.83 |
| Al-2 | 5 | 1 | 3.54 | ||
| Al-3 | 6 | 1 | 4.25 | ||
| Al-4 | 4 | 3 | 2.83 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Shu, S.; Cheng, Z.; Wang, L.; Zhan, X.; Lyu, F.; Dou, Z. Relationship between Stress State and Microstructure of 7B04 Aluminum Alloy Surface Fatigue Properties by Laser Shock Peening Improvement. Coatings 2022, 12, 1556. https://doi.org/10.3390/coatings12101556
Shu S, Cheng Z, Wang L, Zhan X, Lyu F, Dou Z. Relationship between Stress State and Microstructure of 7B04 Aluminum Alloy Surface Fatigue Properties by Laser Shock Peening Improvement. Coatings. 2022; 12(10):1556. https://doi.org/10.3390/coatings12101556
Chicago/Turabian StyleShu, Song, Zonghui Cheng, Leilei Wang, Xiaohong Zhan, Feiyue Lyu, and Zhiwei Dou. 2022. "Relationship between Stress State and Microstructure of 7B04 Aluminum Alloy Surface Fatigue Properties by Laser Shock Peening Improvement" Coatings 12, no. 10: 1556. https://doi.org/10.3390/coatings12101556