3.1. Analysis of Experimental Results
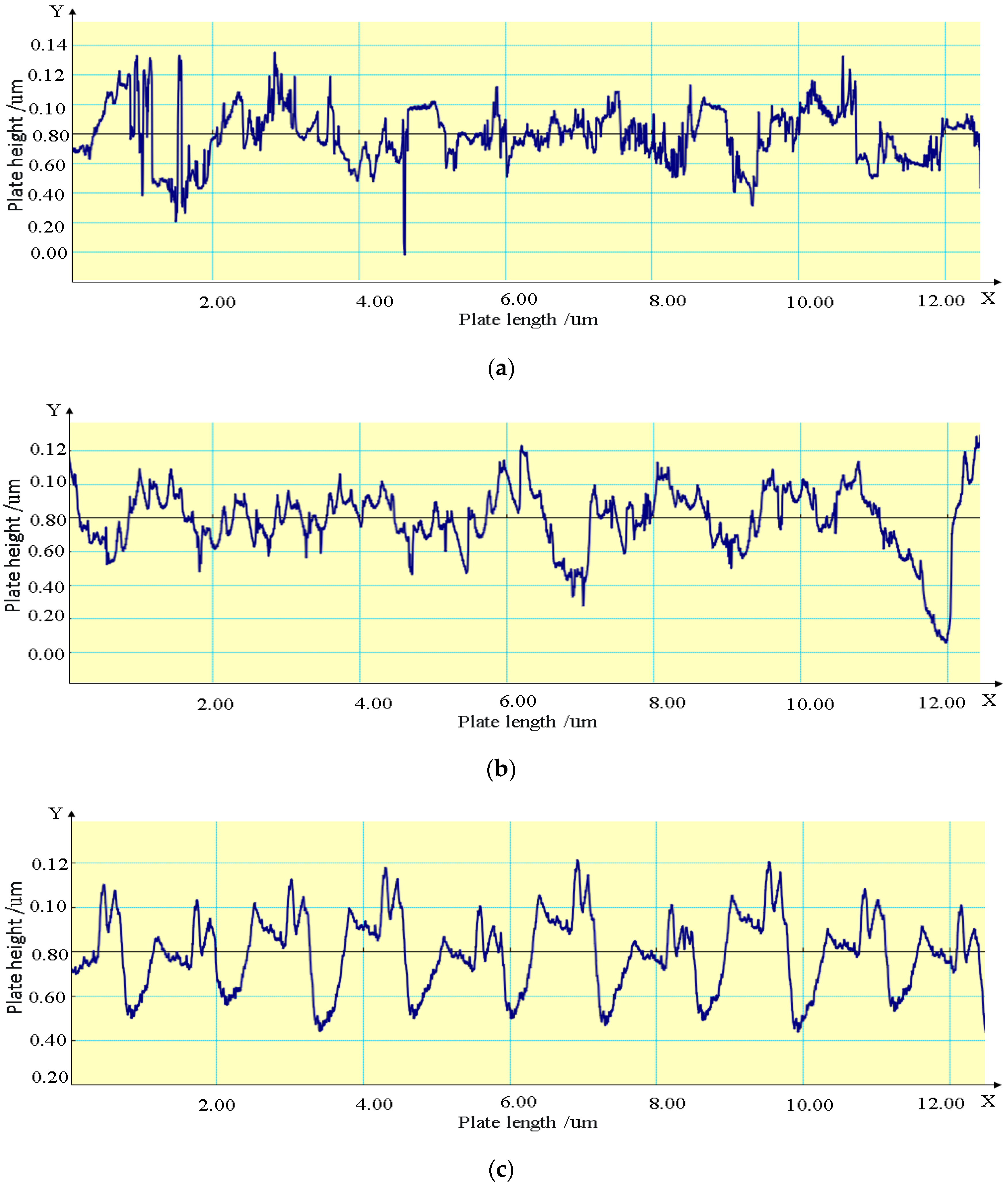
During the experiments, weights were used to load the normal loads, where the slider weighed 5 kg and the weights were 10 kg, 20 kg, 28.4 kg, 42 kg and 43 kg, and so on. Thus, in the friction experiments, the loading of the normal load is carried out by a combination of different masses of weights. The test piece during the experiments consists of a flat plate and a slider. The flat plate is used as the friction substrate and has dimensions of 200 × 680 mm. The slider is shaped as a square flat plate, and in order to facilitate the loading of the load during the experiment, the slider has a larger size of 200 × 200 mm and the thickness of both the slider and the flat plate is 14 mm. The initial surface roughness of the friction surface of the flat plate and the slider is controlled by the surface machining process with a surface roughness Ra of 12.5, 6.3, 3.2, 1.6 and 0.8. Roughness error is less than 10%. Sliders and plates, both made of nickel steel.
The sliding speed of the slider is controlled at 0.1 m/s uniform motion. The normal load was loaded sequentially from small to large, with each roughness as a large group, distinguished by A, B, C, D and E. Each load within the large group was a small group distinguished by numbers, and each group of experiments was carried out twice to reduce the influence of experimental chance, and the friction coefficient measurement results of each group of experiments were recorded. The initial normal load was 5 kg as the slider weighed 5 kg. The normal load loading and experimental group numbers are shown in
Table 5.
When measuring, each set of data was measured twice, so there were a total of 5 × 13 × 2 = 130 sets of data. When each set of experiments was implemented, the measurement curve of the friction force was not an ideal straight line and fluctuated to a certain extent due to a series of reasons, such as the preload of the experimental wire, the self-weight of the equipment itself, the elasticity of the wire and the static friction force.
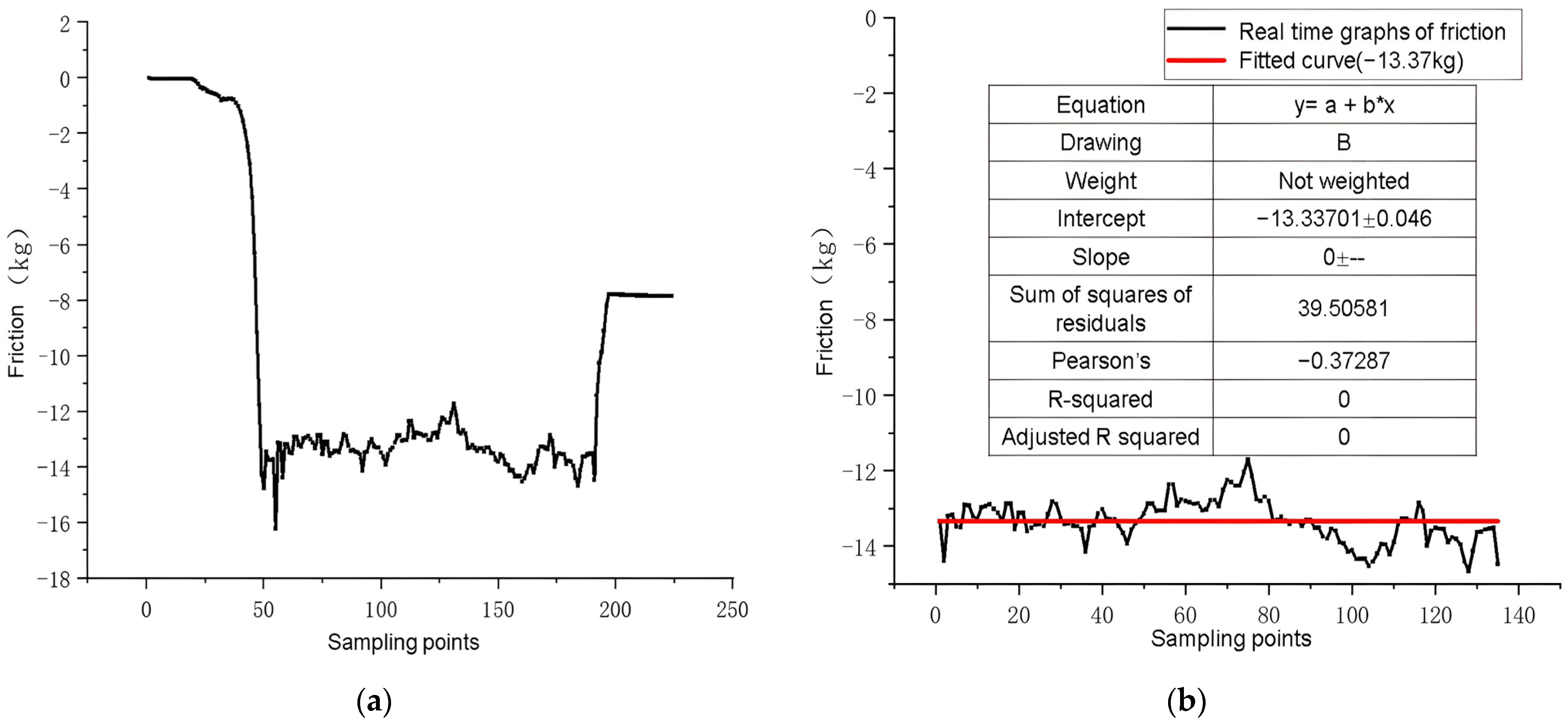
The GY-SA compression and tension S-type weighing sensor and its supporting software used in this experiment all use kilogram-force, and the positive and negative sign of the friction value represents the direction of the force. Taking the experimental data of group B7 as an example,
Figure 4a is a real-time graph of the friction force for the first experiment in group B7. It can be seen that before the experiment started, the system was at rest and the friction force was 0; then, the slow motor started and began to apply the driving force, the friction force increased sharply at this time and then reached a great value. At this time, the slider entered the state of uniform motion from rest, the great value of the friction force was the static friction force between the slider and the plate; then, the slider slid on the plate at a uniform speed and the friction force remained basically stable. Finally, when the drive motor stopped working, the friction force appeared as large fluctuations.
The GY-SA dual-purpose S load cell measures 8 sets of data per second, so each set of friction has at least 72 data points. The first experimental data from group B7, where the data fluctuates, was used as an example, as shown in
Figure 4b, to fit the friction data for each group of experiments by least squares. A stable friction measurement was required for each group of experiments, so the slope of the fit was taken to be 0. The slope of the linear fit was the required friction.
After data processing and fitting, the final friction data for the two experiments were obtained as shown in
Table 6 and
Table 7.
When the roughness of the plate is constant, the friction force will increase with the increase of the load, which is a common phenomenon in friction experiments. However, when the load is constant, the friction force does not increase with the increase of the coarse excess. When Ra is 0.8–1.6, the friction force increases, but when Ra is 1.6–3.2, the friction force will decrease, and then the friction force returns to the normal change. In order to explore the factors affecting the change of friction force, this paper will continue to study the change of friction coefficient.
According to Coulomb’s theory of friction, the coefficient of friction for each group of experiments was obtained by dividing the friction force (kg) by the load (kg), avoiding errors due to gravitational acceleration measurements;
Figure 5 shows the relationship between friction coefficient and normal load.
When the load is determined, as the roughness increases, the friction coefficient first increases at Ra=0.8–1.6, then decreases at Ra=1.6–3.2, and, finally, Ra gradually increases to 3.2–12.5. There are two extreme points in the curve, and the curve of friction coefficient generally presents an increasing trend [
23].
In the case that the roughness is determined, when the load is greater than 50 kg, the friction coefficient fluctuates slightly with the increase of the load but generally approaches the stable value, which is consistent with the research results of Wei et al. [
24]. This is more obvious in soft materials prone to wear. In the literature [
25,
26], factors affecting the friction coefficient of MoS2 thin film have been studied. The results show that in the same sliding velocity, the larger the normal phase load is, the smaller the friction coefficient will be. Specifically, the greater the normal load, the more serious the wear of the friction pair, the smaller the maximum truncation area Sm, and the smaller the friction coefficient. In this paper, the friction pair is a nickel steel plate with high strength, and the change of Sm is small, so the change of friction coefficient is small. When the load is less than 50 kg, the friction coefficient fluctuates greatly with the change in normal load, which may be related to the measurement accuracy of the instrument under a small load. Leopold et al. [
27] also reached a similar conclusion in their study. The maximum relative error is shown in
Table 8.
In general, roughness is the main factor affecting the friction coefficient of nickel steel plates. A large normal load has little influence on the friction coefficient, while a small normal load has a great influence on the friction coefficient. In this paper, the data of small load conditions are discarded, and the correction factor a is used for the next analysis of large load conditions.
3.2. Modified Factor Fitting
According to the above analysis, the least squares method was used to identify the correction factor
a. The results of the identification of the correction factor
a are shown in
Table 9. The correction factor within the roughness of Ra = 08–1.6 and Ra = 3.2–12.5 is negatively correlated with the surface roughness. The segmentation with Ra = 3.2 May be caused by the fact that the surface roughness processing of the sample is processed by grinding machine in Ra=0.8–1.6 and milling machine in Ra = 3.2–12.5. The surface processing technology has a great influence on the friction coefficient. For each group of roughness in the two experiments, the correction factor
a basically tends to be the same, and except for the surface roughness of the Ra = 3.2 group, the error of the other groups is within 5%.
According to the results of the correction factor identification, the friction coefficient model can be obtained and compared with the experimental data; the maximum error is shown in
Table 10. The error of the friction coefficient results of the first experiment and the second experiment is similar, mostly less than 10%, and there is a relatively large error in the Ra = 12.5 first experimental group, which is different from the second experimental group with the same roughness. Considering the magnitude of the error in the other groups of experiments, the Ra = 12.5 first experimental group may be caused by accidental factors such as unstable load loading, and the Ra = 12 is not adopted in the experiments 12.5 first group data.
Therefore, the experimental deviation from the theoretical model is ±6%–15% and the theoretical model of the friction coefficient of nickel steel flat plates is applicable for load conditions greater than 50 kg.
In general, after the elastoplastic critical point, the changing trend of the friction coefficient is consistent with the model prediction. Before and at the elastoplastic critical point, the theoretical model has a slight deviation from the experimental results, but the relative error is still acceptable. The error of most data points between the experimental results and the theoretical model is 6%–15%, which proves that the theoretical model is accurate in predicting the changing trend of the friction coefficient between nickel steel plates. The model of the friction coefficient between nickel steel plates based on a fractal theory proposed in this paper has high accuracy and is suitable for the prediction of the friction coefficient of nickel steel plates under loading conditions greater than 50 kg.










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}