

Analysis of the Distortion of the Bearing Rings after Quenching

Abstract
:1. Introduction
2. Experimental Methods and Theoretical Models
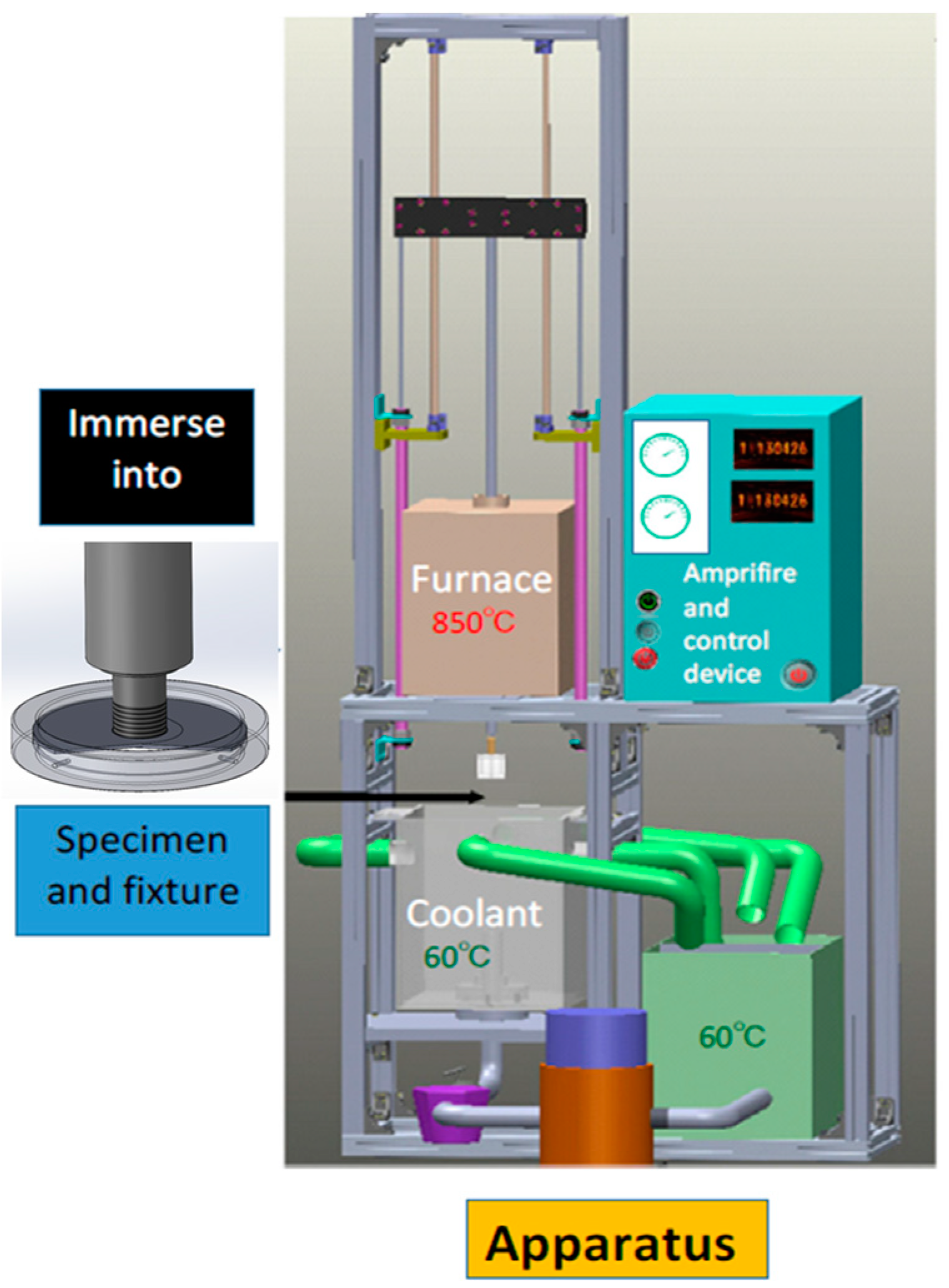
2.1. Experimental Equipment and Sample
2.2. Measurement of Cooling Curves
2.3. Experimental Results
2.4. Identification of Heat Transfer Coefficient
2.5. Numerical Simulation Theoretical Model
3. Material Properties
3.1. Results of GCr15 Steel
3.2. Results of 16MnCr5 Steel
4. Results of Simulation
4.1. Bearing Sleeve Heat Treatment Process
4.2. Simulation Results of Bearing Sleeve Placed Horizontally
4.2.1. Heat Transfer Coefficients and Boundary of Simulation
4.2.2. Simulation Results of GCr15 Steel
4.2.3. Simulation Results of 16MnCr5 Steel
4.3. Simulation Results of the Bearing Sleeve Placed at an Inclination of 45°
4.3.1. Heat Transfer Coefficients and Boundary of Simulation
4.3.2. Simulation Results of GCr15 Steel
4.3.3. Simulation Results of 16MnCr5 Steel
4.4. Simulation Results of the Bearing Sleeve Placed Vertically
4.4.1. Heat Transfer Coefficients and Boundary of Simulation
4.4.2. Simulation Results of GCr15 Steel
4.4.3. Simulation Results of 16MnCr5 Steel
4.5. The Experimental Measurement Results of the Hardness and Ellipticity of the GCr15 Material Bearing Sleeve
4.6. Summary of Simulation Results
5. Conclusions
- Firstly, the cooling curve measurement method proposed in this paper gives results with good reproducibility. By comparing the cooling curves, cooling rate curves, and heat transfer coefficients of the three placement methods for bearing sleeves, we found that the axial heat transfer of the bearing sleeve is uneven. Among them, the bearing sleeves placed at a 45-degree and vertically at 90 degrees have more uniform axial heat transfer during the quenching process compared to the horizontally placed bearing sleeves.
- Through the simulation, the results of martensite concentration, hardness, equivalent force, and distortion of the bearing sleeve after quenching were obtained, and the ellipticity values of the bearing sleeve after quenching were obtained according to the distortion results to verify the distortion mechanism of the bearing sleeve during the quenching process. Compared with the experimental results of GCr15 material in Table 3, the distortion amounts of GCr15 material placed at 45° and 90° are much smaller than the experimental measurements. In addition, the comparison of the ellipticity results shows that the ellipticity of 16MnCr5 material obtained under the quenching process after surface carburizing is less than that of the GCr15 material quenched with oil coolant. The ellipticity value of the 16MnCr5 material placed at a 45° angle is the smallest, at 0.00016.
- To further examine the results of residual stress, the results of maximum tensile residual stress and maximum compressive residual stress obtained for the two materials under the three quenching conditions are shown in Table 6. From this result, the 16MnCr5 material will generate a large compressive stress on the inner surface of the bearing collar after surface carburizing and then quenching, which has a good effect on the inner surface of the bearing collar and the bearing ball or ball between due to rolling friction and is also beneficial to improve the fatigue life of the bearing.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Viitala, R.; Widmaier, T.; Kuosmanen, P. Subcritical vibrations of a large flexible rotor efficiently reduced by modifying the bearing inner ring roundness profile. Mech. Syst. Signal Process. 2018, 110, 42–58. [Google Scholar] [CrossRef]
- Shao, Y.Y.; Peng, W.F.; Chen, S.Q. Effect of cold treatment process on roundness of bearing ring. Mater. Res. Express 2022, 9, 026513. [Google Scholar] [CrossRef]
- Hasan, H.; Peet, M.; Jalil, J.; Bhadeshia, H. Heat transfer coefficients during quenching of steels. Heat Mass Transf. 2011, 47, 315–321. [Google Scholar] [CrossRef]
- Samuel, A.; Prabhu, K.N. Residual Stress and Distortion during Quench Hardening of Steels. J. Mater. Eng. Perform. 2022, 31, 5161–5188. [Google Scholar] [CrossRef]
- MacKenzie, D.S.; Lambert, D. Effect of quenching variables on distortion and residual stresses. In Heat Treating and Surface Engineering; ASM International: Almere, The Netherlands, 2003; pp. 184–191. [Google Scholar]
- THart, T.; Korecki, M. Advanced Distortion Control for Heat Treated Components. In Proceedings of the Heat Treat 2019: Proceedings of the 30th ASM Heat Treating Society Conference, Detroit, MI, USA, 15–17 October 2019. [Google Scholar]
- Lübben, T.; Frerichs, F. Influence of Rewetting Behavior on the Distortion of Bearing Races. J. Mater. Eng. Perform. 2013, 22, 2323–2330. [Google Scholar] [CrossRef]
- Kizawa, K. Analysis of Distortion Machanism of Rolling Rings in Normal Quenching and Carburized Quenching. In JTEKT Engineering Journal English Edition; No. 1009E; JTEKT ENGINEERING JOURNAL: Japan, Aichi, 2012; pp. 100–107. [Google Scholar]
- Kanamori, H.; Ju, D.Y. Identification of Heat Transfer Coefficients and Simulation of Quenching Distortions on Disk Probe. Mater. Trans. 2020, 6, 884–892. [Google Scholar] [CrossRef]
- Liu, Q.; Ju, D.Y.; Li, X.S.; Ishikawa, K.; Lv, R.; Lian, W.F.; Zhang, M. Verification of the Non-Axisymmetric Deformation Mechanism of Bearing Rings after Quenched in a Multi-Field Coupled Simulation. Coatings 2022, 12, 676. [Google Scholar] [CrossRef]
- Maniruzzaman, M.; Sisson, R., Jr. Heat transfer coefficients for quenching process simulation. J. De Phys. IV (Proc.) 2004, 120, 269–276. [Google Scholar]
- Ju, D.; Sahashi, M.; Omori, T.; Inoue, T. Simulation of quenching-tempering process based on metallo-thermo-mechanical. ZAIRYO (J. Soc. Mater. Sci. Jpn.) 1996, 45, 643–649. [Google Scholar] [CrossRef]
- Deng, X.H.; Ju, D.Y. Modeling and simulation of quenching and tempering process in steels. Phys. Procedia 2013, 50, 368–374. [Google Scholar] [CrossRef] [Green Version]
- Ju, D.Y.; Mukai, R.; Sakamaki, T. Development and application of computer simulation code COSMAP on induction heat treatment process. Int. Heat Treat. Surf. Eng. 2011, 5, 65–68. [Google Scholar] [CrossRef]
- Watanabe, Y.; Ju, D.Y. Cooperative research to optimize heat treating process condition by computer based technology. Heat Treat. Mater. 2006, 118, 349–354. [Google Scholar]





















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Compositions | C | Si | Mn | Cr | P | S | Fe |
|---|---|---|---|---|---|---|---|
| Content | 1.05 | 0.15 | 0.25 | 1.6 | 0.025 | 0.025 | Bal. |
| Compositions | C | Si | Mn | Cr | P | S | Fe |
|---|---|---|---|---|---|---|---|
| Content | 0.165 | 0.40 | 1.15 | 0.95 | 0.035 | 0.0225 | Bal. |
| Z Variation | First Experiment | Second Experiment | Third Experiment | Experimental Average Value |
|---|---|---|---|---|
| 3/4H | 0.11 | 0.10 | 0.08 | 0.096 |
| 1/2H | 0.11 | 0.10 | 0.07 | 0.093 |
| 1/4H | 0.10 | 0.07 | 0.08 | 0.083 |
| Number | Outer Surface before Quenching | Outer Surface after Quenching | Internal Surface before Quenching | Internal Surface after Quenching |
|---|---|---|---|---|
| 1 | 189 | 792 | 192 | 795 |
| 2 | 192 | 795 | 190 | 795 |
| 3 | 190 | 793 | 190 | 794 |
| Average | 190.33 | 793.33 | 190.67 | 794.67 |
| Martensitic (%) | Hardness (HV) | Equivalent Stress (MPa) | Distortion (mm) | Ellipticity Values | ||||||
|---|---|---|---|---|---|---|---|---|---|---|
| Material | GCr15 | 16MnCr5 | GCr15 | 16MnCr5 | GCr15 | 16MnCr5 | GCr15 | 16MnCr5 | GCr15 | 16MnCr5 |
| Horizontal placement | 89.308 | 69.078 | 741.852 | 658.556 | 27.974 | 269.438 | 0.0643 | 0.0279 | 1.00105 | 1.00026 |
| 45° placement | 89.308 | 69.078 | 739.303 | 659.246 | 28.362 | 261.214 | 0.0409 | 0.0252 | 1.00059 | 1.00011 |
| 90° placement | 89.308 | 69.078 | 735.222 | 661.552 | 18.470 | 382.940 | 0.0440 | 0.0231 | 1.00061 | 1.00020 |
| Residual Stress (GCr15) [MPa] | Residual Stress (16MnCr5) [MPa] | |||||||
|---|---|---|---|---|---|---|---|---|
| Outer surface | Inner surface | Outer surface | Inner surface | |||||
| maximum tensile stress | maximum compressive stress | maximum tensile stress | maximum compressive stress | maximum tensile stress | maximum compressive stress | maximum tensile stress | maximum compressive stress | |
| Horizontal placement | 1.257 | −21.673 | 46.126 | −12.378 | 127.678 | 0 | 0 | −332.089 |
| 45° placement | 0.827 | −29.567 | 38.694 | −9.937 | 144.969 | 0 | 0 | −345.715 |
| 90° placement | 4.520 | −21.390 | 63.916 | −32.346 | 149.401 | 0 | 0 | −609.277 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, X.; Ju, D.; Cao, J.; Ishikawa, K. Analysis of the Distortion of the Bearing Rings after Quenching. Coatings 2023, 13, 1190. https://doi.org/10.3390/coatings13071190
Li X, Ju D, Cao J, Ishikawa K. Analysis of the Distortion of the Bearing Rings after Quenching. Coatings. 2023; 13(7):1190. https://doi.org/10.3390/coatings13071190
Chicago/Turabian StyleLi, Xusheng, Dongying Ju, Jianting Cao, and Kousuke Ishikawa. 2023. "Analysis of the Distortion of the Bearing Rings after Quenching" Coatings 13, no. 7: 1190. https://doi.org/10.3390/coatings13071190
APA StyleLi, X., Ju, D., Cao, J., & Ishikawa, K. (2023). Analysis of the Distortion of the Bearing Rings after Quenching. Coatings, 13(7), 1190. https://doi.org/10.3390/coatings13071190