
Investigation of the Influence of Including or Omitting the Oxide Layer on the Result of Identifying the Local Boundary Condition during Water Spray Cooling

Abstract
1. Introduction
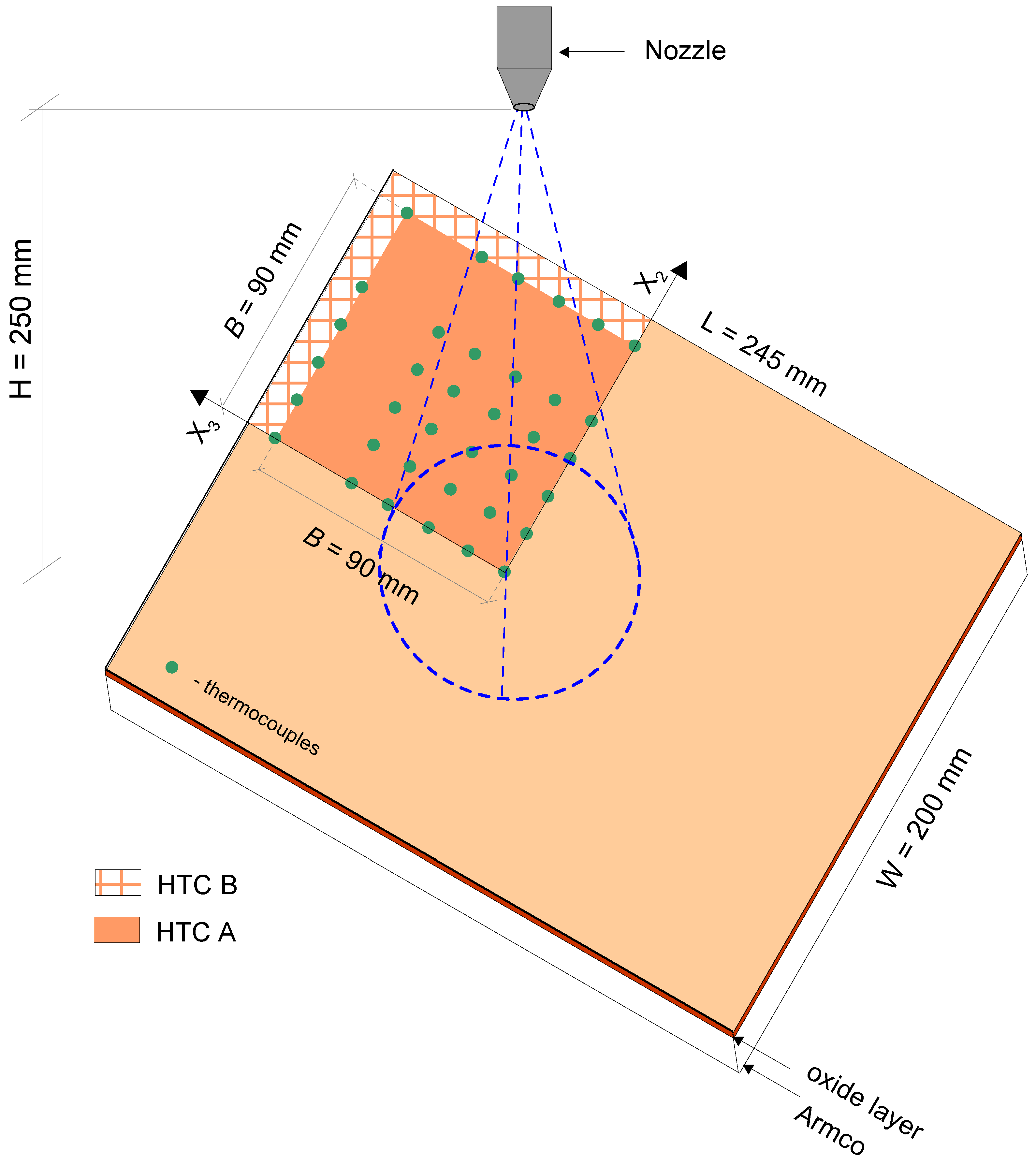
2. Experimental Setup
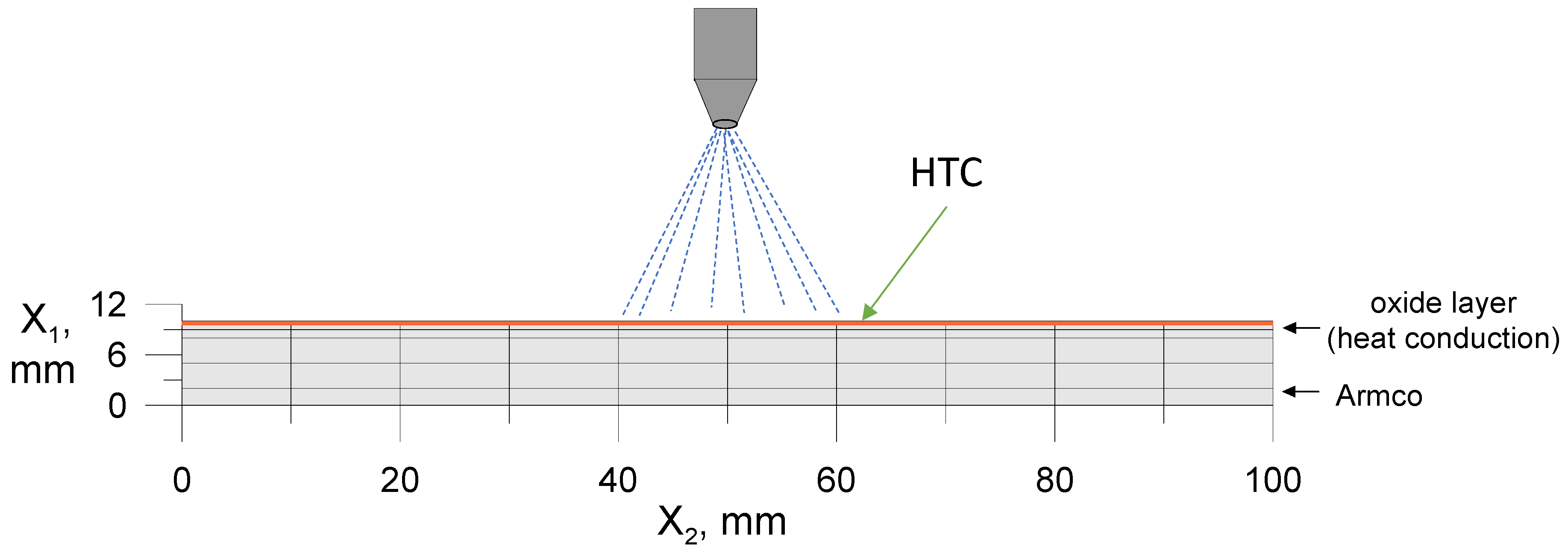
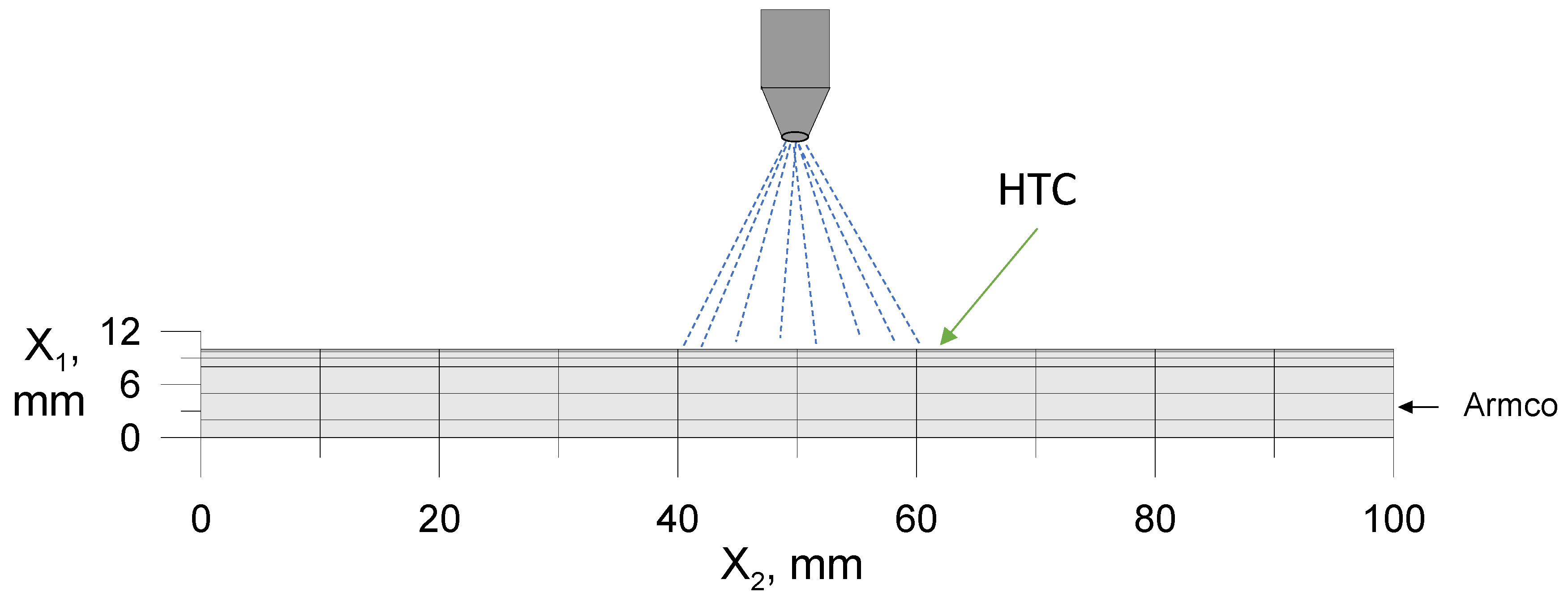
3. Model of Heat Conduction in a Plate
Accuracy of the Finite Element Solver
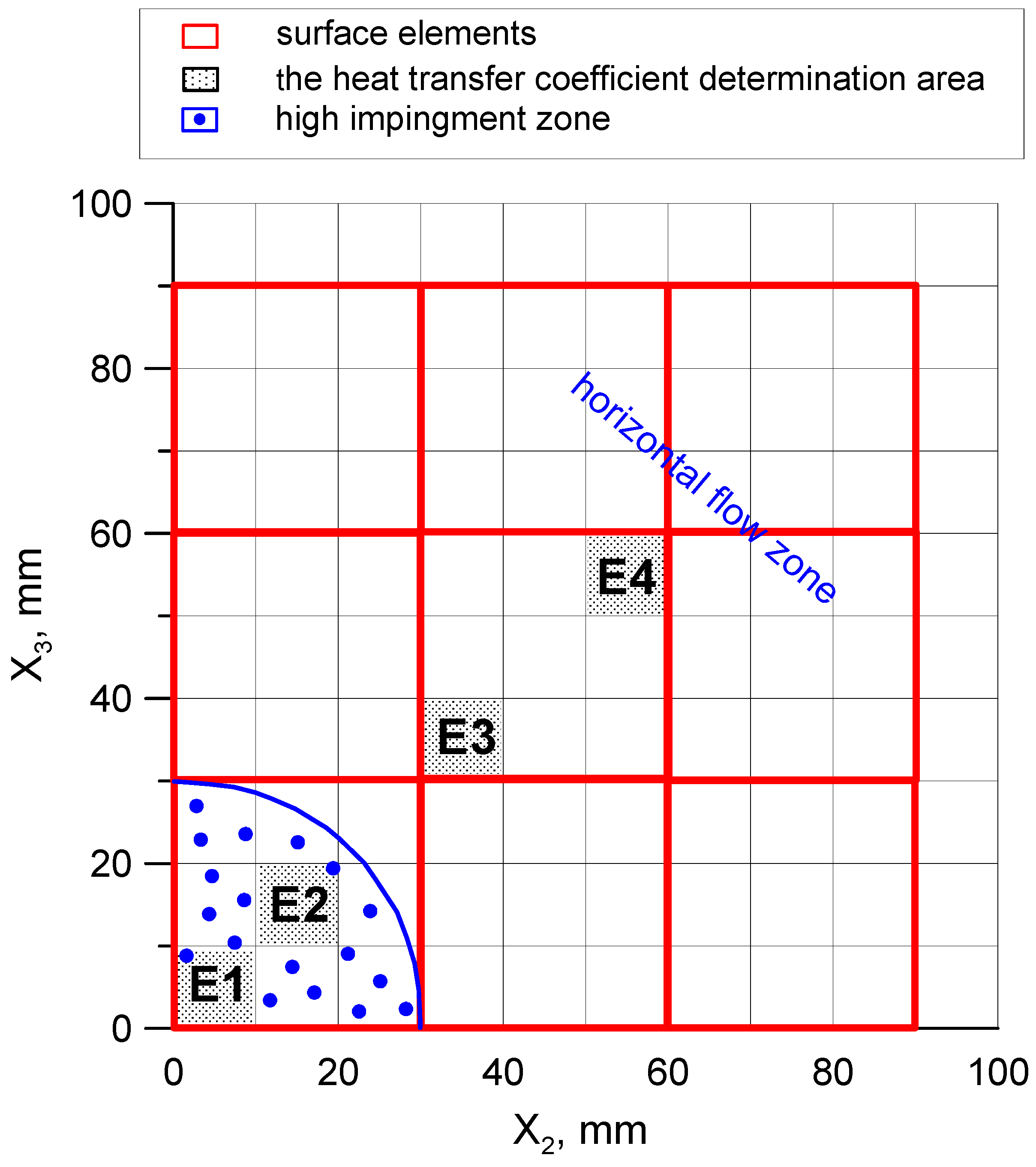
4. The Inverse Problem Formulation
Uncertainty of the Inverse Solution
5. Results of the Identification of the Heat Transfer Boundary Conditions
6. Conclusions
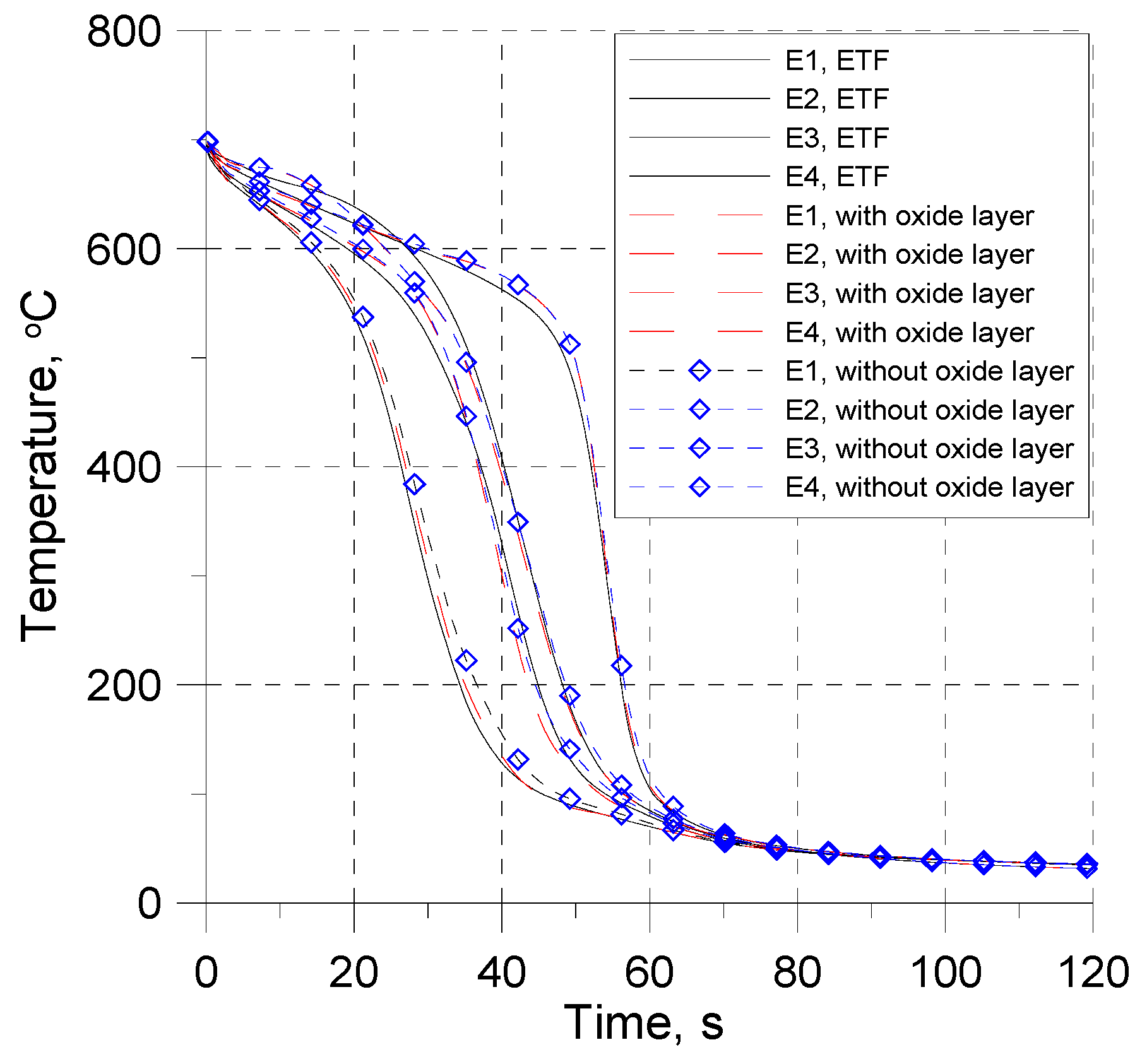
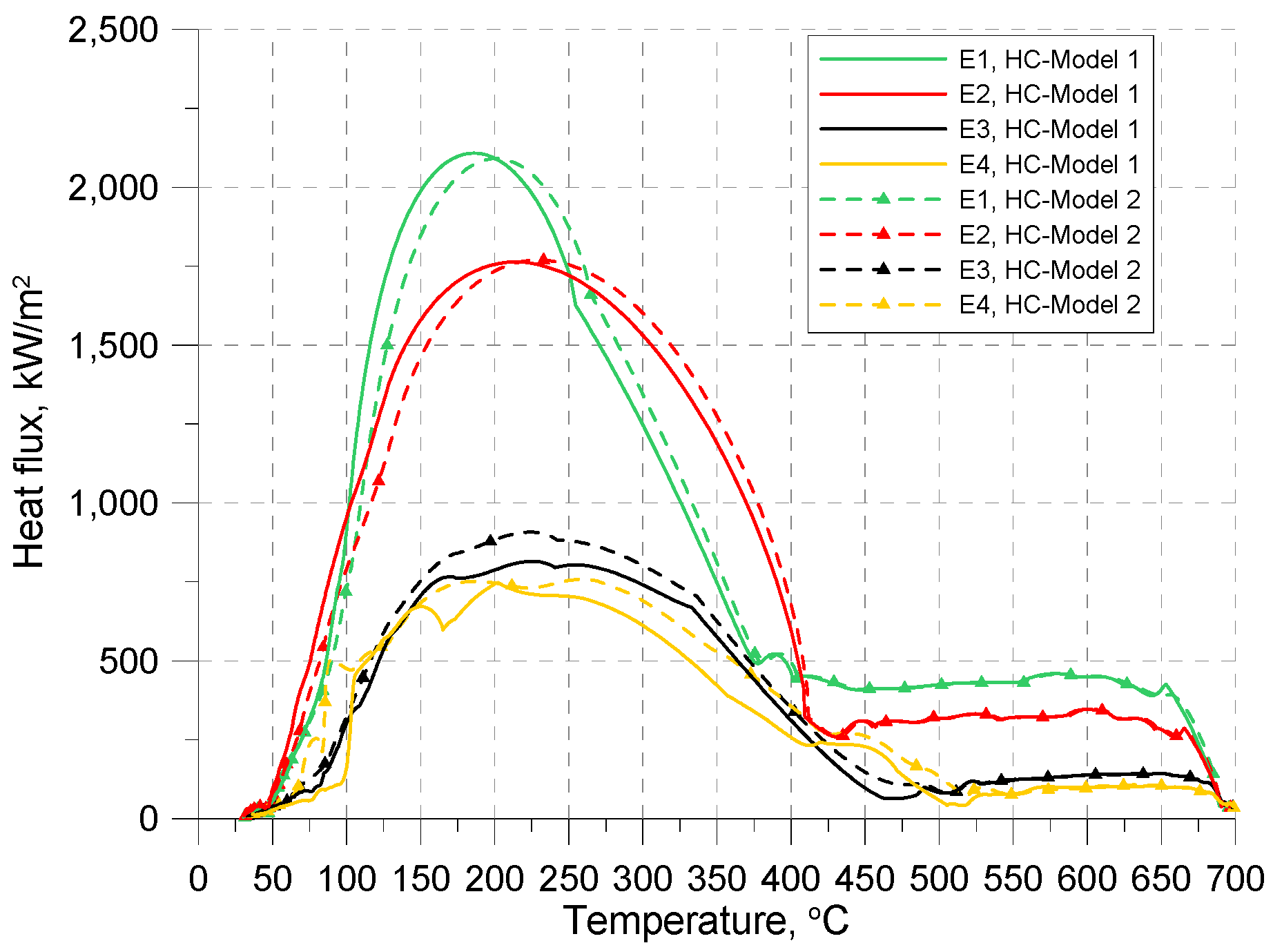
- Mathematical models of heat conduction that do not consider the presence of oxide ignore the different heat capacity and thermal conductivity of the oxide layer in relation to the metal. The heat capacity of the scale and its conductivity are much lower than that of steel which significantly affects the heat transfer process that takes place on the cooled surface.
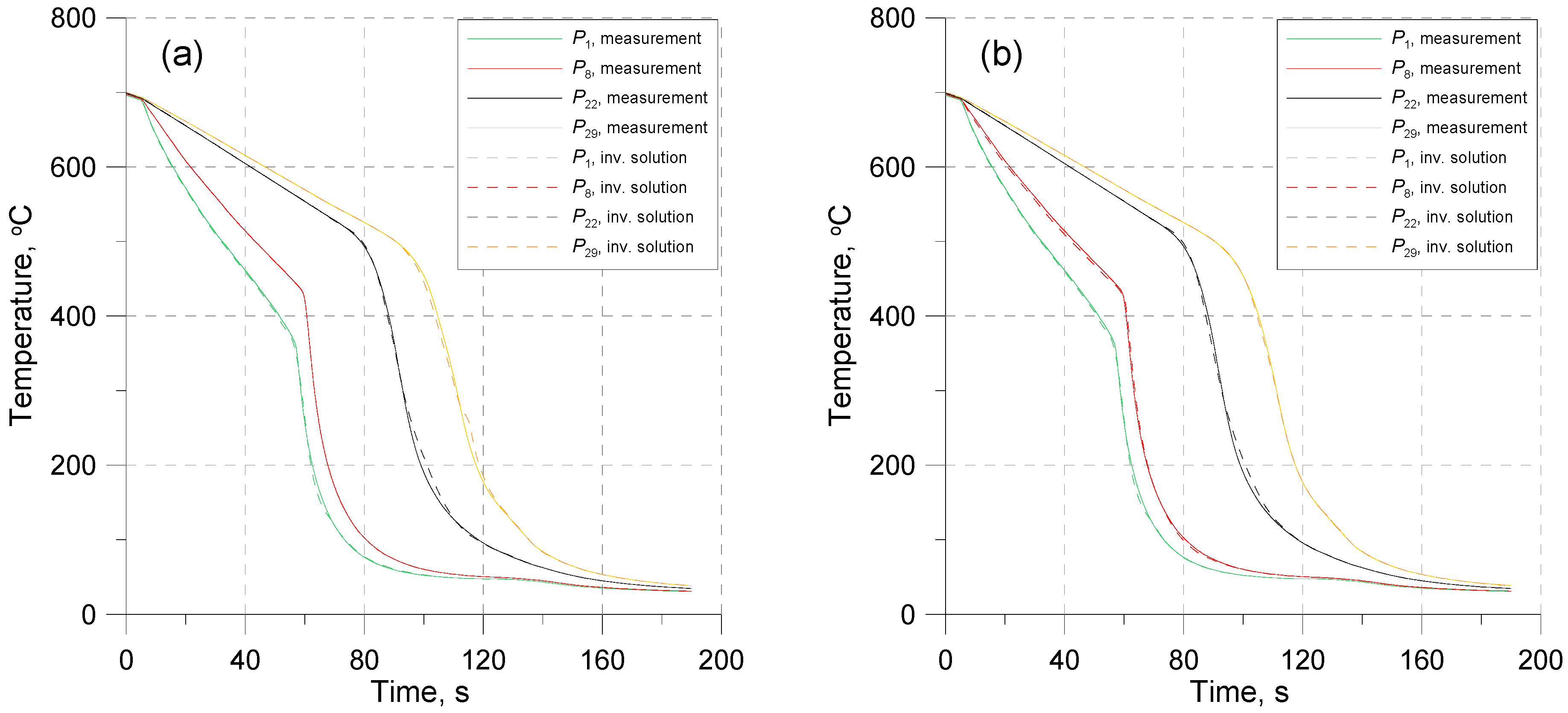
- The inverse solution obtained in the case of using the conduction model, which takes into account the thickness of the oxide layer, is correct in time and as a function of temperature. The error of the numerical calculation is 0.6 °C, which indicates a great accuracy of the inverse solution. Thus, the model of the boundary condition obtained as a function of temperature is universal.
- For a thin oxide layer, the FEM model of heat conduction can be simplified, so there is no need to consider the presence of the oxide layer, at least for the temperature field calculation.
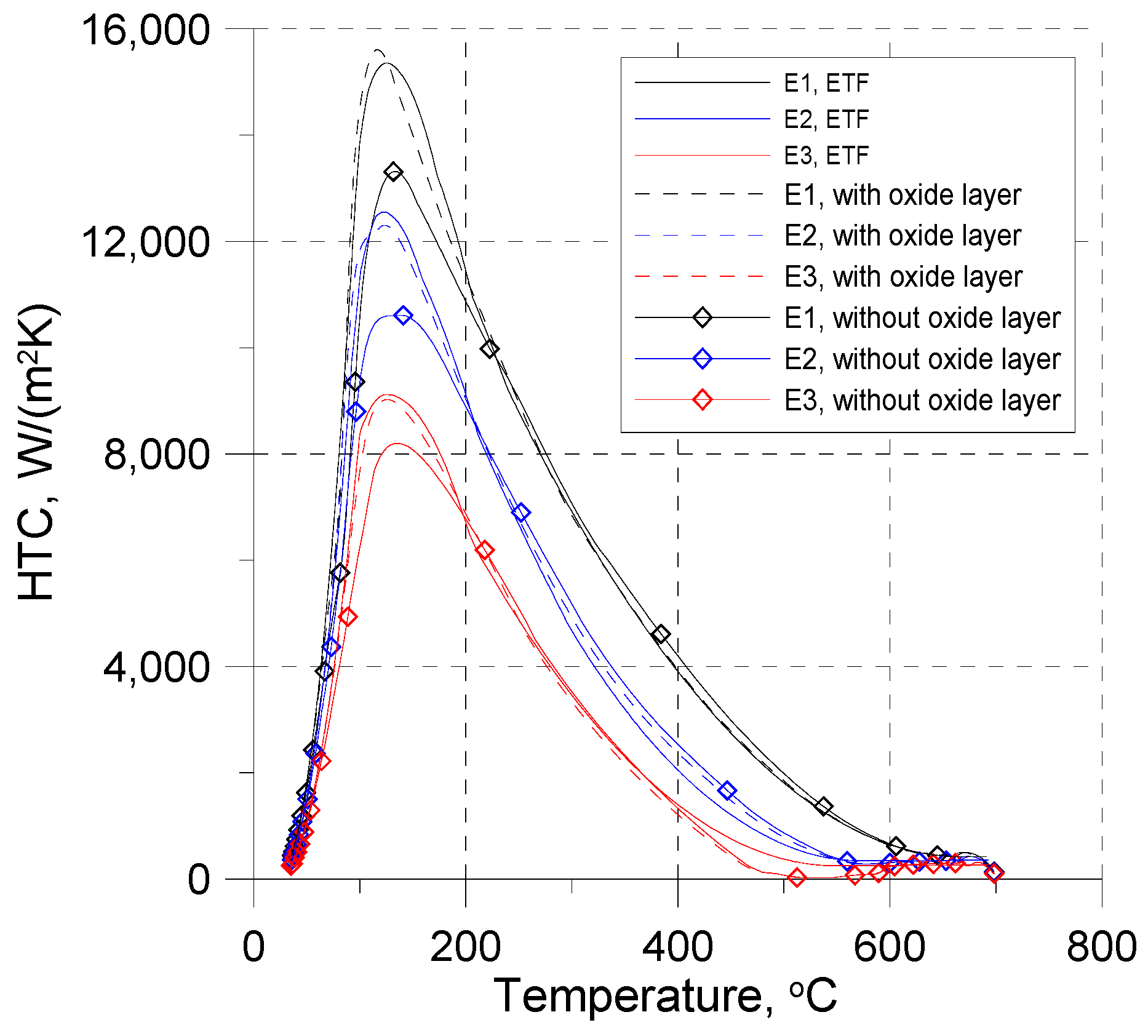
- For the boundary condition determination, it is better to use an accurate model, taking into account the presence of the oxide layer on the cooled surface, because the results of the determined boundary condition are subject to an error of at least an order of magnitude smaller than when using a simplified model of heat conduction for calculations.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
List of Symbols
| ATD | Average temperature distance between measured and computed temperature curves (°C) |
| ATE | Average temperature error (°C) |
| B | Width of the heat transfer coefficient determination domain (m) |
| c | Specific heat (J/(kg∙K)) |
| D | Thermal characteristic of coolant |
| ETF | Test function |
| FEM | Finite element method |
| HF | Heat flux (kW/m2) |
| hi, hij | Unknown parameters to be determined by minimizing the objective function (W/(m2∙K)) |
| HTC | Heat transfer coefficient (W/(m2∙K)) |
| H | Distance between the spray nozzle and the plate (mm) |
| h (x2, x3, τ) | Function defining heat transfer coefficient distribution in space and time (W/(m2∙K)) |
| Ni | Parabolic shape functions of the surface element |
| NP | Number of temperature measurements performed by one sensor |
| NT | Number of temperature sensors |
| p | Pressure (MPa) |
| Heat flux (kW/m2) | |
| T | Temperature (°C) |
| Computed sample temperature at the location of the sensor m at the time τn | |
| Tw | Temperature of the water (K) |
| Ts | Temperature of the surface (K) |
| Water flux rate (dm3/(m2·s)) | |
| x1, x2, x3 | Cartesian coordinates (m) |
| λ | Thermal conductivity of the plate (W/(m∙K)) |
| ρ | Density (kg/m3) |
| τ | Time (s) |
| ∆τ | Time increment (s) |
References
- Çengel, Y.A. Heat and Mass Transfer: A Practical Approach, 3rd ed.; McGraw-Hill: New York, NY, USA, 2007. [Google Scholar]
- Holman, J.P. Heat Transfer, 10th ed.; McGraw-Hill: New York, NY, USA, 2010. [Google Scholar]
- Mudawar, I.; Valentine, W.S. Determination of the local quench curve for spray-cooled metallic surfaces. J. Heat Treat. 1989, 7, 107–121. [Google Scholar] [CrossRef]
- Horsky, J.; Hrabovsky, J.; Raudensky, M. Impact of the scale on spray cooling intensity. In Proceedings of the 10th International Conference on Heat Transfer, Fluid Mechanics and Thermodynamics (HEFAT 2014), Orlando, FL, USA, 14–16 July 2014; pp. 1480–1485. [Google Scholar]
- Slowik, J.; Borchardt, G.; Köler Ch Jeschar, R.; Scholtz, R. Influence of oxide scales on heat transfer in secondary zones cooling in the continues casting process, part 2: Determination of material properties of oxide scales on steel under spray-water cooling conditions. Steel Res. 1990, 61, 302–311. [Google Scholar] [CrossRef]
- Wendelstorf, J.; Spitzer, K.H.; Wendelstorf, R. Spray water cooling heat transfer at high temperatures and liquid mass fluxes. Int. J. Heat Mass Transf. 2008, 51, 4902–4910. [Google Scholar] [CrossRef]
- Burakowski, T. Własności promienne stali chromowych. Metalozn. i Obróbka Ciepl. 1973, 3, 31–40. [Google Scholar]
- Béranger, G.; Henry, G.; Sanz, G. (Eds.) The Book of SteelScientific; Intercept Limited: Andover Hampshire, UK, 1996. [Google Scholar]
- Resl, O.; Chabicovský, M.; Votavov’a, H. Study of thermal conductivity of the porous oxide layer. In Proceedings of the 25th International Conference Engineering Mechanics, Svratka, Czech Republic, 13–16 May 2019; pp. 315–318. Available online: http://www.engmech.cz/im/proceedings/show_p/2019/315 (accessed on 3 July 2024).
- Takeda, M.; Onishi, T.; Nakakubo, S.; Fujimoto, S. Physical properties of iron-oxide scales on si-containing steels at high temperature. Mater. Trans. 2009, 50, 2242–2246. [Google Scholar] [CrossRef]
- Chabičovský, M.; Hnizdil, M.; Tseng, A.A.; Raudenský, M. Effects of oxide layer on Leidenfrost temperature during spray cooling of steel at high temperatures. Int. J. Heat Mass Transf. 2015, 88, 236–246. [Google Scholar] [CrossRef]
- Resl, O.; Chabičovský, M.; Hnízdil, M.; Kotrbáček, P.; Raudenský, M. Influence of Porous Oxide Layer on Water Spray Cooling. In Proceedings of the 9th International Conference on Fluid Flow, Heat and Mass Transfer (FFHMT’22), Niagara Falls, ON, Canada, 8–10 June 2022; p. 125. [Google Scholar] [CrossRef]
- Wendelstorf, R.; Spitzer, K.-H.; Wendelstorf, J. Effect of oxide layer on spray water cooling heat transfer at high surface temperatures. Int. J. Heat Mass Transf. 2008, 51, 4892–4901. [Google Scholar] [CrossRef]
- Beygelzimer, E.; Beygelzimer, Y. Validation of the Cooling Model for TMCP Processing of Steel Sheets with Oxide Scale Using Industrial Experiment Data. J. Manuf. Mater. Process. 2022, 6, 78. [Google Scholar] [CrossRef]
- Cebo-Rudnicka, A.; Malinowski, Z. Identification of heat flux and heat transfer coefficient during water spray cooling of horizontal copper plate. Int. J. Therm. Sci. 2019, 145, 106038. [Google Scholar] [CrossRef]
- Sabariman, E. Specht, Characterization of the boiling width on metal quenching with spray cooling. Exp. Heat Transf. 2018, 31, 391–404. [Google Scholar] [CrossRef]
- Singh, A.P.; Prasad, A.; Prakash, K.; Sengupta, D.; Murty, G.M.D.; Jha, S. Influence of thermomechanical processing and accelerated cooling on microstructures and mechanical properties of plain carbon and microalloyed steels. Mater. Sci. Technol. 1999, 15, 121–126. [Google Scholar] [CrossRef]
- Liu, W.-W.; Li, H.-J.; Wang, Z.-D.; Wang, G.-D. Mathematical model for cooling process and its self-learning applied in hot rolling mill. J. Shanghai Univ. 2011, 15, 548–552. [Google Scholar] [CrossRef]
- Kohler, C.; Jeschars, R.; Scholz, R.; Slowik, J.; Borchardt, G. Influence of oxide scales on heat transfer in secondary cooling zones in the continuous casting process, part 1: Heat transfer through hot-oxidized steel surfaces cooled by spray-water. Steel Res. 1990, 61, 295–301. [Google Scholar] [CrossRef]
- Raudensky, M.; Chabicovsky, M.; Hrabovsky, J. Impact of oxide scale on heat treatment of steels. In Proceedings of the METAL 2014 23rd International Conference on Metallurgy and Materials, Conference Proceedings, Ostrava, Czech Republic, 21–23 May 2014; Tanger Ltd.: Greensboro, NC, USA, 2014; pp. 1–6, ISBN 978-80-87294-52-9. [Google Scholar]
- Mraz, K.; Bohacek, J.; Resl, O.; Chabicovsky, M.; Karimi-Sibaki, E. Thermal conductivity of porous oxide layer: A numerical model based on CT data. Mater. Today Commun. 2021, 28, 102705. [Google Scholar] [CrossRef]
- Fukuda, H.; Nakata, N.; Kijima, H.; Kuroki, T.; Fujibayashi, A.; Takata, Y.; Hidaka, S. Effects of Surface conditions on spray cooling characteristics. ISIJ Int. 2016, 56, 628–636. [Google Scholar] [CrossRef]
- Viscorova, R.; Scholz, R.; Spitzer, K.-H.; Wendelstorf, J. Spray water cooling heat transfer under oxide scale formation conditions. Adv. Comput. Methods Heat Transf. IX 2006, 53, 163–172. [Google Scholar] [CrossRef]
- Liang, G.; Mudawar, I. Review of spray cooling—Part 1: Single-phase and nucleate boiling regimes, and critical heat flux. Int. J. Heat Mass Transf. 2017, 115, 1174–1205. [Google Scholar] [CrossRef]
- Liang, G.; Mudawar, I. Review of spray cooling—Part 2: High temperature boiling regimes and quenching applications. Int. J. Heat Mass Transf. 2017, 115, 1206–1222. [Google Scholar] [CrossRef]
- Hadała, B.; Cebo-Rudnicka, A.; Radziszewska, A. Influence of iron oxide layer on intensification of heat dissipation from the surface of a horizontal plate cooled with a water nozzle. Int. J. Heat Mass Transf. 2023, 204, 123852. [Google Scholar] [CrossRef]
- Zálešák, M.; Klimeš, L.; Charvát, P.; Cabalka, M.; Kůdela, J.; Mauder, T. Solution approaches to inverse heat transfer problems with and without phase changes: A state-of-the-art review. Energy 2023, 278, 127974. [Google Scholar] [CrossRef]
- Malinowski, Z.; Telejko, T.; Hadała, B.; Cebo-Rudnicka, A.; Szajding, A. Dedicated three dimensional numerical models for the inverse determination of the HF and heat transfer coefficient distributions over the metal plate surface cooled by water. Int. J. Heat Mass Transf. 2014, 75, 347–361. [Google Scholar] [CrossRef]
- Li, M.; Endo, R.; Akoshima, M.; Susa, M. Temperature Dependence of Thermal Diffusivity and Conductivity of FeO Scale Produced on Iron by Thermal Oxidation. ISIJ Int. 2017, 57, 2097–2106. [Google Scholar] [CrossRef]
- Shanks, H.R.; Klein, A.H.; Danielson, G.C. Thermal Properties of Armco Iron. J. Appl. Phys. 1967, 38, 2885. [Google Scholar] [CrossRef]
- Aihara, T.; Yamada, Y.; Endo, S. Free convection along the downward-facing surface of a heated horizontal plate. Int. J. Heat Mass Transf. 1972, 15, 2539–2549. [Google Scholar] [CrossRef]
- Hodson, P.D.; Browne, K.M.; Collinson, D.C.; Pham, T.T.; Gibbs, R.K. A Mathematical model to simulate the thermomechanical processing of steel. In Proceedings of the 3rd International Seminar of the International Federation for Heat Treatment and Surface Engineering, Melbourne, Australia, 1991; pp. 139–159. [Google Scholar]
- Malinowski, Z.; Cebo-Rudnicka, A.; Telejko, T.; Hadała, B.; Szajding, A. Inverse method implementation to heat transfer coefficient determination over the plate cooled by water spray. Inverse Prob. Sci. Eng. 2015, 23, 518–556. [Google Scholar] [CrossRef]
- Hadała, B.; Malinowski, Z.; Szajding, A. Solution strategy for the inverse determination of the specially varying heat transfer coefficient. Int. J. Heat Mass Transf. 2017, 104, 993–1007. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Heat Conduction Model (HC-Model 1) | ||||
|---|---|---|---|---|---|
| Re-M | M-1 | M-2 | M-2a | ||
| No. of elements in x1 direction | 13 | 5 | 7 | 7 | |
| No. of elements in x2 direction | 23 | 10 | 10 | 10 | |
| No. of elements in x3 direction | 23 | 10 | 10 | 10 | |
| Time increments, s | ∆τ | 0.1 | 0.1 | 0.05 | 0.1 |
| Error to Re-M, °C | ATE | 0 | 0.91 | 1.16 | 0.92 |
| Error to An-M, °C | ATE | 0.2 | 1.44 | 0.17 | 0.80 |
| Parameter | Model with Oxide Layer (HC-Model 1) | Model without Oxide Layer (HC-Model 2) | |||||||
|---|---|---|---|---|---|---|---|---|---|
| Element | E1 | E2 | E3 | E4 | E1 | E2 | E3 | E4 | |
| Error to the ETF maximum | −1.6% | +2.0% | +1.0% | −23.3% | +13.3% | +15.5% | +10.1% | −12.4% | |
| ATD | °C | 0.60 | 0.61 | ||||||
| ∆Tn | °C | 2.1 | 2.3 | ||||||
| Thickness of the Oxide Layer, mm | Model Number | ATD, °C |
|---|---|---|
| 0.018 | HC-Model 1 | 0.42 |
| HC-Model 2 | 0.35 | |
| 0.035 | HC-Model 1 | 0.42 |
| HC-Model 2 | 0.34 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Cebo-Rudnicka, A.; Hadała, B. Investigation of the Influence of Including or Omitting the Oxide Layer on the Result of Identifying the Local Boundary Condition during Water Spray Cooling. Coatings 2024, 14, 884. https://doi.org/10.3390/coatings14070884
Cebo-Rudnicka A, Hadała B. Investigation of the Influence of Including or Omitting the Oxide Layer on the Result of Identifying the Local Boundary Condition during Water Spray Cooling. Coatings. 2024; 14(7):884. https://doi.org/10.3390/coatings14070884
Chicago/Turabian StyleCebo-Rudnicka, Agnieszka, and Beata Hadała. 2024. "Investigation of the Influence of Including or Omitting the Oxide Layer on the Result of Identifying the Local Boundary Condition during Water Spray Cooling" Coatings 14, no. 7: 884. https://doi.org/10.3390/coatings14070884
APA StyleCebo-Rudnicka, A., & Hadała, B. (2024). Investigation of the Influence of Including or Omitting the Oxide Layer on the Result of Identifying the Local Boundary Condition during Water Spray Cooling. Coatings, 14(7), 884. https://doi.org/10.3390/coatings14070884